Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
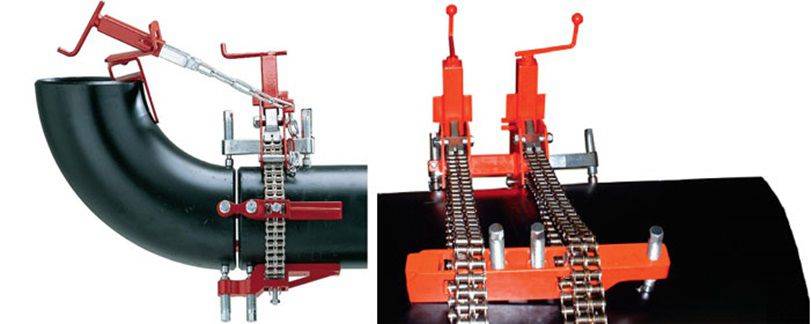
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
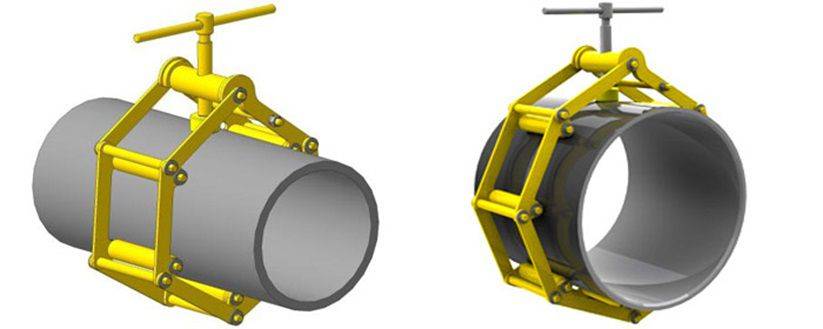
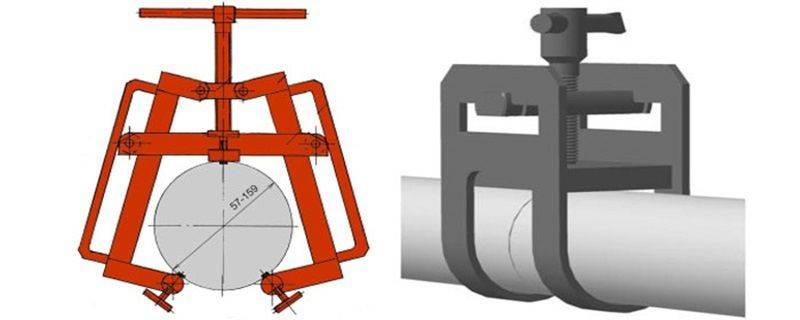
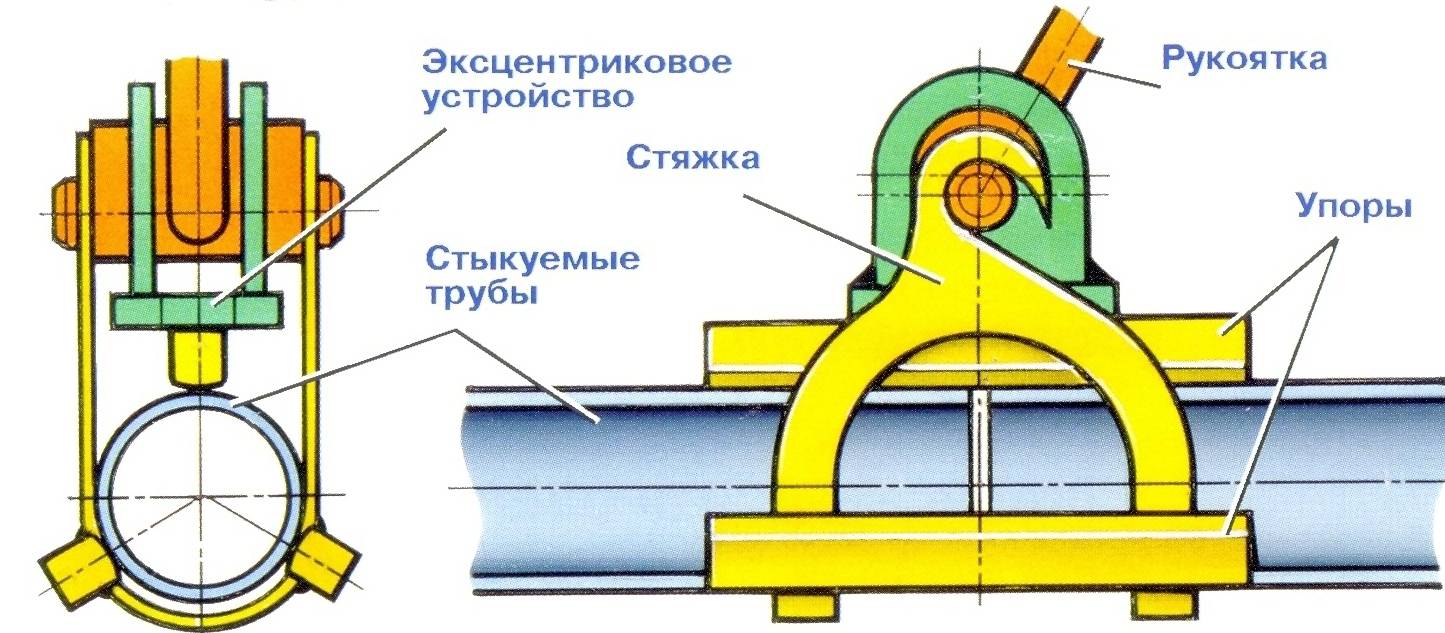
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
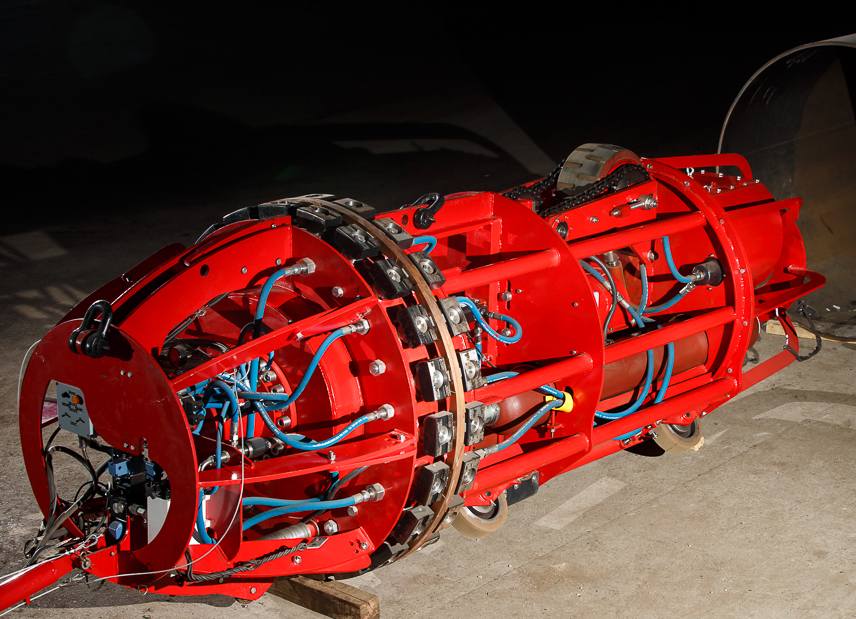
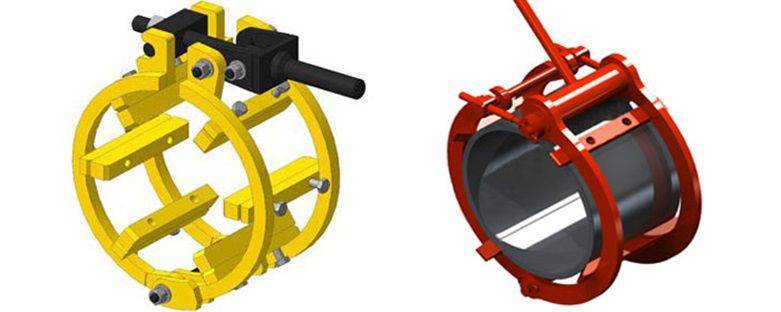
Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.
Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.
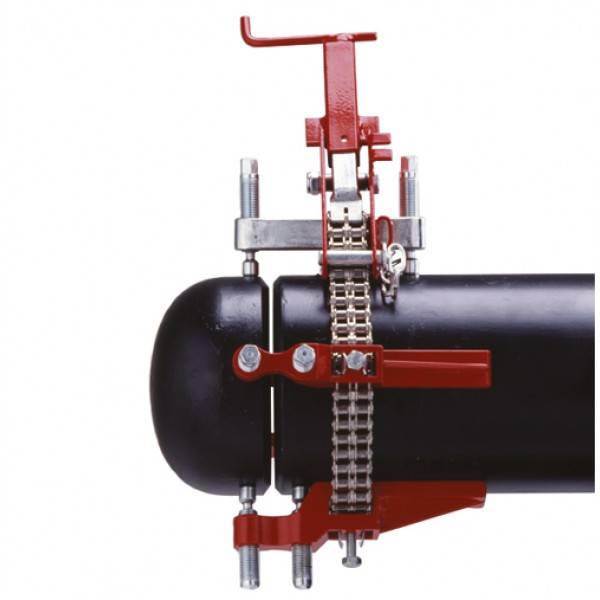
Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.
Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.
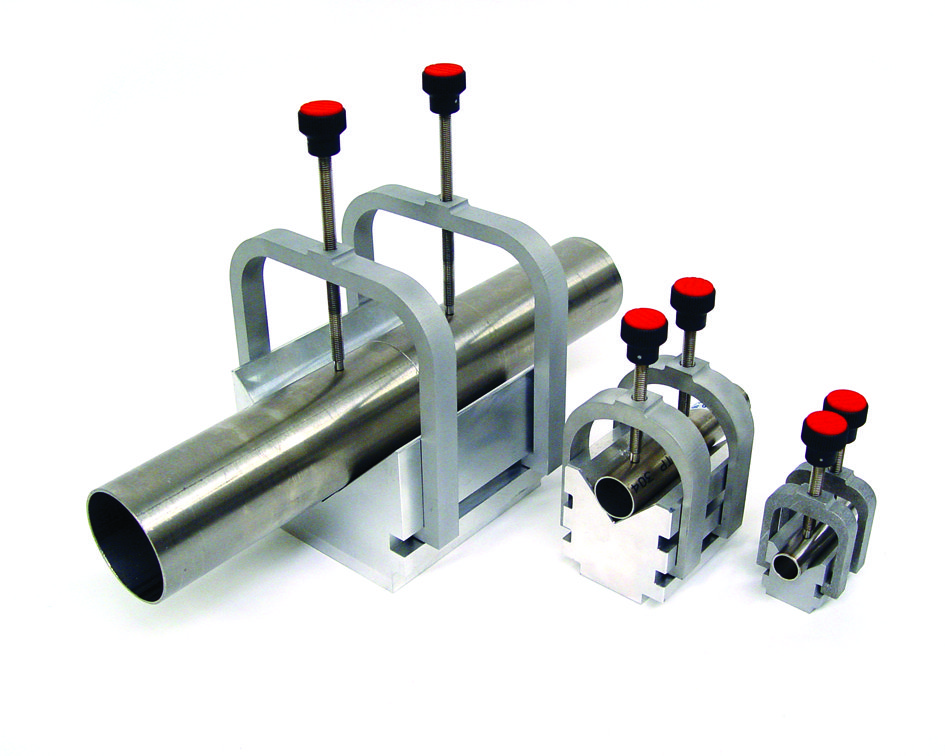
Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.
Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные
– очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть – захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации. - Эксцентриковые
– по конструкции фактически совпадают с арочными, но имеют существенное дополнение – эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта. - Цепные
– основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев. - Арочные
– простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра
. Многозвенные
– конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров
.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
- Если объем предполагаемых работ небольшой, то наружный центратор выгоднее сделать своими силами. Это не потребует редких материалов и особых навыков. Нужна лишь обычная слесарная мастерская.
- Какой бы тип центратора не применялся – наружный или внутренний, но всегда нужно осуществлять воздушное охлаждение свариваемых труб изнутри. Это делается особыми вентиляторными установками. В комплект поставки центраторов они не входят.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм.
Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах.









По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев).
Наружные и внутренние центраторы
 Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения – некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми – тогда стоимость устройства будет оправданна полученным результатом.
Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения – некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми – тогда стоимость устройства будет оправданна полученным результатом.
Наружный центратор
 Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров
Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров
. На приводимом в статье видео можно в подробностях ознакомиться со всеми нюансами работы с этим видом центратора.
Внутренний центратор
 Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров
Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров
). Его основное преимущество – возможность непрерывной работы сварщика и гарантия от прогиба стенок трубы.
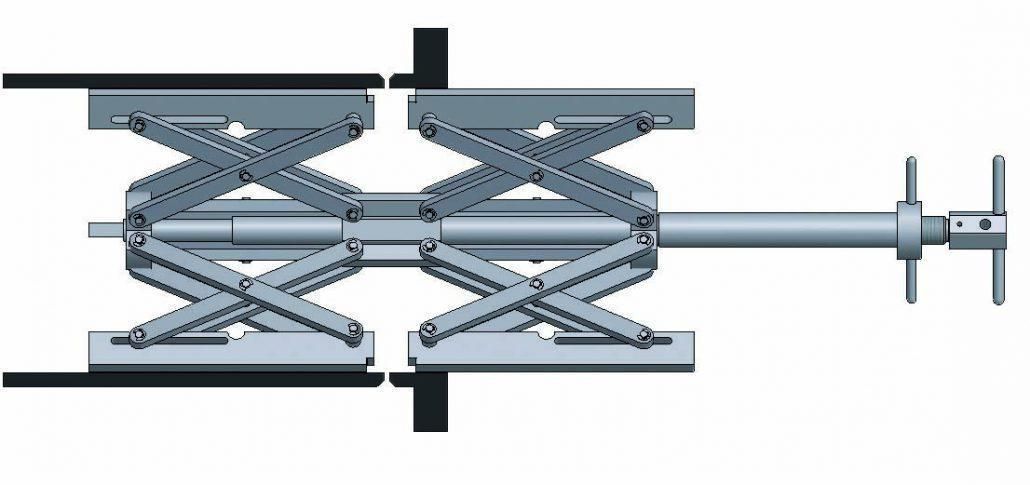
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.
Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.

ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.









Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.

Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.


Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Источник
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Центратор звенный наружный типа ЦЗН, Центратор наружный эксцентриковый типа ЦНЭ, Центратор звенный универсальный типа ЦЗУ(ЦЗА), Центратор звенный наружный гидрофицированный типа ЦЗН-Г, Центратор наружный с гидродомкратом типа ЦНГ.
Звенный наружный центратор для труб применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром 20 мм по 2020 мм.
Наружный центратор для труб стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Наружный центратор эксцентриковый применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром от 57 мм до 426 мм.
ЦНЭ центратор эксцентриковый стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Звенный наружный центратор гидрофицированный типа ЦЗН-Г с (гидродомкратом) для труб диаметром от 530 мм до 1720 мм. Центратор ЦЗН-Г с дополнительным гидродомкратом применяется для стяжки симметричного смещения торцов стального трубопровода, как в полевых условиях, так и в условиях промышленных предприятий.
Гидрофицированный центратор ЦЗН-Г, в отличии от обычного центратор ЦЗН, имеет гидродомкрат, тем самым доказывает свою повышенную эффективность при формировании стыков стальных труб.
Разъемный центратор гидравлический применяются в строительстве нефтегазовой отрасли для центровки труб (обечаек) диаметром от 426 мм до 1720 мм.Центратор ЦНГ Уникален тем, что в рабочем состоянии сварщик может варить стык трубопровода непрерывно, так как в центраторе предусмотрены пазы для прохождения электрода.
Центратор универсальный для труб ЦЗН-У-это специализированное оборудование, основным предназначением которого, как это видно из его наименования, является центровка труб различных диаметров.
Применение центраторов универсальных позволяет не просто качественно соединить трубы по их сварным швам, но и сделать это таким образом, чтобы полученная в итоге конструкция была идеально ровной, что позволило бы избежать утечке топлива. Центратор универсальный для труб представляет собой разборную конструкцию, состоящую из несколько звеньев. Благодаря этому, его можно применять для труб различного диаметра -от 530 до 1420 миллиметров. В случае, если диаметр трубы не имеет постоянной длинны, отдельные звенья можно регулировать, меняя непосредственно их длину.
ПСТ предназначены для подогрева стыков труб перед их сваркой при строительстве трубопроводов диаметром от 219 до 1420 мм. При заказе подогревателей указывают его тип и диаметр трубопровода.
ПСТ соответствуют требованиям технической документации.
Использование любых фото, видео и текстовых материалов с данного сайта без официального разрешения владельца запрещено!


Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос