

Лазерный гравёр по дереву: необходимые материалы и пошаговая инструкция
Самодельный лазерный гравёр для работы по дереву изготовить довольно просто. Достаточно приложить руки и немного фантазии. Кстати, таким устройством можно будет наносить надписи не только на деревянную, но и на пластиковую или кожаную поверхность, например на ремень.
А для того чтобы было проще, питание на него будет подаваться не от аккумуляторной батареи, а от обычного компьютера через USB-шнур. Хотя если необходимо сделать устройство для гравировки по дереву своими руками портативным, можно использовать обычный Power Bank.
 ФОТО: appinformers.comPower Bank можно использовать как АКБ
ФОТО: appinformers.comPower Bank можно использовать как АКБ
Для изготовления потребуется:
- 2 стреляных гильзы калибра 8 мм и укороченная 7,62 мм (стартовый либо газовый пистолет и ТТ);
- лазерный светодиод (около 250-300 мВт), который можно демонтировать со старого DVD-привода;
- линза из того же привода;
- гнездо USB;
- латунная трубка с внутренним диаметром 10 мм;
- 3 резистора с общим сопротивлением 30 Ом;
- резистор на 50 Ом;
- тонкие провода;
- кнопка включения.
Конечно же, без паяльника, дрели, бормашинки и любимого термоклея здесь не обойтись. Когда всё необходимое готово, можно приступать к работе. А как её выполнить, будет рассказано в пошаговой инструкции с фотопримерами и детальными объяснениями.
 ФОТО: goods.ruСамый используемый инструмент «для всего»
ФОТО: goods.ruСамый используемый инструмент «для всего»
Статья по теме:
Схема электроискрового станка
Обработки металлов электроискровым способом очень распространена, поэтому очень сложно рассмотреть все виды оборудования и модели конкретных установок. Они все объединены общими конструктивными элементами:
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.

Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
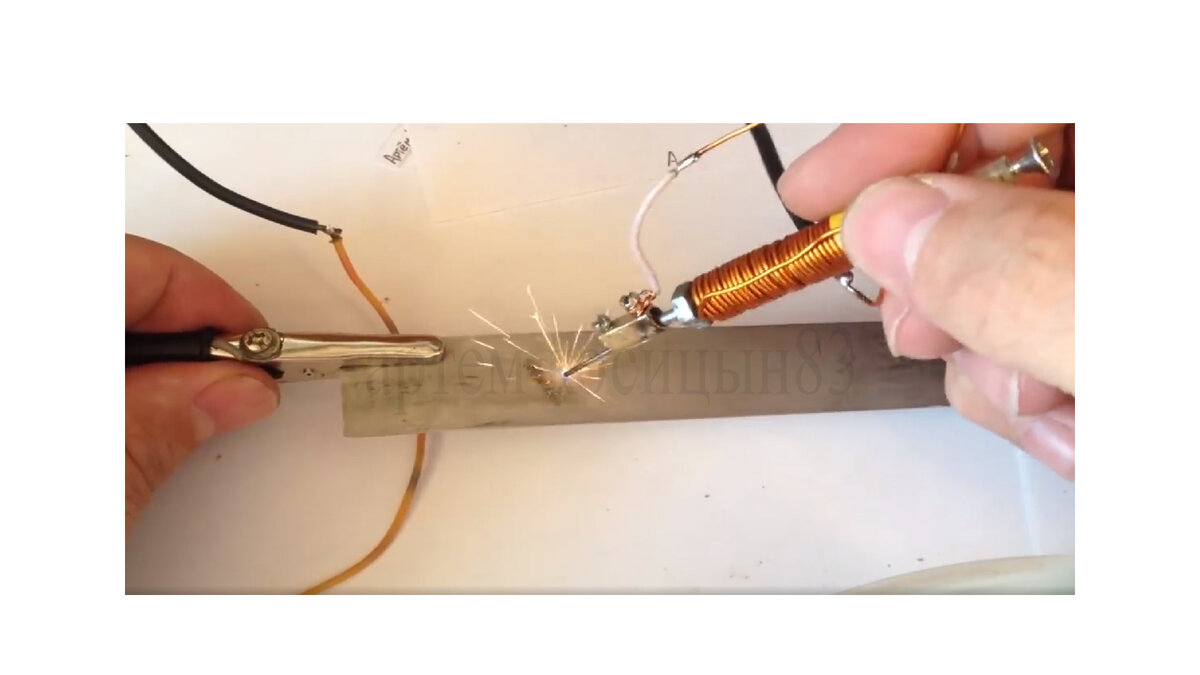
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.

В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Видео:
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Смесь снимают с огня, когда она становится черного цвета. Перед этим ее нужно будет перетереть в ступе, после огня ее также кладут в ступу и снова перетирают (охлажденную).
ВАЖНО ЗНАТЬ: Как сделать улитку для холодной ковки своими руками?
Чернение происходит следующим образом:
- В полученную смесь добавляется вода (1:9);
- В раствор кладется предмет из латуни;
- Подогревается до тех пор, пока не изделие не приобретет нужный оттенок.
Сделать фон темным можно перед нанесением рисунка. Лак в таком случае не понадобится.
Коричневый цвет предмета можно сделать своими руками, выдержав его в растворе хлористого цинка и медного купороса с добавлением воды (100г, 100г, 200г соответственно).
Ручная покраска в серо-стальной цвет получается из 1 литра воды, двух грамм обычной соли и двух грамм смеси серы и поташи.
Оранжево-красный цвет получается из раствора сернистого калия: 1 грамм вещества на 250 грамм воды.
По окончании работ лак стирается.
Чернение предмета и известная нам чернь – разные вещи. Техника, которая применяется для создания черни, механическая, своими руками выполнить ее не получится.
ЧПУ порталы раскроя металла
G_Kar 02 Мар 2020
Получаем 793 детали в день. Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
Gesserk 02 Мар 2020
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.
Получается в среднем 10 деталей в минуту.
Сообщение отредактировал Gesserk: 02 Март 2020 22:53
Gesserk 02 Мар 2020
Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
После раскроя пред полается формовка/штамповка, потом галтовка и гальваника (оловянирование/никелерование).
Глобул 03 Мар 2020
Длина контура развертки 55. 70мм. Получается в среднем 10 деталей в минуту. Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
G_Kar 03 Мар 2020
Глобул, на лазере это не проблема, они есть с ящиками выдвижными, куда ссыпаются мелкие детали. В общей стоимости лазера такая опция — мелочь.
Gesserk 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Детали по задумке должны вырезаться полосами, между ними буду оставаться технологические перемычки, которые будут обрубаться при формовке/штамповке, по этому это не проблема.
Сообщение отредактировал Gesserk: 03 Март 2020 09:02
mixasib 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Стол можно сделать с нишей выдвижной, как Олег сказал.
Самый простой и частый способ, что видел в сети у других — сетка под опорами листа. Но она горит, увы. Мы такое производим







У нас на рабочей плазме стоит водоналивной стол. Мелочевку проблематично доставать — водные процедуры(
У некоторых такой стол, что детали просто на пол падают. Вместе со шлаком. Без какой-либо вентиляции.
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.
Получается в среднем 10 деталей в минуту.
2 мм же толщина? Я не профи, но думаю на скорости 6000 можно попробовать. Тестить надо.
Тот же гипер можно посмотреть. Качество соответствует цене.
Сообщение отредактировал mixasib: 03 Март 2020 15:42
Gesserk 03 Мар 2020
Тот же гипер можно посмотреть. Качество соответствует цене.
Можно по подробнее?
TIGER 19 Мар 2020
Глобул 19 Мар 2020
Можно по подробнее? Скорее всего имеется ввиду оборудование фирмы Hypertherm — мировой лидер в этой области.
welderman 19 Мар 2020
Тогда вижу другую проблему — стол. Куда эти детальки будут сыпаться? Как их оттуда доставать? А это таки есть проблема, детали сыпятся вниз,их закидывает гратом, потом возня с очисткой. или ставите программу так, чтобы вручную снимать детальки со стола, до падения, но это тоже решение так себе.
Основные виды гравировки на металле
Ремесло под названием гравировка появилось множество столетий назад. Предметы и украшения, выполнение с индивидуальной гравировкой передаются поколениями. Гравировка на металле позволяет придать изделию индивидуальный вид и уникальность. На практике имеется несколько видов гравировки.
Ручная гравировка появилась самой первой, пользуется спросом при выполнении ювелирных украшение по сей день. Детали, имеющие неровную поверхность обработать машиной практически невозможно. Нанесение надписей на кольцах и других украшениях выполняется в основном ручным способом. Инструментом для работы служит штихель, небольшая стамеска с заостренным концом. Гравировка ручным способом делает приятным внешний вид, добавляет стоимости. Минусами данного способа стоит отметить высокую цену, выполнение работ требует необходимых профессиональных навыков и мастерства.
Ручная гравировка на металле
При механическом способе применяется специальный станок, используемый инструмент спец фреза, которая снимает часть верхнего слоя с поверхности изделия. Простая работа, а также невысокая ее стоимость сделали данный способ практически самым распространенным. Поверхность изделия должна быть максимально ровной и соответствовать размерам станины при оборудовании. Материалы повышенной прочности обрабатываются инструментом с алмазным напылением.
Лазерная гравировка на металле более новый способ обработки изделий. Быстрота работ, доступность технологий сделали метод наиболее используемым видом. Изделие принимает необходимый рисунок или надпись путем выжигания при гравировке лазером.
Процесс лазерной гравировки на металле
Данный вид имеет несколько минусов, одним из них является то, что надпись или рисунок быстро стираются с продукта. На ювелирных изделиях лазерная гравировка смотрится эстетично, качество работы зависит от инструмента и квалификации мастера.
Самодельные насадки на гравер
Можно покупать насадки на гравер не только заводского производства, но также делать их своими руками. Специалисты мастерских и домашние умельцы придумали много вариантов, которые пригодны для выполнения различных операций с разными материалами.
Чтобы самостоятельно сделать полировальные, шлифовальные, фрезеровальные, сверлильные расходные принадлежности на дремель, а также приспособления для резания, используют такие материалы и детали:
- фанеру;
- наждачную бумагу;
- остатки абразивных кругов разной толщины от угловой шлифовальной машины (болгарки);
- фетр;
- войлок;
- различные ткани и резину;
- проволоку из стали;
- колесико от дешевой зажигалки;
- старые боры и сверла (их перетачивают);
- ножи от электробритвы;
- ножовочные полотна;
- металлические крышечки, например, от пивных бутылок;
- пробки из-под шампанского;
- обычный дюбель (на его шляпке делают зубья) и другие.
Ниже на фотографиях представлены некоторые готовые к практическому применению самодельные приспособления к гравировальному устройству фрезерного типа.
Дополнительно с самоделкой применяют специальные (например, алмазные) пасты
. При этом специалистами достигается результат финишной обработки заготовок разной плотности, сопоставимый по качеству с использованием заводских аналогов боров.
Самодельные насадки для гравера подойдут, чтобы выполнять разнообразные работы в бытовых условиях.
Они также позволят сэкономить денежные средства за счет применения доступных, дешевых материалов и деталей от подручных или вышедших из строя (ненужных, старых) механизмов.

Большое разнообразие различных насадок позволяет выполнять с помощью дремеля широкий перечень различных работ с разными материалами. Лучше подбирать расходники, соответствующие рекомендациям производителей оборудования. Профессиональные наборы
– это залог качества продукции, но стоят они дорого. Чтобы сэкономить, нужные приспособления можно изготовить самостоятельно. Только следует учитывать, что при этом гарантийное обслуживание на мини-дрель теряется, а во время эксплуатации может возрасти нагрузка на инструмент.
Очень часто, выполняя рельефное изображение на деревянной поверхности, мастера, дабы облегчить себе задачу, используют специальные бормашинки с различными насадками. В качестве этого оборудования можно использовать как стоматологический бор, так и специальные ручные граверы для определенного рода материала (стекло, дерево, металл). Резьба по дереву при помощи обычного гравера как раз для начинающих мастеров требует определенных навыков и несет некоторые сложности.
Самая первая проблема, с которой вам придется столкнуться — это выбор бормашинки из огромного множества вариантов, представленных на современном рынке.
Пятый этап (рамка)
После того как стекло отгравировано, снимаем с него размеры и начинаем делать рамку. У меня стекло 50х47 см, а рамка 51х48 см (по наружи). Для рамки можно использовать все что угодно, в первой картине я использовал плинтус деревянный и в него углублял светодиоды. Но время идет и мировоззрение меняется, я стал использовать светодиодную ленту и торцевой уголок для отделочного пластика. Склеиваю пластик супер клеем, а ленту делю на кусочки по 3 диода. Точное количество кусочков сказать не могу, для каждой работы оно своё, смотрю на глаз. В проекте «Лого 50х47» было задействовано 16 кусков синей светодиодной ленты. По 4 куска на каждую сторону.
Щелочное воронение стали
Самым простым способом нанесения оксидной пленки на изделия является щелочное воронение. Принцип действия основан на использовании каустической соды и натриевой селитры (используется в качестве удобрения). Оба компонента имеют выраженную щелочную реакцию.

Для обработки детали массой около 900…1000 г нужно иметь:
- 100 г каустической соды (NaOH);
- 30 г натриевой селитры (азотнокислый натрий NaNO₃).
Процесс:
- Растворяют компоненты в 100 мл воды. Если этого количества рабочего раствора недостаточно, то увеличивают количество жидкости, а также пропорционально – каустика и селитры.
- Раствор нагревают до 135…145 ⁰С (растворы солей кипят при температуре выше, чем кипит чистая вода).
- Деталь отмывают с мылом или слабой щелочью от возможных жирных пятен.
- Помещают на 30…35 минут в рабочий раствор, поддерживают высокую температуру. В горячем состоянии скорость образования пленки на поверхности стального предмета будет высокой.
- После завершения процедуры необходимо смыть остатки рабочего раствора.
- Протереть изделие растительным или техническим маслом.
- Потом тщательно протереть предмет ветошью, останется только тонкий слой масляной пленки, которая будет дополнительно защищать готовое изделие.
В результате поверхность металла получит черное с синеватым оттенком покрытие. Оно достаточно прочное, выдерживает небольшие механические воздействия.
Иная щелочная обработка возможна в растворах NaOH и КОН. Готовят раствор, в котором растворяется по 300…400 г каждого компонента. Минимальная концентрация щелочей 700 г на 1 л раствора.
Процедура обработку происходит по технологии, описанной выше. В этом случае получается пленка, у которой синевы несколько больше.
Внимание! Во время щелочной обработки следует поддерживать уровень жидкости таким, чтобы деталь всегда находилась полностью в растворе. Тогда все покрытие получится равномерным
Лучшие модели. Как выбрать

В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |








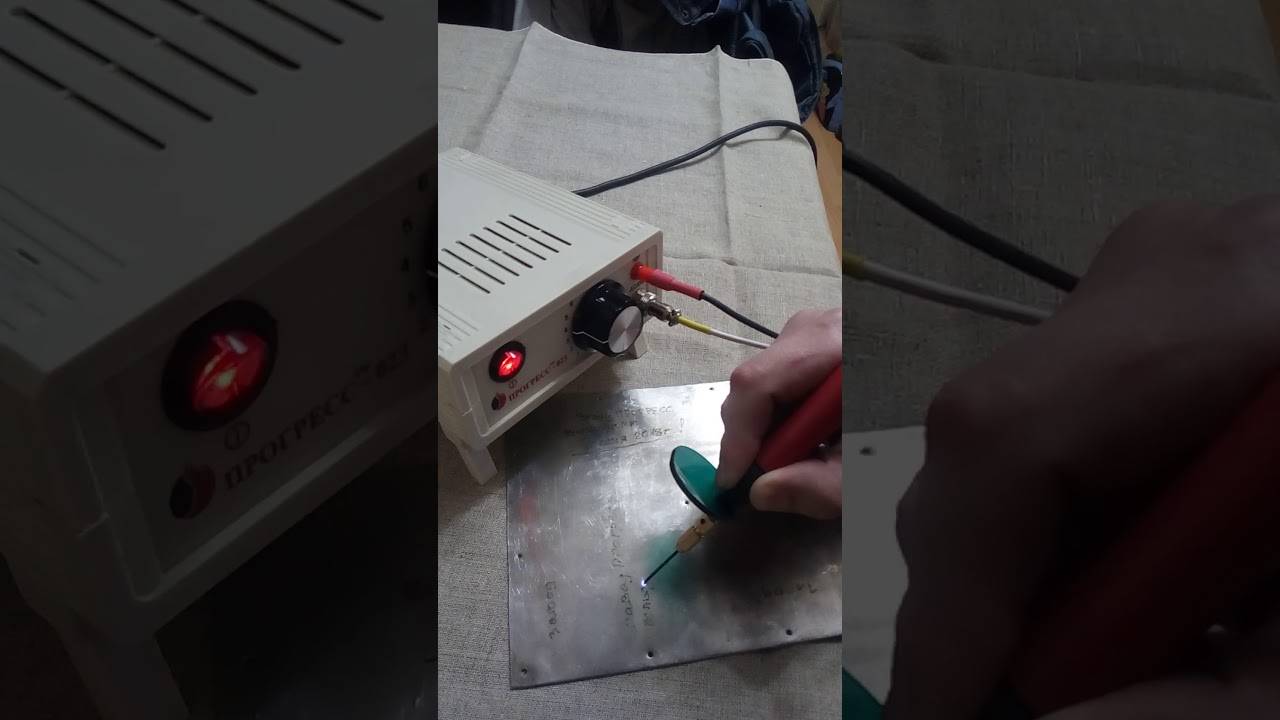
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».
Принцип работы
Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания
Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.
Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%). Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
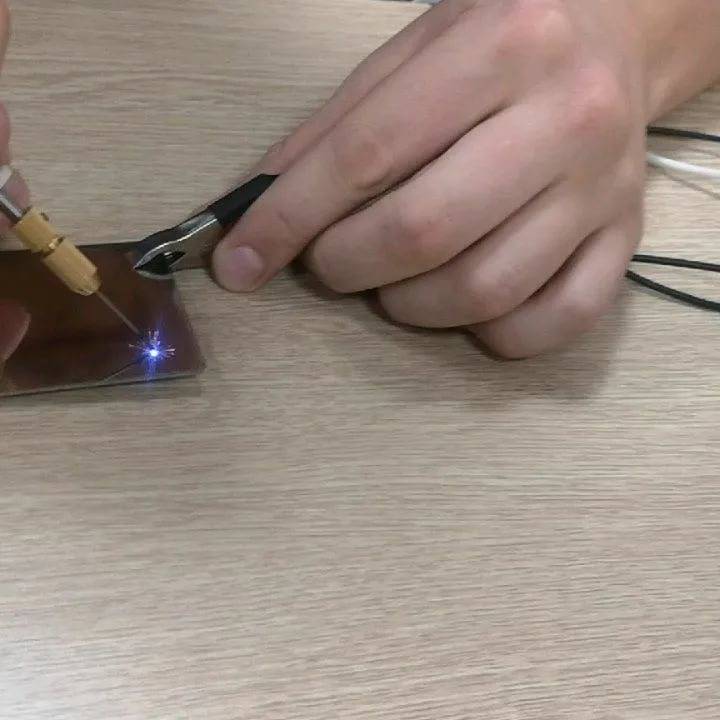
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность
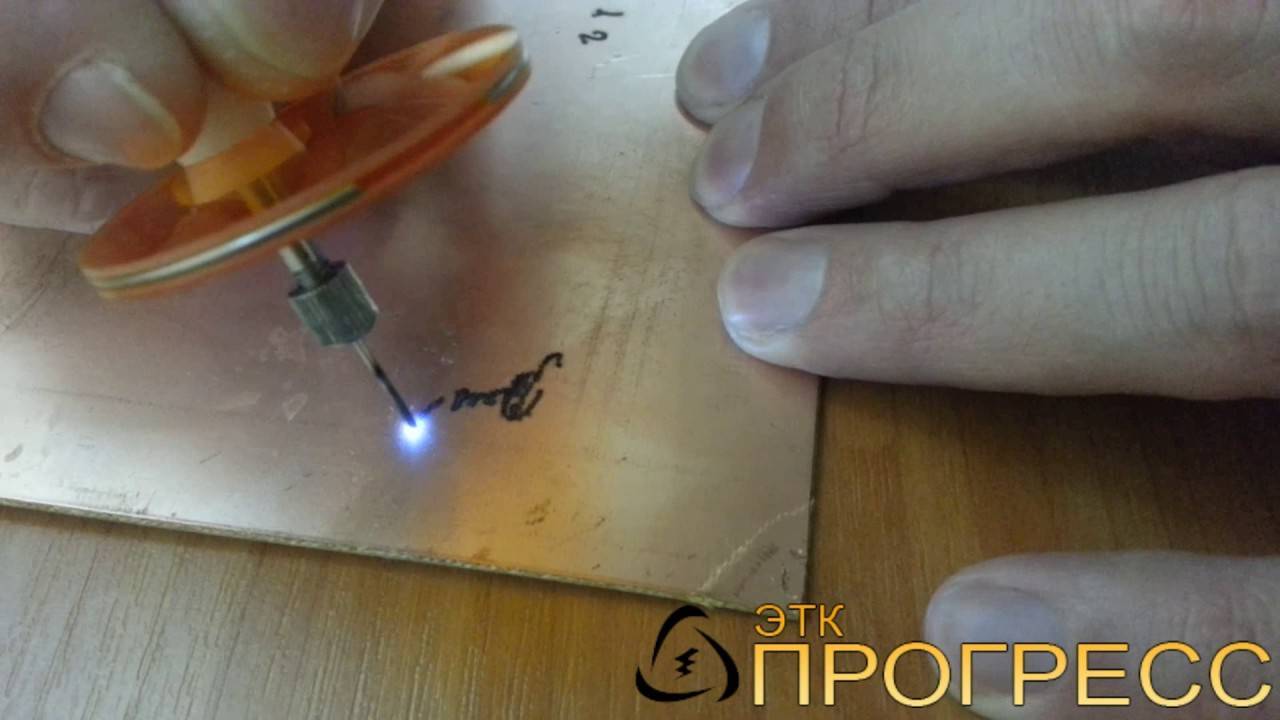
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения. После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали
Ее поверхность очищается от масла
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
Лазерная гравировка на металле: картинка с помощью луча
Относительно новая техника обработки металлических предметов компьютерно-управляемым станком, переносящим картинку с электронного эскиза на прочно зафиксированную основу с помощью тонкого сфокусированного луча света. Луч выпаривает тонкий слой частиц с поверхности изделия, оставляя либо слегка измененный цвет материала, либо углубления с ровными стенками — в зависимости от заданной мастером глубины прожига.
Преимущества нанесения лазером — фотографическая точность переноса картинки, деликатность по отношению к изделию (возможно выставление на гравировальном станке минимально глубины прожига, никак не вредящей свойствам материала), возможность рисовать на ювелирных изделиях и бижутерии, имеющей поверхности неправильной формы (обручальные кольца, браслеты, кулоны). Услуга также популярна среди владельцев мобильной электроники: воздействие луча оказывает на тонкий корпус (как правило — алюминиевый) настолько незначительное давление и слабое температурное воздействие, что не мешает работе сложного устройства.
В офисе TABCENTR на ст. метро Дубровка Вам наверняка будет интересно своими глазами увидеть примеры выполненных работ перед оформлением заявки на обработку собственного изделия.
Примеры гравировки
Гравировка на разных предметах имеет свои особенности. Давайте рассмотрим несколько примеров изделий.
Гравировка на обручальных кольцах
Обычно на них гравируют слова и надписи, при этом важно, чтобы она была легко читаемой. Но для этого нужен подходящий размер изделия, ведь на слишком узкое кольцо нанести такую надпись не получится
При этом, гравировку можно нанести на любой металл — золото, серебро, платину или титан.
Но рекомендуем использовать мягкий металл, так как на нём будут лучше читаться буквы.
Гравировку можно наносить на лицевую, внутреннюю сторону кольца и его боковые грани.

Гравировка на производстве
Обычно она используется при изготовлении шильд, табличек, серийных номеров, номерков и многих других изделий.
Рассмотрим на примере шильд и табличек. Для их производства, как правило, используется латунь или алюминий. В первом случае они имеют золотой оттенок, а во втором — серебряный. И на тот, и на другой материал можно нанести лазерную гравировку.









Но главное, не забывайте о том, что при производстве промышленных шильд нужно соблюдать требования, установленные законодательством. При помощи маркировки на шильду наносится информация о товаре и производителе. Она включает в себя технические характеристики устройства, данные о производителе, данные Ростеста, серийный номер устройства и описание безопасности при работе с предметом.
Надписи тончайшие и четкие, поэтому сама шильда небольшая. Кроме того, при нанесении надписей на шильду важна их долговечность, поэтому на производстве используется исключительно лазерный способ маркировки. А благодаря высокой скорости работы, их изготовление не имеет ограничений по тиражу.
Гравировка на термокружке
Металлические термокружки сейчас особенно популярны. И используются они далеко не только в походах, но и, например, в барах и ресторанах. Нанести гравировку на термокружку на оптоволоконном маркере совсем не сложно. Один нюанс — потребуется поворотное устройство.
Простая гравировка на ноже своими руками
Простая гравировка на ноже своими руками или гравировка в домашних условиях

Фотоотчет о том, как сделать несложную гравировку на лезвие ножа. Приятный подарок для любимой жены, девушки, мамы, бабушки или сестры.

Берем нож. Очищаем его от грязи и прочей гадости жидкостью для снятия лака.

Достаем с полки пленочный фоторезист (надо сначала положить его на полку) и вырезаем нужный нам кусочек.

На фоторезисте с двух сторон имеется тонкая защитная пленка. Отдираем с одной стороны пленку (я приклеивал скотч к краю).

И клеим аккуратно на нож. Тут главное спокойствие и внимательность. С бодуна не стоит пробовать, т.к фоторезист должен лечь очень ровно и без пузырьков воздуха. (у меня кстати немного остались)

Далее кладем наше творчество на фоторезист. Я смачивал слюной, пленка плотно прилипает и зазоров нет никаких. можете попробовать водой, если брезгуете

Все это дело засвечиваем под УФ лампой. Я купил на 5Вт, поэтому засвечивал порядка 10 минут на близком расстоянии, если лампа мощнее, надо экспериментировать с расстоянием и временем.

Покуда нож засвечивается, готовим раствор кальцинированной соды. Купить можно в хозяйственном, это обычная сода для стирки. На пол-литровую банку я сыпал чайную ложку с горочкой. Всю эту бадягу перемешиваем до полного растворения.

Через 10 минут достаем нож. Снимаем верхнюю пленку с фоторезиста (тоже скотчем цеплял) и смотрим что у нас получилось. Фоторезист должен потемнеть и отчетливо должна будет видна надпись. Если надписи не видно, то тут 2 причины, либо недостаточно засвечивали, в следствии чего весь фоторезист растворится в нашем растворе, либо напечатанные линии были слишком тонкими (недостаточно черными) и засветился весь фоторезист.

Растворяем не засветившийся фоторезист в растворе соды. Я болтал ножом и слегка протирал пальцем. Главное сильно не давить.

В результате хим. реакции не засвеченный фоторезист полностью растворяется. Убедитесь, что он растворился до металла… Промываем водой и промакиваем полотенцем насухо.

На всякий случай замазываем края лаком.

Подворовываем у ребенка (в магазине) пластилин и обклеиваем по контуру. Внимательно приклеивайте пластилин, чтобы не было дырок.

Заливаем раствором соленой воды (на 200 гр. я сыпал ложку чайную). Берем ненужный блок питания (я брал 12v 1.5A, больше точно не нужно), на нож кидаем +, минусовой клеммой водим по воде. Главное долго не держать (–) в воде. Секунд 5-7 поводили, достали клемму. 3-4 раза повторили, заменили раствор соленой воды, заодно посмотрели, что получается.

В зависимости от металла, надпись может почернеть, а может и нет. В моем случае так и произошло. Что бы надпись была не только «впуклой», но и отличалась по цвету, я залил сюда же на пару минут раствор хлорного железа. (уже без электричества естественно).

Снимаем пластилин, промываем, протираем. Остатки фоторезиста снимаем тем же растворителем.. Собственно вот что из всего этого получилось!





