

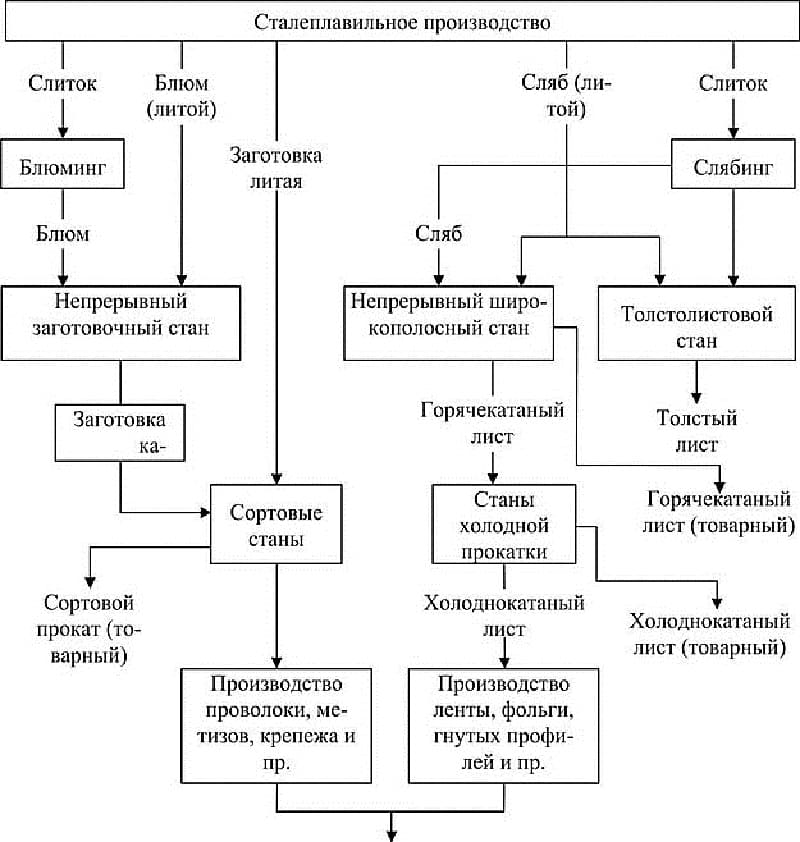
2 Первый этап прокатки стальных блюмов
Когда слитки поступают на обжимной станок из сталеплавильного цеха (а именно из его стрипперного участка), перед прокаткой их требуется обязательно прогреть. Данная операция выполняется в специальных нагревательных камерах, именуемых металлургами колодцами. В такие колодцы заготовки подаются в вертикальном положении клещевым колодцевым краном. Необходимость именно вертикальной подачи обусловлена двумя факторами:
- возможностью забирать слитки после прогрева все тем же краном (не нужно конструировать и вводить в процесс дополнительные машины и механизмы);
- достигаемой равномерностью нагрева стали.
В обжимном цехе может быть смонтирован один большой колодец, но чаще применяется схема с двумя камерами. На очень крупных металлургических предприятиях можно увидеть и больше колодцев, которые обычно объединяются в группы по 2–4 камеры.
Описываемые нами колодцы имеют садку от 100 до 200 тонн, относятся они к категории рекуперативных сооружений, которые подогреваются комбинацией коксового и доменного газа сверху либо снизу. В камеры следует подавать предварительно нагретые до 800–900 градусов заготовки. Если загружать колодцы холодным металлом, время на его подогрев в таких сооружениях значительно увеличивается (до 3 раз), что приводит к увеличению себестоимости металлургической продукции.
Снятие с железнодорожных платформ заготовок, поступающих из сталеплавильного цеха, их посадка в рекуперативные камеры, выемка из колодцев и загрузка в слитковоз осуществляется при помощи кранов мостового типа, которые способны работать с грузами до 50 тонн.
Использование
Блюминги
Блюминги являются частью русской культуры и традиционно используются для глотания водки. Они имеют дно, которое помогает удерживать лед и водку внутри сосуда. Чтобы воспользоваться блюмингом, необходимо налить в него водку, закусить соленым огурцом или селедкой, и глотать из сосуда, наклоняя его вверх губами до тех пор, пока содержимое не попадет в рот.
Блюминги используются на разных праздниках, таких как свадьбы, юбилеи, Новый год и другие праздники. Они могут быть изготовлены из разных материалов, таких как металл, стекло, сусальное золото, инкрустированные драгоценными камнями.
Слябинги
Слябинги – это широко используемые сосуды, применяемые для хранения, охлаждения и подачи пива. Они имеют форму кувшина с ручкой и широкой горловиной, что облегчает наливание напитка. Внутри слябинга находится специальный ледяной резервуар, который помогает сохранять пиво холодным и свежим. Слябинги могут быть изготовлены из таких материалов, как керамика, стекло или металл.
Слябинги используются в основном в ресторанах и пивных барах. Они могут иметь объем от нескольких стаканов до нескольких литров. При подаче пива в слябинге часто добавляют дополнительные элементы, такие как нарезанный лимон, лимонад, ягоды, а также украшения из зелени.
- Блюминги – подходят для употребления крепких спиртных напитков.
- Слябинги – используются для подачи пива.
Форма
Блюминги и слябинги: в чем различия?
Блюминги и слябинги — это разновидности керамических кружек для пива. Формы этих кружек отличаются друг от друга. Блюминги имеют форму стандартной кружки с ручкой. С латинского языка это слово переводится как «цветок», так как кружка напоминает раскрывающийся цветок.
Слябинги имеют форму более узкой и высокой кружки без ручки. На германском языке «слайб» означает «толпа людей». Благодаря своей форме слябинг легче прижимается к телу, что позволяет занимать меньше места в толпе.
Кроме того, форма кружки влияет на ее использование. Блюминги лучше подходят для питья традиционных светлых пив, в то время как слябинги идеальны для насыщенных баварских лагеров. Также заслуживает упоминания, что в слябинге легче сохранять температуру пива, чем в блюминге — ведь узкий дизайн сокращает область поверхности пива на воздухе, что помогает сохранить его прохладу.
- Блюминги — стандартная кружка с ручкой
- Слябинги — узкая высокая кружка без ручки
- Блюминги лучше для светлых пив, а слябинги для баварских лагеров
- Слябинги лучше сохраняют температуру пива
Начинаем с простого
В любом магазине вы всегда сможете приобрести уже готовые наборы для творчества. Но гораздо интереснее сделать все от начала до конца самому, а также придумать рисунок. От вас необходимы только усилия и терпение.
Материалы понадобятся следующие:
лист фольги или же банка алюминиевая; подложка под лист фольги
Важно: чем толще лист фольги, тем мягче должна быть подложка. В качестве подложки подойдет фетр, резина; для нанесения рисунка потребуется инструмент
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
Начнем изготовлять чеканку. Берем банку. Оба донышка отрезаем. Теперь разрезаем баночку с одного края и расправляем так, чтобы получился лист. Теперь линейкой расправляем краешки и обрезаем их. Не исключен вариант использования листа фольги.
Теперь кладем материал лицевой стороной вниз на подложку. Рисунок потом получится в зеркальном отображении. Теперь кладем трафарет на лист и с помощью инструмента продавливаем картинку. Можно продавливать либо сплошной линией, либо прерывистой. Теперь подобным образом вы можете сделать и рамку.
Это интересно: Блюминг — технология, применение, отличие от слябинга
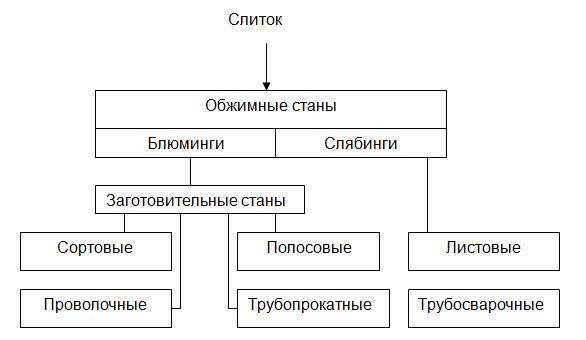
Блюминг или слябинг
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию. После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга. Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя
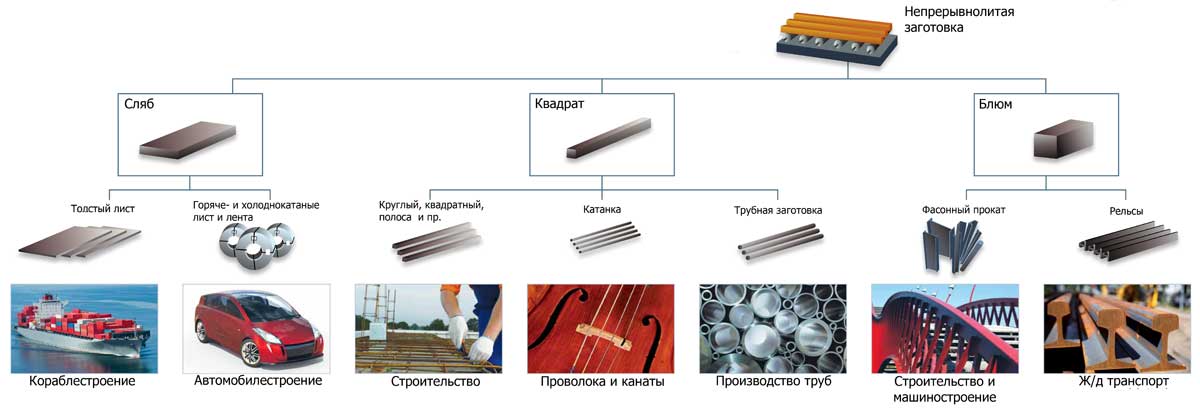
Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски. В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы
Происхождение названия
Название «блюминг» происходит от английского глагола «to bloom», что означает «цвести». Таким образом, этот термин отражает основную особенность напитка — его яркий цвет.
С другой стороны, «слябинг» — название водки с травами, происходит от германского слова «Schleife» — «петля». Это связано с традицией носить слябинги на поясе, как петлю. На Западе, кубковидная бутылка для слябинга стала символом немецкой культуры и традиций. В России, где слябинг стали производить в XIX веке, он назывался «кантаром».
Две эти напитка имеют разное происхождение и часто ассоциируются с разными культурами и традициями. Один — с благородством и романтикой Англии, а другой — с крепостным бытом России.
Слябинг
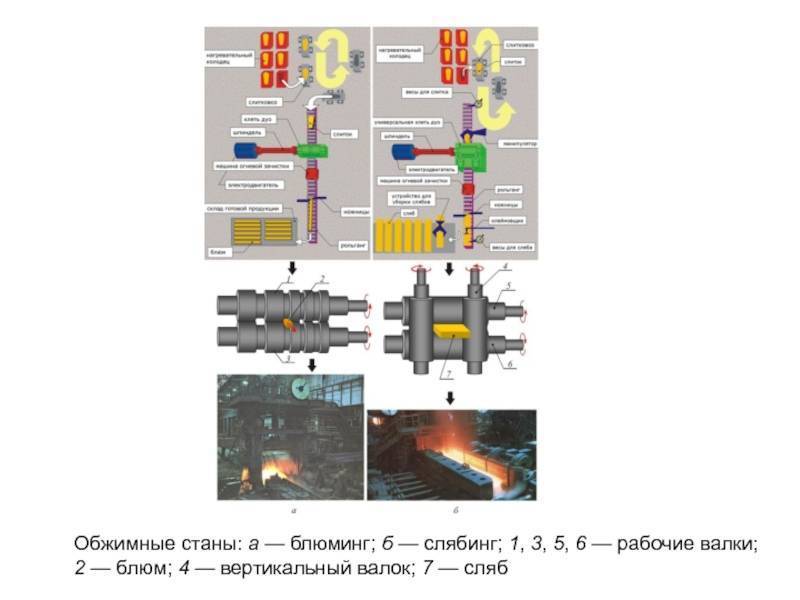
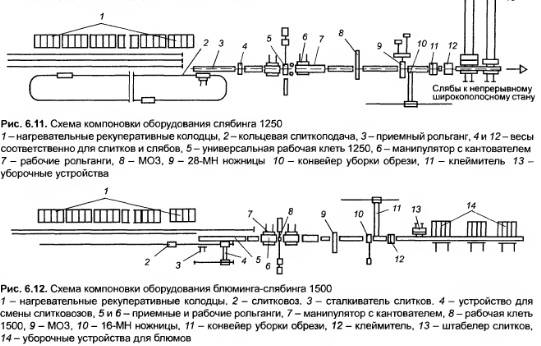
Слябинг – реверсивный стан горячего проката, имеющий в отличие от блюминга кроме основных рабочих и наиболее нагруженных горизонтальных валков еще и вертикальные валки, которые обжимают металл не только в вертикальном, но и в горизонтальном направлении.
Слябинги, кроме горизонтальных валков, имеют вертикальные валки для обжа-гия боковых кромок сляба.
Слябинг является универсальным реверсивным обжимным станом. При каждом проходе через клеть слиток деформируется одновременно горизонтальными и вертикальными валками. За обжим-ньш станом установлены ножницы, на которых обрезают толовную и заднюю части раската и разрезают раскат а слябы необходимой длины.
Слябинг требует применения сложного электрохозяйства и большого количества электрооборуд-ова н и я. В непосредственной близости к отдельным рабочим участкам слябинга размещаются посты управления для оперативного персонала участвующего в управлении процессом прокатного производства.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 m применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинги – это мощные универсальные реверсивные станы с диаметром горизонтальных валков более 1100 – 1200 мм и диаметром вертикальных валков 700 мм, служащие для прокатки слитков для листовых прямоугольных заготовок – слябов толщиной 75 – 300 мм и шириной 400 – 1600 мм. Для обжима небольших слитков до 2 т применяются обжимные трехвалковые станы с диаметром валков 750 – 850 мм.
Слябинг – обжимной прокатный стан для переработки крупных стальных слитков в слябы, отличающийся от блюминга наличием, кроме горизонтальных, еще и вертикальных валков для обжатия боковых кромок слитка. Сляб – полупродукт металлургического производства, предназначенный для производства листового проката и представляющий собой плоскую стальную заготовку прямоугольного сечения, Получаемую на установках непрерывной разливки стали или обжатием слитка на слябинге.
Слябинг № 2 характерен тем, что на нем в значительной мере упрощена кинематика наиболее ответственных механизмов за счет использования результатов достижений наших электромашиностроительных заводов.
Слябинг и цех горячей прокатки жестко связаны технологическим процессом ( и в связи с этим генеральным планом) и требуют сооружения отдельной ГПП.
Слябинги отличаются от блюмингов еще и тем, что в них имеются обычно с одной стороны рабочей клети ( реже – с обеих) вертикальные гладкие валки – так называемые эджеры.
Слябинги и блюминги выполняются обычно в виде одно-клетьевых дуо-реверсивных станов. Мощность электродвигателя в современных мощных обжимных станах достигает 7000 л. с. Для прокатки листов толщиной до 60 мм очень часто применяют одноклетьевые станы трио с качающимися или подъемными столами.
Слябингом называют реверсивный стан для прокатки слитков в слябы. Для обжатия боковых кромок слябинги, кроме горизонтальных, имеют еще и вертикальные валки. На слябингах прокатывают плоские слитки массой до 15 – 25 м и более в слябьг толщиной от 50 до 300 мм и шириной от 500 до 180.0 мм и более.
Слябингом называют обжимной стан, предназначенный для прокатки плоских слитков массой до 30 т в слябы толщиной до 250 мм и шириной до 1900 мм. Валки слябинга имеют гладкую бочку. Для обжатия слябов по кромкам с передней или задней стороны рабочей клети на расстоянии около 2 5 м от нее устанавливают клеть с вертикальными валками. Диаметр вертикальных валков 900 – 1000 мм, длина бочки около 2400 мм. Валки приводятся во вращение от реверсивного электродвигателя мощностью 2950 кет или от двух электродвигателей мощностью по 1450 кет каждый, с числом оборотов 0 – 60 – 150 в минуту.
Производительность слябинга – до 350 – 400 т за фактический час работы, или 2 0 – 2 3 млн. т в год слитков.






Производительность слябинга при благоприятном соотношении количества слябов различных размеров может доходить до 350 т, а при прокатке крупных слябов – до 500 т в час.
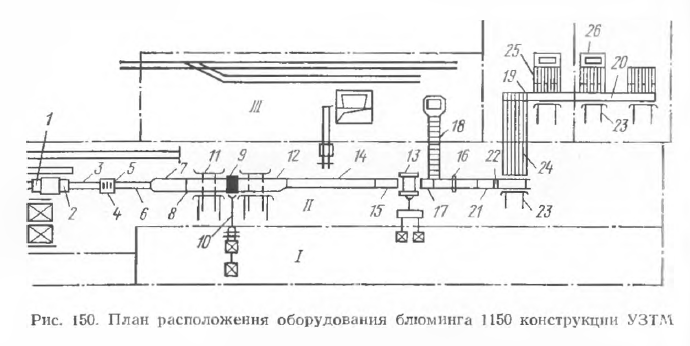
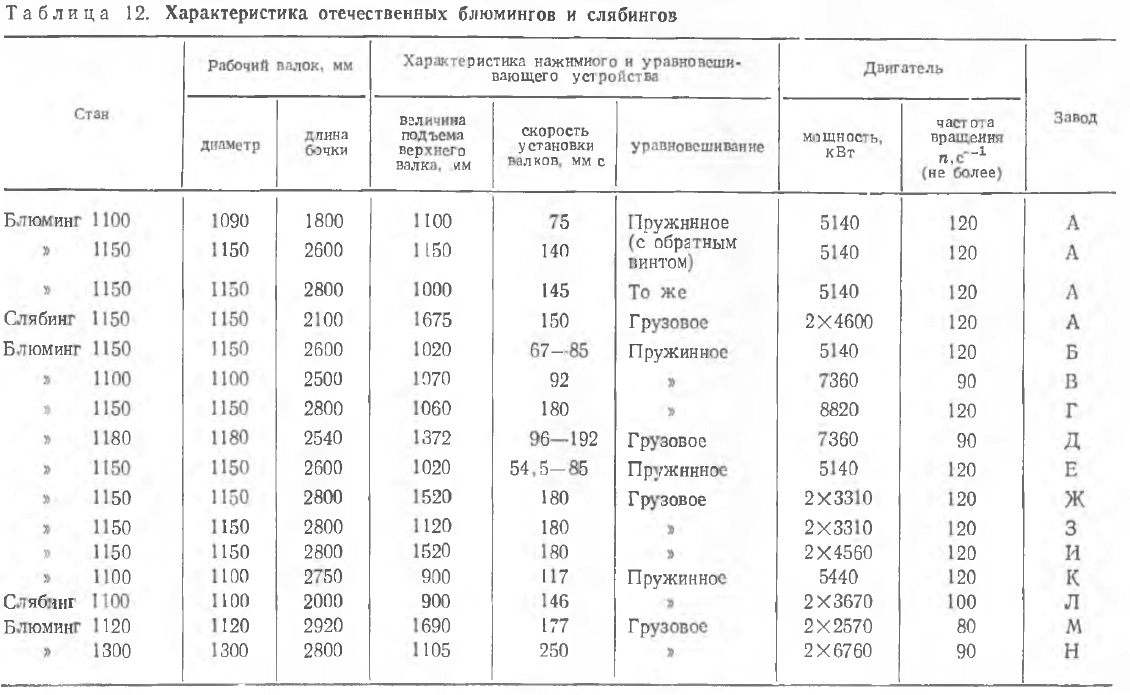
Блюминг 1150 конструкции УЗТМ
Уралмашзавод изготавливает блюминги 1150 для прокатки слитков массой 7—16 и 7—10 т. Средняя годовая производительность стана составляет до 3 млн. т по слиткам
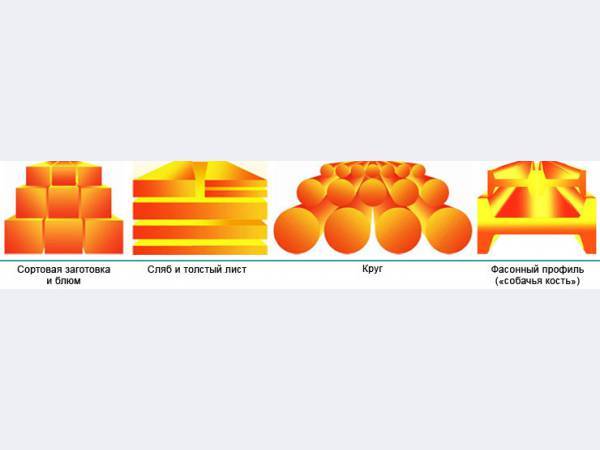
Сортамент готовой продукции следующий: блюмы сечением от 200×200 до 400×400 мм; слябы сечением 100÷250×600÷1550 мм (при максимальной массе слитков до 10 т); фасонные блюмы (для прокатки двутавровых балок с широкими полками) высотой до 350 мм, шириной до 550 мм и толщиной шейки 100 мм.
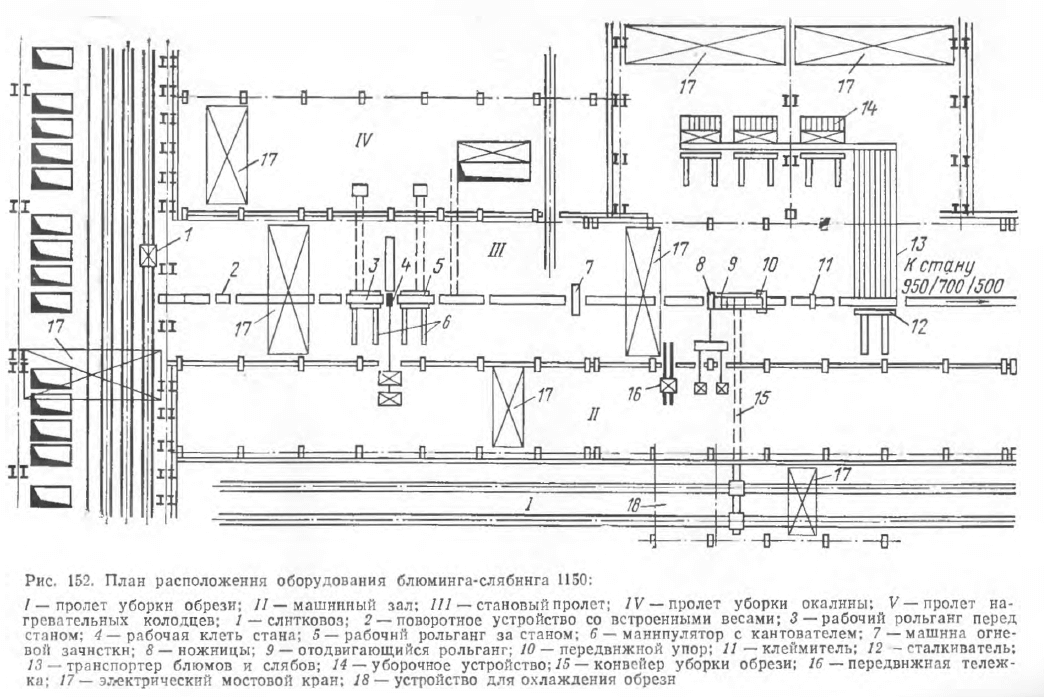
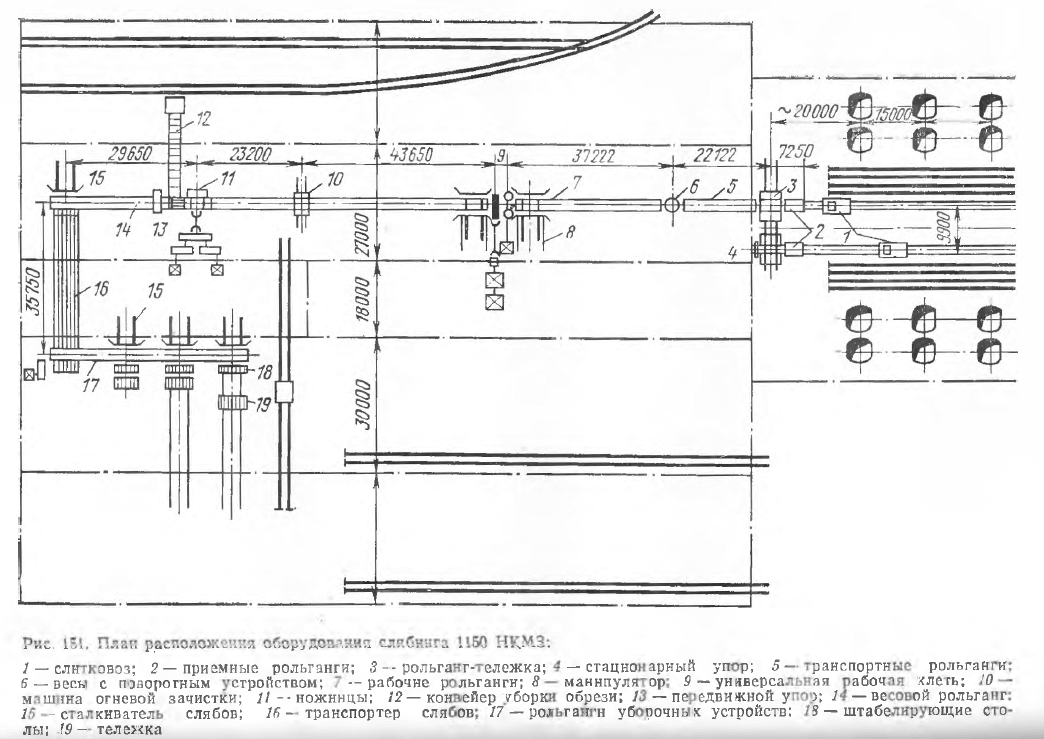
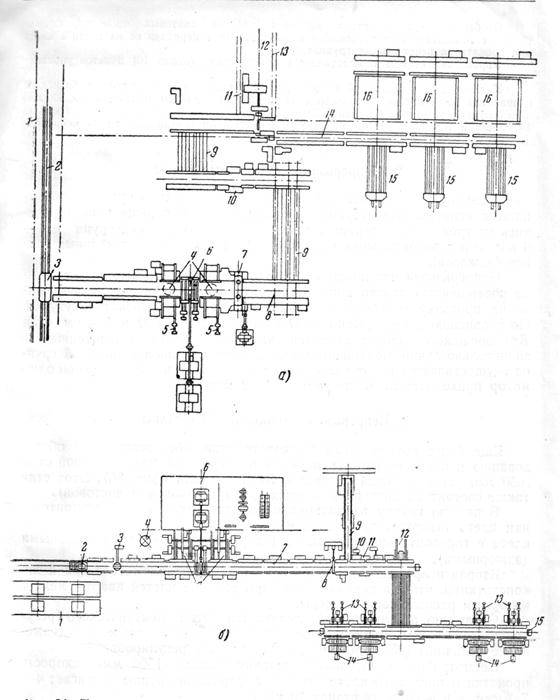
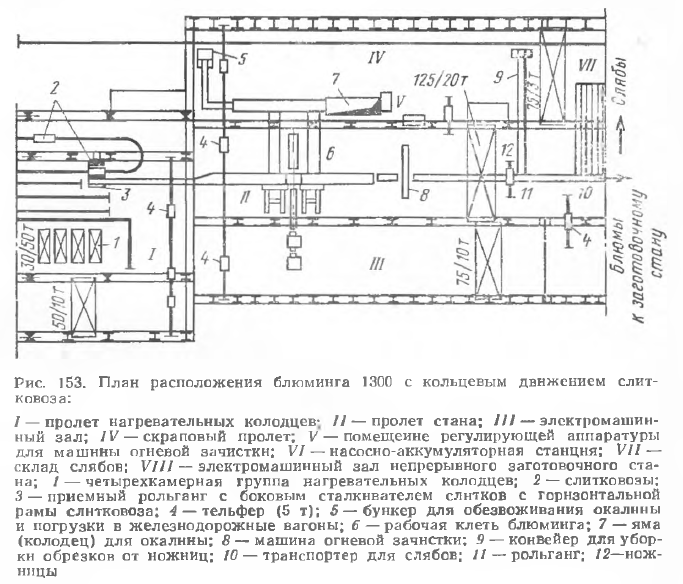
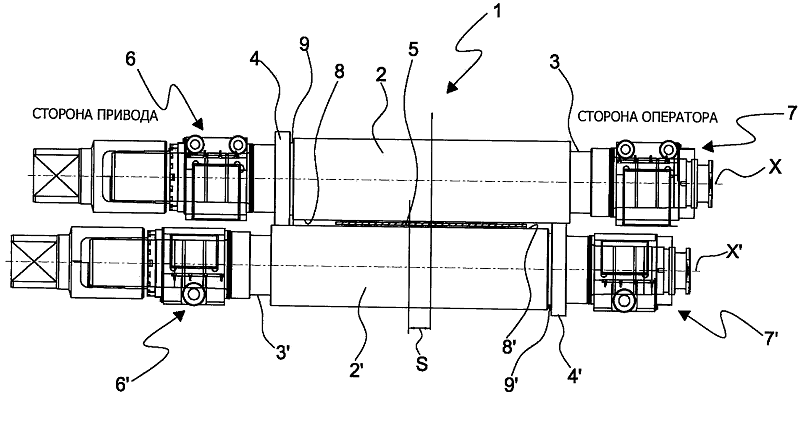
Оборудование блюминга (рис. 150) расположено в трех параллельных пролетах. Пролет I представляет изолированное помещение машинного зала, в котором установлено электрооборудование стана. В пролете II помещаются все механизмы стана. Пролет III, называемый скрапным, предназначен для уборки окалины от стана и обрезков от ножниц. В соответствии с техническим процессом оборудование блюминга можно разделить на четыре участка: головной (приемный); линию рабочей клети; ножницы; участок уборки блюмов и слябов.
На головном участке имеются слитковоз 1, пружинно-гидравлический упор 2, приемный рольганг 3 со встроенным в него стационарным опрокидывателем, сталкивателем и упором, башенные весы 4 с поворотным механизмом для слитков, рольганг-весы 5 и подводящий рольганг 6. Механизмы этого участка обеспечивают подачу слитков от нагревательных колодцев, укладку их на приемный рольганг, автоматическое взвешивание слитков и разворот их (при необходимости) в горизонтальной плоскости на 180° для задачи в рабочую клеть нижним концом и подачу на передний раскатной рольганг стана.
На новых блюмингах конструкции УЗТМ в отличие от существующих блюмингов к стану одновременно подают два прямоугольных слитка массой 7—10 т.
При обслуживании близких к стану колодцев или при выходе из строя слитковоза слитки на рольганг укладывает встроенный стационарный опрокидыватель. При подаче слитков слитковозом стационарный опрокидыватель беспрепятственно пропускает слитки, транспортируемые по рольгангу к стану. Слитки массой до 16 т автоматически взвешиваются с точностью ±25 кг башенными весами, расположенными над рольгангом весов. Встроенный в весы механизм при необходимости разворачивает слитки на 180°. Масса слитков регистрируется специальным прибором с автоматическим суммированием массы. Показания приборов передают на пульт управления.
В состав линии рабочей клети входят следующие агрегаты и механизмы: двухвалковая реверсивная клеть 9 с валками диаметром 1150 мм и длиной бочки 2800 мм; устройство для перевалки и встроенные в клеть четыре станинных ролика; универсальные шпиндели 10; раскатные рольганги 7 перед станом; рабочие рольганги 8 перед станом и за ним; манипулятор с кантователями 11; механизированное устройство для уборки крупного скрапа из-под рабочей клети; раскатной рольганг 12 за станом.
Установленные за блюмингом, прокатывающим слитки массой до 16 т, кривошипные ножницы 13 имеют усилие резания 10 Мн. В состав оборудования участка ножниц также входят отводящие рольганги 14, рольганг перед ножницами 15, сталкиватель обрезков, передвижной упор 16, отодвигающийся рольганг 17 с приводом и конвейер уборки обрезков 18 с ямами для их охлаждения.
На ножницах с нижним резом, совершающих 10 резов в минуту, предусмотрены рычажный прижим металла и предварительный подъем металла над рольгангом. Привод ножниц осуществляется через шпиндельное соединение и редуктор от двух электродвигателей общей мощностью до 1300 кВт, расположенных в машинном зале.
Участок уборки готовой продукции состоит из транспортных рольгангов 19 и 20, автоматических весов 21 для взвешивания готовой продукции, клеймителя 22, сталкивателей 23, штабелирующих столов 25, стеллажей с карманами 26 или других уборочных средств. При наличии линии уборки в пролете, параллельном становому пролету, блюмы или слябы убираются с рольгангов линии стана цепным транспортером 24 со сталкивателем.
Классификация чугуна и стали
Ключевые разновидности чугуна – это:
Чугун также классифицируется по таким признакам:
Передельный (для выплавки стали);
Литейный (для отливки изделий различного назначения);
Специальные виды чугуна (например, зеркальный чугун, ферросплавы).
Расположение на диаграмме состояния Fe-C относительно эвтектической точки: доэвтектический, эвтектический, заэвтектический;
Состояние и форма углерода в структуре материала: серый, белый, половинчатый, отбеленный, ковкий, высокопрочный, с вермикулярным графитом;
Структура металлической основы: перлито-цементитный, перлитный, феррито-перлитный, ферритный;
Химический состав: нелегированный, легированный;
Эксплуатационные свойства: конструкционный и чугун со специальными свойствами (художественный, антифрикционный и износостойкий, жаростойкий, коррозионностойкий, со специальными магнитными свойствами и др.).
При поставке товарного чушкового чугуна фиксируется форма чушек, их размер и масса, химический состав.
Сталь (в том числе в виде слябов и других полуфабрикатов) по национальным стандартам и промышленной статистике классифицируется по целому ряду признаков, основные из которых – это:
Способ производства: мартеновская, кислородно-конвертерная, электросталь;
Химический состав: углеродистая нелегированная и легированная;
Качество: обыкновенного качества, качественная, высококачественная, особо высококачественная;
Структура в равновесном состоянии: доэвтектоидная, эвтектоидная, заэвтектоидная;
Структура после охлаждения на воздухе: бейнитная, ферритная, перлитная, мартенситная, аустенитная, ледебуритная; могут быть смешанные классы типа феррито-перлитного;
Основные свойства и области применения: общего назначения, конструкционные, стро¬ительные, инструментальные, стали с особыми свойствами (нержавеющие, теплоустойчивые, жаропрочные, износостойкие и т.п.).
При поставке стальных слябов, блюмов и заготовок регламентируется химический состав, геометрические параметры, допуски на размеры, характеристики качества поверхности, внутренней макро- и микроструктуры и пр.
Основная информация
ID
226641957
Можно редактировать:нет
Можно скрыть настройками приватности:нет
Уникальный идентификатор пользователя, определяется при регистрации ВКонтакте.
Домен
slyam2013
Можно редактировать: да
Обязательно к заполнению:нет
Можно скрыть настройками приватности:нет
Домен служит для установки красивой запоминающейся ссылки на страницу пользователя ВКонтакте.
Имя
Ерасыл
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Фамилия
Слям
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Отчество
не указано
Можно редактировать:нет
Обязательно к заполнению:нет
Можно скрыть настройками приватности:нет
ВКонтакте больше нельзя редактировать отчество для пользователей, у которых оно не было указано ранее.
Пол
мужской
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:нет
Дата рождения
22 августа 2003
Можно редактировать: да
Обязательно к заполнению:да
Можно скрыть настройками приватности:да
ВКонтакте присутсвует возможность скрыть дату рождения полностью или частично (при этом будут отображены только день и месяц рождения).
4 Несколько слов об истории создания обжимных станов
Американец Холлей в начале 1870-х годов впервые использовал станы с тремя валками для обжатия заготовок, выплавленных по бессемеровской технологии. Впоследствии он улучшил свою прокатную методику и запустил в работу трио-станы с высоким уровнем механизации. На них можно было прокатывать заготовки с относительно малым весом.

А вот британец Рамсботом создал в 1880 году реверсивный стан с двумя валками, на котором была реализована схема вращения валков в переменных направлениях. На таком оборудовании можно было обрабатывать металлургические полуфабрикаты до 5–6 тонн. В 1902-м дуо-методика стала особенно востребованной за счет того, что Ильчнер создал реверсивный электропривод, который в разы повышал эффективность прокатных операций.

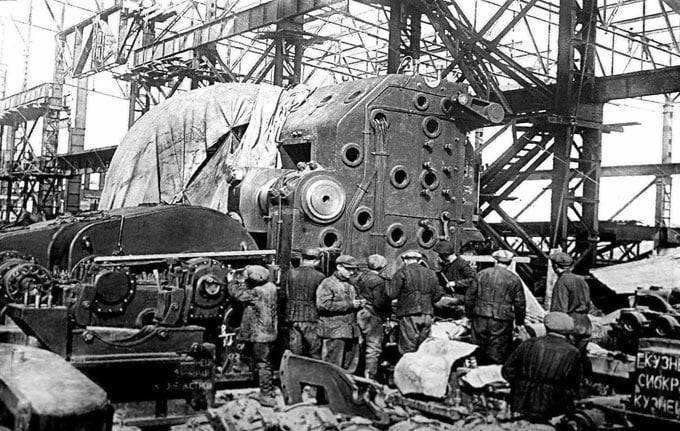
В Советском Союзе первый обжимной стан появился в 1933 году на меткомбинате в Макеевке. Его построили по чертежам немецких специалистов. А собственный стан советские инженеры создали лишь после второй мировой войны. Авторы этого проекта (А. Истомин и А. Целиков), а также коллектив специалистов, работавших с ними, даже получили премию имени Сталина за свою разработку.
Другие значения этого слова:
Случайный анекдот:
Ковбой едет по прерии со старым индейским вождём. Ковбой говорит: — Это твои кони там пасутся? — Угу. — У тебя их так много. Подари мне того. — Мочамба. — Спасибо. Едут дальше. — А это твоя земля. — Да. — Выдели мне несколько акров. — Мочамба. — Спасибо. Век не забуду. Дальше выезжают на поляну, где отдыхают хорошенькие индианки. — Вождь, а это всё твои девушки? — Да. — А почему ты их не трахаешь? — Мочамба не стоит.
Знаете ли Вы?
Пчелы. За год махания крылышками, одна пчела вырабатывает энергии, достаточной для горения 60-ваттной лампочки в течении 2,5 часов.
Сканворды, кроссворды, судоку, кейворды онлайн
Источник
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства

Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.
Несколько фактов
Итак, описывая жизнь великого голландского мастера, стоит обязательно отметить его регалии:
- Йон является обладателем четырнадцати правительственных наград.
- В 1950-1960-х годах он считался самым сильным и опасным бойцом на всей нашей планете.
- Снялся в семи кинокартинах. Впервые в роли актера он испытал себя в далеком 1961 году, во время работы над фильмом «Последний вояж».
- В 2009 году сенсей полностью развенчал укоренившееся мнение обывателей и многих экспертов о том, что якобы Ояма убил пятьдесят быков голыми руками. Также голландец назвал абсолютно недостоверной информацию о том, что Стив Арнейл и Люк Холландер прошли тест под названием хякунин-кумитэ, и назвал это обычным, ничем не подкрепленным пиар-ходом.
- В совершенстве владеет длинным и коротким шестом.
- 4 сентября 1994 года Блюминг получил максимально возможную степень в кекусин – 10-й дан. Такое решение было принято его давним учителем Кенджи Куросаки и еще пятью авторитетнейшими мастерами Японии. Случилось это вскоре после смерти легендарного Масутацу Оямы.
На сегодняшний день Блюминг регулярно проводит различные семинары и дан-тесты по всей планете. Несколько раз сенсей бывал и в России. За свой тренерский век он воспитал целую плеяду великих чемпионов, что дополнительно характеризует его как настоящего учителя.
Изучаем основные виды фольги для тиснения
Фольга подразделяется на множество видов, и основным критерием ее деления является способ тиснения.
Для горячего тиснения выбор фольги невероятно велик: цветная, голографическая, текстурная, металлизированная и дифракционная.
Цветная и металлизированная фольга используются в целях декорирования и облагораживания изделий. Металлизированная фольга имеет три цвета- бронзовый, серебряный и золотой. Цветная фольга выпускается в самых различных цветах, а так же подразделяется на матовую и глянцевую.
Существует прозрачная лаковая фольга. При тиснении ею матовых поверхностей можно создать эффектный глянцевый бесцветный слой.
Текстурная фольга выпускается с различными узорами имитирующими камень, кожу, дерево или иные материалы с оригинальной структурой.
Голографическая фольга нам всем хорошо известна- именно ее применяют для защиты, например, денежных знаков. На ней под определенным углом проявляются картины или узоры.
Существует даже магнитная фольга, применяемая в изготовлении пластиковых карт, банковских и иных документов.
Фольга для холодного тиснения не уступает по цветовой гамме фольге для тиснения горячего. Так же, в отличии от горячего тиснения, эта фольга дает возможность создания теней и полутонов. Однако, спильновпитывающие материалы холодному тиснению поддаваться не будут.

Фольга для фольгировая- самый простой и удобный выбор для нанесения рисунка в домашних условиях. Она представлена в довольно широкой цветовой гамме- все стандартные цвета в матовом, глянцевом и голографическом вариантах. Еще эта фольга носит название тонерочувствительной. Она наносится на уже распечатанный на лазерном принтере рисунок и, при нагревании ламинатором (или просто утюгом) цветной слой отстает от основы и сохраняется лишь на тех местах листа, на которых нанесен тонер. Конечно, подобную технологию не получится применять на фактурных поверхностях.

Необходимые материалы зависят исключительно от выбранного вами способа тиснения.
Например для создания простой визитки, да и любой работы по бумаге (не считая фактурные ее виды), вам понадобятся:
- Лазерный принтер;
- Тонерочувствительная фольга;
- Ламинатор, или простой утюг.
Распечатав необходимое изображение на бумаге или тонком картоне, приложите фольгу и пропустите через ламинатор, или прогладьте утюгом. Начните с низких температур, если фольга не будет отпечатываться- постепенно увеличивайте нагрев.

Для тиснения фольгой узора на более плотном материале, например, на обложке книги, такой способ уже не подойдет.
Для осуществления подобного понадобятся следующие инструменты:
- Заранее изготовленное клише – иными словами заготовленный штамп;
- Пресс для тиснения фольгой;
- Подходящая фольга.
Любой пресс для тиснения фольгой выглядит примерно так:

Размер сортового проката
Размер профиля сортового проката может быть:
- крупным — диаметр круглой стали до 250 мм, сторона сечения стали квадратной формы до 200 мм, арматурные профили № 70–80, сталь шестигранного сечения до № 100, сталь угловая с шириной полок до 250 мм и пр.;
- средним — диаметр круглой стали до 75 мм, сторона сечения стали квадратной формы до 65 мм, арматурные профили № 32–60, сталь шестигранного сечения до № 70, сталь угловая с шириной полок до 120 мм, швеллеры высотой до 300 мм и пр.;
- мелким — диаметр круглой стали до 30 мм, сторона сечения стали квадратной формы до 10 мм, арматурные профили № 6–28, сталь шестигранного сечения до № 30, сталь угловая с шириной полок до 50 мм и пр.
Разница между блюмингом и слябингом
На технологию блюминга очень похож слябинг. В чем же между ними разница? Главное отличие заключается в том, что на слябинг-машине установлена не 1, а 2 пары валков. Они расположены друг относительно друга в перпендикулярном направлении. Во время проката слиток-заготовка обжимается сразу в двух направлениях. Может показаться, что слябинги пользуются более большой популярностью в металлургии, однако это абсолютно не так. Дело все в том, что продуктивность слябинг-стана в 2-2,5 ниже, чем продуктивность блюминга. Поэтому сегодня эти два метода используются наравне друг с другом для решения разных технологических задач.
Также стоит обратить внимание, что во всем мире блюминг-технология достаточно давно вышла из употребления. Почему это произошло? Вызвано это тем, что блюминг все же далеко не идеален. Его главный минус — при прокате образуется большое количество окалины и обрезков
Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок
Его главный минус — при прокате образуется большое количество окалины и обрезков. Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.



Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля. Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.





