

Виды
Многолетний опыт работы с чугуном позволил современным производителям сварочного оборудования и расходных материалов изготавливать именно специальные электроды. Они в своем составе имеют такие вещества, как сталь, железо, никель. Все изделия принято делить на никелевые, ферро-никелевые, медно-никелевые и медно-железные.
Стальные электроды чаще всего применяются при сварке деталей, ранее подвергавшихся действию высоких или низких температур, а также с плохо обработанными поверхностями. Примером таких деталей служат корпуса промышленных печей или насосов. Обязательным условием считается предварительная подготовка зоны будущего шва. Биметаллические электроды подходят для графитсодержащего чугуна. Ковкий чугун сваривают ферро-никелевыми электродами.
Каждый сварщик может без труда подобрать необходимые электроды для конкретного вида работ. Несмотря на множество торговых марок, представляющих свою продукцию, все изделия на российском рынке имеют определенную ГОСТом маркировку. По ней можно определить состав покрытия и самого стержня. Чаще всего в продаже попадаются электроды с железным стержнем, но это не означает, что другие материалы не используются.
В качестве примера можно рассмотреть такой популярный вид электродов для сварки чугуна, как МНЧ-2. В их состав входит медь, причем в пересчете на общую массу изделия ее количество составляет 20%. Литера «Н» означает присутствие никеля. Его в изделии около 65%. Буква «Ч» свидетельствует о том, что данные электроды можно использовать только лишь для сварки чугуна. Наконец, индекс 2 является номером серии. Эти серии отличаются друг от друга не составом, а его распределением, то есть, встречаются те же элементы, но в другом соотношении.
Сварка чугуна без его предварительного нагрева возможна только с применением электродов, в которых содержится никель и медь. Благодаря тому, что медь не растворяется в расплавленном чугуне, формируется однородный шов. С другой стороны, никель способен хорошо растворяться, однако он не взаимодействует с углеродом. В итоге получается качественный шов, который подлежит обработке, так как он не имеет трещин и пор. Существует несколько классов подобных электродов.
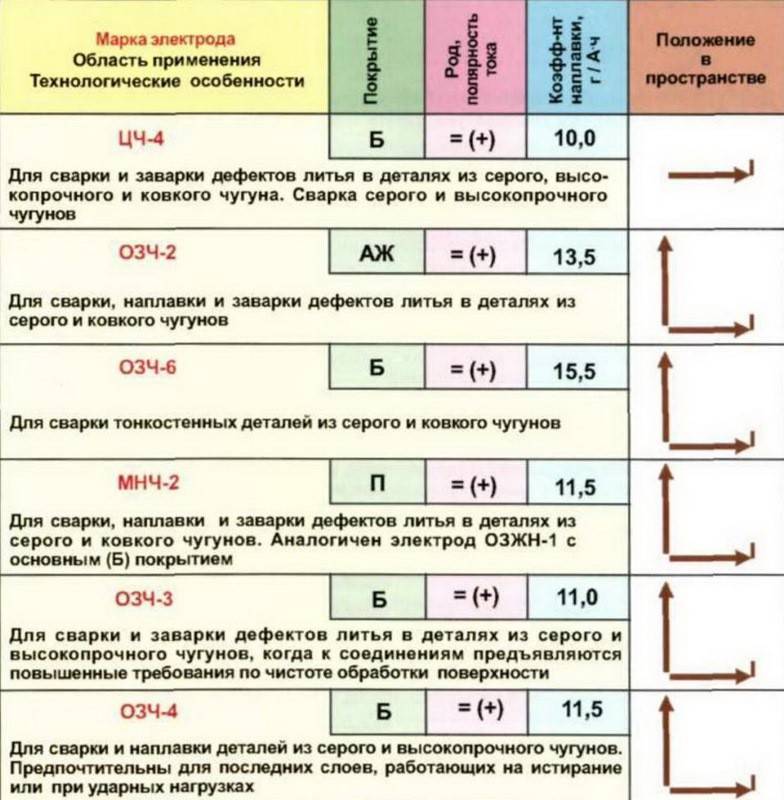
- Электроды МНЧ-2 состоят из железа, меди и никеля. Помимо сварки применяются также для плавки чугуна. Данная модель подходит к любому виду чугуна. Показатели качества шва находятся на высоком уровне. Помимо этого, полученный шов легко поддается обработке за счет чистоты поверхности и плотности. МНЧ-2 незаменимы при изготовлении конструкций из чугуна, которые впоследствии будут эксплуатироваться в жестких температурных условиях.
- Электроды марки ОЗЧ-6 и ОЗЧ-2 подходят для работы с тонкими листами серого и ковкого чугуна. Внутри электрода находится медный стержень. Обмазка ОЗЧ-2 содержит большое количество графита. Считается, что данные марки годятся лишь для ограниченного вида работ (устранение мелких дефектов или многослойное наплавление). Аналогичными свойствами обладают такие модели, как ЦЧ-4 и МНЧ-2.
- В электродах ОЗЧ-3 и ОЗЖН используется никель или железо с никелем. Электродами ОЗЧ-3 варят серый и высокопрочный чугун, однако к качеству обработки заготовки при этом предъявляются достаточно высокие требования. ОЗЧ-4 дают ударопрочный шов. Детали, сваренные этими электродами, могут подвергаться высоким нагрузкам. Обмазки ОЗЧ-3 и ОЗЧ-4 одинаковые. ОЗЖН-1 и ОЗЖН-2 – стандартные модели для литого высокопрочного чугуна. Сварка должна проводиться в вертикальном положении.
- Электроды ОК92.18. также подходят для чугуна. Но для сварки приходится предварительно нагревать металл. К тому же, количество накладываемых слоев ограничивается. Обычно такими электродами пользуются при ремонте трещин. Их стержень содержит никель. Сварка может вестись как постоянным, так и переменным током. Запрещено работать с чугуном, в котором содержится сера или фосфор.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.
 Режимы сварки обеспечивают высокое качество шва.
Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Данные сведены в таблицу:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.
 Режим сварки подбирают с учетом возможностей инвертора.
Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги — 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).
 Расходники Э42 не подходят для вертикальных швов.
Расходники Э42 не подходят для вертикальных швов.
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность — менее 50%.
- Показания на термометре — не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.
 Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.







Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Основные марки электродов по чугуну

Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида
Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности
Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.

Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
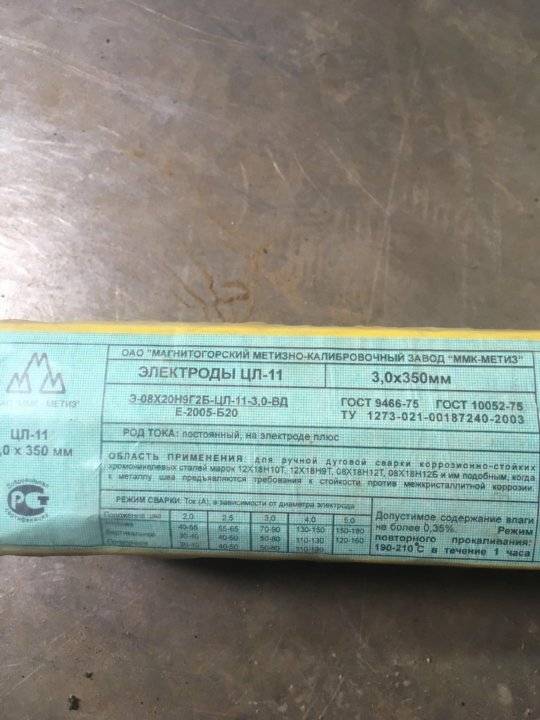
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30. 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
Как заварить чугун электродами?
Одной из особенностей работы с этим металлическим сплавом является необходимость его подогрева. Шов должен поддерживаться в теплом состоянии, и в последующем равномерно остывать. Подобная технология работ позволяет избежать увеличения содержания в сварном шве водорода и кислорода. Содержание этих элементов приводит к появлению трещин и брака соединения.
В настоящее время в продаже можно найти электроды, которые изготовлены различными отечественными и иностранными производителями
Можем порекомендовать вам не акцентировать свое внимание на производителе, а выбирать такие стержни в зависимости от их состава и характеристик свариваемого металла
Главные особенности материала
В результате того, что был соединён углерод с железом, человечество получило известный всем чугун. Но несмотря на все преимущества, у этого материала есть главный недостаток — высокая хрупкость. Такой минус можно устранить только с помощью легирования. Под этой процедурой принято подразумевать, что к основному сплаву добавляют никель, хром и магний. Элементы придают соединению лёгкость, высокую прочность и устойчивость к негативному воздействию коррозии. Но даже несмотря на все эти характеристики, провести качественное сваривание достаточно сложно. Для реализации таких задач специалисты используют специальные электроды.

Сам сплав отличается низкой свариваемостью, из-за чего все особенности такой работы должны быть заранее учтены. Это свойство материала объясняется просто, так как в его составе содержится более 3% углерода. Когда возникает вопрос о том, как приварить железо к чугуну, необходимо правильно выбрать сварочные электроды, которые смогут полностью компенсировать негативные качества материала.
Отдельно стоит учесть, что в процессе работы мастер может столкнуться с сопутствующими затруднениями:
- Места стыка двух металлических заготовок быстро охлаждаются и становятся очень твёрдыми.
- По причине чрезмерного окисления поверхностей могут образовываться необработанные участки металла.
- Сам процесс сваривания чугуна может быть отягощён его жидкотекучей формой, из-за чего удержать сплав в одном месте крайне сложно.
Независимо от марки электродов для сварки чугуна всегда нужно поддерживать равномерное нагревание и последующее охлаждение деталей. Если же этот нюанс не будет учтён, то на поверхности сварочного шва могут возникнуть трещины разного диаметра. Не стоит забывать и о том, что шов может приобретать некую пористость и рыхлость.
Марки электродов для сварки чугуна
На сегодняшний день существуют десятки различных марок таких стержней для сварки, которые позволяют обеспечить качественное соединение этих металлических сплавов. Предлагаем вам описанием наиболее распространенных марок, что и позволит упростить выбор материалов для сварки.

- МНЧ2. Универсальная разновидность, которая может использоваться для сварки различных чугунных сплавов. Возможно использование таких электродов для ликвидации имеющихся бракованных участков литья. Также возможно их использование для наплавки металла. Следует помнить о том, что такие стержни предназначены для работы со сварочными аппаратами постоянного тока и обратной полярности. Возможно их использование в любом положении в пространстве.
- ОЗЧ2. Эта разновидность электродов предназначена для работы с ковким и серым чугуном. Из особенностей подобных стержней можем выделить легкость работы с ними и отсутствие необходимости предварительного подогрева основного металла. В то же время необходимо помнить, что использовать их можно лишь в нижнем и вертикальном положении.
- ЦЧК. Может применяться для технологии холодной и горячей сварки. Предназначены исключительно для работы в нижнем положении. Также возможно использование таких стержней для соединения чугуна и стали. Работа выполняется с аппаратами на постоянном токе, и лишь при необходимости использования максимально высокого напряжения возможно применение переменного тока.
- ОЗЖН1. Возможно использование данной разновидности исключительно при холодной сварке. Имеется возможность соединения с помощью ОЗЖН1 серого чугуна и его высокопрочных разновидностей. Соединение больших объемов металла возможно в нижнем и вертикальном положении.
- ОК9218. Такие стержни применяются исключительно с предварительным подогревом соединяемых элементов. Возможно их использование с переменным и постоянным током. Они чувствительны к выбору используемого режима работы.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.









 Виды электродов для плавки чугуна
Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Название (маркировка) | Виды (типы) чугуна | Положение электрода | Технологические свойства |
| ЦЧ-4 | Высокопрочный, ковкий и серый | Нижнее | Используются для сварки чугуна со сталью, соединение возможно с предварительным нагревом и без. Соединение постоянным током обратной полярности, при высоком напряжении — ток переменный |
| МНЧ-2 | Вертикальное, полу потолочное, нижнее | Лучшие свойства сварного соединения и стойкость к появлению трещин. Сварка постоянным током обратной полярности | |
| ОЗЧ-2 | Ковкий и серый | Вертикальное, нижнее | Сварной шов с улучшенными требованиями по плотности. Постоянным током обратной полярности без подогрева |
| ОЗЧ-3 | Серый и ковкий | Вертикальное, нижнее | Низкая проплавляющая способность, применяются для получения шва с повышенными требованиями к чистоте изделия |
| ОЗЛ-27 | Всех видов чугуна | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Сварка и наплавка разнородных сталей и чугуна. Сварочный ток: переменный, постоянный обратной полярности |
| ОЗЖН-1 | Высокопрочный и серый | Вертикальное, нижнее | Цвет наплавленного металла близок к цвету чугуна. Электроды для холодной сварки чугуна постоянным током обратной полярности |
| ОК 92.18 | Высокопрочный, ковкий и серый | Во всех пространственных положениях | Стержень на никелевой основе для соединения чугуна с небольшим предварительным подогревом (150-300°С) или без. Ток: переменный, постоянный +. Широко применяется для ремонта блока двигателей и коробок передач |
| Ficast NiFe K | Серый, ковкий | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Железоникелевый электрод Ficast NiFe K предназначен для холодной сварки чугуна со сталями. Ток: переменный, постоянный — плюсовой и минусовой полюс. Наплавляемый металл стоек к образованию трещин и легко обрабатывается |
| ZELLER 855 | Для всех видов чугуна | Во всех пространственных положениях | Применяется для сварки чугуна со сталью без подогрева. Варит промасленные и загрязненные примесями и ржавчиной изделия. Наплавленный металл пластичен и стоек к растрескиванию |
Этот список не полный, на рынке можно найти дешевые расходники из Китая, качество которых хромает.
Цена на электроды по чугуну
Стоимость стрежней ЦЧ-4 ЛЭЗ (Лосиноостровский электродный завод) смотрите в таблице:

Ходовой диаметр 3 мм можно приобрести за 824 руб/кг.
- за электроды МНЧ-2 (3,0 мм) просят 660 рублей за 1 кг;
- ОЗЧ-2 (3,0 мм) — 788 руб/кг;
- ОЗЧ-3 (3,0 мм) — 875 руб/кг;
- ОЗЛ-27 диаметр 3 мм — 500 руб/кг;
- ОЗЖН-1 (4,0 мм) — 650 руб/кг;
- ОК 92.18 3,2мм VP (ESAB, Швеция) — 3 500 руб/кг;
- Ficast NiFe K (Kjellberg, Германия, 4,0 мм) цена 2 500 руб/кг;
- ZELLER 855 2,5×300мм (Германия) — 8 640 руб./кг.
Видео:
Цены могут отличаться от места проживания потребителя.
Как сделать сварочные электроды по чугуну своими руками
Если не хочется платить деньги за заводские расходники, то их можно сделать в домашних условиях.

Быстрый способ комбинированного стержня , что понадобится:
- электроды для стали (АНО-4, УОНИ 13/45 и др.); медная проволока намотанная на катушку, советуют диаметром 2 мм, но можно взять тонкую из старой бытовой техники;
- дрель.
Сам процесс: берем дрель, зажимаем в ней электрод, на кончик расходника плотно наматываем медную проволоку. Включаем дрель на медленные обороты и придерживая пальцем проволоку наматываем её вдоль электрода.
Да что я рассказываю, лучше посмотрите видеоролик, рассказывающий про изготовление расходника для сварки чугуна.
Опытные сварщики не наматывают медную проволоку на стержень, а применяют её в качестве присадочного прутка. Берут толстую (2 мм) одинарную проволоку.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Лучшие электроды с рутил-целлюлозным покрытием
Предназначены для низкоуглеродных марок стали. Обмазка выполнена из рутилового концентрата с высоким содержанием оксида титана и целлюлозы. Покрытие содержит минимальное количество вредных веществ. В расшифровке электродов для сварки маркируются литерами РЦ. При горении формируют среду, защищающую место расплава от атмосферных воздействий.
RSE S-46 3.2мм
Являются аналогом Esab ОК-46, предназначены для низколегированных, низкоуглеродистых марок стали. Демонстрируют высокое качество при формировании прихваточных швов. Отличаются повышенной стабильностью дуги. Минимальное количество брызг позволяет снизить потери во время плавки: почти весь металл идёт на формирование соединения.
Хороший первый розжиг, простой повторный поджиг делают удобными для новичков. Шов светлый, аккуратный, шлака много, но он легко отделяется от поверхности. Стержень изготовлен из стального сплава, который имеет повышенную прочность. Варить можно в любом направлении, демонстрируют хорошие результаты при работе с материалов, покрытым ржавчиной.
Достоинства:
- Мягкое горение;
- Экономичность;
- Привлекательная цена;
- Зажигаются от прикосновения по всей длине.
Недостатки:
Резкий характерный запах.
ESAB OK 46.00 3мм
Производятся шведской компанией на заводе в Тюмени. Предназначены для создания конструкций из судовой и низколегированной стали. Хорошо подходят для работы с листовым металлом, который имеет гальваническое покрытие. Не чувствительны к наличию на поверхности ржавчины, загрязнений или грунтовки. Низкие пороговые значения топа дают возможность варить тонкие листы.








Место стыка акуратное, валик плавно переходит в основной материал конструкции. Количество шлака небольшое, он легко удаляется. Дуга отличается стабильным горением на малых токах, что делает изделия актуальными для бытового применения. Значения максимального предела текучести достигают 380 МПа. Рекомендуется для сварки методом прихватки, для работ, которые лучше выполнять короткими швами.
Достоинства:
- Низкое тепловложение;
- Устойчивы к повышенной влажности;
- Хорошее соотношение цены и качества;
- Легко зажигается в разных условиях;
- Минимальное количество пор в соединении.
Недостатки:
Необходима прокалка в течение часа.
Magmaweld ESR-11 3.25 мм
Швейцарская компания предлагает универсальную модель для работы с металлоконструкциями из стали, толщиной до 5 мм. Изделия демонстрируют стабильное качество сварки оцинкованного или загрунтованного металла. Рекомендуются для производства котлов, резервуаров разного объёма, ремонта и прокладки трубопроводов.
Формируют незначительно вогнутый ровный шов. Отсутствие дефектов соединения – многочисленных пор, прожига и микротрещин – обеспечивает высокую прочность, надёжность конструкции. Мягкая и ровная дуга позволяет варить по методу прихватки. Шлак образуется в большом количестве, но быстро и легко отходит от поверхности без применения физических усилий.
Достоинства:
- Большое для своего класса сопротивление разрыву;
- Доступная цена;
- Плотная, прочная обмазка;
- Ржавчина не оказывает негативное влияние на качество шва;
- Упаковка хорошо защищена от влаги.
Недостатки:
Редко бывают в продаже.
Лучшие сварочные аппараты с Алиэкспресс





