

Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
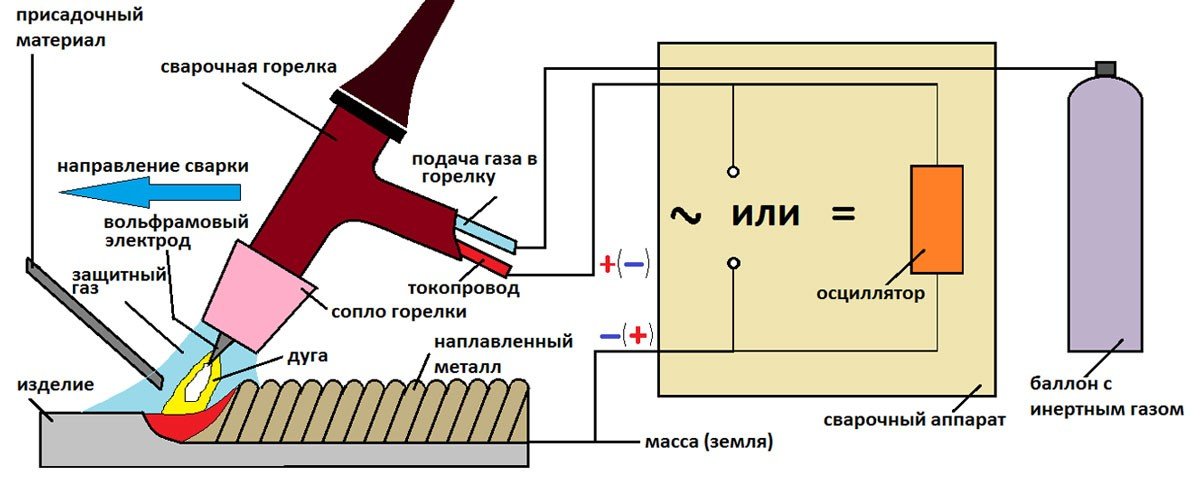
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
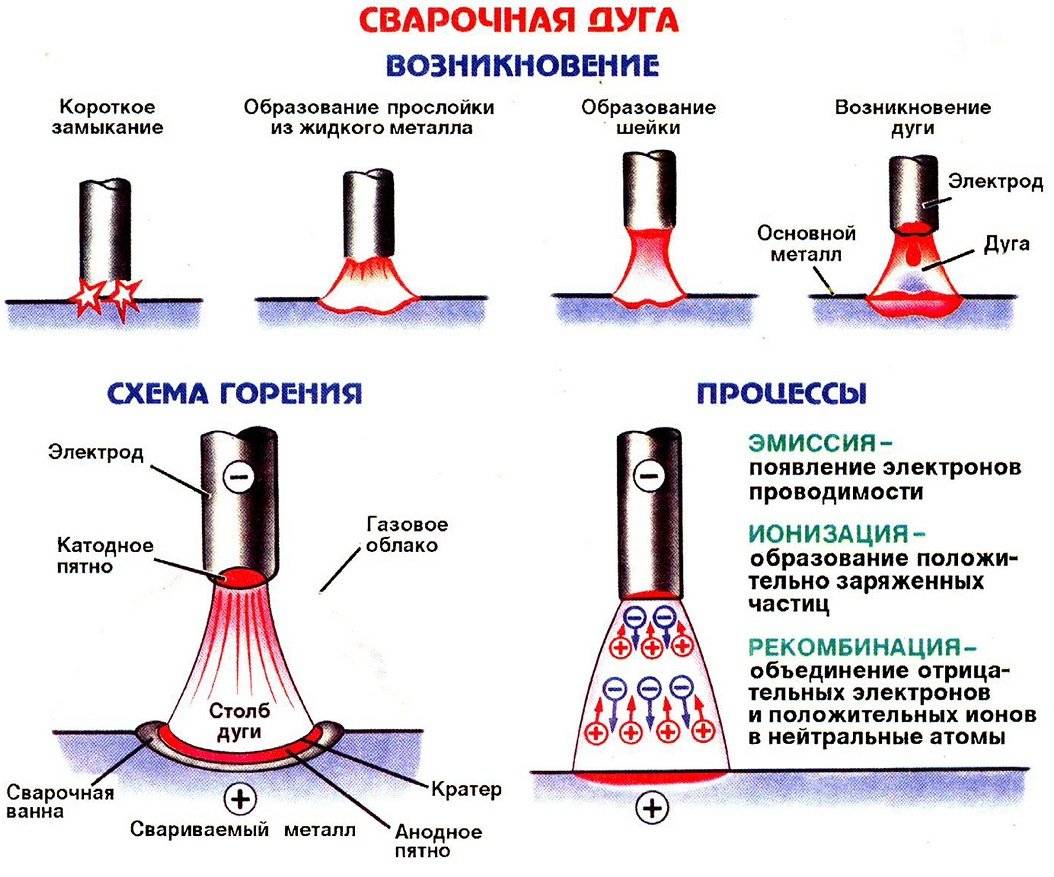
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
ВАЖНО ЗНАТЬ: Диффузионная сварка металлов
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Как сварить алюминий аргоном

Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.






Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей
Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Что это такое?
Сваривать металлы люди начали достаточно давно. Однако старая и современная сварка сильно различаются. TIG сварка является одним из наиболее современных методов соединения металлических заготовок. Главный ее принцип — применение вольфрамового электрода, вводимого в атмосферу химически бездеятельного газа. Сам стержень такого рода принято относить к «неплавящейся» категории. Сварщику приходится точить электродный инструмент, иначе добиться постоянного устойчивого существования электрической дуги невозможно.Официальная расшифровка термина TIG – аргонодуговая сварка с применением как раз неплавкого электродного инструмента. Конечно, даже вольфрам может плавиться — но только при температуре не ниже 3500 градусов. Иногда схема подразумевает подачу не аргона, а другого нейтрального газа. Стоит отметить, что в технической документации такой метод может иметь и другие названия. К примеру, в немецкоязычной литературе в ходу термин WIG. Есть еще название GTA, которое не указывает на химические свойства применяемого газа.

Вольфрамовая сварка в изолирующем газе вошла в промышленный оборот в 1940-е годы. Она стала настоящим спасением для авиационной промышленности, а позднее для ракетостроения, где другие методы соединения уже не удовлетворяли. Довольно скоро достоинства TIG оценили и инженеры других отраслей. Основные характеристики такого способа:
- максимальная равномерность шва (исключается появление пор и ненормальных полостей);
- сокращение внутренних механических напряжений;
- отсутствие плавильных брызг;
- пригодность практически для любого чистого металла или сплава;
- отсутствие необходимости дополнительно обрабатывать заготовки после соединения;
- возможность в целом освоить оборудование и методы работы за 2-3 сеанса;
- малая эффективность работы на открытом воздухе (без изоляции от ветра);
- необходимость тщательной подготовки поверхности;
- усложнение работы из-за неприемлемости острого угла размещения горелки;
- необходимость вычищать отметки, оставляемые электрической дугой.
Когда пластины разделяются зазором, либо поставлена цель получить шов с высокой стойкостью к разрыву и надлому, нужно использовать присадочную проволоку. Сечение этой проволоки определяется необходимой толщиной изделия и конкретно шва. В некоторых случаях применяется импульсная разновидность ТИГ сварки. Такой вариант подразумевает, что параметры тока меняются от предельных до минимальных за сравнительно короткое время. Для работы может применяться и постоянный, и переменный ток. Учитывают и вид, и толщину металлических заготовок. Обязательно необходимо разобраться с отличиями TIG от MMA.

Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
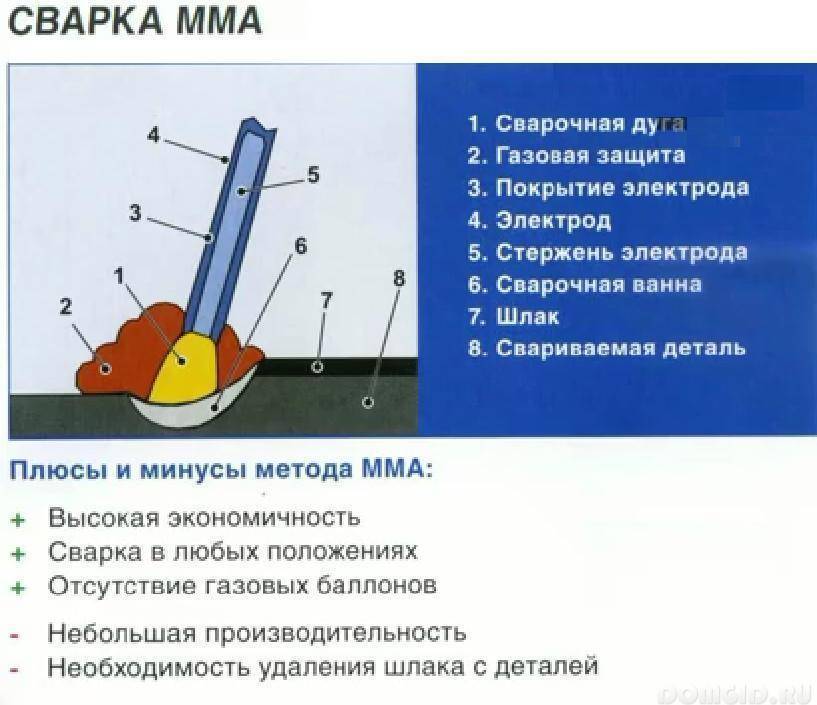
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях – дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Плюсы и характеристики сварки с помощью аргона
Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей
А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.








Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.

Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Подача присадочного материала
Во время аргонодуговой сварки особое внимание следует уделить плавлению кромок и созданию сварочного шва. Подобную задачу можно решить несколькими методами:
- за счет тепла, обеспечиваемого сварочной дугой;
- посредством использования присадочных прутков.
Нюансы работы с присадкой
При этом немаловажная роль отводится технике подачи присадочного материала в зону сварки, поскольку это непосредственным образом влияет на то, какую ширину будет иметь шов, и насколько он будет аккуратно создан.
Во время подачи присадки необходимо делать это без резких движений, так как в противном случае это может привести к образованию брызг
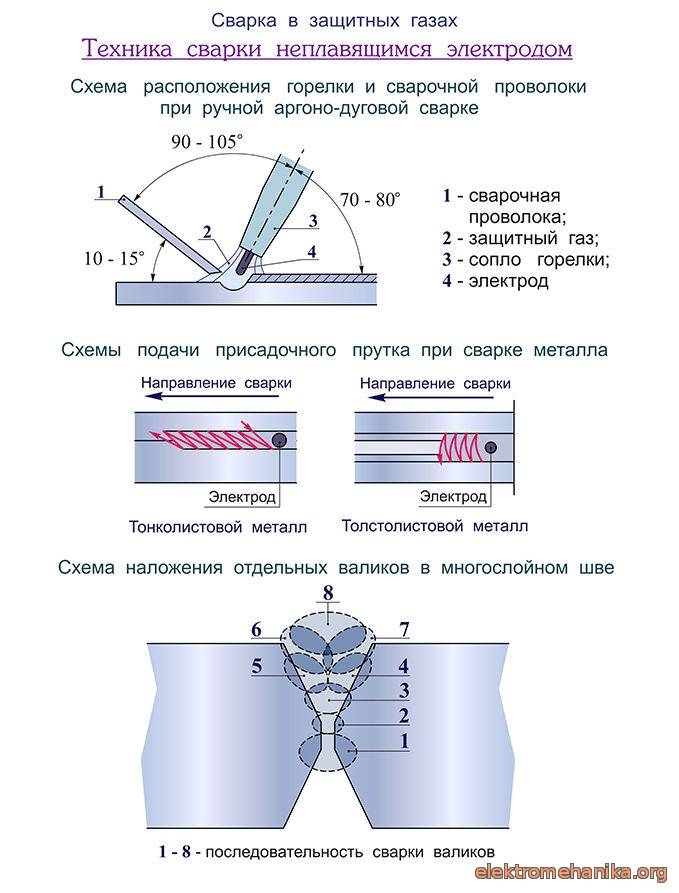
Во избежание столь неприятных явлений желательно, чтобы ввод присадочного материала производился равномерно в виде плавных и медленных движений наклонно по отношению к свариваемой поверхности по всей длине сварочного шва. Подача присадки должна выполняться таким образом, чтобы она поступала спереди сварочной горелки
Особое внимание необходимо уделить тому, чтобы присадочная проволока постоянно находилась в зоне газовой защиты.. Естественно, у начинающих сварщиков не всегда все получается с первого раза
Поэтому потребуется немало практиковаться, чтобы с первого раза добиться желаемого результата. Немалую пользу в работе по свариванию этим методом может принести ознакомление с соответствующими видео материалами, из которых можно узнать, как правильно выполнять сварку аргоном, чтобы потом на практике использовать приобретенные знания, соблюдая рекомендации, полученные во время просмотра подобных видео инструкций
Естественно, у начинающих сварщиков не всегда все получается с первого раза. Поэтому потребуется немало практиковаться, чтобы с первого раза добиться желаемого результата. Немалую пользу в работе по свариванию этим методом может принести ознакомление с соответствующими видео материалами, из которых можно узнать, как правильно выполнять сварку аргоном, чтобы потом на практике использовать приобретенные знания, соблюдая рекомендации, полученные во время просмотра подобных видео инструкций.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
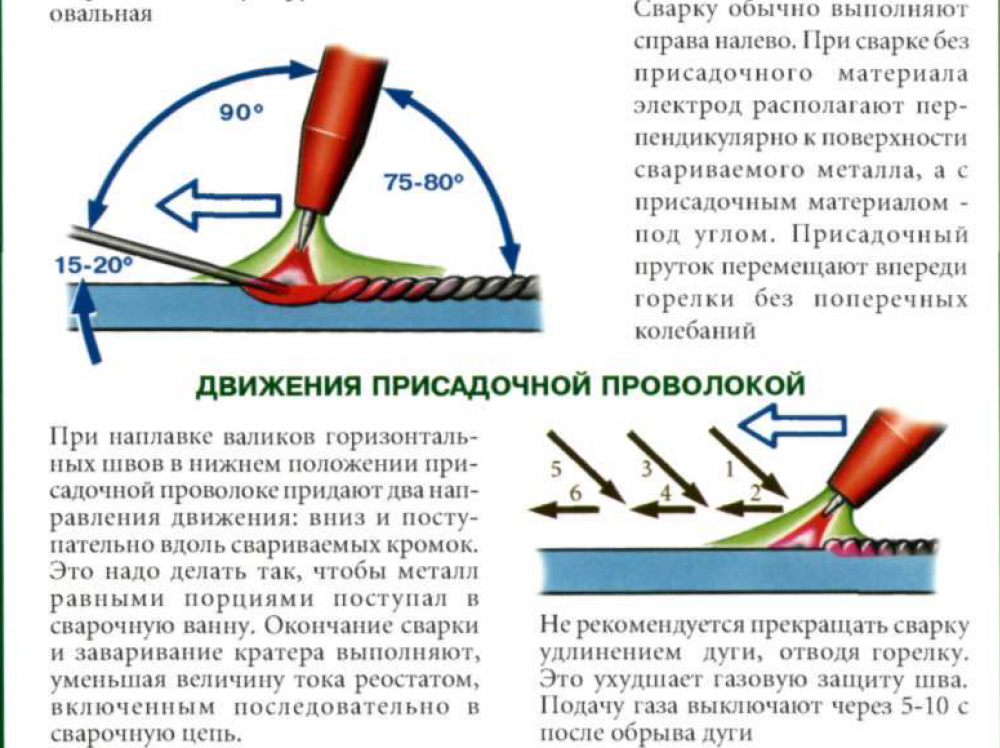
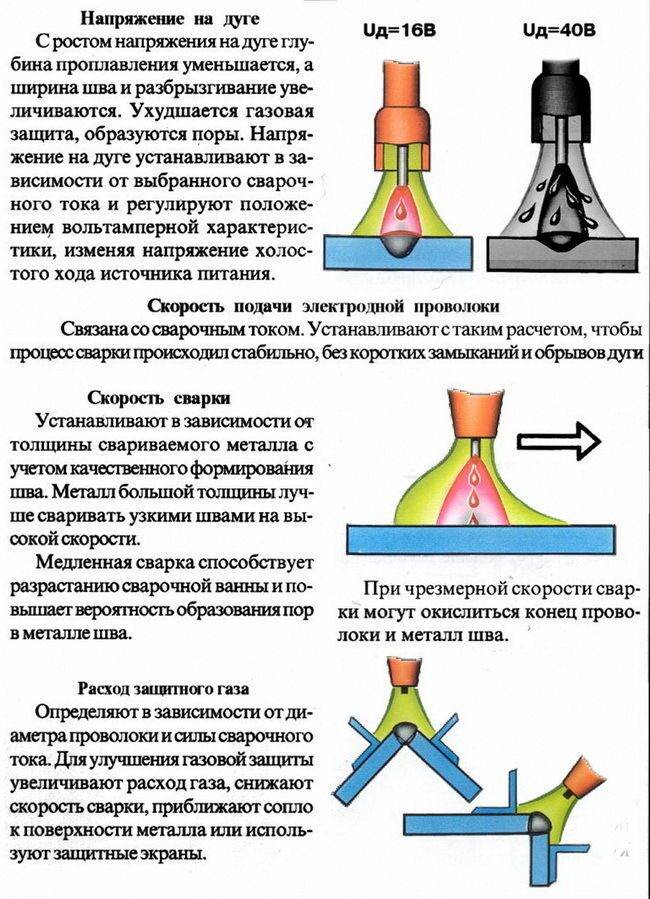
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
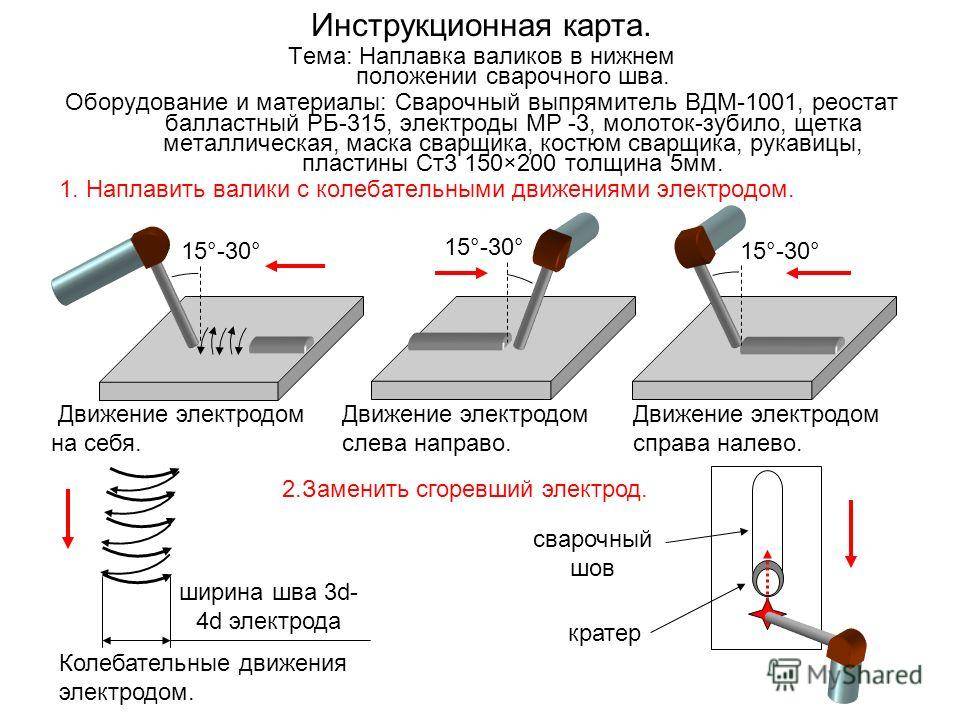
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей. Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика. Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном
Это не даст возможности кислороду и азоту проникнуть внутрь зоны. Подача присадочной проволоки должно проводиться плавно и равномерно
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом. Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно. Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс. Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.









Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Заключение
Несмотря на то, что метод аргонодуговой сварки входит в число наиболее популярных методов соединения изделий из разных металлов, пользоваться этим способом можно лишь при условии наличия знаний об особенностях выполнения этой работы.
Необходимо не только подготовить подходящие электроды и присадочные материалы, но и узнать, как правильно выполнять соединение этим методом. Именно в этом заключается особенность сварки с применением аргона. По этой причине многие специалисты, которые обладают достаточным опытом соединения изделий посредством электродуговой сварки, часто прибегают к помощи разных видеоматериалов, из которых можно узнать много полезного. Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Заключение
Несмотря на то, что метод аргонодуговой сварки входит в число наиболее популярных методов соединения изделий из разных металлов, пользоваться этим способом можно лишь при условии наличия знаний об особенностях выполнения этой работы.
Необходимо не только подготовить подходящие электроды и присадочные материалы, но и узнать, как правильно выполнять соединение этим методом. Именно в этом заключается особенность сварки с применением аргона. По этой причине многие специалисты, которые обладают достаточным опытом соединения изделий посредством электродуговой сварки, часто прибегают к помощи разных видеоматериалов, из которых можно узнать много полезного. Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.





