

Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание “носа” С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.
Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Свойства аустенитных сталей
Сталь аустенитного класса образует 1-фазную структуру во время процесса кристаллизации. Ее кристаллическая решетка не изменяется даже при резком охлаждении до отрицательных температур (–200 °C). Основными компонентами аустенитных железных сплавов являются хром и никель. От доли их содержания зависят технологичность, пластичность, прочность и жаростойкость материала. Для легирования применяют следующие материалы:
- Ферритизаторы: титан, кремний, молибден, ниобий. Они стабилизируют структуру аустенитов и формируют объемноцентрированную кубическую решетку.
- Аустенизаторы: азот, марганец и углерод. Они присутствуют в избыточных фазах, формирующихся во время термообработки железных сплавов.

По свойствам материалов аустенитные модификации железа делятся на следующие типы:
- Коррозионностойкие (нержавеющие). В их состав входит хром (18%), никель (30%) и углерод (0,25%). Эти высоколегированные стали применяются в промышленном производстве с 1910 г. Их главным преимуществом является устойчивость к коррозии. Материал сохраняет это свойство даже при сильном нагревании, что обусловлено низким содержанием углерода. Коррозионностойкие железные сплавы производятся, согласно ГОСТ 5632-2014. В них могут присутствовать добавки из кремния, марганца, и молибдена.
- Жаростойкие. Они обладают ГЦК-решеткой и устойчивы к воздействию высоких температур. Этот материал можно нагревать до 1100 °C. Жаропрочные аустенитные стали применяются при изготовлении печных устройств, турбин роторов электростанций и иных приборов, работающих при помощи дизельного топлива. При производстве данной модификации железа используются дополнительные добавки из бора, ниобия, ванадия, молибдена и вольфрам. Эти химические элементы повышают жаропрочность материала.
- Хладостойкие. В составе этих высоколегированных сталей присутствуют хром (19%) и никель (25%). Главным достоинством материала является высокая вязкость и пластичность. Также эта модификация железа располагает высокой стойкостью к коррозии. Хладостойкие металлы сохраняют данные свойства даже при резком понижении температуры. Их главным недостатком является низкая прочность во время работы при комнатной температуре.
Аустенитная высоколегированная сталь является одной из самых дорогих модификаций железа, потому что в них содержится большое количество дорогостоящих материалов: хрома и никеля. Также на ее стоимость влияет количество дополнительных легирующих компонентов, позволяющих создавать железные сплавы с особыми свойствами. Дополнительные элементы легирования подбираются в зависимости от сложности работ, где применяются аустенит.

В аустенитных сталях могут осуществляться следующие разновидности превращений:
- Образование феррита при нагреве железного сплава до высоких температур.
- При нагреве до температуры 900 °C из аустенита начинают выделяться избыточные карбидные фазы. Во время этого процесса на аустенитной поверхности образуется межкристаллическая коррозия, постепенно разрушающая материал.
- Во время охлаждения аустенита до температуры 730 °C происходит эвтектоидный распад. В результате образуется перлит – модификация железных сплавов. Его микроструктура представлена в виде небольших пластин или округлых зерен.
- При резком понижении температуры металлического изделия формируется мартенсит – микроструктура, состоящая из пластин игольчатого или реечного вида.
Время, требуемое для превращения аустенитной стали в иные модификации железа, определяется содержанием углерода в твердом растворе и количеством дополнительных легирующих компонентов. Чем ниже эти показатели, тем быстрее охлаждается металлическое изделие.
Структура – мартенсит
Структура мартенсита образуется при быстром охлаждении в результате перехода решетки твердого раствора у-железа ( аусте-нита) в решетку твердого раствора а-железа ( феррита) без выделения углерода из раствора. Переход у-железа в а-железо сопровождается изменением объемов кристаллических решеток, что вызывает появление внутренних, дополнительных напряжений. Мартенсит представляет собой пересыщенный раствор углерода в а-железе с искаженной кристаллической решеткой. Сплав со структурой мартенсита обладает большой твердостью и прочностью.
| Схема бейнитного превращения. |
Структура мартенсита после этих видов превращения различна.
Структура мартенсита в низко – и среднеуглеродистых сталях имеет форму реек ( реечный мартенсит), вытянутых в одном направлении. В высокоуглеродистых сталях мартенсит образует пластины, которые в плоскости шлифа имеют вид игл.
Структура мартенсита неустойчива: при нагреве выше 200 С мартенсит стремится перейти в более устойчивую структуру – троостит-сорбит и, наконец, при температуре выше 720 С – в самую устойчивую структуру – перлит.
Структура мартенсита представляет собой пластины в виде игл, ориентированных относительно старой фазы аустенита параллельно или под определенными углами.
Структура мартенсита в сварном соединении не опасна при сварке и в эксплуатации, если правильно выбран способ сварки, присадочный материал, пе нарушены оптимальные условия технологии изготовления сварного изделия, устранены концентраторы напряжения путем создания плавных переходов от шва к основному металлу или созданы благоприятные условия в сварном соединении, снижающие чувствительность к концентраторам напряжения: применение аустенитных присадок или поверхностная обработка путем наклепа. Сварное соединение ненадежно, если шов выполнен низколегированной проволокой, обеспечивающей мартенситно-ферритную структуру шва, или аустенитной проволокой типа Св – 06Х18Н9Т, Св – 13Х25Н18, Св – 08Х20Н10Г6 с малым запасом аустенитности. Такой шов имеет аустенитно-мартенситную структуру ( высокоуглероднстый мартенсит), обладает низкой пластичностью п ударной вязкостью и не надежен в эксплуатации при повторных статических нагрузках.
Структура мартенсита образуется в результате перехода решетки твердого раствора у-железа ( аустенита) в решетку твердого раствора сс-железа ( феррита) без выделения углерода из раствора. Переход у-железа в а-железо сопровождается изменением объемов кристаллических решеток, что вызывает появление внутренних дополнительных напряжений. Мартенсит представляет собой пересыщенный твердый раствор углерода в а-железе с искаженной кристаллической решеткой. Сплав со структурой мартенсита обладает большой твердостью и прочностью.
Структура мартенсита характеризуется незначительным размером зерна, часто имеет игольчатое строение.
Структура мартенсита представляет собой пластины в виде игл, ориентированных относительно старой фазы аустенита параллельно или под определенными углами.
Структура мартенсита бывает разнообразной по виду в зависимости от состава стали и условий закалки.
Структура мартенсита при этом переходит в троосто-сорбитные формы и далее в аустенит. Температура контакта резца со стружкой при выделении значительного количества тепла настолько высока, что развиваются молекулярные силы слипания ( адгезии), особенно со стороны стружки, и наблюдается оплавление тонких слоев. При этом размягчившиеся поверхностные слои обработанной поверхности и лунки уносятся движущейся по передней поверхности резца стружкой.







Структура мартенсита, образова1вшегося при температуре выше комнатной, имеет игольчатые кристаллы без признаков внутреннего двойникования. Авторы указанной работы считают, что двойники, присутствующие в пластинах мартенсита, уменьшают число возможных систем скольжения и тем самым увеличивают прочность мартенсита. С последним выводом не согласны И. Н. Бо-гачев с сотрудниками , которые считают, что двойники дополнительно не упрочняют мартенсит сталей переходного класса.
| Зависимость твердости стали от содержания углерода в.| Наверху – наибольшая твердость закаленной стали в зависимости от содержания углерода в ней ( по Бернсу, Муру и Арчеру. внизу – изменение числа элементарных ячеек мартенсита, на долю которых приходится по одному атому углерода в зависимости от содержания его в стали. |
Структура мартенсита отличается тонким блочным строением, что в значительной мере определяет высокое сопротивление закаленной стали пластической деформации.
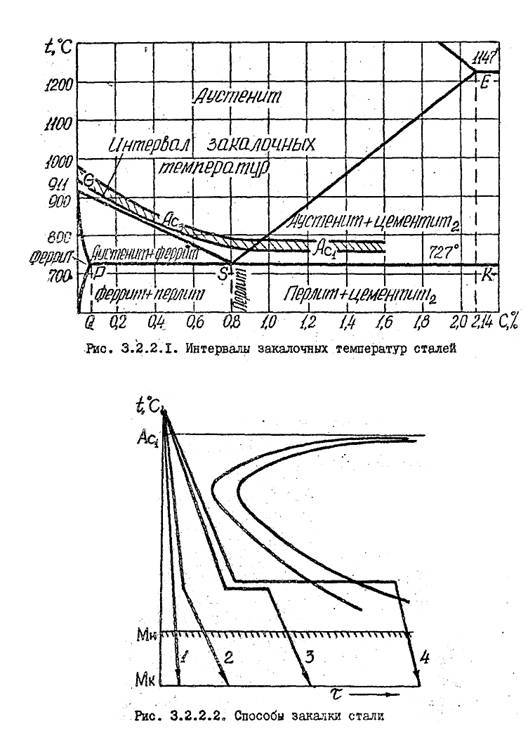
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).

Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием – сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной <1 мкм и шириной 5-10 мкм, а также из тонких частиц цементита. Структура верхнего бейнита отличается более высокой твердостью и прочностью, но пониженной пластичностью. Нижний бейнит имеет игольчатое мартенситоподобное строение, образуется в интервале 350-200 °С. Нижний бейнит состоит из тонких частиц ε-карбидов, расположенных в пластинках феррита. Бейнитное превращение никогда не идет до конца. В структуре всегда есть мартенсит и остаточный аустенит. Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье “Технология закалки на бейнит”.
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье “Обработка холодом стальных деталей”
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Микроструктура и свойства
Каждой из фаз, характерных для железоуглеродистых сплавов, свойственно собственное строение решеток и зерен. Структура аустенита – пластинчатая, имеющая формы, близкие и к игольчатому виду, и к хлопьевидному. При полном растворении углерода в γ-железе, зерна имеют светлую форму без наличия темных цементитных включений.
Твердость составляет 170-220 НВ. Теплопроводность и электропроводность на порядок ниже, чем у феррита. Магнитные свойства отсутствуют.
Варианты охлаждения и его скорости приводят к образованию различных модификаций «холодного» состояния: мартенсита, бейнита, троостита, сорбита, перлита. Они имеют похожую игольчатую структуру, однако отличаются дисперсностью частиц, размером зерен и цементитных частиц.
Диаграмма железоуглеродистых сплавов
График, именуемый диаграммой состояния железо-цементит, построенный экспериментальным путем, представляет собой наглядную демонстрацию всех возможных вариантов преобразований в сталях и чугунах. Конкретные температурные значения для определенного количества углерода в сплаве образуют критические точки, в которых происходят важные структурные изменения в процессах нагревания или охлаждения, они же формируют критические линии.
Линия GSE, которая содержит точки Ac3 и Acm, отображает уровень растворимости карбона при повышении уровня тепла.
| Таблица зависимости растворимости углерода в аустените от температуры | |||||
| Температура, ˚С | 900 | 850 | 727 | 900 | 1147 |
| Примерная растворимость С в аустените, % | 0,2 | 0,5 | 0,8 | 1,3 | 2,14 |
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).

Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.





Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием — сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной <1 мкм и шириной 5-10 мкм, а также из тонких частиц цементита. Структура верхнего бейнита отличается более высокой твердостью и прочностью, но пониженной пластичностью. Нижний бейнит имеет игольчатое мартенситоподобное строение, образуется в интервале 350-200 °С. Нижний бейнит состоит из тонких частиц ε-карбидов, расположенных в пластинках феррита. Бейнитное превращение никогда не идет до конца. В структуре всегда есть мартенсит и остаточный аустенит. Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье «Технология закалки на бейнит».
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье «Обработка холодом стальных деталей»
Характеристика[править | править код]
Условия для образования разных видов микроструктуры стали в зависимости от температуры.
При 900°С низкоуглеродистая сталь полностью состоит из аустенита, высокотемпературной модификации железа. Ниже 700 °С (727 °С в эвтектическом железе) аустенит термодинамически неустойчив и в условиях равновесия будет проходить эвтектоидная реакция с образованием перлита — перемежающаяся смесь феррита и цементита (Fe3C). Фазовые превращения в стали в значительной степени находятся под влиянием химической кинетики, что приводит к сложной микроструктуре стали, сильно зависящей от скорости охлаждения. Этот факт может быть проиллюстрирован термокинетической диаграммой (диаграммой превращения при непрерывном охлаждении, англ. continuous cooling transformation, CCT). Термокинетическая диаграмма отображает время, необходимое для образования фазы, при охлаждении образца с некоторой скоростью и показывает области той или иной фазы в плоскости «время — температура», исходя из чего для заданного термического цикла могут быть определены фазовые доли.
При медленном охлаждении стали доминирующей микроструктурой будет перлит с некоторой долей доэвтектоидного феррита или цементита, в зависимости от химического состава. Тем не менее, фазовое превращение аустенита в перлит является зависящей от времени восстановительной реакцией, которая требует крупномасштабного движения атомов железа и углерода. Поскольку углерод как атом внедрения легко диффундирует даже при умеренных температурах, самодиффузия атомов железа становится чрезвычайно медленной при температурах ниже 600 °С и, в итоге, прекращается. Как следствие, быстро охлажденная сталь может достигать температуры, при которой перлит уже не может больше формироваться, несмотря на незаконченную реакцию, а оставшийся аустенит термодинамически неустойчив.
Аустенит при быстром охлаждении образует мартенсит без диффузии или железа, или углерода, посредством перехода гранецентрированной кубической кристаллической решетки аустенита в искривленную объемно-центрированную тетрагональную кристаллическую решетку. Эта неравновесная фаза может формироваться только при низких температурах, когда движущая сила реакции достаточна для преодоления значительной деформации решетки, вызванной фазовым превращением. Этот фазовый переход, по существу, не зависит от времени, а фазовая доля зависит только от степени переохлаждения от температуры, определяющей начало мартенситного превращения. Данное фазовое превращение происходит без диффузии атомов внедрения или атомов замещения. Мартенсит наследует состав исходного аустенита.
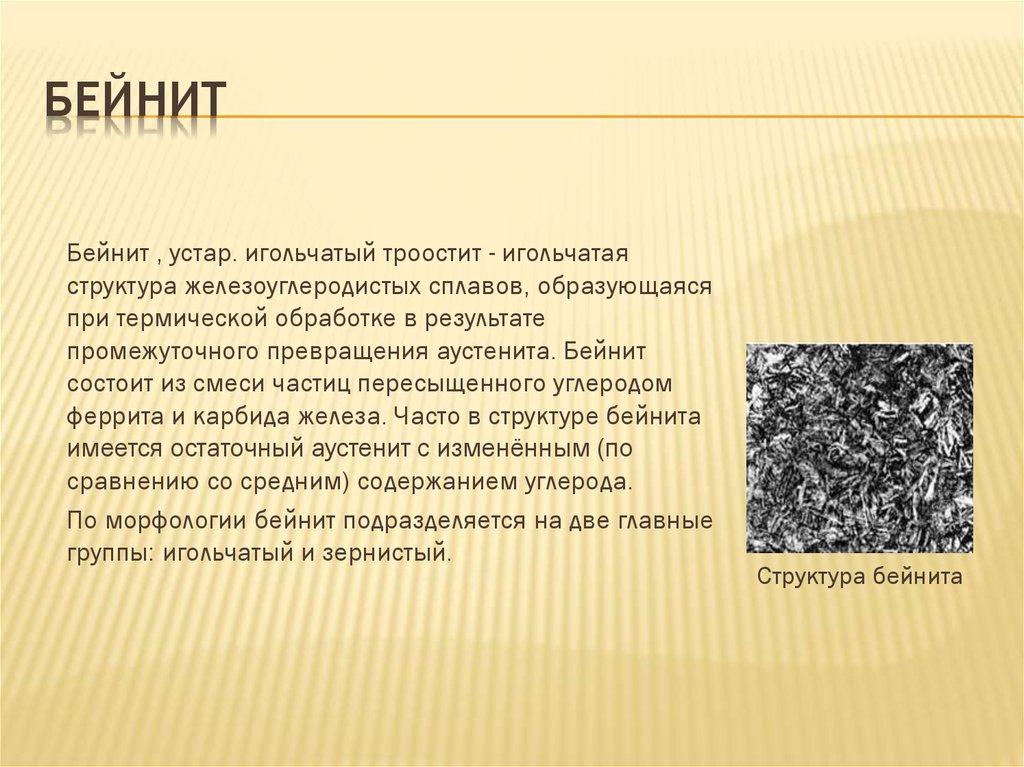
Бейнит в стали состава Fe–0.98C–1.46Si–1.89Mn–0.26Mo–1.26Cr–0.09V масс.%, которая была термообработана при 200 °C в течение 15 дней
Бейнит образуется в режиме охлаждения между двумя вышеописанными процессами, в области температур, где самодиффузия железа ограничена, но движущей силы реакции недостаточно для формирования мартенсита. В отличие от перлита, где феррит и цементит растут вместе, бейнит формируется в результате превращения железа, перенасыщенного углеродом, с последующей диффузией углерода и выделением карбидов. Различают нижний бейнит и верхний бейнит, которые отличаются друг от друга по виду микроструктуры и свойствам. Нижний бейнит образуется при температурах, близких к температуре начала мартенситного превращения (350—200 °С). Верхний или перистый бейнит (верхний перистый троостит) образуется при более высоких температурах, вблизи границы с областью перлитного превращения (500—350 °С). Скорость диффузии углерода при температуре формирования бейнита определяет разницу в микроструктуре и свойствах верхнего и нижнего бейнита.
Существуют разные теории по механизму преобразования бейнита:
- Теория смещения. Формирование бейнита происходит с помощью преобразования сдвига.
- Диффузная теория. Диффузионная теория процесса превращения бейнита основана на явлении диффузии на граничных областях. Этот механизм не может объяснить форму и рельеф поверхности металла.
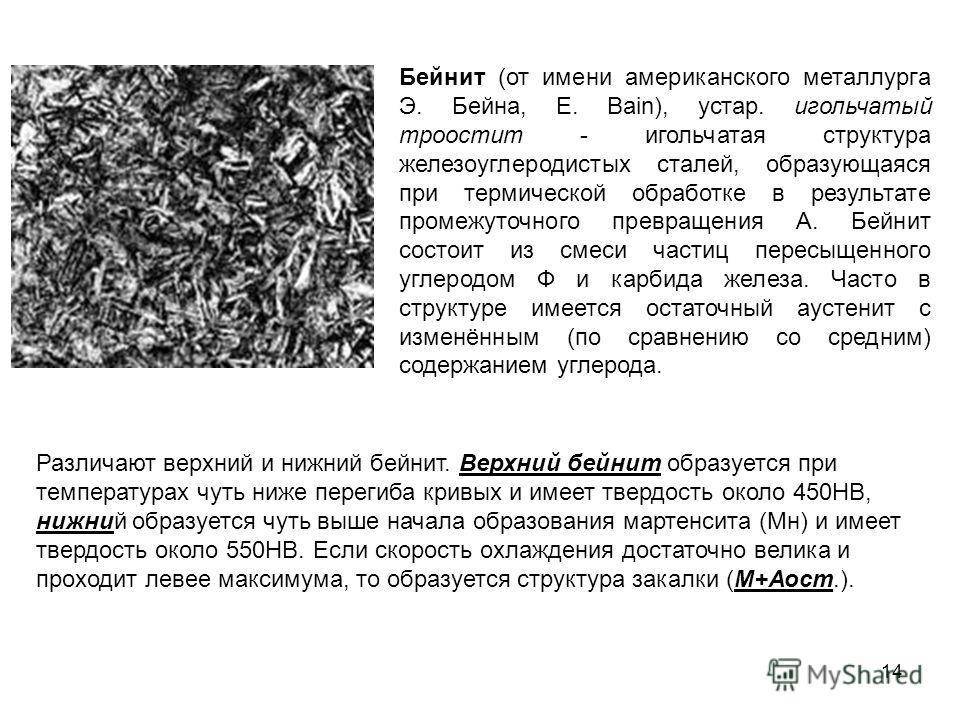
Верхний и нижний бейнит
При закалке бейнитная структура может видоизменяться. Поэтому была создана специальная классификация, учитывающая вид микроструктуры и ее главные свойства. Согласно этой типологии, ученые различают верхний и нижний бейнит.


Верхний бейнит формируется из охлажденного аустенита в диапазоне температур от 500 °C до 350 °C. В его состав входит множество широких частиц феррита, представляющего собой несколько пластин с атомами цементита в форме реек. Их толщина составляет не более 1 мкс, длина – до 10 мкм. Поверхность верхнего бейнита более грубая. Поэтому она обладает высокой прочностью, что обусловлено маленьким размером частиц феррита, искажением кристаллической решетки и повышенными выделениями карбида. Недостатком данной модификации железа является низкая пластичность его микроструктуры.
Нижний бейнит формируется при понижении температуры аустенита до 340-220 °C. Ее структура очень твердая и прочная. Несмотря на это, она сохраняет высокую пластичность. Это обусловлено небольшим размером частиц карбида, содержащихся в ее микроструктуре. Отличительной особенностью нижнего бейнита является игольчатое строение. В нем содержится множество атомов карбида, что обусловлено перенасыщенностью пластинок феррита.
Источник статьи: http://stankiexpert.ru/spravochnik/materialovedenie/bejjnit.html
Ссылки
- На Викискладе (b) есть медиафайлы по теме Бейнит
- Бейнит//Большая советская энциклопедия: / гл. ред. А. М. Прохоров (b) .— 3-е изд.— М.: Советская энциклопедия, 1969—1978.
- Лахтин Ю. М. Леонтьева В. П., Материаловедение, 3-е изд., М., 1990.
- Учебник Института материалов, минералов и горных породАрхивная копия от 27 сентября 2011 на Wayback Machine (b)
- Легирующих элементов в стали, Edgar C. Bain
- Обзор бейнитаАрхивная копия от 27 сентября 2011 на Wayback Machine (b)
- Статья Davenport and BainАрхивная копия от 25 ноября 2016 на Wayback Machine (b)
- Наноструктуры металловАрхивная копия от 25 ноября 2016 на Wayback Machine (b)
Бейнитное превращение
Бейнитное превращение возможно, если температура охлажденного изделия ниже перлитной, но выше мартенситной. По этой причине оно называется промежуточным. Бейнитное превращение происходит при отсутствии диффузии элементов железа. Во время этого процесса активно диффундирует углерод. В итоге осуществляется перераспределения углеродных частиц по участкам аустенита. На отдельных участках наблюдается как недостаток, так и избыток углеродных частиц.
На участках, насыщенных углеродом, могут формироваться атомы карбидов, что обусловлено особенностями изотермической выдержки. После перенасыщения аустенита он превратится в мартенсит. Эти же процессы происходят при отпуске сталей. Также на участках, обогащенных углеродом, могут поменять рельеф на поверхности микрошлифов.







Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Область применения
Обладая специфическими, а в некоторых случаях уникальными свойствами стали мартенситной группы применяются для изготовления деталей, работающих в сложных технических и химических условиях. Из них изготавливают:
- элементы газовых и паровых турбин (в частности роторы, диафрагмы, лопатки и корпуса);
- детали сварочных аппаратов;
- сосуды высокого давления, которые должны выдерживать 16 МПа;
- комплектующие насосов высоко давления;
- пружины способные выдерживать большие нагрузки;
- отдельные детали котлов, трубопроводов, коллекторов по которым проходит жидкость с высокой температурой или пар;
- инструменты различного назначения (режущие, измерительные, обрабатывающие);
- медицинские инструменты и отдельные части оборудования.

Основными недостатками таких сталей являются: трудности, возникающие при механической обработке и сварке отдельных деталей. Для решения второй задачи необходимо создавать специальные условия для сварки.





