

Виды расточных станков
- Горизонтально-расточные станки;
- Координатно-расточные станки;
- Алмазно-расточные станки;
- Токарно-расточной станок.
Виды станков обычно указываются на станке. Например: 2А450 — здесь цифра 2 означает группа станков (2-я группа — это сверлильно-расточные станки), буква А — модификацию, цифра 4 — это вид станков (4-й вид — координатно-расточные станки), и последние цифры означают характеристику станка.
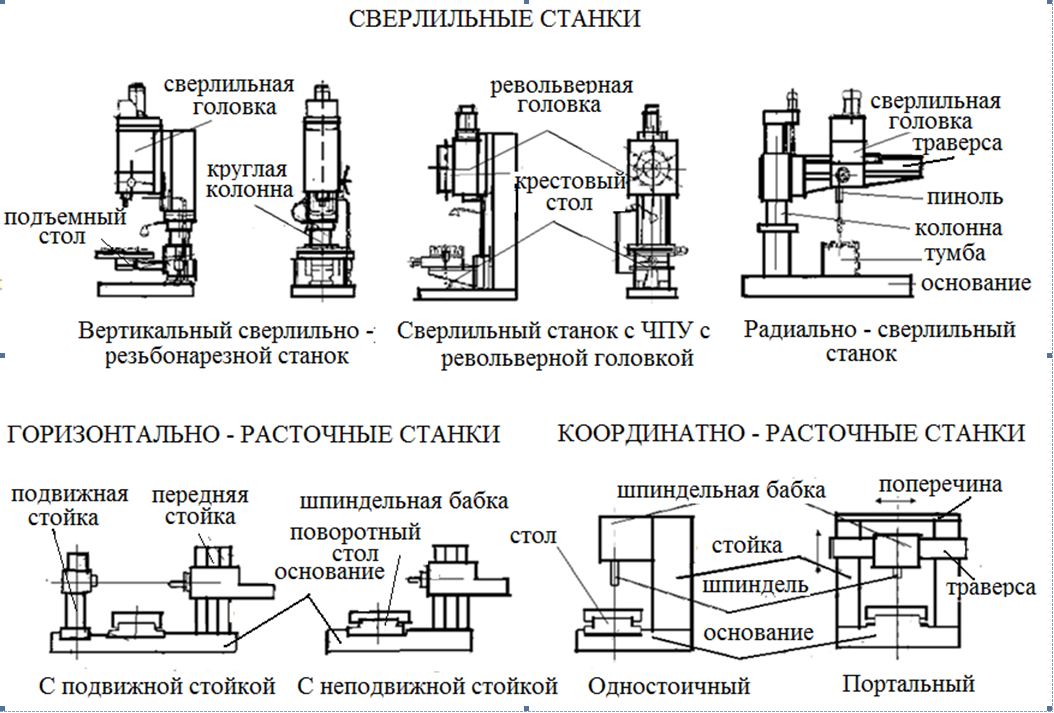
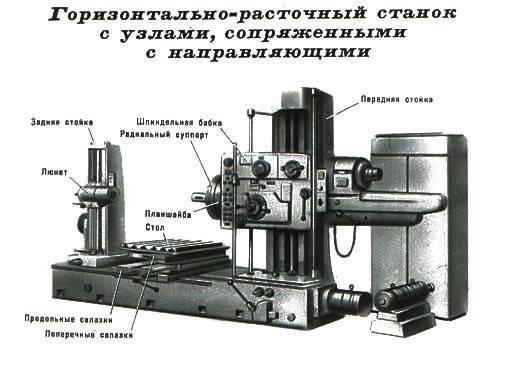
Горизонтально-расточные станки
В горизонтально-расточных станках шпиндель располагается горизонтально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением V станка является вращательно-поступательное движение шпинделя относительно его оси. Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п., либо оператору с помощью специальной подвижной подножки, в зависимости от типа обработки.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
Координатно-расточные станки
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На станках этого типа выполняют практически все операции, характерные для расточных станков. Ко всему прочему, на координатно-расточных станках можно еще и производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными индуктивными, механическими, оптико-механическими и электронными устройствами отсчета, которые позволяют измерять перемещения подвижных узлов с высокой точностью. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки бывают одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Установочные движения в одностоечных станках — это продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали. В двухстоечных станках — это продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
На что обратить внимание
Перед совершением покупки обращают внимание на ряд параметров, в частности:
- Размеры шпинделя;
- Максимально допустимый вес и размеры заготовок;
- Диаметр рабочего стола;
- Максимально возможный уровень перемещения по осям;
- Диапазон скоростей;
- Интервал подач;
- Мощность двигателя.
Мощность двигателя — один из важных показателей, от которого будет зависеть скорость обработки деталей.
Расточные станки принадлежат к специальному и востребованному оборудованию, незаменимы во многих случаях, особенно когда нужно добиться ювелирной точности и максимальной производительности. Если предприятие остро нуждается в механизмах такого типа, то сможет найти подходящие варианты на отечественном рынке без особых усилий.
Алмазно-расточные станки
Алмазно-расточные станки принадлежат к группе отделочных станков. Они предназначены для тонкого растачивания точных цилиндрических поверхностей, а при наличии дополнительной оснастки и для обработки торцов, канавок, конических и фасонных поверхностей вращения; эти станки наиболее эффективны в условиях массового, крупносерийного, а иногда и мелкосерийного производства.
Под тонким растачиванием понимают окончательную отделочную обработку отверстий, выполняемую алмазным или твердосплавным режущим инструментом. Алмазный инструмент применяют главным образом для растачивания деталей из цветных сплавов, эбонита, текстолита, резины и других синтетических материалов, а обработку черных металлов производят твердосплавным режущим инструментом. Алмазное растачивание в ряде случаев заменяет шлифование.
К числу деталей, для обработки которых применяют алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока, отверстия под палец в поршнях и ряд других.
Особенности процесса тонкого растачивания. Процесс тонкого растачивания характеризуется высокими скоростями резания, малой величиной подачи и небольшой глубиной резания, обеспечивающей минимальную шероховатость обработанной поверхности. Режим тонкого растачивания: скорость резания до 1000 м/мин, величина подачи 0,01—0,1 мм/об и глубина резания 0,05—0,55 мм. Высокая точность обработки отверстий, отклонение от круглости 0,003—0,005 мм и шероховатость поверхности 0,16-0,63 мкм.
К алмазно-расточным станкам предъявляют высокие требования, главными из которых являются: высокая частота вращения шпинделя, превышающая 6000 об/мин; устойчивые малые величины подачи (менее 0,04 мм/об); бесступенчатое регулирование подачи, высокая скорость ускоренных ходов (4—7 м/мин); высокая точность вращения шпинделя при отсутствии вибраций.
Базовые детали алмазно-расточных станков, такие, как станины, столы, салазки, выполняют массивными, жесткими, с большим числом ребер жесткости
Особое внимание уделяют шпинделям
Точность вращения шпинделя в значительной степени определяет выходную точность обработки. Шпиндели монтируют на высокоточных подшипниках качения или скольжения. Передачу вращения на шпиндель для получения низкой шероховатости обрабатываемой детали осуществляют ременной передачей. Шпиндель и закрепленные на нем детали обычно подвергают балансировке. Применение гидравлической установки дает возможность не только применить бесступенчатое регулирование подачи, но также автоматизировать цикл перемещения стола и другие вспомогательные операции. Электродвигатели, насосы и другие механизмы станка изолируют от точных элементов путем их выноса за пределы станка, что также способствует уменьшению тепловых деформаций базовых деталей станка.
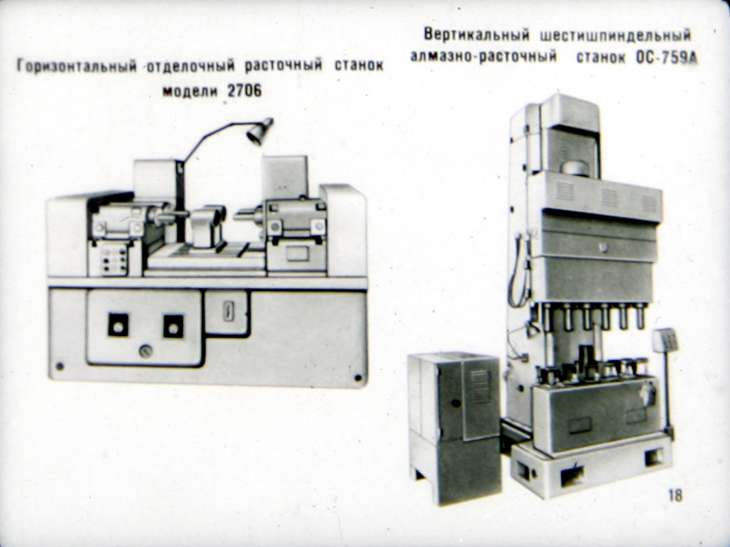








Алмазно-расточные станки по « расположению оси шпинделя делят на две большие группы: горизонтальные и вертикальные. Существуют также специальные станки с наклонными шпинделями и комбинированные. Кроме того, они бывают одношпиндельные и многошпиндельные, односторонние и двусторонние.
www.4ne.ru
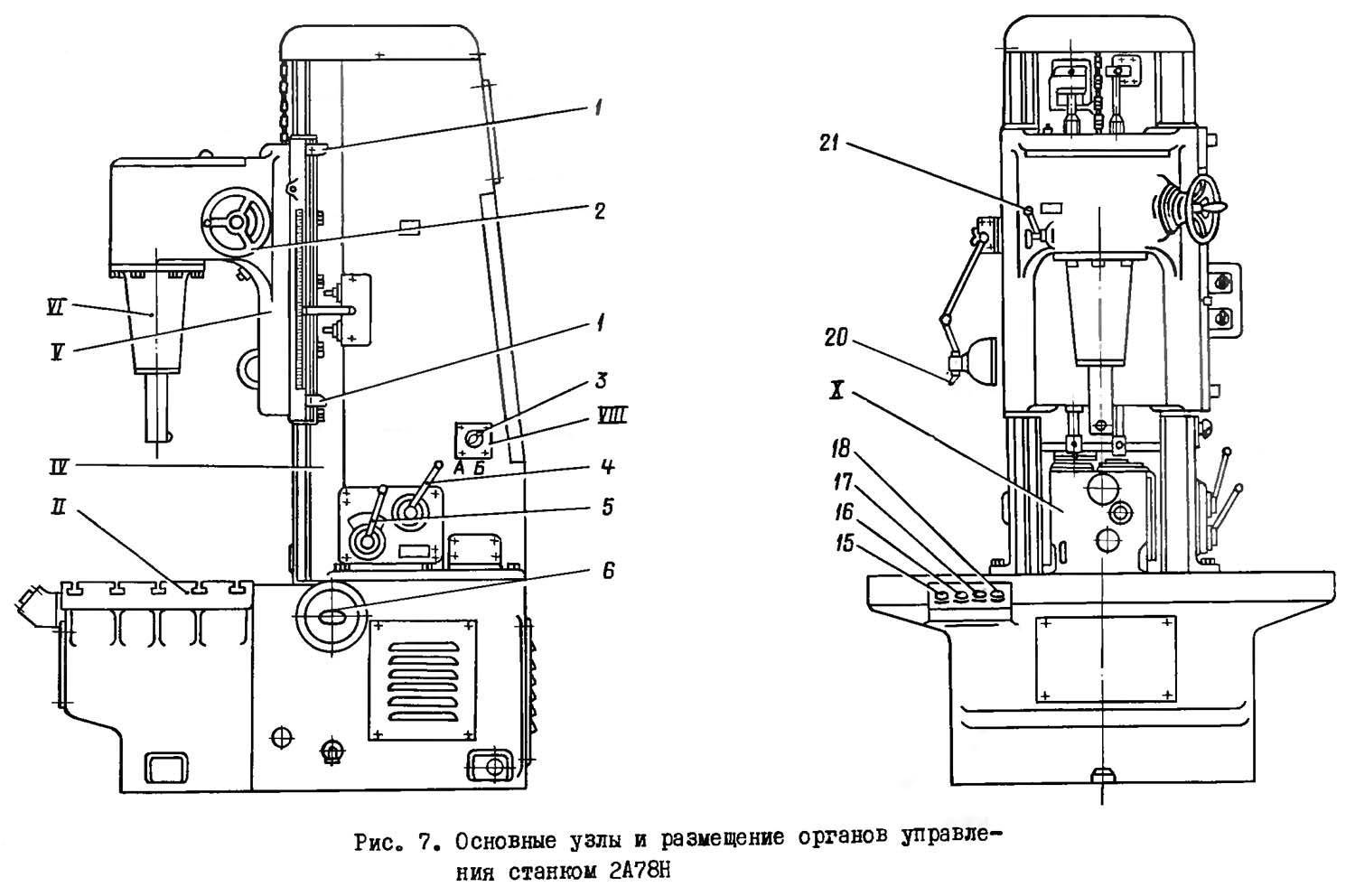
2А78Н станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Отделочно-расточной станок 2А78 выпускался в семидесятых годах прошлого века. Он заменил устаревший станок модели 278 и сам уступил место более совершенному станку 2Е78П, 2Е78ПН.
Отличия отделочно-расточного (алмазно-расточный) алмазно-расточного станка 2А78 и 2А78Н:
- 2А78 — имеется подвижный стол, который перемещается в продольном и поперечном направлениях
- 2А78Н — стол — неподвижная плита, совмещенная с основанием.
Станки отделочно-расточные вертикальные 2А78 предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки 2А78 снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
Обрабатываемые изделия центрируют и закрепляют на неподвижном столе. В зависимости от диаметра растачиваемого отверстия в шпиндельной бабке устанавливают определенный шпиндель из имеющегося комплекта. Универсальный шпиндель применяется для выполнения операций сверления, зенкерования и развертывания отверстий и поставляется за отдельную плату.
Комплект принадлежностей, приспособлений и инструментов, поставляемый со станком, позволяет растачивать блоки цилиндров и гильзы двигателей, предусмотренные по техническому заданию на изготовление станка.
На станке модели 2А78 стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок 2А78 используется для подвижных ремонтных мастерских.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
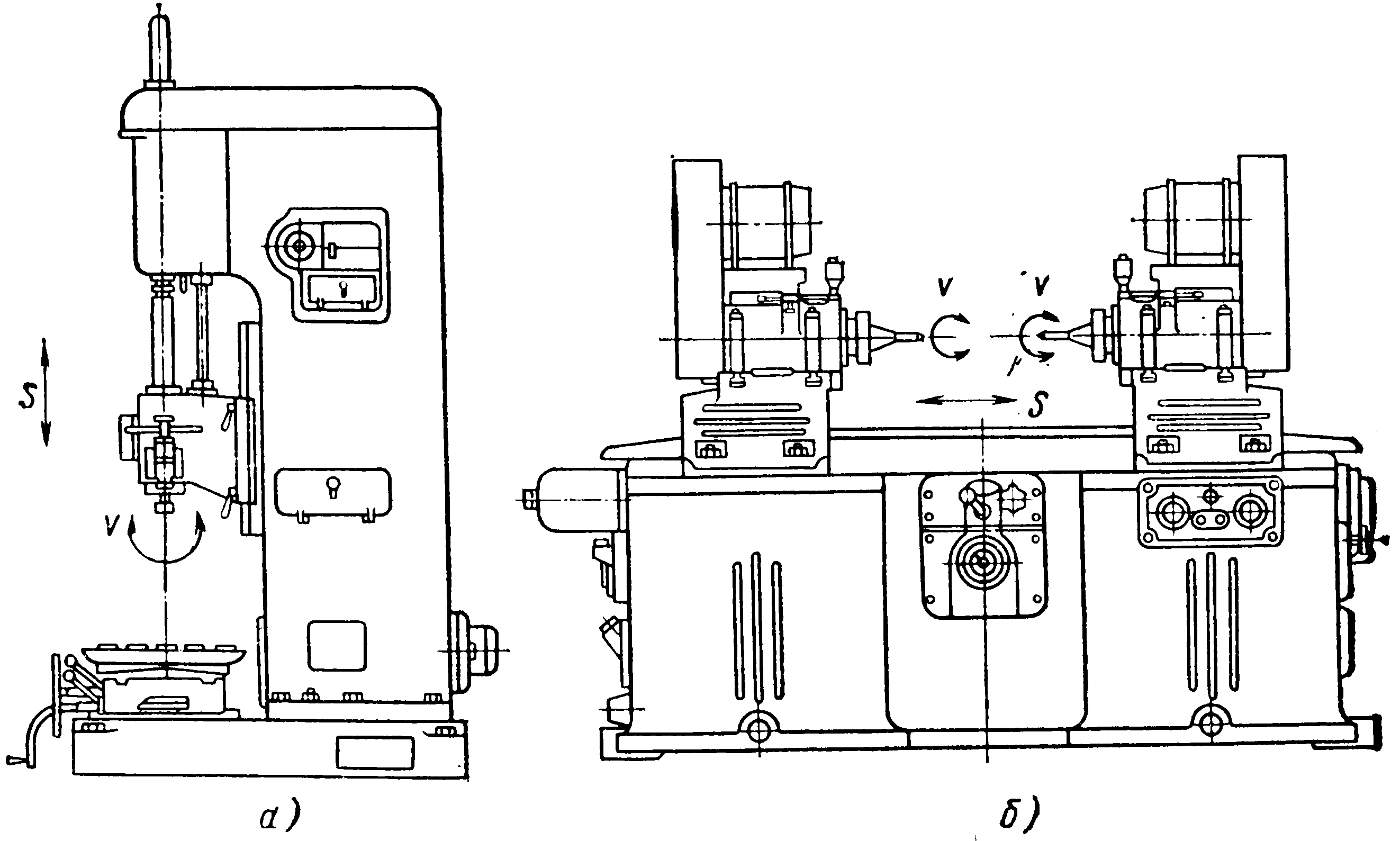
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.







4 Особенности алмазно-, токарно- и горизонтально-расточных установок
Алмазно-расточные станки характеризуются повышенными скоростями выполнения режущих процедур и малыми подачами. Они могут быть двух- и односторонними, много- и одношпиндельными, горизонтальными и вертикальными. Чаще всего, такое оборудование эксплуатируется на комбинатах, которые выпускают крупными партиями авиационные, сельскохозяйственные и автомобильные изделия.
Алмазно-расточные станки гарантируют уникальную четкость обработки отверстий, класс их шероховатости не ниже восьмого, минимальные отклонения по сечению. Данные установки имеют глубину резания не более 0,55 мм (минимум – 0,05). Обработка деталей на них выполняется со скоростью до 1000 метров в минуту. Алмазно-расточные станки работают исключительно с твердосплавными и высокоточными алмазными режущими инструментами, которые обеспечивают превосходное растачивание следующих изделий:
- блоков цилиндров;
- гильз двигателей транспортных средств;
- вкладышей и втулок;
- головок блоков автотехники;
- шатунов.
Кроме того, алмазно-расточные станки применяются для черновых операций. К ним относят – растачивание канавок и конусов, наружное и внутреннее обтачивание конусных заготовок, подрезание торцов и многие другие. Обработка изделий на «алмазных» агрегатах выполняется при помощи комплектов инструментов и наборов съемных шпинделей, которые поставляются производителем вместе со станком.
Горизонтально- и токарно-расточные станки представляют собой разновидности координатных агрегатов. Горизонтально-расточное оборудование отличается от вертикально-расточного, как понятно из названия, расположением шпинделя, вращательно-поступательное перемещение коего считается главным. Подача в нем передается обрабатываемому на столе изделию, используемому рабочему инструменту или применяемому приспособлению.
В наши дни нередко встречается расточной станок с ЧПУ, который отличается от обычных установок рядом достоинств. Среди них можно выделить несколько самых важных преимуществ:
- универсальность и простота технологической оснастки;
- повышенная производительность (до 2,5 раз более высокая по сравнению со стандартным расточным агрегатом любой конструкции);
- уменьшенная длительность производственного цикла;
- малое время на подготовку оборудования к переориентированию на выпуск новых изделий.
В целом, расточной станок с ЧПУ выполняет те же операции, что и обычный, но при этом его применение в любом случае является экономически более целесообразным. Обработка металлических деталей на таких установках, кроме того, характеризуется большей точностью и отсутствием брака, обусловленного ошибками оператора агрегата.
Расточной станок с ЧПУ с двумя либо одной стойкой по уровню точности может быть причислен к классу С либо А. А по степени автоматизации описываемые установки делят на оборудование со сменой изделий и инструментов в автоматическом режиме, с предварительным набором координат и цифровой индикацией, а также на простые станки с программным управлением. Заметим, что на всех них, как правило, допускается осуществлять не только расточные, но и фрезерные работы.
- ДД450АФ10 и 2А450АФ10: характеризуются наличием режима электронного маховика и наличием измерительно-отсчетного электронного комплекса;
- 2Е450АФ30: в этих агрегатах имеется цифровая индикация и возможность постановки задачи в режиме диалога с оборудованием;
- 2Л450АФ4: особенности – графический монитор и контурная обработка по трем осям.
Отдельно скажем и о мобильных расточных станках, которые имеют малые размеры. Их обычно используют для хонингования и расточки мест посадки под седла разнообразных клапанов (регулирующих и стопорных) и выполнения иных расточных мероприятий не в заводских условиях. Благодаря мобильному расточному станку, многие работы по обработке изделий можно выполнять практически на любом объекте.
В различных сферах производственной деятельности часто используется такое оборудования как координатно-расточный станок. Данное оборудование наиболее часто применяют на производствах металлургического, машиностроительного характера. Основное назначение данной группы станков это обработка поверхности из металла, выполнение таких операций с заготовками, как , растачивание, пробивание отверстий, зенкерование и многие другие операции.
Заключение
Координатно-расточные станки благодаря своей функциональности занимают особую нишу среди универсального оборудования, позволяющего существенно оптимизировать технологический процесс. Поэтому за счет них можно реально снизить трудозатраты на производство и, следовательно, себестоимость выпускаемой продукции.
Классификация расточных станков
В зависимости от вида обработки металлорежущие станки делятся на 10 групп (от 0 до 9). Каждая группа в свою очередь подразделяется на 10 типов (от 0 до 9), а каждый тип – на несколько размеров. Таким образом, любой расточный станок обозначается трех- или четырехзначной цифрой: первая цифра – номер группы, вторая – номер типа, третья и четвертая – размер станка.
Модификации основной базовой модели станка отличаются введением буквенного обозначения после цифр. Буква, стоящая между первой и второй цифрами, свидетельствует об изменении и улучшении конструкции данной модели станка.
Согласно принятой классификации все расточные и сверлильные станки относятся ко второй группе, горизонтально-расточные станки – к шестому типу этой группы, координатно-расточные – к четвертому типу, алмазно-расточные – к седьмому типу.
Рассмотрим три примера нумерации горизонтально-расточных станков. Модель станка 262 – это станок расточный (группа 2), горизонтального типа (тип 6), размера 2-го (№ 2). Модель станка 262Г – модификация основной базовой модели 262. Модель станка 2630 – это горизонтально-расточный станок большего размера (№ 30), отличающийся от станка 262 большим диаметром шпинделя, размерами стола и габаритами станка.
Типы горизонтально-расточных станков
Горизонтально-расточные станки по своей компоновке разделяются на три группы: а, б и в, имеющие несколько исполнений. Тип а – это станки со столом, имеющим два взаимно перпендикулярных перемещения. Диаметр расточного шпинделя 50-125 мм. На общей станине смонтированы передняя стойка, стол и задняя стойка. Передняя стойка неподвижна. Задняя стойка и каретка стола имеют установочные перемещения по направляющим станины. Поворотный стол передвигается.параллельно оси шпинделя (продольное перемещение) и по направляющим каретки стола перпендикулярно оси шпинделя (поперечное перемещение). По вертикальным направляющим передней стойки движется шпиндельная бабка. Исполнение / отличается от исполнения 2 наличием радиального суппорта. Представителем этого типа станков является станок 262Г.
Тип б – это станки со столом, имеющим одно перемещение. Они предназначены для обработки средних и крупных деталей. Диаметр расточного шпинделя 150-200 мм. Станина состоит из трех частей, скрепленных между собой. Передняя стойка движется по направляющим станины параллельно оси шпинделя. Стол перемещается по направляющим средней части перпендикулярно оси шпинделя. Задняя стойка имеет продольное перемещение по станине. Станок снабжен радиальным суппортом.








Исполнение / отличается от исполнения 2 наличием поворотного стола. Представителем этого типа станков является станок 2654.
Тип в – это станки с поперечно-подвижной передней стойкой и с неподвижной плитой. Они предназначены для обработки средних и крупных деталей. Диаметр расточного шпинделя 150-320 мм. Станина состоит из двух частей, не связанных между собой. Передняя стойка имеет поперечное перемещение по направляющим станины. Задняя стойка передвигается по станине в поперечном направлении по салазкам или переставляется краном. Обрабатываемая деталь неподвижна. Станки имеют три исполнения: 1-е – с радиальным суппортом и съемным поворотным столом, имеющим продольное перемещение; 2-е – без радиального суппорта и продольного перемещения передней стойки (обрабатываемая деталь крепится на плите неподвижно); 3-е – с радиальным суппортом и продольным перемещением передней стойки (обрабатываемая деталь крепится на плите неподвижно).
Кроме указанных типов горизонтально-расточных станков, на заводах, находят также применение горизонтально-расточные станки – колонки с поворотной стойкой и шпиндельной бабкой
Для сложной обработки металлических заготовок специалисты используют особый тип оборудования – расточные станки. Они могут выполнять несколько типов операции и представляют сложные промышленные комплексы с функциями автоматической работы.





