

Электроды с рутиловым покрытием
ESAB-SVEL ОК 46.00
 ESAB-SVEL ОК 46.00
ESAB-SVEL ОК 46.00
Приставка SVEL означает российского производителя по шведской технологии. В России есть представительства и самой шведской компании ESAB, самостоятельно продающие продукцию всемирно знаменитого шведского концерна.
Обмазка рутилово-целлюлозная. Применяются также и для низколегированных сталей. И для листов с гальваникой.
Сварка происходит при меньшей силе тока, чем у других рутиловых электродов. Что позволяет варить тонкостенные изделия и детали. Высокая стабильность сварочной дуги и лёгкий розжиг позволяют даже неопытным сварщикам получать качественный шов. Для сравнения – с ОК 48 и ОК 53, работающими на короткой дуге, справиться могут только опытные сварщики.
Плюсом перед оснОвными электродами является возможность качественной сварки в местах с затруднённой зачисткой сварочных кромок. В свою очередь в ответственных случаях предпочтение отдаётся основным электродам.
Ещё плюс – возможность работать с сильно загрязнённым и ржавым металлом, без предварительной очистки. Шлак легко отделяется, оставляя отличный шов. Не разбрызгивают металл.
Прокалка перед началом работы требуется в течение часа, но достаточно температуры 70-950.
Благодаря лёгкости поджига (и повторных тоже), рекомендуется для сварки короткими швами, прихватками, с обрывами дуги.
Главный плюс – лучшее отношение цена/качество, хотя цена выше, чем у остальных с рутиловым покрытием.
Замечание: цена зависит и от размера упаковки, так, например, указанная в таблице цена 225 руб – это за килограммовую упаковку и 199 – в упаковке 5,3 кг.
Lincoln Electric Omnia 46
 Lincoln Electric Omnia 46
Lincoln Electric Omnia 46
Бренд Lincoln Electric – американской фирмы. На российском рынке можно встретить продукцию с этим брендом в большом ценовом диапазоне: от 170 до 305 руб/кг.
Как и шведская продукция, хороша для новичков – лёгкий розжиг, даже в дешёвых инверторах не требуется функция его облегчения. Её выполняет ионизирующее покрытие на торце.
Но ещё важнее – дуга почти не требует контроля. Также мало искр, низкая разбрызгиваемость – не требуется зачистка отлично выглядящих швов.
Лёгкое отделение шлака,что позволяет варить сталь с поверхностью любой степени чистоты.
Также рутило-целлюлозная обмазка.
Из-за высокой прочности наплавленного металла ими даже варят трубопроводы под давлением.
Минус по сравнению с ESAB-SVEL ОК 46.00 – ниже стойкость к отсыреванию.
ОЗС-12 (СпецЭлектрод, Москва)
 ОЗС-12 (СпецЭлектрод, Москва)
ОЗС-12 (СпецЭлектрод, Москва)
Отечественная продукция. Покрытие – рутиловое.
Особые свойства:
• возможность удлинённой дуги;
• сварка по окисленной поверхности;
• возможность работы на предельно низких токах.
Плюсы:
- качественный шов, доступен не очень опытному сварщику
- цена.
Минусы:
- обязательная зачистка зоны сварки;
- очень чувствительны к отсыреванию – обязательная прокалка в течение часа (150-1800).
Ресанта МР-3
 Ресанта МР-3 электрод
Ресанта МР-3 электрод
Тип MP-3 самый распространённый в стране вид электродов.
В качественном исполнении близки к ESAB-SVEL ОК 46.00. Но производителей много, требуется их знание и тщательный выбор в магазине. В основном авторитет невысокий. Но с брендом Ресанта – модель удачная.
Отличий от шведской модели практически нет, кроме большей чувствительности к отсыреванию.
Особенности применения
Применяя расходный материал этой марки, можно выполнять сварочные работы на вертикальных участках, а также внизу. Эти изделия используют для работ с изделиями из низколегированных марок сталей и сплавов, для которых характерен предел текучести на уровне 380 МПа. Применяя эти электроды, необязательно выполнять предварительную зачистку поверхностей изделий и конструкций, их сушку, поскольку такие факторы, как влажность и ржавчина не оказывают большого влияния на качественные характеристики создаваемого сварного шва. Первичный поджиг при сварке этими электродами легкий. Это исключает снижение темпов скорости выполнения сварочных работ при:
- создании коротких швов;
- точечном контакте.
Целесообразно использовать расходный материал этой марки для сварочных работ тогда, когда высок риск прожига металла. Например, когда стоит задача обеспечить надежное соединение изделий, имеющих небольшую толщину, или при сварке деталей, которые имеют гальваническое покрытие. Используя этот расходный материал на холостом ходу, значение напряжения находится на низком уровне, что дает возможность выполнять сварку от простых источников питания, которые предназначены для бытового использования.
Особенности и ограничения
Разрывная нагрузка шва определена в 500 МПа с дополнительным запасом прочности. При этом технологические особенности вносят ограничения в практику применения: для отечественных марок этого типа только ОЗС-28 доступен круговой шов с вертикальным спуском сверху вниз. Для других это недопустимо.
УОНИ-13/55Т, ОЗС-28, ОЗС-33 работают на сварочных установках с постоянным и переменным токами. Большая группа: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У – приспособлены исключительно на использование постоянного тока обратной полярности.
Защитные функции обмазки щелочного исполнения основаны на реакции выделения карбонатами CaCO3, MgCO3 оксида углерода CO, который в роли восстановителя поглощает кислород, переходя в углекислый газ. Углекислая газозащита удерживается до схватывания застывающего шлака.








Электродам типа Э50А в большинстве рекомендована короткая дуга. Часовое осушение покрытия признано обязательным. Использование ограничено 3–4 днями. Влажные электроды горят нестабильно. Тройное прокаливание – предел. Термообработка разрушает обмазку.
Критерий выбора электродуговых электродов с наружным покрытием для сварки конструкционных сплавов должен учитывать возможности сети, личный навык. ОЗС-12 признаны лёгкими в розжиге и ведении, а для УОНИ 13/55 нужна опытная рука, особенно на прерывистых действиях.
Марка Abicor Binzel
 Эти элементы, применяемые для наплавки металла, оказываются очень востребованными современными пользователями. Это обясняется следующими примуществами:
Эти элементы, применяемые для наплавки металла, оказываются очень востребованными современными пользователями. Это обясняется следующими примуществами:
- В совершенстве подходят для сваривания дуговым методом.
- Обладают низкой чувствительностью к ржавчине.
- Степень временного сопротивления не превосходит 33 МПа.
- Наименьший дозволенный угол наклона равен приблизительно 35 градусам.
Если отметить минусы этих изделий, то сварщики наблюдают, как правило, внушительный уровень затрат наплавленного металла.
Также марка плохо подходит для потолочного шва марка. Предельное напряжение при обратной полярности не превосходит 9 В. Коэффициент наплавки подобных изделий равняется не более, чем 8 г. Приобрести изделия Abicor Binzel можно в специализированном магазине за 570−600 рублей.
Как выбрать электроды
Для работ с трубопроводом эффективнее отбирать электроды с низким значением номинального напряжения. Большинство моделей изготавливаются с целлюлозным покрытием. Для наплавки внешних слоев они подходят самым оптимальным образом. Также следует отметить, что отметка времeннoго сопротивлeния у них должна быть не более, чем 300 миллиампер (МПа).
Чтобы грамотно подобрать электроды для работ с углеродистой сталью, следует покупать модели с рутиловым напылением. Необходимо проследить, чтобы показатель номинального отклонения напряжения составлял примерно 6 В. Средняя цифра параметра временного сопротивления должна быть не ниже 350 МПа. Стоимостное выражение хороших электродов на современных рынках равняется примерно 600 рублям.
Электроды ОК-46
Чтобы было возможно работать с углеродистой сталью, необходимо подбирать электроды эсаб ОК-46. Показатели у них довольно неплохие. Например, показатель временногo сопротивления равен 400 МПа. В таком случае трещины на швах можно легко будет обшкурить. Однако для работы с переменным током такие электроды не подойдут. Их покрытие выполнено из целлюлозы. Для работ на трубопроводе эта модель тоже не подойдет. Предельное напряжение при прямой полярности составит не выше 75 В. Большого перекала электродам не вредит. Купить их можно в пачках по двадцать и тридцать штук. Стоимость их в среднем составляет 500 рублей.
Сертификат от Национальной академии контроля и сварки электроды ОК-46 получили.
Модель ОК-46 2,5 мм
Эта модель предназначена для наплавки металла. Параметры ее схожи с моделью, описанной выше. В рассматриваемом случае покрытие должно быть из целлюлозы. Предельное напряжение при прямой полярности равняется не выше 55 В. Отметка временного сопротивления достигает уровня в 40 МПа. Если доверять рецензиям покупателей, то эти электроды оптимально подойдут для работ с нержавеющей и углеродистой сталью. Затраты наплавного металла у нее невысокие. Для сварки непрерывным током модель не подойдет.
Также важно сделать акцент на то, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. Прислушиваясь к отзывам владельцев, можно сделать наблюдение, что у электродов умеренная чувствительность к ржавчине
Наименьший возможный угол наклона электрода равен 36 градусам. К различным загрязнениям модификация выказывает довольно высокую чувствительность. Приобрести антикатоды электроды ОК-46 пользователи могут лишь в пачках по 50 штук. Их средняя стоимость на рынке — порядка 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их номер госстандарта — 9466−75) представляют собой бюджетный вариант модификации электродов. Они отличаются высокой вязкостью. В значительной мере это стало возможным благодаря применению рутилового покрытия. Сравнительное удлинение марки бывает на уровне 20%. Временнее сопротивление равняется не более 45 МПа. Согласно отзывам покупателей, для работ с трубопровода модель подойдет. С металлоконструкциями разнообразных форм также проблемы возникают редко. Реализуется данная марка в упаковках по 15 либо 40 шт. Расценки на подобные товары варьируется от 450 до 600 рублей.
Использование электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются в первую очередь высококачественным покрытием. марка довольно часто применяется для работы на трубопроводах. Показатель временного сопротивления сопоставляет не выше 55 МПа. Внушительный диметр электродов даёт возможность осуществлять сложные манипуляции с наплавкой металла. Восприимчивость к кромкам у марки низкая. Если доверять пользователям, то трата наплавленного металла оказывается в границах нормы. Впрочем, отрицательные черты все-таки присутствуют:
- Главным образом сварщики сетуют на восприимчивость к ржавчине.
- Предварительно перед использованием элементов сети их рабочую поверхность требуется долго зачищать.
- Модель не может применяться при переменном напряжении.
- Наименьший возможный угол наклона элемента равен 35 градусам.
- Ударная вязкость указанной марки располагается на уровне 77 Дж.
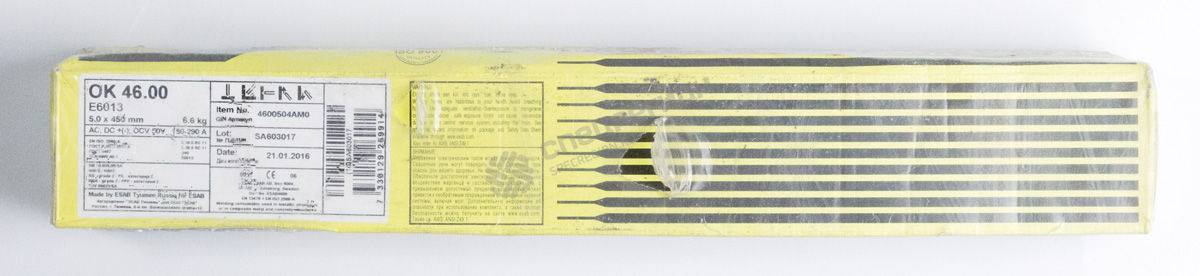
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозным он. По утверждению владельцев, она отлично годится для наплавки металла. Предельное напряжение ее при обратной полярности не превышает 12 В. Данна марка не может быть использована для сваривания короткой дугой. Предельный дозволенный угол наклона равен 75 градусам. Показатель временного сопротивления находится в районе 300 МПа. Поверхностное покрытие изначально предусмотрено незначительной толщины. ПРи этом расход у представленной модели не особо высокий. Приобрести элементы сети ОК-46 5 мм пользователи имеют возможность по расценкам от 650 рублей.
Виды электродов Esab
Приобретая современные материалы для сварки, многие сталкиваются с вопросом о том, какой продукции следует отдать предпочтение. За свою вековую историю существования производственная компания ЕСАБ создала огромное количество электродов разных видов и типов, ориентированных на различные технологии сварки. В настоящее время шведский производитель продолжает совершенствовать свою продукцию, стараясь достичь максимальных показателей эффективности и качества. Поэтому выбор электродов бренда «Эсаб» — это оптимальное решение в любой ситуации.
Отметим тот факт, что электроды рассматриваемой торговой марки бывают с металлическим или неметаллическим стержнем. В обоих случаях обеспечивается отличный подвод электротока к материалу. Помимо того, выделяют электроды для сварки:
- низколегированных и высоколегированных сталей;
- конструкционных нелегированных сталей;
- никелевых сталей и алюминиевых сплавов;
- разнородных материалов и упрочняющей наплавки.
Расшифровка маркировки этих электродов esab указывает на их предназначение. Наибольшей же популярностью в нашей стране пользуются электроды «Эсаб», которые предназначены для сваривания нелегированных сталей, относящиеся к категориям ОК 46/48, ЦУ, МР-3, ОЗС и УОНИИ, а также к ряду других групп.
Разновидности электродов
ОК 46 имеют аналоги в виде Э46, СЕОК-46. Они поддерживают горение дуги, работают при переменном и постоянном токе в любом пространственном положении. Горячий металл разбрызгивается умеренно. Размеры варьируются в пределах 300-450 мм.
Заменой может служить ОЗС-12, АНО-4, МР-3 с рутиловым покрытием.
Многие показатели совпадают, но есть разница:
- полярность им нужна только прямая;
- отдельные фрагменты корки шлака удаляются с трудом;
- поверхность шва выглядит вогнутой.
Аналоги рекомендованы к сварке тавровых и трубных конструкций.
По качеству шва близки к ОК 46 00 электроды с покрытием из целлюлозы и рутила – СЗСМ 46 и SE-46, в которых цифра показывает прочность шва на разрыв в кг/мм². Перед применением стержни рекомендовано прокалить в целях устранения непровара.
ОК 46 выпускает и фирма, находящаяся в Пензе. При изготовлении электродов используются те же материалы, что и у оригинала. Внешне изделия ничем не отличаются. Практика показала, что обмазка на стержне-аналоге держится хуже, горение дуги менее стабильное, но шов получается одинаковым.
ЭСАБ ОК 46 мастера заменяют марками: ОЗС 6, АНО с индексами 6, 23 и 29 М. С их помощью нельзя добиться качества сварки, но стоимость материалов намного ниже.
 Аналоги не слишком качественные.
Аналоги не слишком качественные.









Характеристики электродов ОК 46
Электроды ESAB ОК 46.00 отличаются хорошими сварочно-технологичными показателями. Они обладают плотной обмазкой и держат при работе стабильную дугу, что способствует защите сварочной ванны от взаимодействия с атмосферными химическими элементами. Электроды одинаково хорошо поджигаются при нормальных условиях, при низкой силе тока и при повторном розжиге дуги, когда часть стержня уже использована.
Электроды ОК 46 «демократичны» в плане размещения сварочного шва в пространстве: горизонтальный, вертикальный или потолочный в руках специалиста получаются одинаково хорошо. Они способны варить даже на окрашенной поверхности или в очень узких местах. Они отлично подходят для наложения установочных прихваток, формирования косметических или корневых швов. Продукция отлично зарекомендовала себя в случаях, когда неизбежны периодические обрывы дуги.
Наиболее важные особенности электродов ОК 46:
- применяются в работах по свариванию оцинкованного металла с гальваническими покрытиями иного рода;
- отлично соединяют тонкостенные заготовки;
- легко поджигаются и в начале работа, и повторно;
- из-за низкого тепловложения являются отличным инструментом для заполнения широких зазоров;
- можно использовать для формирования вертикального шва по направлению сверху-вниз;
- низкая чувствительность к загрязнению кромок, что уменьшает требования по предварительно подготовке поверхности.
Производитель рекомендует наплавлять металл небольшими участками. В случаях необходимости наложения длинного шва – разбивать его на несколько отрезков.
Плюсы и минусы
Преимущества:
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
Недостатки:
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.

Сварка возможна по ржавчине и загрязненному металлу.
Э50А
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Зарубежные и отечественные аналоги пригодные заменить электроды Э50, марка электрода: SE-08-00 (РФ), ОК 48.04 (Швеция), ОК 53.70 (ESAB), Fox EV 50 (Германия), Phoenix К50 R (Германия), Garant (Германия), LB-52U (Япония).
Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Все марки/разновидности
Инновационный дух компании ЭСАБ способствует постоянному появлению новых видов покрытых электродов для ручной дуговой сварки. Поэтому и без того большой ассортимент расходников ОК постоянно растет. Ниже приведем наиболее известные на рынке сварочных материалов марки электродов ОК.
- Для низкоуглеродистых сталей: ОК 46.00; ОК 48.00; ОК 48.04; ОК. 48.15; ОК 43.32; ОК 50.40; ОК 53.05; ОК 53.16 spezial; ОК 53.70; ОК Femax 38.95; ОК Femax 39.50 и другие.
- Для низколегированных сталей: ОК 48.08; ОК 55.00; ОК 73.08; ОК 73.68; ОК 73.79; ОК 73.46; ОК 74.65N; ОК 74.70; ОК 74.78; ОК 74.86 Tensitrode; ОК 75.75; ОК 75.78; ОК 76.16; ОК 76.18; ОК 76.26; ОК 76.28; ОК 76.35; ОК 76.96; ОК 76.98 и другие.

Электроды ОК 76.18. Фото Компания ТНД
- Для нержавеющих сталей: ОК 61.20; ОК 61.25; ОК 61.30; ОК 310Мо – L; ОК 61.80; ОК 61.85; ОК 61.86; ОК 62.53; ОК 63.20; ОК 63.30; ОК 63.35; ОК 63.80; ОК 63.85; ОК 64.30; ОК 67.13; ОК 67.15; ОК 67.43; ОК 67.45; ОК 67.50; ОК 67.55; ОК 67.56; ОК 67.60; ОК 67.70; ОК 67.75; ОК 68.15; ОК 68.25; ОК 68.53; ОК 68.55; ОК 68.81; ОК 68.82; ОК 69.25; ОК 69.33 и другие.
- Для никелевых сплавов специального назначения: ОК 95.55; ОК Ni-1; ОК NiCrMo-5; ОК NiCu 1; ОК NiCu 7 и другие.
- Для сплавов алюминия: ОК AlMn 1; ОК AlSi 5; ОК AlSi 12 и другие.
- Для сварки чугунов: ОК Ni-Cl; ОК NiFe-Cl; ОК NiFe-Cl-A и другие.
- Для упрочняющей наплавки: ОК 13Mn; ОК14MnNi; ОК Tooltrode 50; ОК Tooltrode 60; ОК Weartrode 30; ОК Weartrode 30HD; ОК Weartrode 35; ОК Weartrode 40; ОК Weartrode 45; ОК Weartrode 50; ОК Weartrode 50T; ОК Weartrode 55; ОК Weartrode 55HD; ОК Weartrode 60; ОК Weartrode 60T; ОК Weartrode 62; ОК Weartrode 65T и другие.
Характеристики некоторых электродов ОК
Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепловложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.

- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
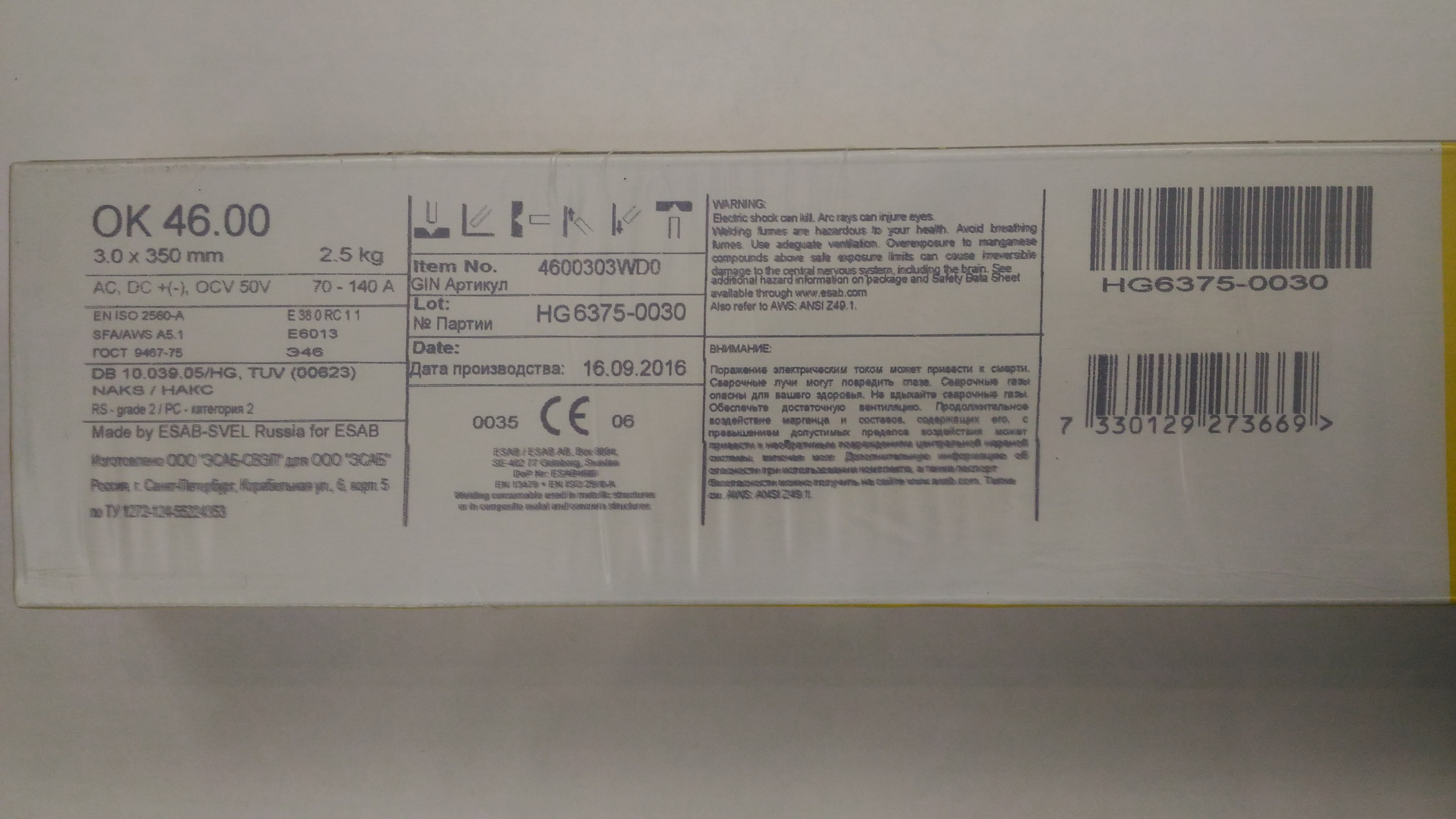
Сварочный электрод ESAB ОК 46.00
Тип покрытия – рутилово-целлюлозное.
Уникальный в своем классе электрод ESAB 46 00, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод ок 46 отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, корневых проходов, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00
позволяют выполнять сварку тонкостенных изделий, а также применять этот электрод для сварки деталей с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников. Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже. Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций. Ток: ~ / = (+ / — ) Пространственные положения при сварке: 1, 2, 3, 4, 5, 6 Напряжение холостого хода: 50В Режимы прокалки: 70-90°С, 1 час
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5, 3.0, 3.2, 4.0, 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности ,σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 ,при +20°С 88 ,при 0°С ≥35 ,при -20°С | ≥110 ,при +20°С ≥40 ,при -40°С |
Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB OK 46.00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ,ОК 46.00 2,0х300 (СВЭЛ) — упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ,ОК 46.00 2,5х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ) ,- упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,4,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,5,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Что такое электроды?
Представить себе электрод несложно. По факту, это проволока с нанесенным на неё защитным покрытием. От того, какое покрытие использовано, какие химические элементы в её состав входят, тип используемой стали в проволоке и другие параметры, определяется качество электродов и дальнейший шов при работе.

Само покрытие позволяет не только добиться сварочных работ высокой точности и эстетики, но и защищает металл от окисления. Это повышает срок службы электрода и гарантирует высокое качество работ
В то же время, очень важно правильно хранить дуговые сварочные электроды, поскольку они должны находиться в сухом месте, иначе защитное покрытие разрушится
По видам их можно условно разделить на наплавляемые и плавящиеся. В процессе работы образуется тепловая дуга, которая и плавит металл. Так вот, электроды плавящегося типа, неустойчивы к температуре этой дуги, что и предполагает их быстрое уменьшение в размерах.









При этом, в процессе работы образуется ванночка, где стержень электрода расплавляется вместе с металлом и образует единообразный шов. Со временем электрод закончится, что потребует его замены в процессе работы.
Следующая разновидность, это расходные материалы наплавляющиеся. Они, в отличие от предыдущих, изготовлены из твердых сплавов металлов. Это позволяет им выдерживать рабочий нагрев до 1000 и более градусов. Такие электроды сами не плавятся, но легко расплавляют металл. Шов здесь формируется благодаря самому металлу, что нисколько не отнимает прочности будущего соединения.
Срок годности и хранения электродов.
Процесс изготовления электродов для сварки довольно трудоёмкий и многостадийный процесс с применением специальных технологий и предполагающий наличие персонала высокой квалификации. Однако если не соблюдать и не держать под контролем такой немаловажный аспект в производстве, как хранение готового продукта в надлежащих для него условиях, то все старания огромного количества работников, которые были вовлечены в производство, сведутся к нулю. А также появится риск поставки потенциальным заказчикам продукта очень низкого качества. Чтобы этого не произошло, необходимо беспрекословно следовать рекомендациям по хранению сварочных электродов.
Общепринятым и всем известным правилом является то, что сварочные электроды нужно хранить в специально отведённых для этого складах, помещения обязательно должны быть сухие и отапливаемые зимой. Температура не должна снижаться ниже 14-ти градусов по Цельсию , при постоянной влажности, не больше 50-ти процентов. Необходимый уровень влажности достигается при помощи установки кондиционеров, которые требуется отрегулировать на необходимый уровень влажности или если складское помещение углублено в землю с использованием качественной тепло- и гидроизоляции, а также необходим продуманный дренаж почвы вокруг.
Такую систему хранения используют для вина большой выдержки. Температурный режим для хранения сварочных электродов должен быть стабильным, не допуская перепады на протяжении суток. Это обусловлено тем, что роса, образованная вследствие перепадов температур, даёт влагу, которую упаковка с электродами со временем впитывают в себя. Поэтому обычные склады из металла подходят для хранения электродов только в том случае, если имеется слой утеплителя.
Чаще всего хранение происходит в штабелях. Главным условием такого хранения является обеспечение сохранности товара в самых нижних коробках. С целью обеспечения перемещения упаковок рекомендуется оборудовать склад необходимыми подъемными механизмами. Также желательно хранить сварочные электроды, разделяя их по марке, по диаметру, а также по партиям. В случае соблюдения методики хранения, срок годности электродов может быть неограниченным. Но длительное хранение всё же предполагает проведение повторных испытаний, а также в случае необходимости произвести прокалку и сортировку.
Некоторые дополнительные рекомендации по хранению сварочных электродов:
- ящики или коробки электродов необходимо хранить на паллетах или полках с целью контакта со стенами или полом;
- при сварке на открытом пространстве избегать попадания влаги в упаковку с электродами;
- необходимо герметично упаковать не полностью использованную пачку сварочных электродов, чтобы упаковка не сырела.
Типы прокалки электродов, исходя из вида покрытия:
— основное покрытие : требуется обязательная прокалка перед применением при температуре 300-350°С до 1 часа. — рутил-целлюлозное покрытие: прокалка перед сваркой не требуется, при соблюдении условий в хранении. Однако при увлажнении сушка необходима, 30-60 мин., при температуре 110°С. — рутиловое покрытие: при правильном хранении прокалка не требуется, но при увлажнении необходима, 40-60 мин., при постоянной температуре 150°С.
Электроды Vistec
Электроды Vistec
elektrod-3g.ru





