

Условные обозначения
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Особенности термической обработки
Результатом высокотемпературной обработки быстрорежущих сталей становится изменение структуры материала для получения определенных физико-механических свойств, требуемых при работе с данным инструментом.
Отжиг
HSS-сталь после процесса прокатки и ковки приобретает повышенную твердость и внутреннее напряжение. В связи с этим заготовки предварительно подвергаются отжигу. Отжиг снимает внутреннее напряжение материала, улучшает обрабатываемость и подготавливает ее для закалки.
Процесс отжига происходит при температуре около 850-900оС. Тем не менее следует опасаться излишнего повышения температуры и длительности выдержки, потому что сталь при этом может получить повышенную твердость. В связи с пониженной теплопроводностью сплава нагрев осуществляется медленно и равномерно.
Изделия загружают в печь при температуре 200-300оС, при этом увеличивают последующий нагрев со скоростью 150-200о/час. Процесс оканчивается медленным охлаждением: сначала в печи до 650оС, а затем до комнатной температуры на открытом воздухе.
Машиностроительные заводы небольшое количество заготовок подвергают изотермическому отжигу. Их нагревают до 880-900оС короткое время, а затем переносят в печь с температурой не выше 720-730оС на 2-3 часа. Для защиты от появления излишних внутренних напряжений заготовки охлаждают в печи до 400-450оС, а затем оставляют на открытом воздухе.
Обычный отжиг длится дольше, чем изотермический процесс. В последующем заготовки проходят механическую обработку, а затем инструмент подвергается окончательному процессу термической обработки — закалке и отпуску.

Закалка
Инструменты, выполненные из быстрорежущей стали, подвергаются закаливанию при температурах свыше 1300оС. После процесса закалки происходит многократный отпуск при 550-560оС. Такая температура необходима для растворения в аустените большого количества карбидов для получения высоколегированного аустенита.
При дальнейшем охлаждении получается высоколегированный мартенсит, который содержит большое количество вольфрама, ванадия и хрома. Мартенсит не распадается во время нагрева до 600оС, что придает быстрорежущей стали красностойкость.
Для получения высоких показателей красностойкости температура во время закалки должна быть очень высокой. Однако есть предел, при повышении которого в быстрорежущей стали начинается быстрый рост зерна и происходит оплавление.
Отпуск
Закаленная быстрорежущая сталь в обязательном порядке проходит процесс отпуска. При температуре 550-560оС проводится многократный процесс с промежутками по 1 часу. Цель отпуска заключается в превращении аустенита в мартенсит. Быстрорежущая сталь проходит два внутренних процесса:
- При нагревании и последующем отпуске из остаточного аустенита выделяется измельченный карбид. Вследствие чего легирование аустенита понижается, что способствует легкому превращению в мартенсит.
- Во время охлаждения при 100-200оС получается мартенсит. При этом также снимается внутреннее напряжение, возникшее при закалке.
В наше время чаще всего на заводах применяют процесс ускоренного отпуска стали, который проходит при повышенных температурах.

Как точить изделия из быстрореза

Даже быстрорез сталь подвержена износу и затуплению, не смотря на внушающие прочностные показатели. Если учитывать сведения о применении и свойствах данных сплавов, то можно смело утверждать, что заточить их при помощи шлифовальных кругов из электрокорунда не выйдет – поверхность после такой обработки всё равно остаётся шероховатой, а режущие качества не улучшаются. Что тогда говорить о ручной заточке?
Самым правильным вариантом будет отдать изделие на заточку в специализированную мастерскую, которая имеет в своём распоряжении круги из эльбора. Иметь подобные машины в своём гараже – непозволительная роскошь и просто не целесообразно. Лучше не пробовать проводить затачивание в гаражных условиях, так как есть шанс повредить инструмент до степени невозврата в первоначальное состояние.
Основные виды
Такой вид материалов подразделяется на такие три основные категории:
- инструментальные углеродистые стали;
- легированные инструментальные стали;
- быстрорежущие.
Все они производятся согласно установленному ГОСТу.
Углеродистые виды материала во время нагревания теряют свою прочность, соответственно, их используют для производства инструментов, которые работают на малых скоростях или при простых условиях резания, когда температура нагревания составляет не больше 200 градусов.
Преимущественно их применяют для производства:
- напильников;
- сверл;
- разверток;
- метчиков и не только.
Поскольку углеродистая инструментальная сталь обладает низкими показателями свариваемости, ее не используют при изготовлении сварных конструкций.
В зависимости от процентного соотношения содержания в материале углерода, марганца, кремния, серы и других элементов он подразделяется на такие марки, как:
- У7;
- У8;
- У8Г;
- У10 и прочие.
Легированные материалы и их маркировка
Легированные материалы в составе дополнительно содержат следующие элементы:
- никель;
- медь;
- марганец и т. д.
Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
При маркировке легированной стали на первом месте стоит количество углерода, которое равно десятым долям процента. Например, марка 6ХС содержит углерод в количестве 0,6%, а также по одному проценту кремния и хрома.










Инструментальные легированные стали преимущественно используются для производства штамповых или режущих инструментов, к ним относят:
- плашки;
- метчики;
- развертки;
- сверла;
- фрезы и не только.
Как и углеродистые стали, легированные материалы тоже непригодны для производства сварных конструкций.
Быстрорежущие стали
Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Доля хрома в быстрорежущей стали при маркировке не указывается, также отсутствует указание массовой доли молибдена, если она не превышает отметку в один процент.
Такие виды материалов оптимально подходят для производства режущих инструментов, которые от трения нагреваются до температуры от 600 до 6500 градусов. При этом они не будут деформироваться, и терять свою твердость. Данный вид изделий хорошо поддается свариванию посредством стыковой электросварки со сталью таких марок, как 45 и 40Х.
Маркировка HSS-сверл, их виды и отечественные аналоги
Все сверла, изготовленные на основе HSS-стали, имеют соответствующую маркировку. Существуют три разновидности этой стали.
Вольфрамовая (T1–T15).
Молибденовая (М1–М36).
Высоколегированная (М41–М62).
Вольфрамовые HSS-сверла
Из этой группы максимально широкое распространение получили сверла, изготовленные из четырех типов сталей.
T1 (отечественный аналог — Р18). Из этой HSS-стали (18 % вольфрама) с высокими характеристиками (шлифуемость, прочность и износостойкость) изготавливают сверла и иные инструменты общего назначения. Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей.
T2 (отечественный аналог — Р18Ф2). Сплав содержит 2 % ванадия. Его используют для изготовления чистовых и получистовых сверл, предназначенных для обработки среднелегированных конструкционных сталей.
T3 (отечественный аналог — Р18K5Ф2). Сплав содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия. Такие инструменты отличаются повышенными вторичной твердостью и износостойкостью, но имеют низкую шлифуемость. Сверла этого типа лучше всего подходят для обработки заготовок из высокопрочных, коррозионностойких и жаропрочных сталей и сплавов.
T15 (отечественный аналог — Р12Ф5К5). Эта маркировка на HSS-сверлах означает, что в сплав кроме 12 % вольфрама добавлены ванадий (5 %) и кобальт (5 %). Эти инструменты отличаются высокими прочностью, вязкостью и износостойкостью. Их используют при сверлении труднообрабатываемых материалов.

Изображение №1: состав вольфрамовых HSS-сталей
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
вольфрам,
кобальт;
ванадий;
углерод;
и иные компоненты.
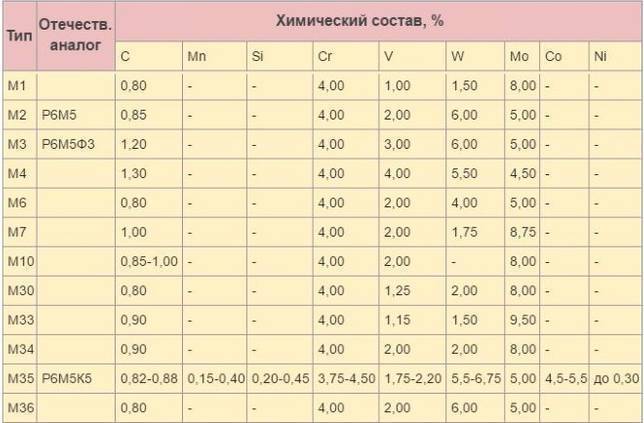
Изображение №2: состав молибденовых HSS-сталей
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
-
M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.










Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.

Изображение №3: состав высоколегированных HSS-сталей
M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Это интересно: Сварка нержавейки в домашних условиях: варианты, советы, видео
Характеристики быстрорежущих сталей
Быстрорежущие сплавы появились относительно недавно. До их появления для обточки изделий из дерева или цветных металлов применялись обычные стальные резцы, при использовании которых возникали некоторые трудности. Они имели очень маленький срок службы ввиду быстрого износа и сильно нагревались, из-за чего работы на больших скоростях делалась невозможной.
Проблема была решена в 1858 году после получения сплава, в котором как основные легирующие добавки были использованы вольфрам и марганец. В течение последующих десятилетий методом многочисленных экспериментов было получено несколько видов сверхпрочных металлов, которые позволили значительно увеличить скорость и продуктивность металлорежущих станков.
К категории быстрорежущих сталей относят большую группу сплавов, в составе которых имеются легирующие элементы, позволяющие добиваться стойкости к износу и сильному нагреванию. От обычных углеродистых сплавов их отличает высокий показатель прочности, который позволяет использовать инструменты из них для обработки твёрдых материалов.
Клинок из быстрореза.
Быстрорезы имеют ряд примечательных характеристик, по которым их можно отличить от других марок сталей, к ним относят следующие:
- Сохранение твёрдости при высоких температурах, так называемая горяча твёрдость. Любые предметы при трении нагреваются. Температура режущего инструмента, работающего на огромных оборотах, увеличивается очень быстро до высоких показателей. Обычные стали при таком нагреве подвергаются отпуску, из-за чего теряют свои рабочие свойства. Быстрорежущая сталь не подвергается подобным процессам, так как её состав позволяет ей выдерживать температуру до 6000 градусов Цельсия без потери прочности.
- Высокая красностойкость – параметр сплава, характеризующийся временным промежутком, в течение которого он способен работать при высокой температуре без потери первоначальных свойств.
- Сопротивление разрушительным процессам. Помимо стойкости к сильному нагреву быстрорезы должны иметь повышенные механические показатели, в сравнении с обычными металлами. Инструменты из таких сплавов даже под высоким давлением не крошатся и не переламываются, за счёт чего активно применяются для изготовления свёрл и резцов.
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация. При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей. Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью. Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна. После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводностистали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточногоаустенита, однако полностью избавиться от него не получается.
Методы производства и обработки
Несмотря на то, что значительную часть продукции быстрорежущих сталей по-прежнему производят прокаткой, более перспективным выглядит применение порошковой металлургии. Она позволяет получать детали с равномерным распределением карбидов и, следовательно, с изотропными механическими свойствами. Основным недостатком этого метода производства является его малая чувствительность к параметрам спекания, таким как температура и атмосфера. Более того, оптимальные условия определяются составом быстрорезов, при этом содержание углерода особенно сильно влияет на развитие микроструктуры и температуру спекания, причём содержание углерода и кислорода в исходном материале в процессе спекания претерпевает значительные изменения.
Критическая зависимость свойств HSS-сталей от содержания углерода привела к разработке метода компенсации потерь углерода во время производства. Было обнаружено, что наиболее надежный способ получения хороших результатов заключается в смешивании элементарного углерода (графита) с металлом, поскольку было продемонстрировано, что этот процесс может не только изменить состав, но и улучшить кинетику спекания.
Спекание происходит с помощью процесса суперсолидусного жидкофазного процесса, который позволяет достичь почти полной плотности полуфабриката
Важное отличие процесса от традиционного жидкофазного спекания заключается в том, что в первом случае жидкий расплав концентрируется не только на межчастичных границах, но также на границах зёрен, и внутри них.. Высокие механические свойства и однородная микроструктура, полученные с помощью методов порошковой металлургии, а также возможность легко достичь почти полной плотности за счет точного контроля состава, температуры и атмосферы определяют широкие перспективы данного метода для производства HSS-сталей. Кроме того, для получения практически точных заготовок, используется литьё под давлением
Оно позволяет избежать дорогостоящих операций механической обработки
Кроме того, для получения практически точных заготовок, используется литьё под давлением. Оно позволяет избежать дорогостоящих операций механической обработки.
Высокие механические свойства и однородная микроструктура, полученные с помощью методов порошковой металлургии, а также возможность легко достичь почти полной плотности за счет точного контроля состава, температуры и атмосферы определяют широкие перспективы данного метода для производства HSS-сталей. Кроме того, для получения практически точных заготовок, используется литьё под давлением. Оно позволяет избежать дорогостоящих операций механической обработки.
https://youtube.com/watch?v=K_reer6zVM8
Основные характеристики
К виду рапидных сталей относят сплавы металлов, в которые добавлены дополнительные вещества, улучшающие их химические и физические свойства. Благодаря этому сплав металла становится крепким, износостойким, не способным контактировать с кислородом и покрываться ржавчиной. Быстрорежущая сталь Р6М5 отличается от обычных углеродных сплавов тем, что она может обрабатывать любой твердый материал на высокой скорости, обладая хорошей износостойкостью.

Микроструктура стали Р6М5
Она обладает уникальными свойствами, которые позволяют изготавливать такие инструменты, как фрезы, метчики или развертки. Изготовленные из этого сплава, они будут служить владельцу верой и правдой очень долго.
А к наиболее известным и характеристикам стали марки Р6М5 относятся:
- Твердость стали марки Р6М5 при нагреве. Обычно другие сплавы при длительном и безостановочном бурении, начинают нагреваться, а с повышением температуры, как известно, металл начинается размягчаться. И сверло теряет свои способности и становится хрупким. Эта же быстрорежущая сталь способна нагреваться до 6000 °С, сохраняя свои начальные свойства и не теряя крепости.
- Повышенное сопротивление накаливанию при достаточно высоких температурах.
- Очень хорошо держит заточку.
- Имеет высокую вязкость.
- Отлично обрабатывается на шлифовальном оборудовании.
- Держит нагрузки от удара на отлично.










Характеристики стали Р6М5, перечисленные выше, делают сплав металлов незаменимым в строительстве.
Способы улучшения характеристик
Существующие недостатки быстрорезов – присутствие крупных избыточных карбидов, и, как следствие, повышенная хрупкость – предопределили необходимость улучшения свойств рассматриваемых материалов. В настоящее время поиски вариантов повышения эксплуатационных показателей ведётся по двум направлениям – оптимизации состава и разработки новых технологий термообработки.
В первом случае наиболее перспективным считается легирование кобальтом, вольфрамом и молибденом, с оптимизацией состава каждого из этих компонентов. Полученные стали (например, Р6М4К8Ф) характеризуются высокой твёрдостью, отличной красноломкостью, способности к ограниченной пластической деформации и хорошей ударной вязкостью.
Какая сталь – быстрорежущая? Та, что содержит повышенное количество вольфрама и карбидов. Поэтому концепция оптимального легирования предполагает:
Осторожность в использовании повышенного процента кремния, избыток которого снижает ударную вязкость.
Обязательное применение ванадия, который повышает стойкость при ударных нагрузках на инструмент.
Ограничение марганца, повышающего риск растрескивания при термообработке.
Использование молибдена, который улучшает механические показатели материала.
При разработке оптимальных режимов термообработки установлено следующее:
- Закалку и отпуск необходимо проводить в вакуумных печах с защищённой атмосферой;
- Исходная структура быстрорежущих сталей до термообработки должна представлять собой феррит+карбиды;
- Должна быть исключена возможность формирования крупной карбидной сетки, которая охрупчивает материал и снижает ударную вязкость.
- В процессе термообработки стали следует предварительно нагревать до 800°C, после чего охлаждать в печи со скоростью 15°C в час до 600 ° C, используя воздух в качестве охлаждающей среды.
Для достижения высокой ударной вязкости (при твёрдости 63 ± 1 HRC) перед окончательным нагревом материал предварительно нагревают в три этапа, до достижения температуры аустенитизации. Это уменьшает тепловые удары при посадке холодных заготовок в печь. Одновременно необходимо выравнивать уровни температуры на поверхности и в центе изделия. Уменьшение результирующих термических напряжений приводят к меньшим рискам с точки зрения растрескивания или искажения размеров заготовки.
Существует огромное количество различных металлов, которые обладают своими определенными достоинствами и недостатками. Быстрорежущие стали зачастую применяются для изготовления инструментов, которые должны обладать повышенной прочностью, некоторых ответственных деталей. Рассмотрим особенности этого сплава подробнее.
Трудности закалки быстрорежущей стали
Из-за такой особенности, как обезуглероживание, термообработка стали Р6М5 становится довольно проблематичной. Изначально сплав подвергают отпуску при температурах 200 и 300 градусов с выдержкой по одному часу. Затем металл проходит три этапа:
- нагревание до 690 °C происходи в течение 3 минут;
- аналогичное время сталь выдерживают при 860 °C;
- затем достигается температура в 1220 °C на протяжении 1,5 минут.
Для получения неравновесного состояния сталь остужают в селитре, масле и на воздухе. Затем применяется трёхразовый отпуск при температуре в 560 °C. Выдерживают в таком состоянии сплав на протяжении 1,5 часов.
Раскиление ванн бурой и фтористым магнием позволяет удержать кислород в составе металла. Легирующие элементы добавляются в процессе отпуска. Они создают карбиды, которые придают изделиям высокую прочность.
Предварительный отжиг является важнейшим этапом при изготовлении прочных сортов сплавов. Благодаря ему сталь избавляется от повышенной хрупкости и получает высокие прочные качества.





