

Особенности конструкции
Созданный для фрезерного станка, механизм может применяться и на других видах оборудования. Устройство осуществляет поворот и фиксацию заготовки без её изъятия из зажимного устройства до полного окончания обработки.
Разделить окружность детали с обеспечением точности непосредственно в рабочей зоне станка без применения делительного механизма, технически не представляется возможным. (Конкурентными являются только зажимные системы обрабатывающих центров с ЧПУ).
Особенностями устройства также являются:
- Поворот заготовки выполняется на любую величину угла с минимально допустимой погрешностью.
- На порядок повышаются возможности металлообработки.
- Длинномерные заготовки крепятся с применением задней бабки.
- Режущий инструмент постоянно настроен на размер.
- Заготовка крепится с наименьшей погрешностью отклонения от параметра базы.
https://youtube.com/watch?v=k2Q1tWncKhg
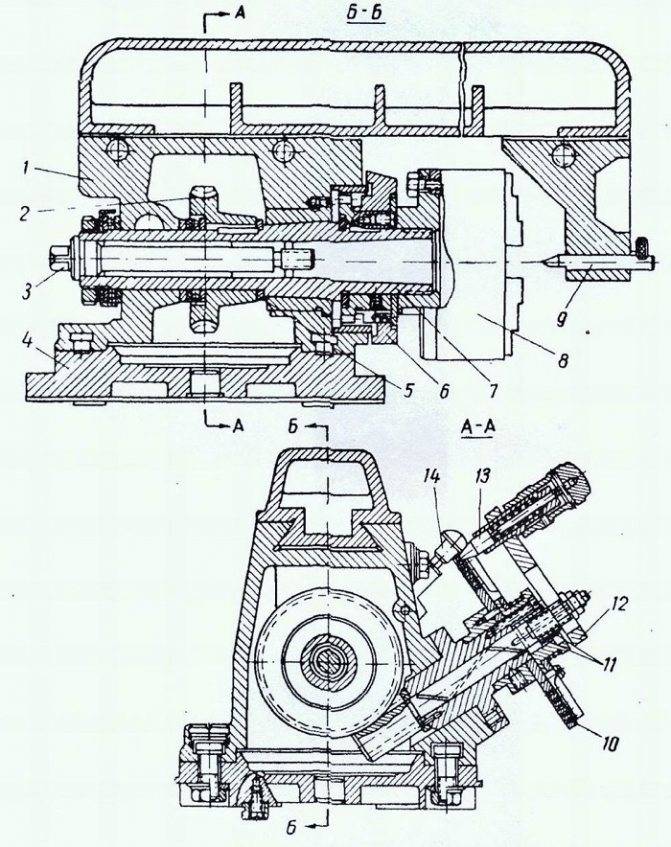
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Методы деления
Угловое смещение заготовок осуществляется методами:
- Непосредственное деление. Производится визуально по оптическому устройству без использования промежуточных механизмов.
- Простое деление. Осуществляется неподвижным диском УДГ. Характеризуется обширной областью применения.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод применим на УДГ, которые имеют комплект сменных зубчатых колёс.
- Непрерывный метод реализуется оптическими и универсальными головками, имеющими кинематическую связь между шпинделем и винтом продольной подачи станка.
Виды расточных головок

Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
Рассмотрим их подробнее.
Головки с ручной подачей
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей

Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.










По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Какие есть, виды?
Приспособления с ЧПУ устанавливаются на оборудование с программным управлением. Это может быть фрезерный станок, токарный, карусельный и другие агрегаты с неподвижно расположенными резцами.
На фрезерное оборудование ЧПУ устанавливают узлы:
- револьверные;
- угловые;
- расточные;
- делительные;
- универсальные.
Револьверные головки имеют несколько шпинделей, вращающихся от одного привода. Фрезы и сверла поочередно обрабатывают деталь под разными углами, фрезеруя ее, производя выборку сложных пазов и канавок, сверление отверстий и расточку. Устанавливаются револьверные устройства на станки с ЧПУ:
фрезерные;
токарные;
универсальные.
На токарные агрегаты для выполнения фрезерных работ устанавливаются на корпусе суппорта приспособления с независимым приводом. Они используются в случае, когда необходимо сделать ровную выборку на цилиндрической поверхности, вырезать паз, просверлить отверстие, выполнить другую обработку. Привод узла подключается к системе ЧПУ и управляется программой.

Одношпиндельные головки ставятся на карусельные, расточные и долбежные станки, когда необходимо произвести вырезку паза, быструю обдирку наружной поверхности, сверловку и шлифовку. Приспособление крепится вместо резца, подключается к источнику питания и системе программного управления.
Важно!
На универсальных токарных станках с ЧПУ приспособление может иметь револьверную головку на 6 или 8 шпинделей. Инструмент меняется и подается автоматически в процессе обработки детали. На таком оборудовании производится полный цикл изготовления сложных по форме деталей.
Угловые приспособления созданы для изменения угла расположения фрезы. Они устанавливаются в основном на механические агрегаты и увеличивают количество обрабатываемых плоскостей.
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
Самодельная делительная головка
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки.
Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска.
Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве.
Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо; также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров
Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.

![§ 17. делительные головки [1968 орнис н.м. - основы механической обработки металлов]](https://metallcore.ru/wp-content/uploads/8/c/4/8c448b10dce7359ca540c3480331a2ee.jpeg)







ТТХ
Отличие оснастки ЧПУ от механизмов с ручной подачей, в наличии независимого привода и подключения к электронной системе станка.
К тактико-техническим характеристикам приспособления относятся:
- мощность двигателя;
- частота вращения шпинделя;
- тип хвостовика и его размер;
- автоподача инструмента;
- размер радиального смещения резца;
- угол наклона хвостовика инструмента относительно оси шпинделя.
Для расточных головок в характеристиках указывается максимальный диаметр обработки. Размер рабочей части приспособления определяет минимальный размер отверстия, в которое сможет войти инструмент.
Важно!
Для фрезерных головок ЧПУ указывается максимальная подача и толщина снимаемой стружки за один проход, в зависимости от марки обрабатываемого металла.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Исполняемые переходы связаны с видом агрегата и свойствами, устанавливают зависимо от градуирования. К примеру, для узлов 7/8 уровня применяются нормы ГОСТ1758, а для узлов 9 уровня – ГОСТ1643.
Если же речь идёт о самодельных аппаратах, основная конфигурация головы в расчёте угла части поделённого круга. За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
делят целый диаметр круга на нужное число частей;

рассчитывают синус угла, вышедшего в итоге подсчёта;

вращают диск агрегата на это значение;

иммобилизируют корпус ручкой и ставят инструмент в рабочее положение.

Формула для подсчёта необходимого угла обыкновенно имеется в руководстве изготовителя. Затем элемент, который будут фрезеровать, располагают на оправе, и подавая его в продольной плоскости, делают необходимое действие.
Размер подачи связан с типом обработки: к примеру, для образования зуба он равняется дистанции меж соседними зубьями. Для увеличения эффективности, после этого процесса совершается убыстрённое возвращение поверхности с деталью в начальную позицию. Фиксация по отверстию, подобранному в мерительном диске, исполняется благодаря пружинам.
Republished by Blog Post Promoter
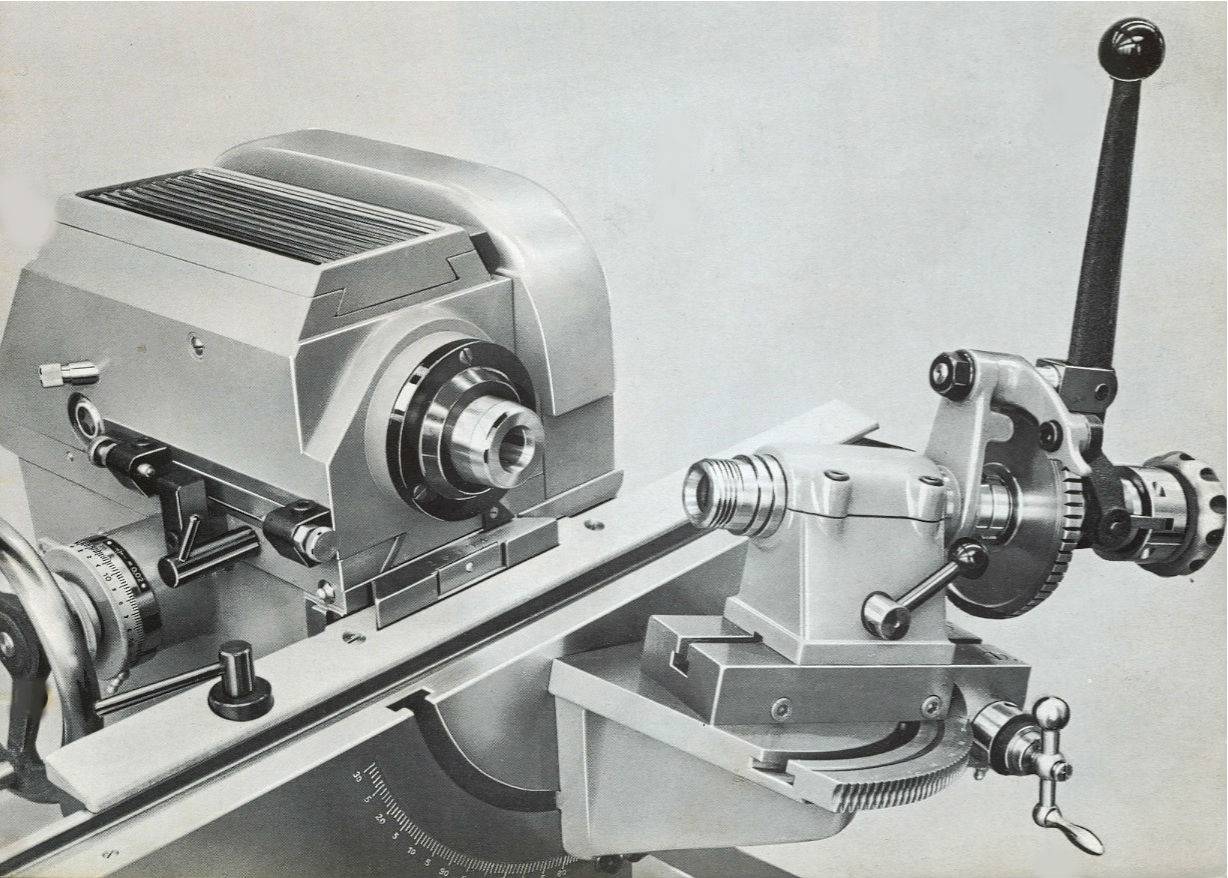
Назначение делительной головки
Делительная головка используется для поворота заготовки под определённым углом – для этих целей делительная головка снабжена специальным механизмом, неотъемлемой частью которого является высокоточная поворотная шкала.
Делительные головки применяются для фрезерования шестигранников, нарезания зубьев шестерёнчатых колёс, изготовления спиральных канавок и проведения подобных им операций резанья. Для осуществления сложных металлорежущих процессов, предусматривающих беспрерывное вращение заготовки, выполняется согласование вращения головки с продольной подачей суппорта.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки. Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью. Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя
В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет. В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Виды и использование делительных головок для фрезерного станка
Делительная фреза – это добавочное снабжение, увеличивающее возможности станка при обращении с металлом. Во-первых, она используется для создания разных инструментов. Используют ее, при деятельности с деталями автомобилей — звезды, зубчатые колеса.








Применение данного агрегата даёт возможность нарезать пазы на обособленных плоскостях, обделывать края, создавать грани у метизов, и прочие техоперации. При исполнении деятельности на фрезерном станке применяется вертикальная фреза с аналогичным размещением шпинделя.
Функции
Делительная голова, создаваемая для устройства – агрегат горизонтального вида, может применяться для расточно-координатных агрегатов. Цель этого агрегата в циклическом вращении детали. Возможно описать следующие моменты:
Вращение совершается на одинаковый или неодинаковый угол. Этот показатель ставится с большой точностью. Применяется делительная голова для резки зубьев, порезки канавок, многоугольников и прочих объектов. Применять данный элемент возможно, чтобы значительно сделать больше функции станка. Без специализированного инструмента невозможно произвести деление с большой точностью. Фиксирование заготовок производится в патроне. Когда длина довольно большая, то фиксирование производится применением задней бабы
Необходимо принять во внимание корректное позиционирование заготовки с небольшой вероятностью погрешности от изначальной нормы. Данный агрегат применяется в течение следующих лет
Классификация снабжения, применяемого для монтажа угла
Процесс может состояться при применении приведенных ниже видов устройства:
- универсальные способы выполнения;
- упрощенные конструкции;
- оптический вид, который применяется для исполнения особенно точной деятельности.
Приведенную выше классификацию необходимо принять во внимание при обсуждении конструкций, которые увеличивают функции станка. Часто деление происходит данным агрегатом, универсальные способы выполнения применяются достаточно часто. Деление с помощью фрезы производится различными способами, среди которых заметим:
Деление с помощью фрезы производится различными способами, среди которых заметим:
- Непосредственное производится без использования промежуточного устройства. Для этого применяется агрегат с обычным оптическим делением.
- Пользуются простым достаточно часто, при нём применяется иммобилизированный диск. Данный способ нарезки производится применяя УДГ, что увеличивает сферу использования.
- Комбинированное производится с применением головки.
- Дифференциальный способ производится на обычных делительных головах, у которых добавочный комплекс заменных колес.
- Дискретный способ воплощается оптическими и универсальными головами, у которых связь кинематического свойства меж рукояткой и шпинделем продольной подачи станка.
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План дифделения:
План на нарезку винтовых канавок:
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.





