

Недостатки
Электрошлаковая сварка обладает определенными недостатками. Технически она может проводиться, только если толщина металла составляет от 1,6 см и выше. Наиболее выгодным процесс сварки становится только при 4 см толщине, что далеко не всегда осуществимо в промышленной сфере. Иногда требуется совершать дополнительную термообработку, чтобы металл шва и возле него принял те свойства, которые нужны для работы, так как они меняются под действием ЭШС.
Разновидности
Существует несколько основных разновидностей данного процесса, которые отличаются по своим особенностям. Если рассматривать различия по типу используемого электрода, то выделяют сварку с проволочным электродом, плавящимся мундштуком и пластинчатым электродом. Но это не единственные параметры, по которым происходит различие. По наличию колебаний, которые совершаются электродом, выделяют:
- С колебаниями, которые происходят как в ручной дуговой сварке;
- Без колебаний, подобно некоторым разновидностям полуавтоматической сварке в газовой среде.
Также процесс может различаться по количеству используемых электродов:
- Одноэлектродная сварка;
- Двухэлектродная;
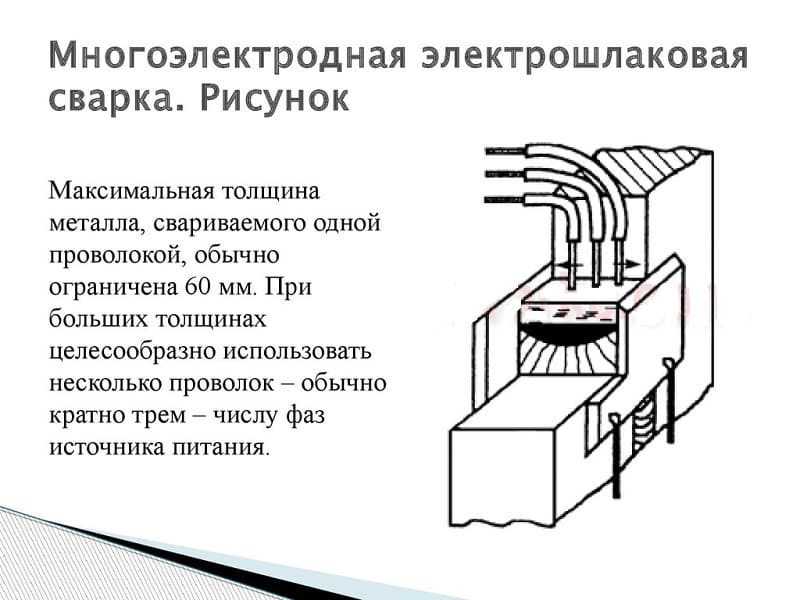
- Многоэлектродная.
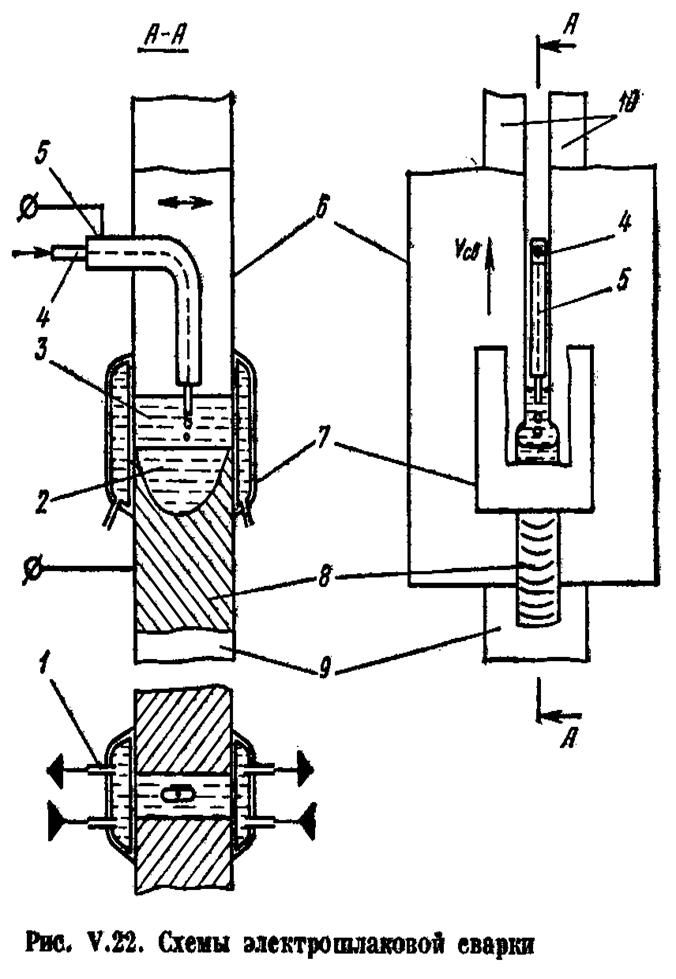
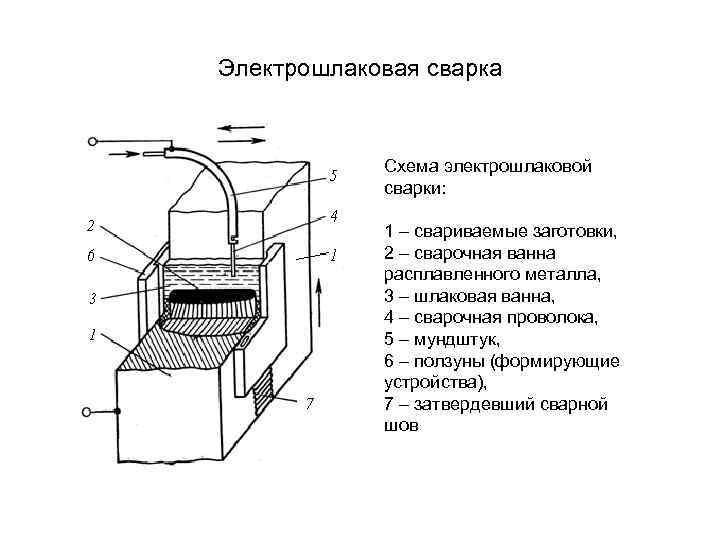
Так же, электрошлаковую сварку разделяют на разновидности, изображенные на схеме ниже:
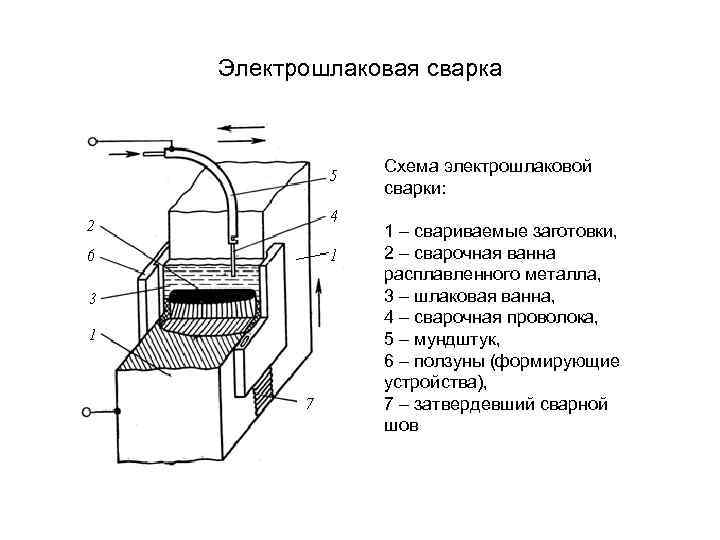
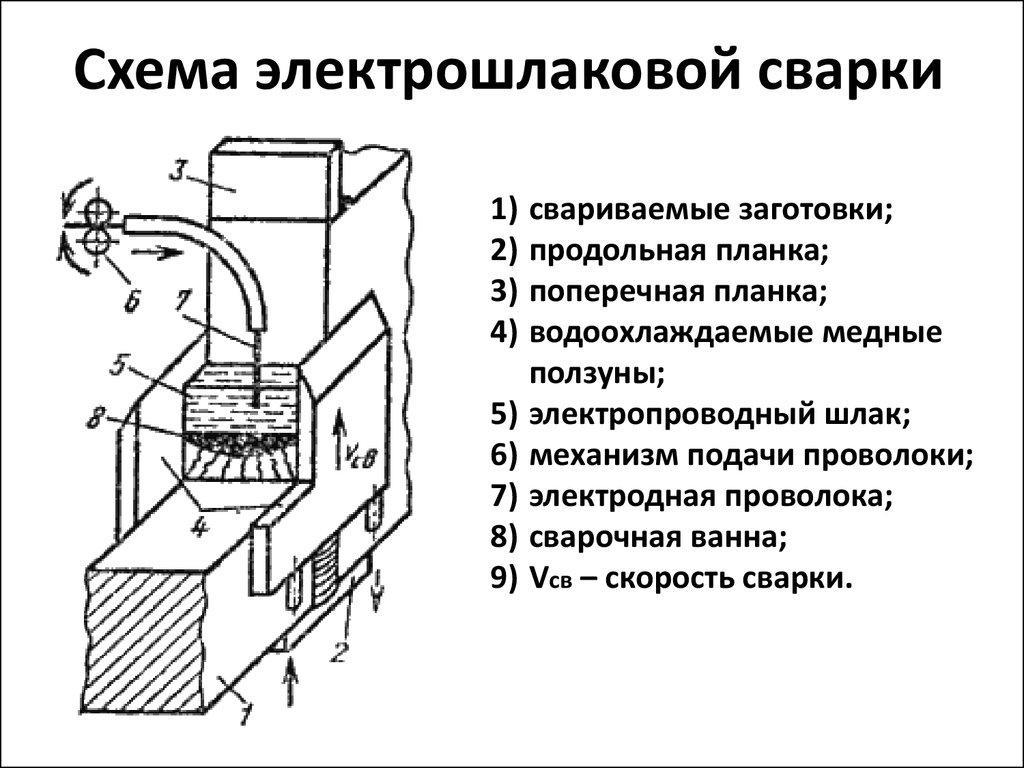
Схема электрошлаковой сварки
Технология
Сущность электрошлаковой сварки заключается в искусственном охлаждении поверхности свариваемого металла. Шлак пропорционально преобразовывает электрическую энергию в тепловую на месте своего нахождения. Главное здесь подобрать требуемый уровень напряжения, который бы смог обеспечить требуемую температуру, с учетом сопротивления металла и прочих факторов. Настройки режима являются одним из самых сложных моментов работы. Чем выше температура окружающей среды, а также внутренняя в расплавленном металле, тем выше проводимость шлаков. Исходя из этого, можно вычислить, что при снижении температуры до определенного значения, шлаки перестают быть проводниками или их сопротивление становится настолько высоким, что весь процесс становится невыгодным.
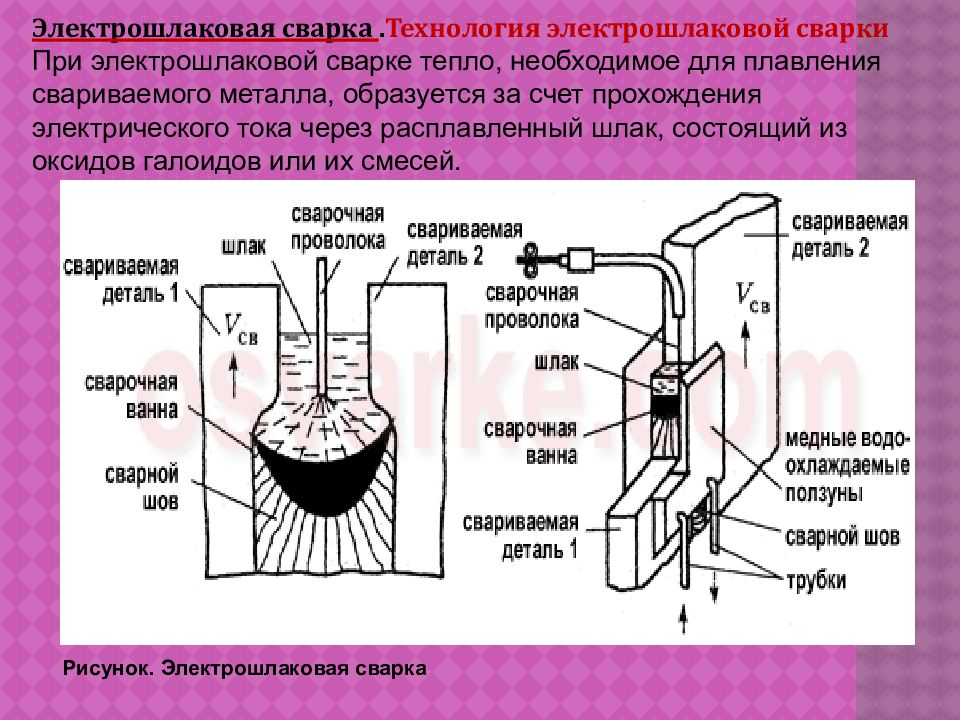
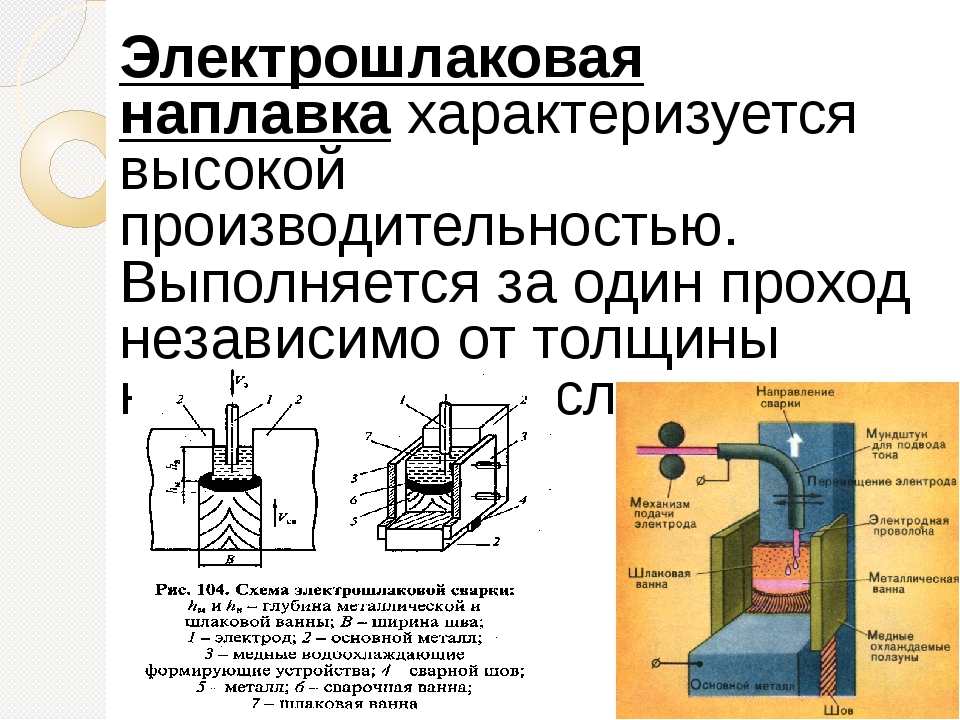
Технология электрошлаковой сварки
Одним из самых сложных моментов, которые возникают во время практического применения, является возможность возникновения дугового разряда между поверхностью металла и электродом. Электрошлаковая сварка должна проводиться без применения дуги, но если она возникает в глубине шлаковой поверхности, то это может привести к появлению дефектов внутри шва. Дуга отличается неустойчивостью и во время сварки может появляться неоднократно, что сильно ухудшает целостность шва. Чтобы не возникала дуга, следует задавать такие условия, которые в нормальном состоянии сделали бы ее максимально нестабильной, а при идеальных – вовсе не дали ей возникнуть. Она с меньшей вероятностью возникает в глубине шлаковой ванны. Также переменный ток делает дугу менее стабильной. При снижении напряжения холостого хода, в комплексе с другими методами, создаются именно те условия, которые не дадут образоваться электродуге.
Иногда процесс расплавления может стать нестабильным и тогда кристаллизация начнется раньше, чем это нужно. После этого нужно будет вновь расплавлять все, а при повторном воздействии может случиться образование дефектов.
Если во время расплавления, кромки металла расплавляются выше, чем находится сварочная ванна, то они быстрее остывают. Все это приводит к наплавлением. Это означает, что кромки оплавились от температуры, но не смешались с другими металлом, что не привело к появлению надежного соединения. Это может случиться при слишком высоком напряжении или когда ванная залегает слишком глубоко и параметры режима оказываются недостаточными для такой толщины. Правильно подобранный режим делает электрошлаковую прослойку, которая делает шов более стабильным и надежным.
Большая часть выделяемого тепла переходит в сварочную ванну. Одним из главных проводников здесь является электрод. Если превысить допустимое напряжение, то кромки будут оплавляться сильнее. В таком случае не возникает опасности не сплавления, но пропалить деталь вполне возможно.
Заключение
Сварка данным методом обладает очень оригинальной технологией, которая достаточно сложна, если разбирать ее подробно. Но при поверхностном изучении можно сделать массу ошибок, которые приведут к появлению бракованных изделий. Сложность проведения работ делает ее востребованной только в самых ответственных областях применения.
Возбуждение электрошлакового процесса
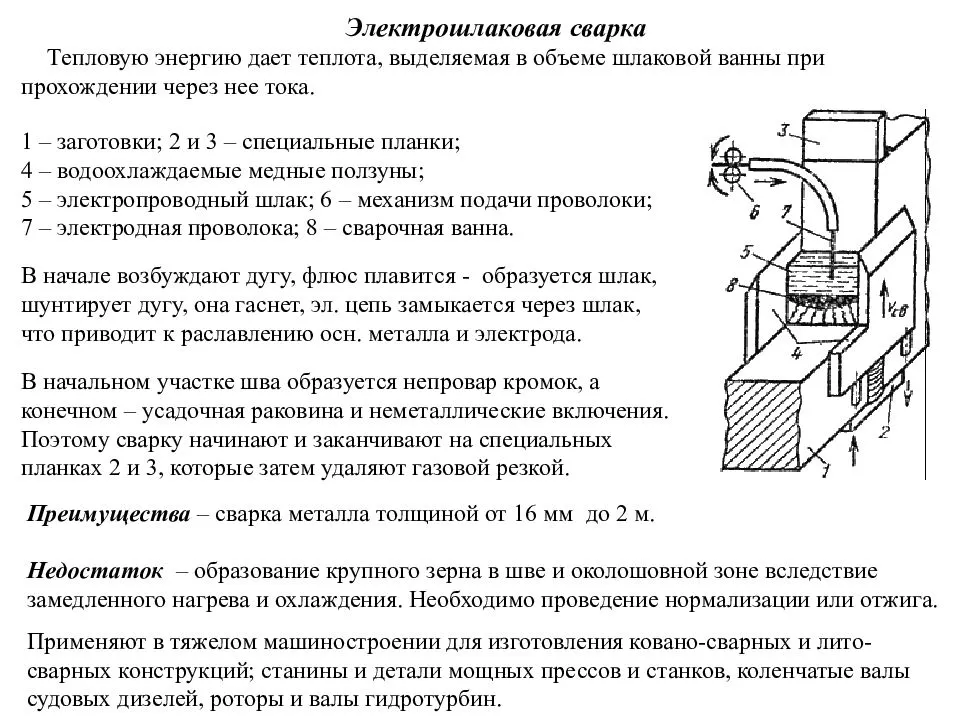
Возбуждение элсктрошлакового процесса заключается в расплавлении флюса и нагреве образовавшейся шлаковой ванны до рабочей температуры.
В производстве находят применение следующие способы наведения шлаковой ванны: «твердый старт», когда сварочный флюс вначале плавится теплом электрической дуги во входной планке, а затем шунтируется подсыпаемым и расплавляющимся флюсом, и «жидкий старт», когда в пространство, образуемое свариваемыми деталями и формирующими водоохлаждаемыми устройствами, заливают жидкий флюс, который предварительно расплавляют в отдельной печи.
При «твердом старте», желательно принимать более высокое сварочное напряжение (в процессе горения дуги), чем при стабильном электрошлаковом процессе. Для более легкого возбуждения дуги на дно входной планки засыпают металлический порошок, стружку, термитные смеси или устанавливают металлические вставки.
Контроль качества электрошлаковой сварки
Наиболее характерные дефекты
В большинстве случаем, сварные швы, полученные при помощи ЭШС, обладают высокими механическими свойствами, химически однородны и с отсутствием металлических включений, трещин, пор и шлаковых частиц. Но, при нарушении технологии сварки, или техники выполнения швов, могут появиться дефекты, снижающие качество сварного соединения.
К наиболее распространённым дефектам относятся горячие трещины в металле шва и надрывы в зоне термического влияния. Горячие трещины могут возникать при сварке любых типов стали, но чаще всего они возникают у сталей с большим показателем углеродного эквивалента и у сталей с содержанием углерода более 0,2% при жёстком закреплении свариваемых заготовок и при повышенных скоростях сварки.
Из параметров режима сварки, наибольшее влияние на образование трещин оказывает величина силы тока, которая напрямую зависит от скорости подачи проволоки. Соответственно, для предотвращения образования данного дефекта, следует уменьшать скорость сварки, и выполнять предварительный подогрев до 150-500°C.
Холодные трещины шва могут появиться при сварке среднелегированных сталей ферритной проволокой, когда зона проплавления находится на удалении от ванны с расплавом. Для предотвращения этих трещин сварку рекомендуется вести при малой глубине ванны (35-40мм) и равномерном проваре.
Другие дефекты, такие как непровары, поры и неметаллические включения появляются, как правило, при грубом нарушении технологии сварки.
Способы контроля сварных швов
Соединения, полученные ЭШС, контролируют комплексно. Этот контроль включает в себя визуальный осмотр сварных швов, контроль сварки на предварительно изготовленных образцах, ультразвуковой контроль сварных швов, магнитную дефектоскопию, контроль рентгеновскими лучами или же радиационный контроль гамма-излучением.


Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Способы скоростной электрошлаковой сварки
Необходимость в увеличении скорости электрошлаковой сварки вызвана не столько соображениями повышения производительности, сколько стремлением повысить качество сварного соединения за счёт снижения тепловложения при увеличении скорости сварки.
Сварка с использованием порошкообразного присадочного материала
Появление неблагоприятной структуры в металле сварного шва и зоны термического влияния связано с низкой скоростью сварки, из-за чего сварное соединение подвергается высокотемпературному воздействию.
Добавление в шлаковую ванну «холодной» порошковой присадки забирает значительную часть тепла на её плавление. Такая присадка снижает тепловложение и повышает допустимую скорость сварки почти в 2 раза. Оптимальный размер гранул присадочного порошка составляет 0,2-1,6мм. Масса присадочного порошка, подаваемого в сварочную ванну, примерно равна массе электродной проволоки, подаваемой в зону сварки.
Наибольшая экономическая эффективность способа достигается при толщине свариваемого металла не более 100мм.
Способ с сопутствующим принудительным охлаждением
Этот способ разработан для сварки толстого проката из термоупрочнённых сталей повышенной прочности. При толщине металла 40-60мм, электрошлаковая сварка наиболее экономична. Но длительное воздействие высоких температур на металл шва и зоны термического влияния значительно снижают прочность и ударную вязкость сварного соединения, особенно при воздействии отрицательных температур.
Можно снизить это негативное влияние путём высокотемпературной термообработки, но если готовое сварное изделие обладает большими габаритами, то провести подобную термообработку практически невозможно.
Для снижения негативного влияния высоких температур в процессе сварки термоупрочнённых сталей применяют сопутствующее охлаждение шва и околошовной зоны водяным душем. При сопутствующем охлаждении скорость сварки увеличивается в 1,5-2 раза по сравнению с обычными способами электрошлаковой сварки. Наиболее эффективен этот метод при толщине свариваемого металла до 120мм.
Сварка при увеличенном вылете сварочной проволоки
При ЭШС с обычным вылетом сварочной проволоки порядка 70-80мм и скоростью сварки 200-250 м/ч, проволока с диаметром 3мм нагревается до 400-500°C, что позволяет проволоке погрузиться на достаточно большую глубину в сварочную ванну прежде, чем она расплавится.
Если увеличить вылет до 180-200мм, то можно увеличить нагрев проволоки электрическим током до 1200°C и более перед её подходом к сварочной ванне. Нагретая до таких температур проволока достаточно быстро плавится при погружении в ванну на 16-18мм. При этом, сила тока уменьшается на 20-30%.
Данный технологический приём позволяет повысить скорость сварки в 2-3 раза. Способ подходит для сварки металла толщиной до 300мм, но улучшение свойств замечено только при сварке низколегированных сталей с толщиной не более 80мм. Для электрошлаковой сварки при вылете проволоки более 120мм существует специальный мундштук, у которого ниже токоподвода находится неэлектропроводная направляющая.
Технология ЭШС
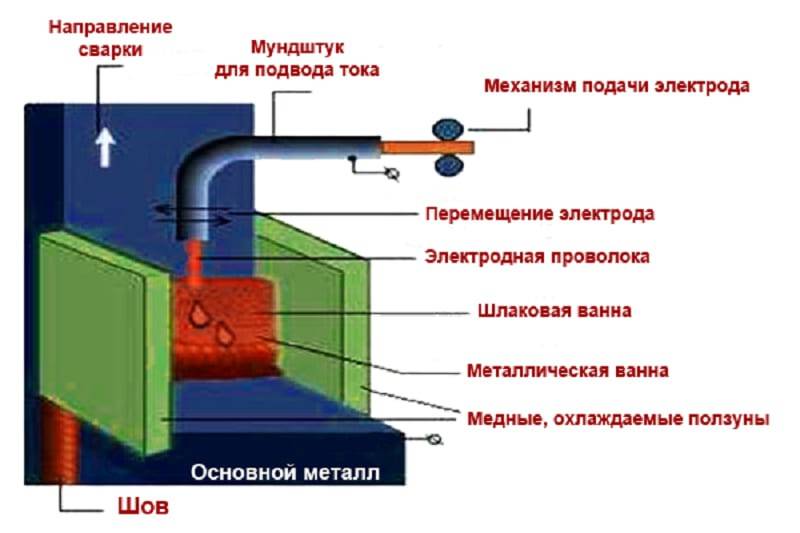
Всё начинается со сборки деталей: устанавливают две пластины на определённом расстоянии друг от друга, снизу с и обеих сторон устанавливают специальные скобы, которые фиксируют заготовки. Затем в пустой промежуток помещают сварочную проволоку и засыпают флюсом (в дальнейшем он будет расплавляться, образуя твёрдую основу). После накопления определённого количества жидкого шлака дуга шунтируется им и гаснет. Далее, электроэнергия течёт сквозь побочные продукты, которые имеют завышенные параметры сопротивления. В ходе проведения процесса сваривания создаётся высокотемпературная обстановка, которая доводит железо до расплавленного состояния. Также в ходе наложения шва гладь проходит стадию охлаждения.
По мере поднятия ванны фиксирующие скобы демонтируют и образуется ровная и прочная спайка. Однако это не окончательный этап, ведь требуется зачистить готовый шов, удаляя поверхностные трещины и раковины. Технологические планки, которые монтировались в начале процедуры, срезают болгаркой или другим инструментом. Технология осуществления электрошлаковой сварки позволяет получить высококлассный экземпляр, который можно подвергать последующей ковке и штамповке. Следует отметить, что методика показывает высочайшую эффективность при конструировании кольцевых соединений.
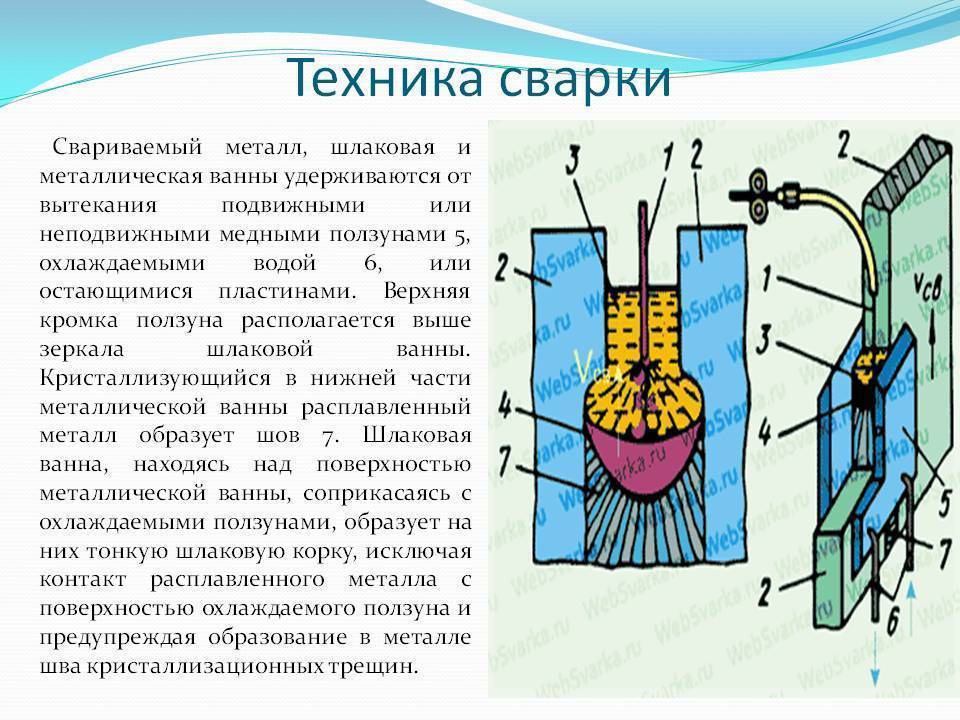
Технология электрошлаковой сварки
Несмотря на всю сложность, многие предприятия активно практикуют такой подход. Дело в том, что полученное соединение получается настолько качественным, что оно схоже с основной структурой заготовки. При всём этом пропадает необходимость в отливке и ковке большинства деталей. Также электрошлаковая сварка менее затратная, а схема, на которой хорошо видны все этапы, свидетельствует прямым тому подтверждением.
Прогресс не стоит без дела, и с каждым годом появляются свежие приёмы, позволяющее решить трудные задачи металлургической отрасли. Относятся совершенствования не только к появлению новых приспособлений, но и к обнаружению новых материалов. Следует обозначить, что в приоритете такой «эволюции» стоит автоматизация и компактность установок, а также манера нанесения спаек.
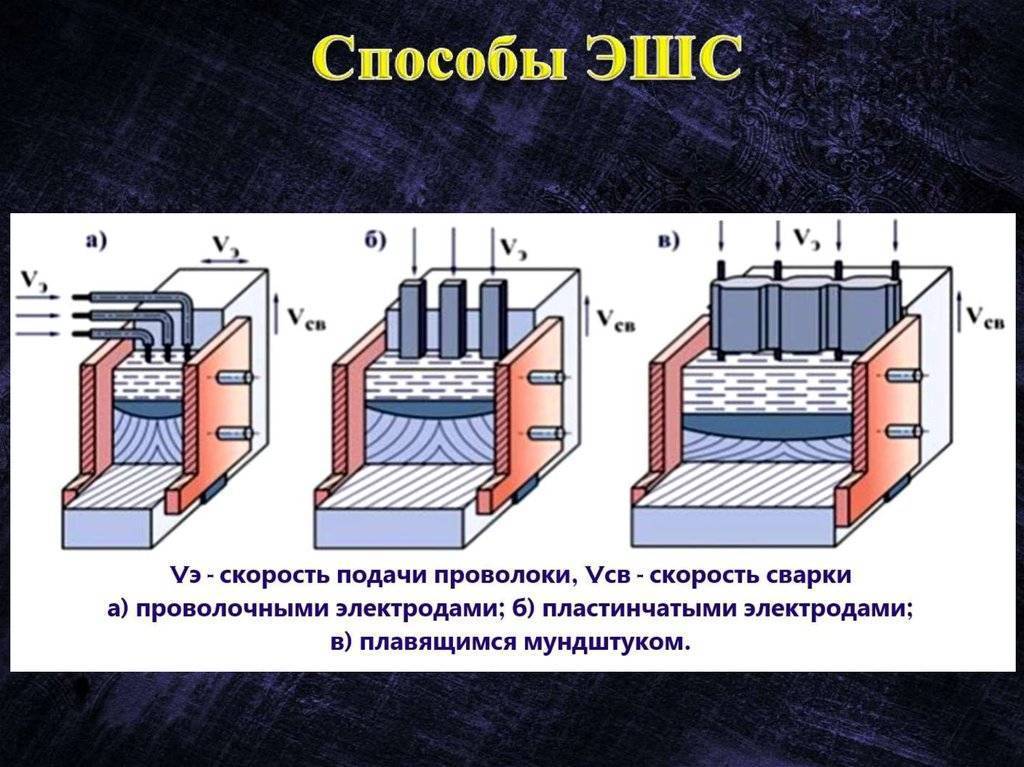
Типы электрошлаковой сварки
Способы различаются видами присадочных материалов и способами их подачи.
С электродными проволоками
Материал выбирают с учетом типа сварочного аппарата, характеристик соединяемых металлов. Проволока поступает в пространство между деталями медленно. Ее подают сверху вниз, следуя за передвигающимися электродами.

Электрошлаковая сварка с электродными проволоками.
С электродами большого сечения
В процессе сварки используются круглые или прямоугольные элементы увеличенного диаметра. Их придвигают к зазору по мере формирования расплава. В отличие от проволоки, электроды увеличенного сечения быстро образуют большой объем шовного материала.
С плавящимся мундштуком
Технология объединяет 2 предыдущих способа. Токопроводящие пластины устанавливают в положение, способствующее быстрому нагреву флюса. По направляющему мундштуку в сварочную ванну поступает проволока. Способ предназначен для формирования криволинейных соединений.
Электрошлаковая сварка с использованием мундштука.
Недостатки
Электрошлаковая сварка обладает определенными недостатками. Технически она может проводиться, только если толщина металла составляет от 1,6 см и выше. Наиболее выгодным процесс сварки становится только при 4 см толщине, что далеко не всегда осуществимо в промышленной сфере. Иногда требуется совершать дополнительную термообработку, чтобы металл шва и возле него принял те свойства, которые нужны для работы, так как они меняются под действием ЭШС.






Разновидности
Существует несколько основных разновидностей данного процесса, которые отличаются по своим особенностям. Если рассматривать различия по типу используемого электрода, то выделяют сварку с проволочным электродом, плавящимся мундштуком и пластинчатым электродом. Но это не единственные параметры, по которым происходит различие. По наличию колебаний, которые совершаются электродом, выделяют:
- С колебаниями, которые происходят как в ручной дуговой сварке;
- Без колебаний, подобно некоторым разновидностям полуавтоматической сварке в газовой среде.
Также процесс может различаться по количеству используемых электродов:
- Одноэлектродная сварка;
- Двухэлектродная;
- Многоэлектродная.
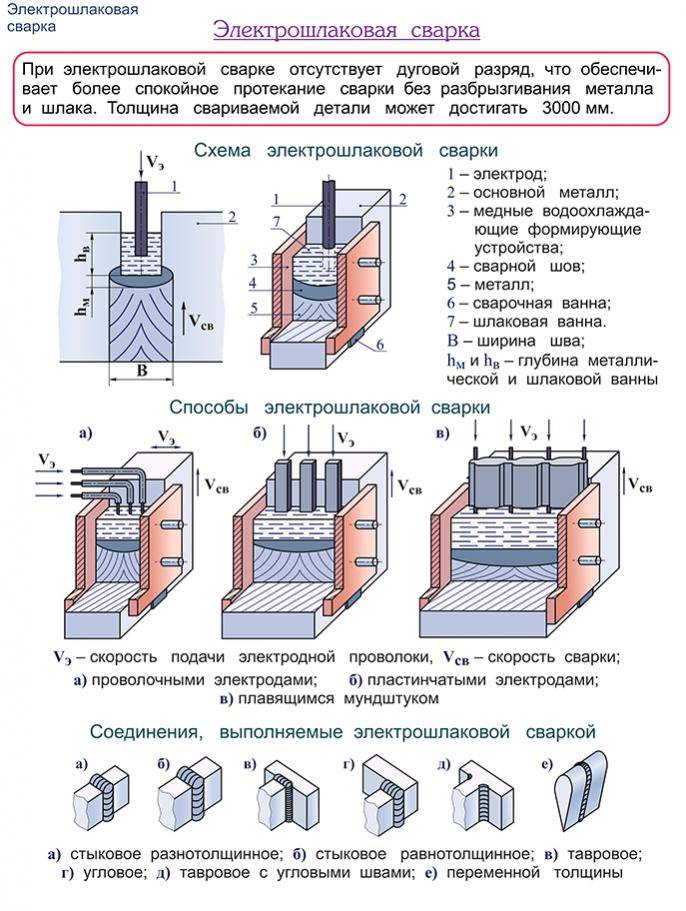
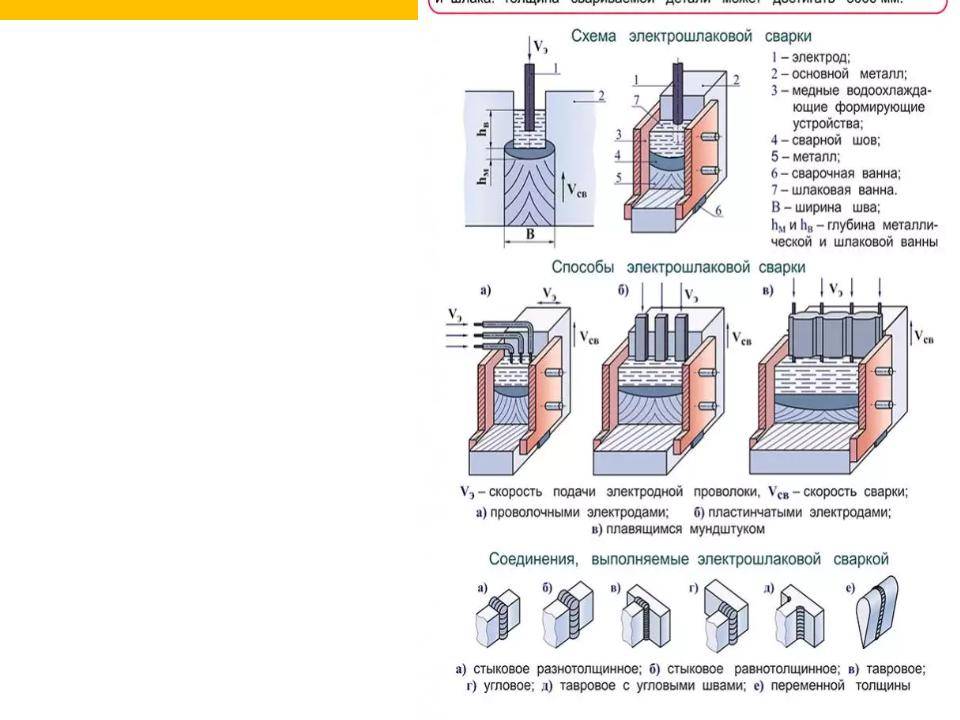
Так же, электрошлаковую сварку разделяют на разновидности, изображенные на схеме ниже:
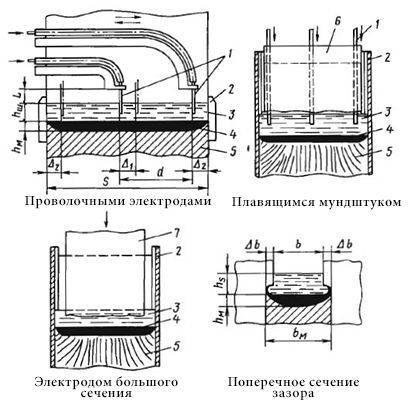
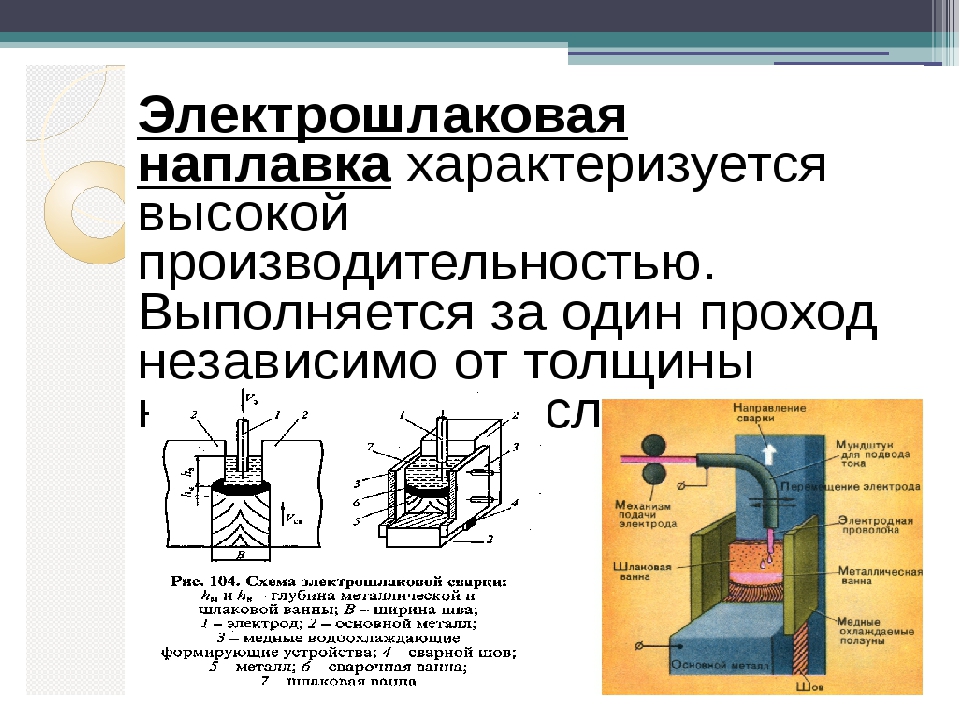
Схема электрошлаковой сварки
Технология
Сущность электрошлаковой сварки заключается в искусственном охлаждении поверхности свариваемого металла. Шлак пропорционально преобразовывает электрическую энергию в тепловую на месте своего нахождения. Главное здесь подобрать требуемый уровень напряжения, который бы смог обеспечить требуемую температуру, с учетом сопротивления металла и прочих факторов. Настройки режима являются одним из самых сложных моментов работы. Чем выше температура окружающей среды, а также внутренняя в расплавленном металле, тем выше проводимость шлаков. Исходя из этого, можно вычислить, что при снижении температуры до определенного значения, шлаки перестают быть проводниками или их сопротивление становится настолько высоким, что весь процесс становится невыгодным.

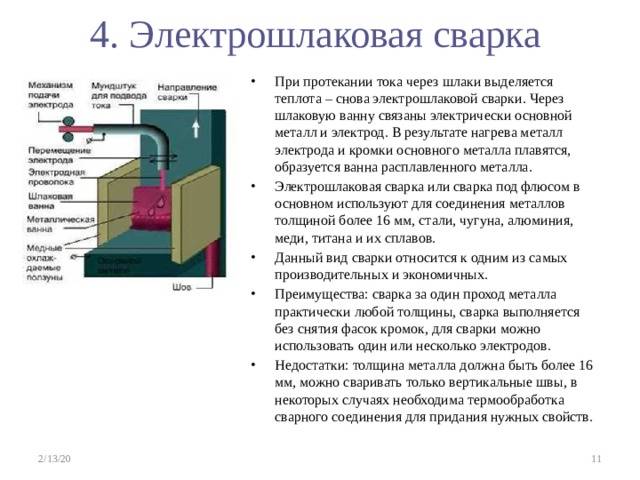
Технология электрошлаковой сварки
Одним из самых сложных моментов, которые возникают во время практического применения, является возможность возникновения дугового разряда между поверхностью металла и электродом. Электрошлаковая сварка должна проводиться без применения дуги, но если она возникает в глубине шлаковой поверхности, то это может привести к появлению дефектов внутри шва. Дуга отличается неустойчивостью и во время сварки может появляться неоднократно, что сильно ухудшает целостность шва. Чтобы не возникала дуга, следует задавать такие условия, которые в нормальном состоянии сделали бы ее максимально нестабильной, а при идеальных – вовсе не дали ей возникнуть. Она с меньшей вероятностью возникает в глубине шлаковой ванны. Также переменный ток делает дугу менее стабильной. При снижении напряжения холостого хода, в комплексе с другими методами, создаются именно те условия, которые не дадут образоваться электродуге.
Иногда процесс расплавления может стать нестабильным и тогда кристаллизация начнется раньше, чем это нужно. После этого нужно будет вновь расплавлять все, а при повторном воздействии может случиться образование дефектов.
Если во время расплавления, кромки металла расплавляются выше, чем находится сварочная ванна, то они быстрее остывают. Все это приводит к наплавлением. Это означает, что кромки оплавились от температуры, но не смешались с другими металлом, что не привело к появлению надежного соединения. Это может случиться при слишком высоком напряжении или когда ванная залегает слишком глубоко и параметры режима оказываются недостаточными для такой толщины. Правильно подобранный режим делает электрошлаковую прослойку, которая делает шов более стабильным и надежным.
Большая часть выделяемого тепла переходит в сварочную ванну. Одним из главных проводников здесь является электрод. Если превысить допустимое напряжение, то кромки будут оплавляться сильнее. В таком случае не возникает опасности не сплавления, но пропалить деталь вполне возможно.
Заключение
Сварка данным методом обладает очень оригинальной технологией, которая достаточно сложна, если разбирать ее подробно. Но при поверхностном изучении можно сделать массу ошибок, которые приведут к появлению бракованных изделий. Сложность проведения работ делает ее востребованной только в самых ответственных областях применения.
Особенности процесса сваривания и типы ЭШ сварки
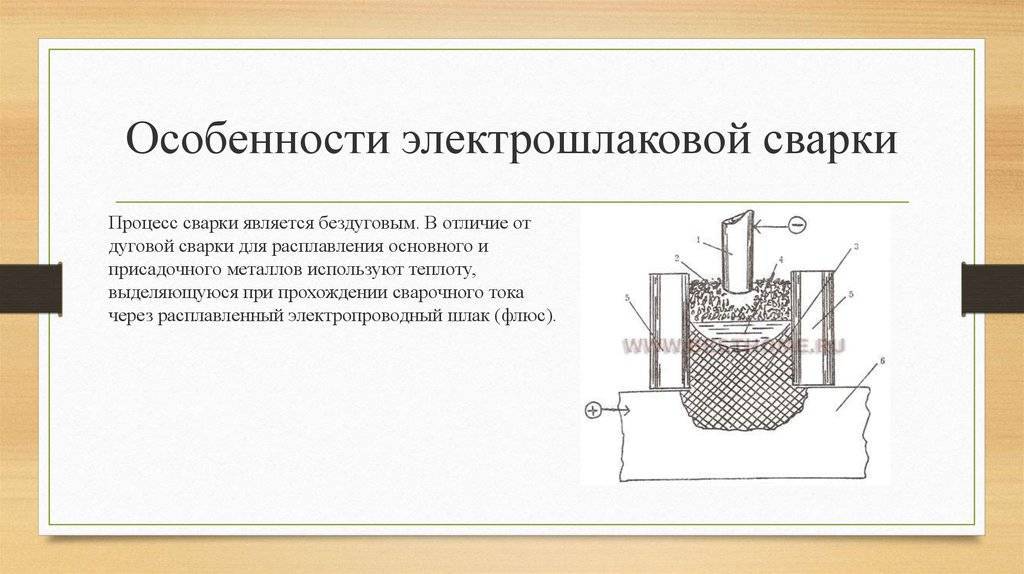
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
https://youtube.com/watch?v=jOYp1X-4EF0
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.
Особенности процесса сваривания и типы ЭШ-сварки
Особенность электрошлаковой сварки – отличие в проведении сварочного процесса как в самом начале, так и в дальнейшем его протекании.
Положение шва при сварке стыковых.
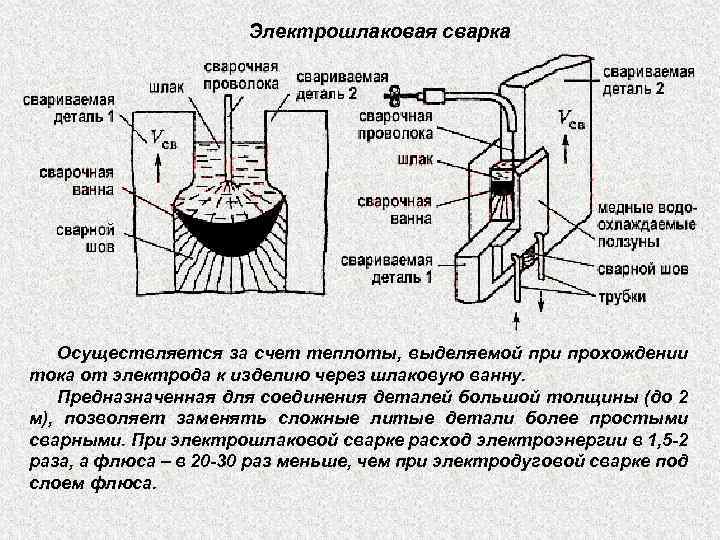
Электроток проходит по цепи, состоящей из спецэлектрода, шлаковой массы в жидком состоянии и основного металла изделия. Прохождение электротока позволяет обеспечить плавление металла как основного, так и присадочного, помимо этого происходит плавление флюсового состава, который постоянно поступает в сварочную ванну. Образующаяся в сварной ванной шлаковая масса имеет меньшую плотность, что приводит к его всплытию в расплаве. Он в процессе проведения сваривания осуществляет защитную функцию, защищая расплавленный металл от воздействия атмосферы, одновременно с этим расплавленная шлаковая масса способствует очистке металла от вредных примесей.




На сегодняшний день разработано несколько технологий проведения сварки электрошлаковой.
Электрошлаковая сварка обладает следующими техническими и экономическими преимуществами:

Схема нагрева металла при электрошлаковой сварке.
- устойчивость процесса, которая мало зависит от рода электротока;
- устойчивость процесса при кратковременном прерывании электротока;
- высокая производительность;
- экономичность сварочного процесса;
- отсутствие спецподготовки кромок деталей;
- отличное качество защиты сварного шва от воздействия воздуха;
- высокая распространенность расходных материалов и невысокая их стоимость;
- теоретическая возможность получения шва любой толщины за один проход.
Технология ЭШС имеет несколько недостатков, основными из которых являются следующие:
- возможность проведения сваривания только в вертикальном или близком к нему положении;
- недопустимость полной остановки сварочного процесса до конца сваривания;
- образование крупнозернистой структуры металла в зоне сваривания и снижение ударопрочности сварного шва;
- необходимость подготовки перед процессом сваривания технологических деталей.
ЭШС используется при сваривании прямых и кольцевидных стыков. Минимальная толщина изделий – 25-30 мм.
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см. Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины. Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм. Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
Область применения ЭШС
В современном мире электрошлаковая сварка внедрена на многих предприятиях не
только нашей страны, но и в мире. Этот способ сварки применяется в тяжёлом и
энергетическом машиностроении, кораблестроении, химическом машиностроении, авиационной
промышленности.
При помощи ЭШС можно сваривать стали разных марок и классов. Это и сварка жаропрочных
сталей, и сварка
никелевых сплавов, алюминия, меди и сплавов на медной основе, сварка
титана и титановых сплавов.
Изобретение и внедрение ЭШС позволило получать изделия и заготовки любой формы
и практически любых габаритов из отливок и поковок, а также из относительно
небольших размеров проката простой формы. Разработанные способы устранения деформаций
после сварки делают возможным изготовление крупногабаритных сварных конструкций
с требуемыми размерами.
Диапазон свариваемого металла способом ЭШС составляет 20-3000 мм. Практические
результаты показали, что целесообразнее всего применение ЭШС при толщине свариваемого
металла не менее 40мм.





