

Содержание
Недостатки
Кислородная сварка с использованием ацетилена имеет некоторые негативные качества, среди которых можно выделить:
- При нагреве появляется большая зона с изменениями в качествах материала. Именно по этой причине данная технология не применяется в сфере машиностроения.
- Не рекомендуется использовать для сваривания изделий с толщиной больше 5 мм. В этих случаях стоит применять полуавтоматическую или ручную электросварку.
- Ацетиленовое сваривание не подходит для изделий высокоуглеродистого металла.
- При сваривании внахлест металл будет сильно деформироваться. Кроме этого будут возникать области с чрезмерным напряжением.
- Если сравнивать с электродуговыми методами сварки, то для этой технологии требуются большие финансовые вложения на материалы и оборудование.
Однако стоит учитывать, что использование ацетилена для резки и сварки металлов может привести к неприятным последствиям. Дело в том, что данный газ достаточно сильно взрывоопасен, и если во время его применения не соблюдать технику безопасности, то может возникнуть сильный взрыв, который может навредить здоровью или повлечь более серьезные проблемы.
Помимо несоблюдения правил безопасности, также сварщики часто выполняют неправильные действия при обратном ударе, а это основные действия, которые могут привести к авариям при сварке. Специалисты при работе с ацетиленом для сварки должны иметь навыки выше тех, которые требуются при проведении полуавтоматической и автоматической сварки.
Стоит отметить! Ацетиленовая технология лучше подходит для стыковых соединений деталей. А качество соединения напрямую зависит от качества и чистоты ацетилена и кислорода.
Кроме этого данный вид сваривания подходит только для тонкостенных изделий из металла. При помощи него не можно сварить только некоторые виды цветных металлов. А сам стык получается не таким красивым и надежным, как, к примеру, у газосварки.
Можно ли собрать такое устройство самостоятельно
Ацетиленовый генератор можно собрать в домашних условиях собственными руками. Для этого нам понадобятся следующие инструменты и материалы:
- Стальной корпус.
- Перегородка.
- Водяной затвор.
- Карбид.
- Вода.
- Устройство в виде трубки внутри баллона для вывода газа.
- Резак или горелка.
Главное строго соблюсти правила изготовления баллона. Иначе пары ацетилена соединятся с воздухом и образуется сильная взрывчатая смесь.
Используется стальной баллон. С помощью перегородки, которая обязательно должна устанавливаться чуть ниже от центра баллона, разделяете его на две части. Одна часть этого баллона заливается обычной водой, а в другую – засыпается карбид кальция, из которого потом будет получен ацетиленовый газ. Вода по капельнице будет поступать в другую половину стальной емкости и капать на карбид кальция. Соединение с водой вызовет химическую реакцию. В результате образуется газ ацетилен, который по специальной трубке поступает в выходное отверстие, а шлак отсортировывается в сторону.
Вроде все просто и здорово. Но это только так кажется на первый взгляд. Необходимо учесть скачки давления. Такая реакция не постоянна. Иногда она протекает медленнее, другой раз – быстрее. Поэтому можно просто взлететь на воздух, благодаря самодельному генератору. Так как он не прошел сертификацию.
Поэтому рекомендуется не изготавливать самодельные генераторы для создания ацетилена. Тем самым вы убережете себя и тех, кто будет в это время с вами находиться.
Классификация ацетиленовых генераторов
Меры предосторожности
Чтобы растворенный ацетилен не причинил никакого вреда рабочему персоналу, в процессе его эксплуатации необходимо осуществлять:
- постоянный контроль концентрации вещества в атмосфере рабочей зоны (допустимая концентрация в воздухе 0,46%);
- соблюдение безопасного расстояния ацетиленовых резервуаров от источников открытого пламени и нагревательного оборудования;
- использование инструмента из неискрящегося сплава, а также осветительных приборов и электрооборудования со взрывобезопасным исполнением;
- применение приточной и вытяжной вентиляционной системы на рабочих объектах.
При возникновении пожара по возможности нужно удалить из зоны возгорания холодные баллоны, а оставшиеся охладить водой или специально предназначенными для этого составами. Пожаротушение следует осуществлять углекислотными огнетушителями, сжатым азотом, водяной струей, асбестовым полотном, песком.
На видео ниже вы можете посмотреть, как выглядят ацетиленовые баллоны:
Правила безопасности

Рассматриваемая технология имеет уровень повышенной опасности. Начинающие сварщики ошибочно полагают, что для безопасного выполнения работ достаточно знать, какую окраску наружной поверхности должен иметь ацетиленовый баллон. Основные требования техники безопасности содержат следующие пункты:
- При наличии ацетиленового генератора необходимо строго соблюдать правила его эксплуатации.
- Карбид кальция хранят в сухих помещениях с функционирующей системой вентиляции. Вскрытие упаковки выполняют специальным инструментом с медным покрытием, во избежание образования искр.
- Запрещена эксплуатация генератора без предохранительного водяного затвора.
- Строго соблюдайте правила хранения и перемещения баллонов. Они должны быть укомплектованы защитным колпаком, манометром и редуктором для регулировки расхода газа.
- Все емкости, работающие под давление, должны периодически проходить освидетельствование. Запрещено использовать оборудование с видимыми механическими повреждениями.
- Все работники должны иметь средства индивидуальной защиты, перечень которой регулируется нормативными документами по охране труда.
- При работе в колодцах и прочих объектах, находящихся ниже уровня поверхности, необходимо обеспечить устройствами для принудительной вентиляции.
В случае возникновения пожара следует немедленно удалить из помещения все емкости с ацетиленом. Если пламя идет из баллона, нужно закрыть баллон с помощью ключа. Все процедуры по борьбе с огнем проводятся с безопасного расстояния. Специалисты рекомендуют использовать огнетушители с наполнителем на базе азота.
Ацетиленовая сварка: описание технологии и сфера использования
Где используется?
Ацетиленовая сварка является одним из наиболее распространенных методов сварки и применяется в различных отраслях промышленности. Например, ее можно использовать для сварки металлических конструкций и элементов, а также для изготовления металлических изделий различного назначения.
Другая сфера применения ацетиленовой сварки — ремонт и техническое обслуживание оборудования, такого как автомобили, мотоциклы, бульдозеры и др. В таких случаях ацетиленовая сварка позволяет быстро и качественно восстановить поврежденные детали или заменить их.
Также ацетиленовая сварка может быть использована в строительстве, например, для сварки арматурных конструкций, а также в металлообработке, например, при изготовлении различных инструментов и оборудования.
- Металлургия
- Строительство
- Металлообработка
- Техническое обслуживание оборудования
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а — голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
История получения ацетилена
В 1836 г. в Бристоле на заседании Британской ассоциации Эдмунд Дэви (Edmund Davy), профессор химии Дублинского Королевского общества и двоюродный брат Гемфри Дэви (Humphry Davy), сообщил:
Дэви получил карбид калия К2С2 и обработал его водой.
В статье о получении карбида кальция мы писали о том, что его «двууглеродистый водород» впервые был назван ацетиленом французским химиком Пьером Эженом Марселеном Бертло (Marcellin Berthelot) в 1860 г. Только через 60 лет после открытия Дэви предсказанное им использование ацетилена для освещения явилось первым толчком для его промышленного получения.








Характеристика генератора асп-1, 25-7
Наименование показателей генератора
Производительность, м 3 /ч
Давление рабочее после затвора, МПа
Наибольшее допустимое давление, МПа
Вместимость корзины для карбида кальция, кг
Объем заливаемой воды, л:
а) в газообразователь
б) в промыватель
в) в вытеснитель
Масса, кг (без воды и карбида кальция)
Давление, открывающее предохранительный клапан, МПа
Давление, закрывающее предохранительный клапан, МПа
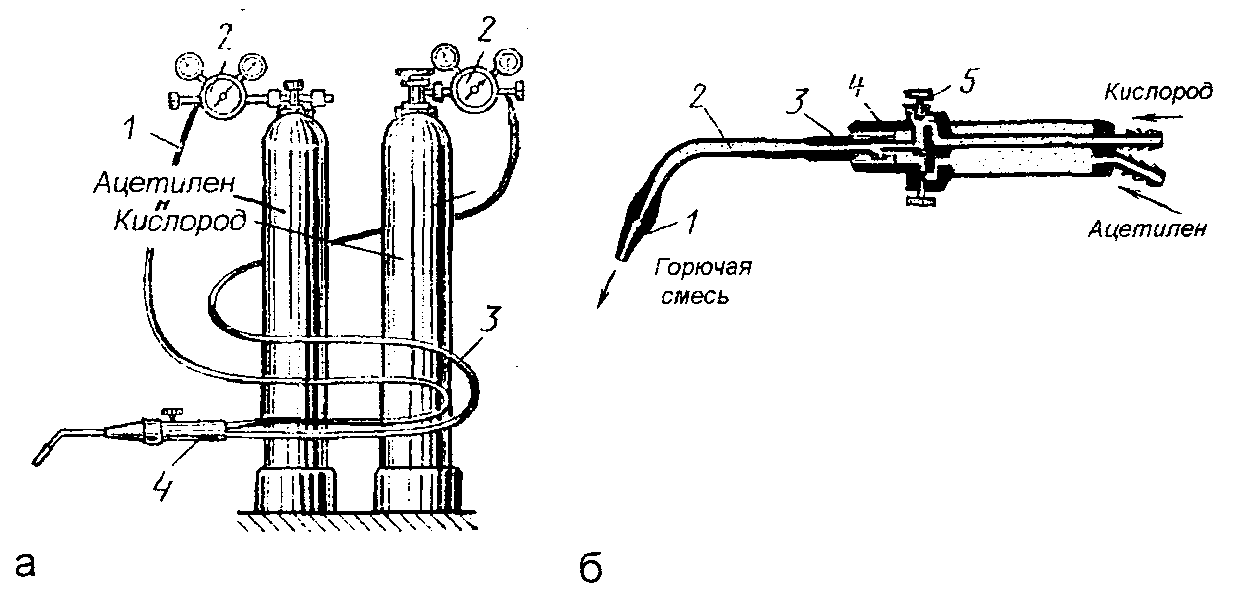
Генератор (рис. 9.3) работает следующим образом. Отбрасывается поддон 8 корзины 7, и в нее загружается необходимое количество карбида кальция. Отворачивается пробка 14 контрольного штуцера 2, и в генератор наливается вода, пока она не начнет сливаться из контрольного штуцера. Быстро устанавливаются корзина 7, мембрана 6 и крышка 2. Генератор герметизируется винтом 3. Образующееся в генераторе давление вытесняет воду через патрубок 9 из газообразователя 20 в вытеснительную камеру 21. Реакция останавливается. При открывании вентиля 17 давление ацетилена в газообразователе снижается и вода из вытеснителя через патрубок 9 поступает в газообразователь, что вызывает реакцию между карбидом кальция и водой. Образующийся в газообразователе ацетилен поступает по трубе 10 в промыватель 22, а из него, пройдя через слой воды, в предохранительный затвор 15 и в шланг. При закрытии вентиля 17 ацетилен вытесняет воду из газообразователя в вытеснитель и реакция останавливается. Предохранительный затвор служит для предотвращения возможности проникновения пламени из шлангов в генератор при обратном ударе (при распространении пламени от горелки по ацетиленовому шлангу к генератору).
Рис. 9.3. Схема ацетиленового генератора АСП-1, 25-7
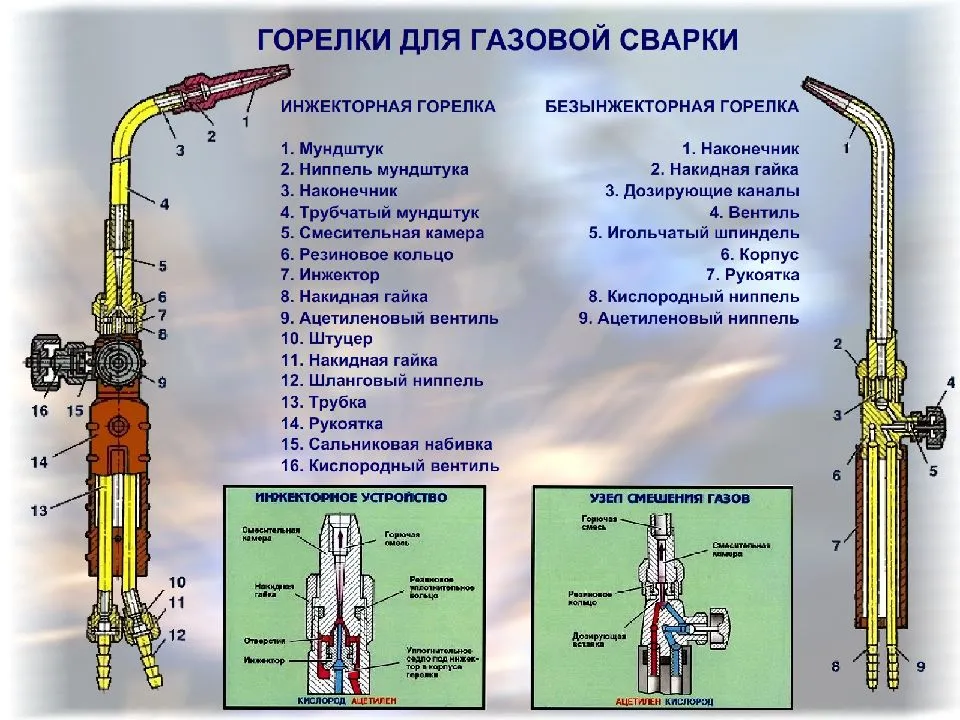
Газосварочные горелки служат для смешивания в требуемой пропорции кислорода и ацетилена, подачи горючей смеси к месту сварки и создания концентрированного пламени требуемой мощности. По принципу действия горелки подразделяются на инжекторные и безинжекторные (рис. 9.4). В инжекторных горелках поступление горючего газа (ацетилена) происходит за счет подсоса его струей кислорода, который, вытекая с большой скоростью из сопла инжектора, создает разряжение в каналах, по которым поступает ацетилен. Давление кислорода должно быть при этом равным 0,2–0,4 МПа, а давление ацетилена на входе в горелку может быть 0,001–0,002 МПа.
Горелки имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать в широких пределах мощность ацетилено-кислородного пламени, поддерживая достаточно высокую скорость истечения газов из горелки. Инжекторные горелки имеют семь номеров сменных наконечников.
Горелки большой мощности и многопламенные, работающие в тяжелых условиях, при высокой температуре, обычно делаются безинжекторными, в них оба газа – кислород и ацетилен – поступают под одинаковым давлением в пределах 0,01–0,15 МПа.
Рис. 9.4. Схемы ацетиленовых горелок:
а – инжекторные; б – безинжекторные;
1 – ствол горелки; 2 – гайка; 3 – наконечник; 4 – мундштук; 5 – смесительная камера; 6 – инжектор; 7 – вентиль; 8 – штуцер присоединительный
В зависимости от соотношений объемов ацетилена и кислорода, подаваемых в горелку, изменяется состав пламени. Если на 1 объем ацетилена подается примерно 1–1,2 объема кислорода, то весь ацетилен полностью сгорает и такое пламя называется нормальным. Пламя состоит из трех зон: ядра пламени 1, восстановительной зоны 2 и факела 3 (рис. 9.5).
Ядро ослепительно белого цвета, имеет форму конуса с закругленным концом. В ядре происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука. Восстановительная зона имеет значительно более темный цвет, чем ядро, и наиболее высокую температуру на расстоянии 3–5 мм от края ядра. В факеле протекает горение ацетилена за счет атмосферного кислорода. Нормальное пламя используют для сварки малоуглеродистых, низколегированных и высоколегированных сталей, а также меди, магниевых сплавов, алюминия, цинка, свинца и др.
При увеличении содержания кислорода (О2 / С2Н2 > 1,2) пламя приобретает голубоватый оттенок и имеет заостренную форму ядра. Такое пламя называется окислительным и может быть использовано только при сварке латуни. В этом случае избыточный кислород образует с цинком, содержащимся в латуни, тугоплавкие оксиды, пленка которых препятствует дальнейшему испарению цинка.
Преимущества и недостатки технологии
Любой вид сварки имеет свои достоинства и недостатки. К достоинствам относится следующее:
- процесс ацетиленовой сварки не требует электрического источника энергии;
- аппаратура, необходимая для проведения работ, достаточно мобильна и может быть развёрнута в любом месте (на даче, садовом участке, промышленном объекте, просто на улице);
- допустимость плавного изменения температуры газовой струи за счёт изменения угла наклона горелки по отношению к поверхности свариваемых деталей;
- избегать так называемых прожогов деталей благодаря свободному выбору расстояния между горелкой и швом;
- высокая технологичность при сварке неповоротных швов и небольшого расстояния до ближайших конструкций (например, до стены);
- отсутствует необходимость производить так называемый операционный стык;
- производить работы при различных температурах расплава металлов или сплавов, из которых изготовлены сами конструкции;
- обеспечивается высокое качество сварного соединения;
- не высокая себестоимость на оборудование и материалы.
К основным недостаткам относятся:
- невысокая производительность сварочных работ;
- создание обширной площади нагрева (приводит к изменению механических характеристик металла, из которого изготовлены свариваемые детали);
- работы могут быть выполнены только хорошо подготовленным сварщиком;
- применение горючих газов (ацетилена и кислорода) определяет её высокую взрывоопасность;
- в месте проведения работ наблюдается высокая загазованность, что требует соблюдения особых условий техники безопасности;
- невозможность механизировать и автоматизировать сварочные работы;
- невозможно получить качественное соединение деталей, выполненных из легированных сталей и высокоуглеродистых сталей;
- невозможность производства сварки внахлёст (это приведёт к неконтролируемой деформации металла и образованию отдельных участков с повышенным напряжением).

Процесс ацетиленовой сварки
Несмотря на перечисленные недостатки и высокую взрывоопасность, ацетиленово-кислородная сварка пользуется высокой популярностью при соединении тонкостенных конструкций, деталей из цветных металлов.
Источник
Технология газовой сварки
Как уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2H2 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей. Кислород здесь, по сути, выполняет две функции:
- Образующийся в генераторе C2H2 имеет малое давление на выходе из резервуара, но его подхватывает струя кислорода и увлекает в горелку.
- Когда сварщик поджигает смесь у сопла, у него есть возможность регулировать мощность факела барашковым краном, отвечающим за подачу кислорода, поддерживающего процесс горения.
Если для ацетиленовой сварки кислород поставляется с завода в баллонах под давлением, то C2H2 чаще всего производится непосредственно на рабочем месте в генераторе. Для этого используют карбид кальция(CaC2), который продается в большинстве строительных магазинов и обычную питьевую или техническую воду. В процессе протекания реакции смесь разлагается на C2H2 и Ca(OH)3 (гашеную известь). Ацетилен под давлением по шлангу попадает в горелку и там подхватывается кислородом. С остающейся гашеной известью поступают по-разному, но это именно тот состав, который вы покупаете в магазине для побелки деревьев на дачном участке.




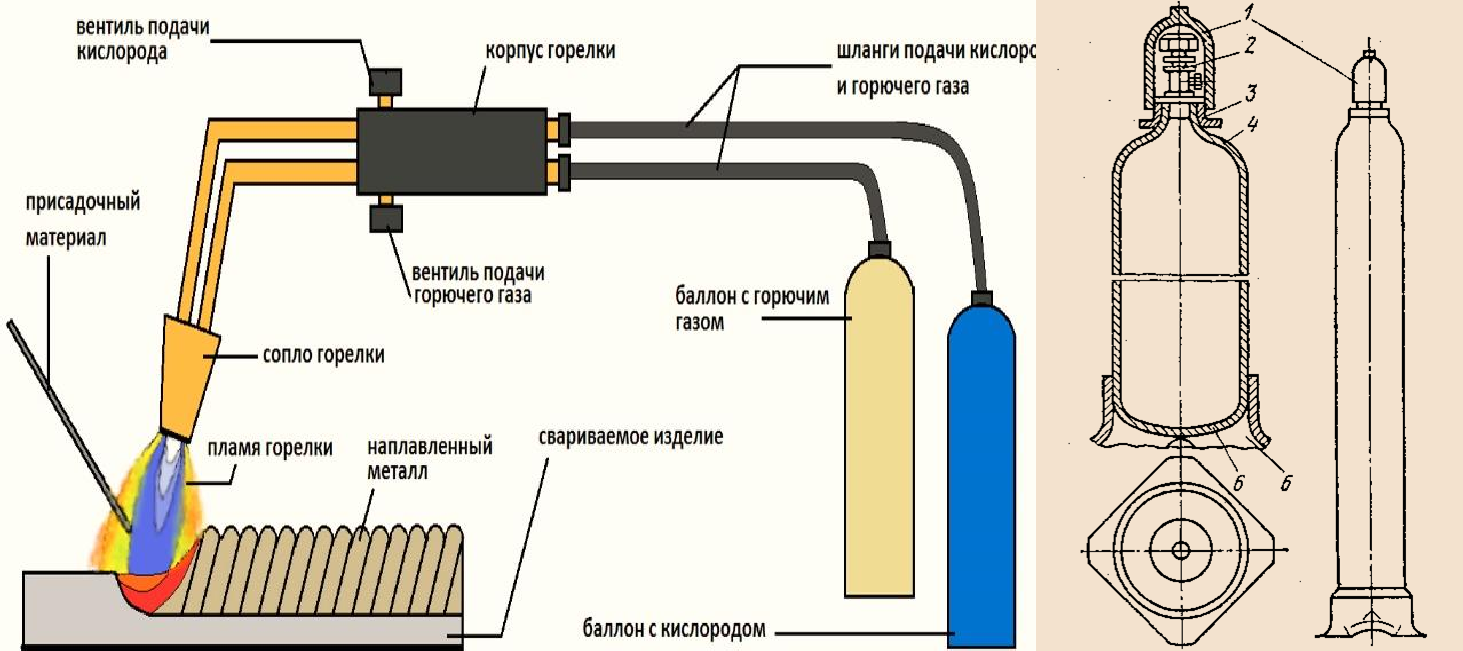





Используемое оборудование
Кислородная сварка предполагает создание шва за счет создания пламени при горении смеси двух газов ацетилена и кислорода. Поэтому необходимо обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
https://youtube.com/watch?v=g9wVooaDzvk
Для решения этих технических задач применяется следующее оборудование:
- баллон для хранения кислорода (обычно используют стандартный стальной баллон ёмкостью 40 литров);
- специальная ёмкость для хранения карбида и выработки ацетилена (такие агрегаты называются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных условиях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки определяет её величину отверстия: самый маленький имеет нулевое обозначение, самый большой пятый).

Устройство оборудования
Сварка ацетиленом и кислородом проводится в различных условиях. С этой целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. Например, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в синем цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это снижает возможность ошибки при монтаже, повышает надёжность и безопасность собранного аппарата.
Общее описание
Ацетиленовая сварка – тип газопламенной сварки на основе искусственного газа — ацетилена, выработка которого происходит в процессе простой химической реакции — смешение карбида кальция и воды.
Ранее процесс смешивания и выделения газа производился в ручную, во время сварки, для этой цели использовался специальный газогенератор. Сейчас же баллоны с готовым ацетиленом доступны в продаже, поэтому потребность в газогенераторах отпала.
Ацетилен является основным видом газа, который применяется в газовой сварке. Температура ацетиленокислородного пламени в процессе варки может составлять 3 300 градусов, благодаря чему достигается наивысшее качество и долговечность готового шва.
Требования к размещению ацетиленовых генераторов
Такие генераторы отмечаются повышенной пожароопасностью. Поэтому, чтобы не допустить взрыва, необходимо соблюдать ряд правил к стационарным, передвижным газосварочным постам.
- Работать с генераторам только в условиях температур, которые указаны в мануале по работе с аппаратом или на самом баллоне. Для непередвижных – от +5 до –40. Для портативных – от минус двадцати пяти до плюс сорока градусов по Цельсию.
- Присматривать во время сварки за качеством работы редуктора. Он при скачках давления газа может работать по-разному.
- Обязательно проверить на возникновение искр. Не рекомендуется использовать генераторы, изготовленные из стали. Изготовленные из бронзы не допустят образования искр.
- Работник должен вести контроль за функционированием генератора. Вовремя опознать, что устройство подсасывает воздух с атмосферы и предупредить эту возможность вовремя.
- Аппарат может функционировать при давлении от 20 процентов до 110 выше уровня обозначенного компанией изготовителем.
- Ацетиленовый генератор производит столько ацетилена сколько расходует сварной.
- Устройство закрывается идеально герметично. В газосборнике есть достаточный объем для образования ацетилена. Газ не должен проходить внутрь комнаты, где идет сварочный процесс или на улицу.
- Конструкция устройства должна хорошо охлаждаться. Максимум для температуры жидкости должен быть установлен в восемьдесят градусов по Цельсию в районе изготовления ацетилена, а самого газа – 115.
- Не рекомендуется снимать обратный клапан.
- Размеры и вес портативных аппаратов должны быть минимальными.

Техника безопасности при сварочных работах
Портативные агрегаты должны использоваться в идеально вентилируемых комнатах, либо на открытой стройплощади под навесом. Дистанция между сваркой и самим устройством должна равняться пятнадцати метрам. Ни в коем случае не рекомендуется использовать ацетиленовый агрегат рядом с открытым огнем.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Технологический процесс газосварки
 Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.










На горелке открываем вентиль подачи ацетилена и поджигаем газ. Затем постепенно открывая кислородный вентиль, регулируем пламя. Для сваривания черных металлов наиболее часто применяется нейтральное пламя горелки. Сам факел состоит из трех, хорошо видимых невооруженным глазом, частей.
Голубой цвет с незначительным зеленоватым отливом имеет ядро, которое расположено внутри пламени.
Далее идет рабочая область, отвечающая за нагрев и качество шва в процессе ацетиленовой сварки. Это восстановительное пламя и оно, как правило, светло-голубого цвета.
Самая большая часть – это факел горелки. Он отвечает за нагрев металла.
Для настройки нейтрального пламени, необходимо прислонить горелку к любой металлической поверхности и отрегулировать его вентилями подачи газа. Ядро не должно быть очень большим, а восстановительное пламя регулируется до определенного цвета.
Сначала выставляется размер факела. Это делается подачей ацетилена. Затем постепенно увеличивая подачу кислорода, добиваемся нормального пламени.
При этом не следует делать очень мощное пламя. Оно увеличит не только скорость ацетиленовой сварки, но и повысит количество прожогов и подрезов шва. Поэтому регулировка – это одна из основных операций, которая облегчает выполнение сварочных работ.
Нельзя выставлять длинный и оранжевый цвет факела. Такое горение будет снижать качество шва, внося в сварочную ванну избыток углерода.





