

Наклон электрода
Когда лук загорится, не паникуйте. Привыкайте к определенному свету. Ваша задача — сначала научиться выдерживать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу сварить стык. Научитесь удерживать дугу, чтобы она не погасла (когда вы заходите слишком далеко) и электрод не прилипал (когда вы подходите слишком близко).
Задача усложняется тем, что длина расходуемого электрода постоянно сокращается, поэтому нужно подносить руку к изделию. «Твердая рука» приходит со временем, поэтому вам придется сжечь более одного электрода, прежде чем вы к ней привыкнете.
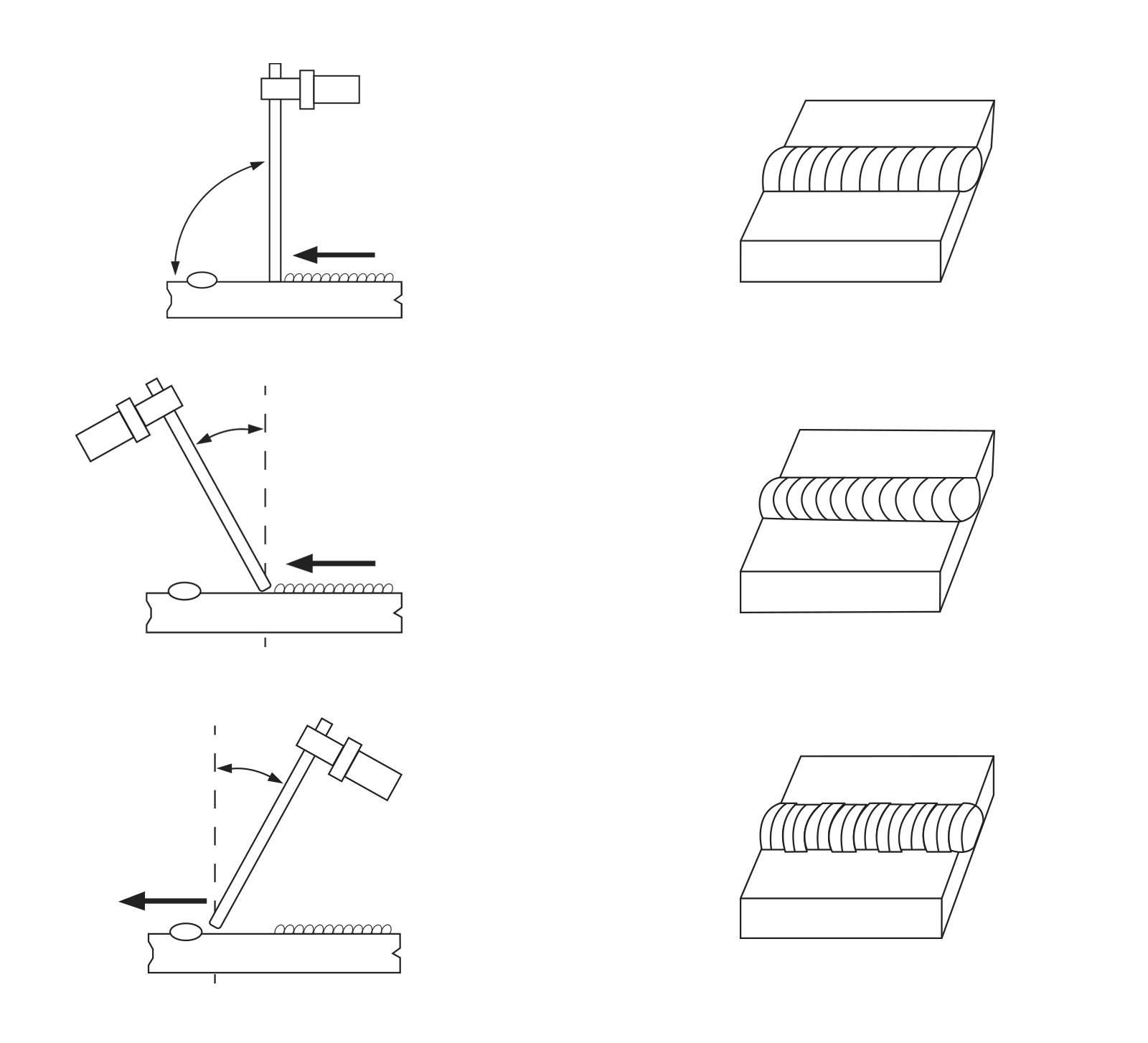
Когда вы уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего, правильно держите электрод. Обычно его готовят, наклоняя к себе в пределах 30-60 градусов. Некоторые сварщики выбирают оптимальное положение наклона 45 °. Сварка с обратным углом обеспечивает хороший обзор сварочной ванны, металл сильнее нагревается. Сварка под углом вперед (когда шов снят) помогает снизить нагрев. Подходит для соединения металлов толщиной 1-2 мм.
можно готовить справа налево или слева направо, наклоняя электрод к противоположным сторонам сварочной ванны. Все зависит от доступа к точке подключения.
Ацетилен для газовой сварки
Ацетилен — один из самых распространённых газов, применяемых для газовой сварки. Наибольшее распространение ацетилен получил из-за того, что ацетиленокислородное газовое пламя имеет наибольшую температуру, по сравнению с другими горючими газами и газовыми смесями (см. таблицу выше).
Ацетилен образуется при взаимодействии карбида кальция CaC2 с водой. Карбид кальция способен поглощать влагу из атмосферы и разлагаться под её воздействием. Поэтому, его хранят в герметичных барабанах из кровельной стали. Вместимость таких барабанов составляет 100-130кг. Получают карбид кальция при сплавлении в электропечах кокса и обожжённой извести:
CaO + 3C = CaС2 + CO
Ацетилен С2Н2 представляет собой химическое соединение углерода с водородом. Для получения ацетилена используют ацетиленовые генераторы, в которые загружают карбид и воду. Химическое взаимодействие карбида кальция и воды протекает интенсивно, с большим выделением теплоты Q:
CaC2 + 2H2O = C2H2 + Ca(OH)2 + Q
Из 1кг карбида кальция можно получить до 300л ацетилена. При нормальных условиях ацетилен бесцветен и обладает резким специфическим запахом. Ацетилен легче воздуха, его плотность составляет 1,09кг/м3.
Ацетилен взрывоопасен, если он находится в смеси с воздухом и его концентрация составляет 2,2-81% по объёму. В смеси с кислородом ацетилен взрывоопасен, при его концентрации 2,8-93% по объёму. Наиболее взрывоопасны ацетиленокислородные смеси, содержащие 7-13% ацетилена.
При растворении в жидкости взрывоопасность ацетилена существенно снижается. На практике ацетилен растворяют в ацетоне, 1л которого способен растворить до 20л ацетилена. Об этом мы говорили в статье: «Газовые баллоны для сварки. Газосварочные баллоны».
Кроме карбида кальция, источниками ацетилена являются природный газ, нефть и уголь. Полученный из природного газа, ацетилен называется пиролизным.
Соблюдение каких норм требует технология электродуговой сварки
Чтобы получить полное представление о приемах выполнения неразъемных соединений металлов путем нагревания и расплавления, необходимо ознакомиться с техникой безопасности при работе со сварочными аппаратами. Начинающие специалисты нередко пренебрежительно относятся к защитным мероприятиям, что приводит к тяжким последствиям.
Отдельное внимание следует уделить безопасному использованию электрооборудования. Перед выполнением работ нужно проверить надежность изоляции силового кабеля
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности.
Работы должны выполняться с применением средств индивидуальной защиты. В первую очередь необходимо обезопасить глаза. В процессе электродуговой сварки выделяется большое количество ультрафиолетовых лучей, которые несут опасность для зрения работника. Для защиты глаз используется специальный щиток с затемненным стеклом.
Техника исполнения работ
Сварочные работы выполняются с помощью энергии тепла, производимой электрическим разрядом. Для формирования сварочной дуги применяют электроды. Эти приспособления плавят края соединяемых деталей и способствуют соединению жидкого металла путем формирования шва. Электроды представляют собой проволоку определенного диаметра, на которую наносится специальный шлакообразующий слой. Для разных материалов и сплавов предназначаются свои виды электродов.
ГОСТ: сварка ручная электродуговая
Существует отдельная система стандартов, определяющих особенности технологии электродуговой сварки. В нее входят типы соединений, качество электродов, требования по сплавлению алюминиевых деталей и т. д. Так, методика формирования сварных швов при изготовлении металлоконструкций регулируется ГОСТ 5264-80 (прямой/скошенный/скошенный с замком шов).
ГОСТ 14771-76 описывает нормы электродуговой сварки в газовой среде. Существуют также стандарты, которые определяют методы работы со сварочным оборудованием. На промышленных предприятиях к выполнению требований нормативов и стандартов относятся со всей серьезностью. Профессиональный специалист обязан знать и выполнять требования ГОСТ. Электродуговая сварка в бытовых условиях не так строго, но все же также должна выполняться согласно стандартам. К примеру, по ГОСТ 26-291-79 можно определить, какие именно электроды нужно использовать по технологии для того или иного металла.
В стандартах можно найти описание соединений конструкционных элементов:
- внахлест (часть одного элемента накрывает поверхность другой детали).
- встык (детали свариваются в одной плоскости).
- соединение углом.
- торцовая сварка в форме «Т».
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. Предприятие укомплектовано новейшим профессиональным оборудованием – промышленными полуавтоматами и инверторами для электродуговой сварки.
Огромный опыт и высокая квалификация специалистов ООО «Треком» в области электродуговой сварки позволяет компании выполнять заказы любой сложности в точном соответствии с требованиями действующих ГОСТ.
Оставить заявку
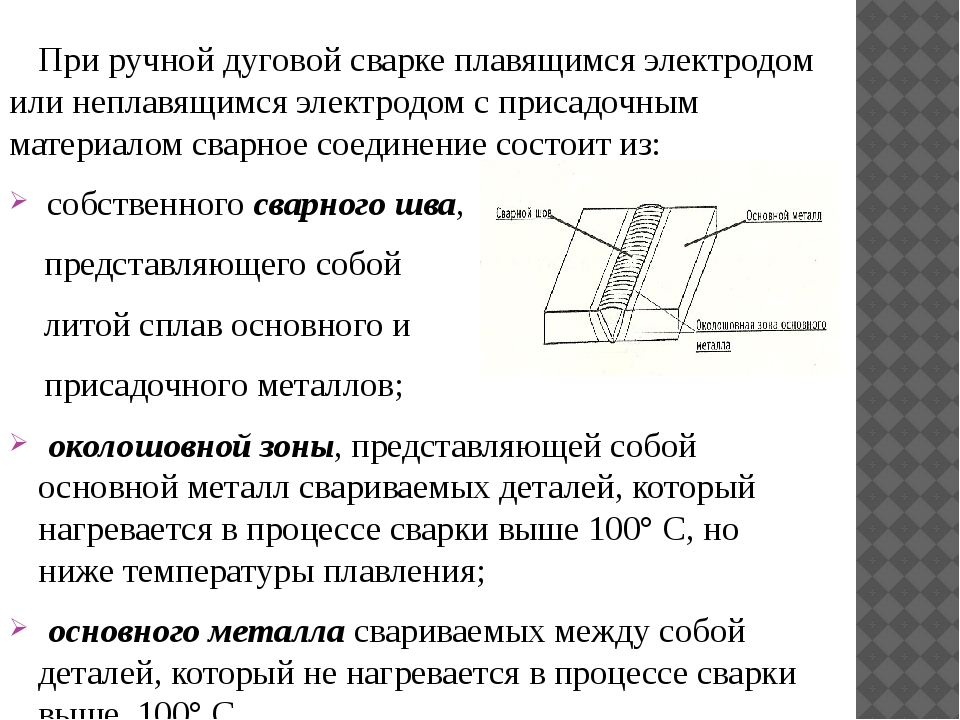
Принцип сваривания
Как говорилось выше, принцип сваривания плавлением основан на процессе смешивания расплавленного металла в зоне сваривания, с образованием прочного, неразборного соединения. Источник тепловой энергии, имеющий довольно большую мощность, концентрирует тепловую энергию на малой площади сварочной ванны. Именно в этой ванне и находится доведённый до точки плавления сплав, который туда подаётся либо с использованием электрода, либо со специальной проволокой (в случае сваривания несгораемым электродом). Перемещая источник тепловой энергии вдоль кромки соединяемых деталей, перемещают и сварочную ванну, постепенно добавляя в неё присадочный материал. После остывания, материал ванны кристаллизуется, что приводит к образованию прочного сварного шва.
Процесс розжига высокотемпературной дуги состоит из трёх последовательных действий. Сначала электродом касаются заготовки, в результате чего получается короткое замыкание, вызывающее нагрев его кончика. Далее, кончик отводят на небольшое расстояние от детали, это расстояние подбирается опытным путём. Оно должно быть таким, при котором дуга наиболее устойчива. Разогрев электрода необходим для устойчивой экзоэмиссии электронов, которая также гарантирует устойчивую электрическую дугу.
При плавлении электрода происходит перенос присадочного материала в сварную ванну, и детали соединяются. На некоторых сварочных аппаратах, предназначенных для сварки несгораемым электродом, поджиг дуги является бесконтактным. Он выполняется специальным устройством, называемым осциллятором.






Подбор сварочных параметров
 Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для — инверторы.
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для — инверторы.
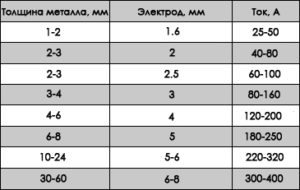
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
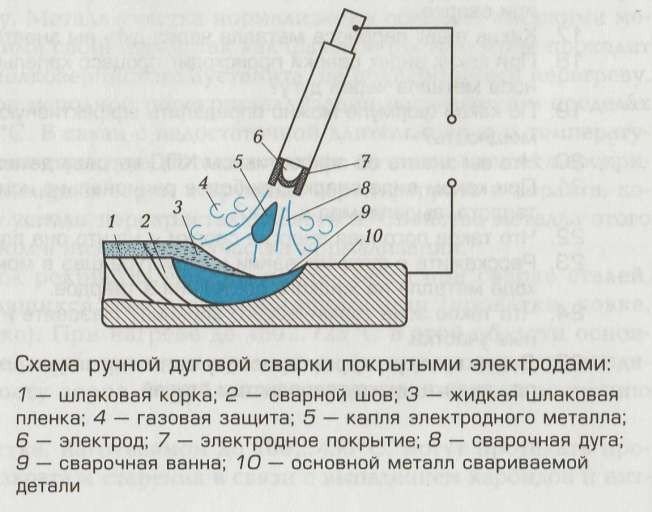
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
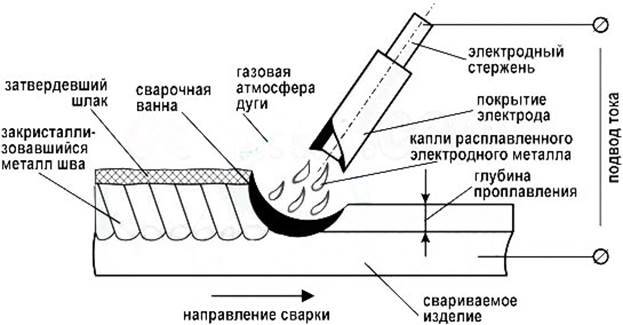
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.

Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности

В технологической карте указываются способы подготовки кромок деталей и способ сборки.

В качестве способа сборки чаще всего указываются прихватки.

При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода – прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
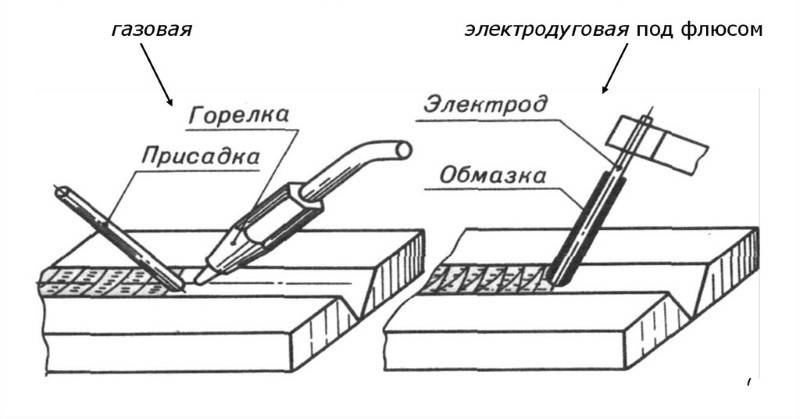
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.











Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций. Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки. Сюда входят:
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба – от гидроэлектростанций и космодромов – до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
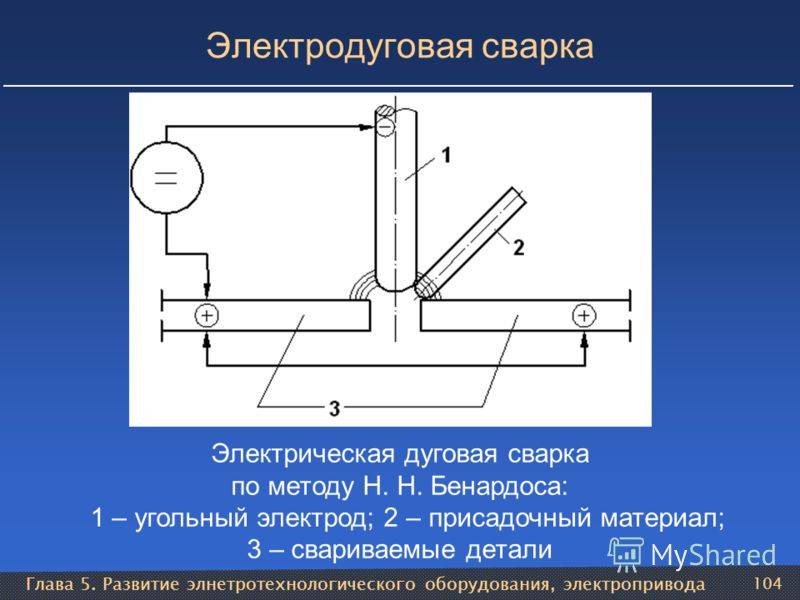
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.

РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением. Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды. Вид сварки РД позволяет производить работы в любых условиях – на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях. Ручная сварка отлично подходит для работы с разными видами металлов
Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра. Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик
Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди. Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра. Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва. 8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла. От этого зависит прочность и качество сварного шва
От этого зависит прочность и качество сварного шва
От этого зависит прочность и качество сварного шва.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке. Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей. Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы – до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое. Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.  Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.






Типы сварных швов
Швы классифицируют по многим параметрам.
- По положению в пространстве все швы, полученные при ручной электродуговой сварке, разделяются следующим образом.
- Потолочные стыки — самый сложный из всех видов, так как при его выполнении образуется много шлака. Во время сварки концы электрода необходимо время от времени на короткое время замыкать в сварочной ванне. Благодаря этим затворам размер сварочной ванны значительно уменьшается, так как часть расплавленного металла кристаллизуется.
- Вертикальные швы доступны в двух вариантах: спуск и подъем. Рекомендуется выбрать последний вариант: ранее сваренный материал уже частично кристаллизовался и дополнительно закрепляется приваренным позже расплавленным металлом. Мы рекомендуем использовать восходящий шов, если вам нужно запечь корень шва или края непосредственно. Материал электрода, плавясь, попадет в сварочную ванну. Однако у этого метода есть свои недостатки, и самое главное — это шлак в виде чешуек, который появляется на поверхности шва. Выполнить нисходящий шов намного проще, но главный его недостаток — сложность получения качественного шва — под аркой скапливается расплавленный металл детали, а также образовавшийся шлак. Это приводит к тому, что расплавленный металл просто вытекает.
- Горизонтальный шов сделать сложнее, чем вертикальный, потому что металл из сварочной ванны проникает через нижний край детали. Вот почему на верхнем крае может возникнуть поднутрение. Поэтому, если вам нужно соединить две толстые детали, вам просто нужно загладить верхний край. Нижний требует, чтобы расплавленный металл оставался в ванне.
- По длине швы бывают прерывистыми и непрерывными. Первые подходят в тех случаях, когда не требуется высокая плотность сварного шва. Участок такого шва может иметь длину до 150 мм, а шаг шва (расстояние между двумя соседними участками) обычно равен полутора-двум длинам участка шва. Прерывистая сварка применяется довольно часто — ее использование позволяет сократить затрачиваемое на работы время, а также уменьшить количество наплавленного металла.
- По выпуклости (количеству наплавленного металла) различают швы вогнутые, выпуклые и нормальные. На выпуклость шва влияет тип используемых электродов: инструмент с тонким покрытием образует выпуклый шов, а электроды с толстым покрытием (из-за высокой текучести металла) используются для обычных швов. Выпуклые швы недолговечны, особенно при высоких нагрузках или вибрациях.
- По типу соединения различают угловые и стыковые швы. Первые целесообразно использовать, когда необходимы нахлест, тройник, конец, угол и т.д. Предварительно их необходимо хорошо очистить от посторонних загрязнений, которые могут помешать продвижению электрода. Чаще всего края деталей для стыкового шва имеют V-образную форму, то есть наклонены друг относительно друга. В этом случае шов можно накладывать в один слой или в несколько.
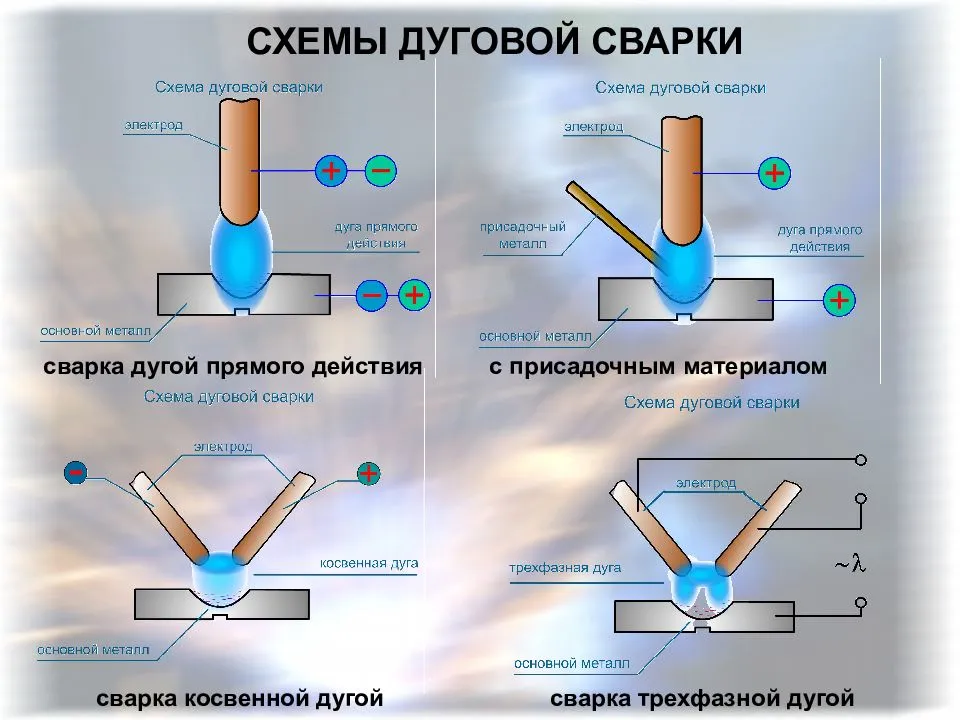
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.

Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации – механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая – подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида – передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси – флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов – голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты – под флюсом, толстопокрытые стержни;
- шлакогазовая защита – стержни толстопокрытого типа;
- газовая защита – в газовой среде;
- комбинированные защитные средства – среда из газа, покрытие, флюс.
Как научиться

Самый простой способ освоить электродуговую сварку — начать с домашнего инвертора, подключенного к сети 220 В. Научившись правильно готовить дома, вы можете перейти к изучению более сложных технологий, таких как дуга аргонной сварки.
Помимо инвертора вам потребуются:
- облегающие платья с длинным рукавом;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- стамеска;
- металличесая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше, чем вся обычная сталь.
подключить электрод к катоду (минусу) прибора необходимо с помощью специального держателя. Также, следовательно, необходимо подчиняться куску. Осталось только включить дуговой сварочный аппарат.
Электрическая дуга зажигается от прикосновения к массе или удара по ней. После вспышки необходимо отодвинуть электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Электрод можно направить двумя способами: под острым углом от себя и к себе. Первый способ сложнее, но позволяет получить более мелкий шов (что необходимо при работе с тонким металлом). Второй вариант проще, это стандартный способ работы.
При электродуговой сварке электрод нужно вести не по прямой линии, а зигзагообразными движениями, чтобы получить шов, аналогичный линиям швейной машины. Путь электрода должен перекрывать обе стороны соединяемых листов.
Сначала нужно просто потренироваться на куске стали, а потом переходить к сварке листового металла .





