

Инструменты для правки
В качестве инструментов для алмазной правки используются:
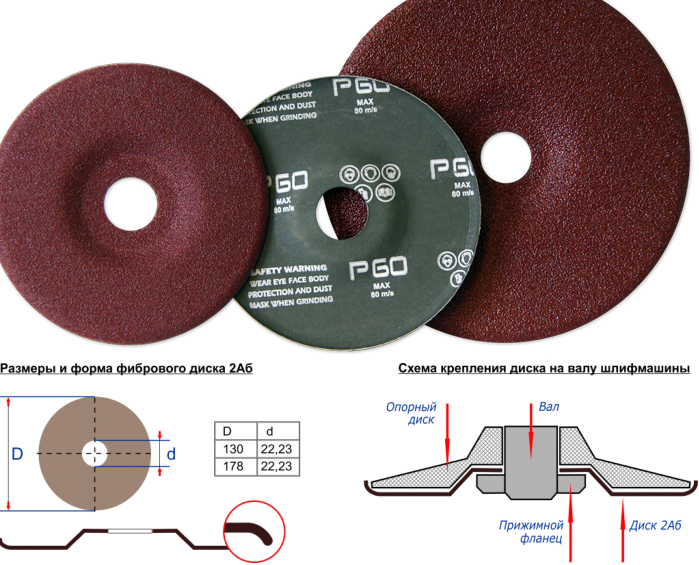
- алмазные диски;
- алмазные карандаши (стержни);
- алмазные пластины и ролики.

Так как алмазная правка в большинстве случаев является дорогостоящей операцией и не всегда может быть целесообразной в экономичном плане, в области машиностроения ее заменяют безалмазной правкой. Для ее осуществления используют следующие инструменты:
- круг заточной абразивный (или диск), изготовляемый из карбида кремния, электрокорунда или термокорунда;
- диски из твердых металлических сплавов;
- диски с металлической связкой;
- ролики и диски из быстрорежущих сталей (например, Р18).
После правки алмазозаменителями чистота обработки кругов может достигать 7, 8 или 9-го классов. Это, по сути, вполне приемлемо для инструментов, которые используются для черновой обработки деталей. Если же круг необходим более высокого класса точности, например 6 — для финишной обработки деталей, тогда в качестве правки должны использоваться только алмазные инструменты.
Разновидности оборудования
Для осуществления корректной обработки деталей необходимо определиться с видом шлифования. Благодаря этому можно подобрать оптимальный вариант абразивной насадки.
К главным критериям выбора этого оборудования относятся следующие составляющие:
- материал, из которого изготовлена обрабатываемая деталь;
- характер работы, оказываемой на поверхность изделия.
Шлифкруги, оснащённые кольцевым либо прямым профилем, зачастую применяются для работы на небольших наждаках и станках, в быту, а также для заточки, проводимой торцевой поверхностью инструмента. В качестве материалов, с которыми работают этим оборудованием, актуальностью пользуются камень, фарфор и стекло.
Наиболее популярными можно назвать обычные и двухсторонние конические круги, работа которых основана на обработке поверхностей детали плоскостью. Они также позволяют производить выемки в немалом перечне материалов.
Зачастую опытные мастера имеют в своём арсенале чашечные круги и инструменты с тарельчатыми цельнометаллическими насадками, оснащёнными алмазным напылением. Чашечная модификация напоминает оборудование прямого профиля с конической выточкой. Отличается она лишь прямоугольным расположением торца в отношении к боковой плоскости.
Если рассматривать разновидности оборудования в зависимости от типа абразива, можно выделить довольно широкий ассортимент инструментов. Кроме обозначенного выше алмазного напыления, используемого обычно для заточки и доводки твердосплавных элементов, довольно популярным считается электрокорунд, позволяющий изготавливать цельные насадки. Корундовые круги обычно делают без запрессованного сердечника и основания.
Особой прочностью обладает абразив, называемый эльбор. В основу этого материала включён кубический нитрид бора, практически не уступающий своими эксплуатационными характеристиками алмазу. Более того, он обладает неоспоримым преимуществом, а именно: высоким уровнем термостойкости.
Круги на липучке для болгарки
Особенность подобных абразивных кругов – они закрепляются на специальной основе с липучкой, в итоге могут быстро заменяться. Основа абразивного круга может быть выполнена из:
- Бумага. Стандартный тип абразивных кругов на липучке, может использоваться с любыми материалами и поверхностями. Преимущество – цена, минус – короткий срок службы и быстрая истираемость;
- Ткань. Материал придает кругу большей прочности и эластичности, изделие меньше изнашивается, подходит для большинства современных шлифовальных машин;
- Пленка. Круги с пленочной основой применяются для обработки хрупких поверхностей – преимущественно из стекла и пластика. Пленка восприимчива к температурному воздействию.
Абразивные частицы закрепляются на основе с помощью специальной связки. Состав и размер абразивных частиц напрямую зависит, для каких целей круг будет использован.
В основном в кругах на липучке для болгарки применяются следующие виды абразивных частиц:
- Циркониевый электрокорунд. Выделяется мелкокристаллической структурой, диапазон зернистости – до 250. Круг может эксплуатироваться длительное время, подходит для работы с металлическими поверхностями, абразивные частицы при обработке металла подвергаются самозаточке;
- Оксид алюминия. Зернистость кругов от 40 до 800, в основном абразивные частицы наносятся на основу из бумаги. Круги популярны за счет ряда преимуществ – низкая цена, высокая режущая способность, длительный срок службы. Круг подойдет для обработки поверхностей из мягких, цветных металлов, из нержавеющей стали;
- Карбид кремния. Абразив имеет поликристаллическую структуру, круги окрашены в зеленый или черный цвет. В основном такие круги используются для обработки мягкого металла, стали, стекла и пластмассовых заготовок;
- Цирконат алюминия. Абразив преимущественно наносится на тканевую основу, предел зернистости – до 120. Плюсы – высокая режущая способность, длительная эксплуатация, доступная цена. Подойдут для обработки сварных швов, заготовок из дерева, металла и нержавеющей стали.

Зернистость абразивных материалов
В шлифовальном круге, бруске или порошке используются абразивные зерна определенного размера, чтобы снимаемые ими стружки были бы одинаковыми. Для снятия большой стружки применяют шлифовальные круги с крупными зернами, для удаления небольшой стружки — с зернами помельче.
При подготовке абразивного материала для инструмента большие куски абразивного материала размельчаются в дробилках до получения зерен требуемых размеров. После дробления зерна очищаются от посторонних примесей, проходят химическую и термическую обработку.
Зернистость абразивных материалов (размер зерен) определяется размерами сторон ячеек двух последовательных сит, через которые производится просев или анализ отобранного абразивного зерна (порошка).
По крупности зерна различают следующие номера: 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 12; 10; 8; 6; 5; 4; 3; М40; М28; М20; М14; М10; М7; М5.
Зернистость абразивных материалов по ГОСТ 3647—59 задается длиной стороны сетки в сотых долях миллиметра (по старому ГОСТ размеры определялись количеством проволочек сита на длине в один дюйм).
Перевод обозначений зернистости из метрической в дюймовую систему и наоборот приводится в табл. 6.
Большие размеры зерен, указанные в таблице, соответствуют тому размеру отверстий сита, сквозь которые они проходят, а меньшие размеры — тому, при котором зерна задерживаются.
Абразивные материалы по величине зерен разделяются на 3 группы со следующими номерами зернистости:
- 1) шлифзерно — 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
- 2) шлифпорошки — 12; 10; 8; 6; 5; 4; 3;
- 3) микропорошки — М40; М28; М20; М14; М10; М7; М5.
Микропорошки обозначаются буквой М и числом, показывающим наибольший размер зерна в микронах.
Размер зерен микропорошков определяется измерением через микроскоп наибольшей ширины площади зерна, которую видно в поле зрения микроскопа. Размеры зерен в шлифпорошках № 4 и 3 измеряются комбинированным методом,
Т. е. зерна крупнее 40 мк определяются размерами сторон сита, а более мелкие — линейным измерением зерен под микроскопом.
Выбор круга по зернистости производится в зависимости от вида шлифования, величины съема шлифуемого материала, требуемой чистоты поверхности и точности обработки. Круги с крупным зерном увеличивают съем металла при шлифовании, повышают производительность труда, но при этом на поверхности детали оставляют значительные риски; потому их применяют на обдирочных работах.
Мелкозернистые круги применяют при чистовых и отделочных работах. В табл. 7 даны рекомендации по выбору зернистости абразивного материала.
Маркировка шлифовального круга. Обозначений типов и размеров кругов по ГОСТ 2424-83
Стандарт соответствует международному стандарту ИСО 525-86 в части обозначений типов и размеров кругов
Каждый шлифовальный круг имеет свою характеристику, наносимую на круг заводом-изготовителем в виде маркировки. В маркировку входят: марка завода-изготовителя, материал абразивного зерна, зернистость, твердость, структура, форма круга, размер наружного диаметра, высота, размер внутреннего диаметра, допускаемая предельная окружная скорость.
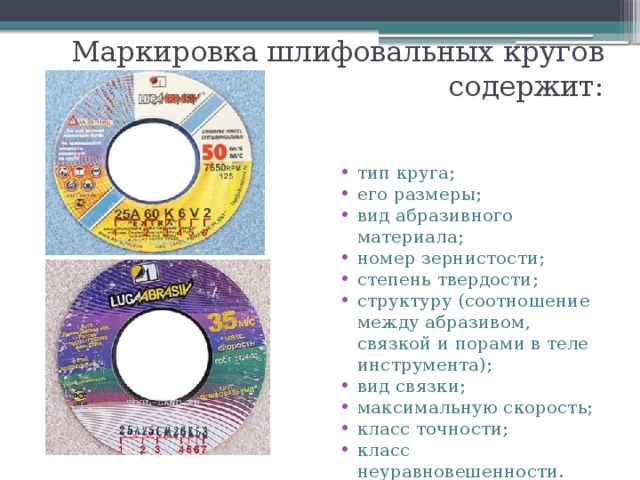








Эти данные обозначаются условными знаками в указанной последовательности на торце круга:
- а) завод-изготовитель: ЧАЗ (Челябинский абразивный завод); ЗАЗ (Запорожский абразивный завод) и т. д.;
- б) абразивный материал: электрокорунд — Э; электрокорунд белый — ЭБ; монокорунд — М; карбид кремния черный — К.Ч; карбид кремния зеленый — КЗ;
- в) № зернистости: 12; 16; 20; 220; 280; 320; М40; М28 и т. д.;
- г) связка: керамическая — К; бакелитовая — Б; вулканитовая — В;
- д) твердость: Ml; М2; МЗ; СМ1; СМ2; Cl; C2; СТ1; СТ2; СТЗ; Т1; Т2; ВТ1; ВТ2; ЧТ1; ЧТ2;
- е) структура: 1, 2, 3, 4 и т. д.;
- ж) форма круга: плоский прямого профиля — ПП; плоский с двухсторонним конусом 40° — 2П и т. д.
Пример. Шлифовальный круг с маркировкой
ЧАЗ ЭБ46 СМ2 К 6 ПП 450X63X127 35 м/сек
имеет следующую характеристику:
- ЧАЗ – завод-изготовитель — Челябинский абразивный завод;
- ЭБ – абразивный материал — электрокорунд белый; 46 — № зернистости;
- СМ2 – твердость круга — средней мягкости второй;
- К – керамическая связка;
- 6 – структура;
- ПП – форма круга — плоский прямого профиля; 450 — наружный диаметр, 63 — высота, 127 — внутренний диаметр, мм;
- 35 м/сек – предельная скорость вращения круга
Шлифовальный круг второго сорта выпускается с надписью 2С.
Шлифовальные круги для скоростного шлифования имеют красную полосу и обозначение 50 м/сек.
Выбор круга на основе маркировки
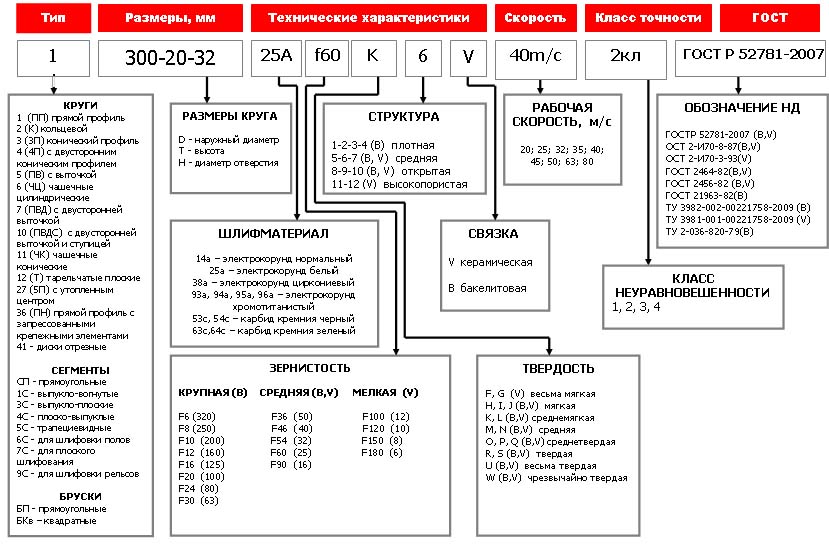
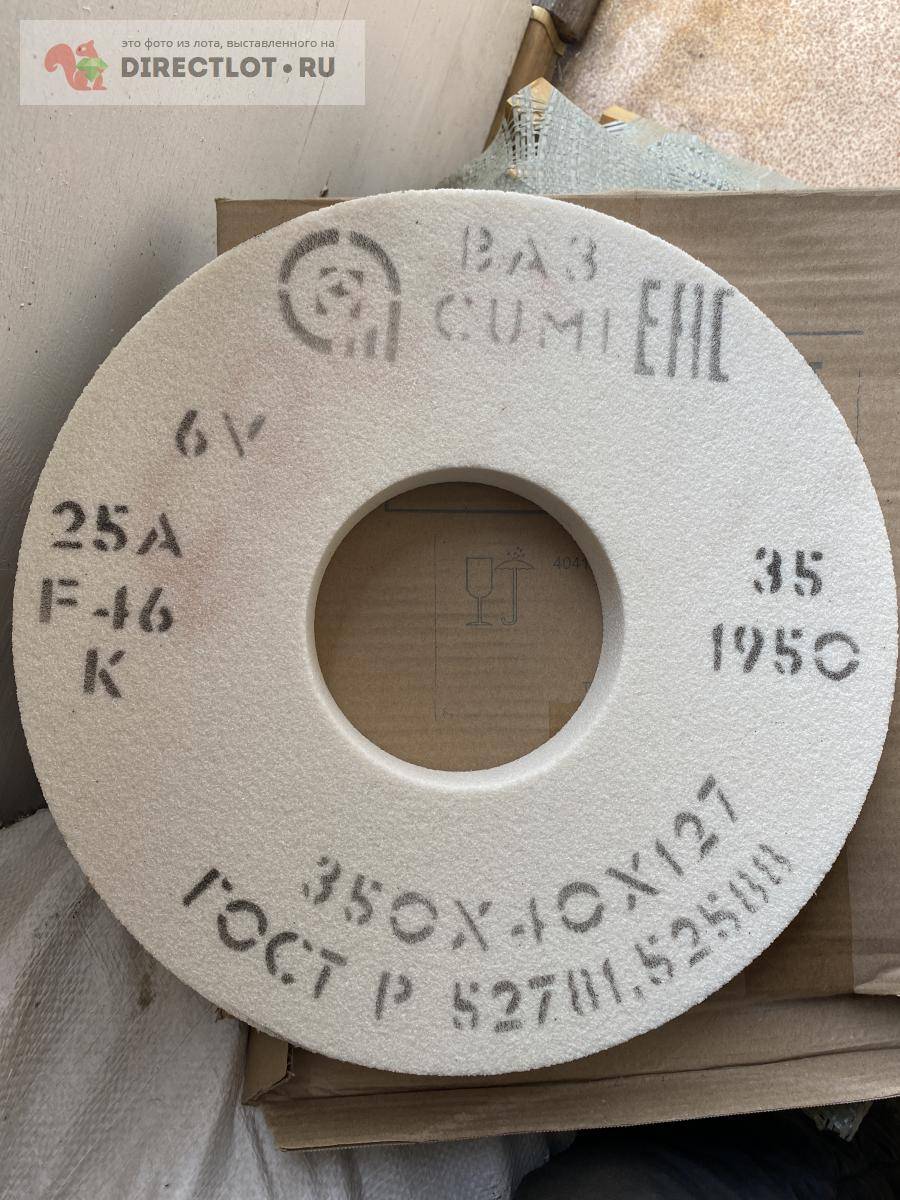
Например, у станочника имеется абразивный круг 1250208025AF60K6V35. Из цифры «1» вначале сразу становится понятно, что это плоский шлифовальный круг прямого профиля, который используется для заточки инструментов и обработки торцов. Дальнейшая расшифровка будет:
- 250 – максимальный наружный диаметр, мм;
- 20 – высота круга, мм;
- 80 – диаметр посадочного отверстия, мм;
- 25А – материал инструмента (электрокорунд);
- F60 – зернистость;
- К – степень твердости;
- 6 – структура;
- V – вид связки (керамическая);
- 35 – максимальная скорость во время обработки, м/с.
Подобная маркировка применяется для любых шлифовальных кругов. Исключением являются лишь те, которые имеют индивидуальную маркировку. Обычно индивидуальную маркировку имеют круги иностранного производства. В таком случае, чтобы выбрать необходимый круг, нужно проконсультироваться с продавцом или прочесть характеристики на упаковке инструмента, если таковые имеются.
Лучшие шлифовальные диски на липучке
Makita P-43533 на липучке от знаменитой японской фирмы позволяет производить быструю смену дисков в процессе работы.
- Пользователи отмечают качественную липучку, которая надежно крепит диск.
- Высокая плотность абразивного покрытия позволяет длительное время использовать круг, а отверстия в диске быстро отводят пыль от шлифуемого покрытия.
- Диск отличается высокими характеристиками гибкости и износостойкости.
- Водоотталкивающее покрытие сохраняет круг от размокания.
- Зернистость покрытия – P400, искусственная смола надежно связывает абразивный материал.
- Зерна из алюминия способны к самозатачиванию в процессе работы.
Работа абразивного круга
Работу шлифовального круга можно сравнить с работой фрезы. Абразивные зерна шлифовального круга так же, как и зубья фрезы, периодически вступают в соприкосновение с обрабатываемой поверхностью детали и снимают стружку (рис.52).
Каждое абразивное зерно представляет собой резец. Количество таких резцов зависит от величины зерен, находящихся в круге, диаметра и ширины круга. Количество абразивных зерен в круге исчисляется десятками тысяч для кругов малых диаметров и сотнями тысяч для кругов большого диаметра и высоты. Так, круг диаметром 400 мм, высотой 40 мм и зернистостью 50 имеет не менее 200 тысяч режущих зерен, расположенных на периферии круга.
Элементы стружки, снимаемые абразивными зернами, имеют неодинаковую форму, так как сами зерна отличаются по форме и расположению относительно обрабатываемой поверхности.
Стружка имеет очень малые размеры. Под микроскопом видно ее сходство со стружкой, получаемой при токарных, фрезерных и строгальных работах. Это свидетельствует о том, что резание абразивными инструментами подчиняется тем же законам, что и резание стальными и твердосплавными лезвийными инструментами. В процессе шлифования абразивные зерна своими острыми кромками врезаются в обрабатываемую поверхность и, преодолев силы сцепления между частицами материала, отделяют стружку.
Шлифование в отличие от фрезерования имеет свои особенности. Так, зерна круга в отличие от зуба фрезы имеют неправильную округленную в вершинах геометрическую форму и произвольно расположены в круге. Это вызывает непостоянное значение переднего угла, который, как правило, является отрицательным (тупым). Процесс шлифования состоит из суммарного массового очень тонкого резания отдельными зернами-резцами материала детали. Процесс снятия стружки отдельным зерном происходит за очень короткий промежуток времени (0,0001.. 0,00005 сек.), т. е. практически мгновенно, но благодаря большому количеству зерен процесс стружкообразования протекает для всего круга непрерывно.
В процессе шлифования затупившиеся зерна могут выкрашиваться за счет увеличивающейся нагрузки на затупившееся абразивное зерно. При этом обнажаются новые острые зерна. Таким образом, в отличие от фрезы круги могут самозатачиваться.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга

Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
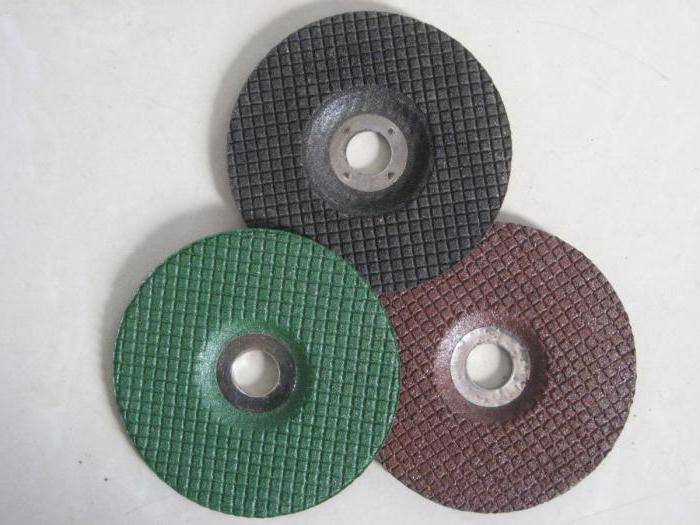
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок — видео
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.










Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Твердость шлифовальных кругов
Твердость шлифовального круга определяет силу, с которой абразивные зерна круга удерживаются связкой. Согласно ГОСТ 3751—47 под твердостью абразивного инструмента понимается сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием внешних усилий. Чем тверже круг, тем больше усилий нужно, чтобы вырвать зерно из связки. Шкала твердости абразивного инструмента ПО ГОСТ указана в табл. 8.
Твердость абразивных инструментов
Обозначение Наименование – Группа твердости
М Мягкие – Ml; M2; М3
СМ Средней мягкости – СМ1; СМ2
С Средние – Cl; C2
СТ Средней твердости – СТ1; СТ2; СТ3
Т Твердые – Tl; T2
ВТ Весьма твердые – ВТ1; ВТ2
ЧТ Чрезвычайно твердые – ЧТ1; ЧТ2
Цифры 1, 2, 3 справа от буквенных обозначений характеризуют степень твердости инструмента в порядке ее возрастания.
На керамической и бакелитовой связке выпускаются инструменты всех твердостей, а на вулканитовой — только СМ1; СМ2; С1; С2; СТ1; СТ2; СТ3; Tl; T2.
Для обработки твердых материалов применяются более мягкие круги, для мягких материалов — более твердые.
Твердость шлифовальных кругов определяется тремя методами:
- 1) пескоструйным
- 2) вдавливанием шарика
- 3) высверливанием лунки
Пескоструйный метод состоит в том, что на поверхность испытываемого круга под давлением направляется струя кварцевого песка, который оставляет на поверхности лунки. По глубине лунок судят о твердости круга. Этот метод применяют для определения твердости кругов на керамической и бакелитовой связке зернистостью от № 10 до 100 по дюймовой системе (от 200 до 12 в сотых долях миллиметра).
Метод вдавливанием шарика состоит в том, что в поверхность круга под определенной нагрузкой вдавливается закаленный шарик. В мягком круге он оставляет более глубокую лунку, чем в твердом. По глубине лунки судят о твердости кругов. Этот метод применяется для кругов на бакелитовой и вулканитовой связке зернистостью от № 100 по дюймовой системе до М14 (от 12 в сотых долях миллиметра-до М14).
Метод высверливания лунки состоит в том, что специальным сверлом производят сверление лунки определенной глубины при постоянном давлении на сверло. По количеству оборотов сверла судят о твердости круга.
Этот метод применяют для кругов на вулканитовой связке зернистостью от № 24 до № 120 в дюймовой системе (от 80 до 10 в сотых долях миллиметра).
Абразивная обработка материалов
Из абразивов изготавливаются специальные абразивные инструменты. У них, в отличие от лезвийных (металлических), нет сплошной кромки реза. Данную функцию выполняет цельная зернистая структура, резцом в ней является каждое из зерен. Эти абразивные частицы скреплены друг с другом связующим веществом или же объединены в какое-то изделие (это может быть круг, камень, шлифовальная шкурка, щетка), совокупно воздействуют на рабочую поверхность своими режущими краями, снимая ими тончайшую стружку (данный слой может составлять всего несколько микрон).

Абразивные материалы востребованы для разных типов обработки:
- шлифование – бывает круглое, плоское, кругами, лентой, а также бывает предварительное и чистовое;
- притирка;
- гидроабразивная обработка;
- ультразвуковая;
- пескоструйная;
- полирование (бывает предварительное, зеркальное);
- хонингование (это отделочная обработка внутренних цилиндрических деталей, например автомобильных цилиндров);
- суперфиниширование (предполагает минимальный съем материала);
- галтовка (это очистка мелких деталей от окалины, коррозии, заусенцев и пр.);
- прорезка, отрезка;
- заточка.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.







Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Что представляют собой абразивные круги – материалы изготовления и технология применения. Абразивный круг – не что иное, как механизированный шлифовальный брусок.
Изготавливается из зерен абразивных материалов, смешанных со связкой.
Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Широкий выбор и различные варианты применения
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Общие сведения
Шлифовальный круг может изготавливаться на различных основах. Существуют как дорогостоящие абразивные материалы, имеющие более прочное зерно, так и дешевые аналоги. При этом применяют и разнообразные вяжущие вещества. В настоящее время шлифовальные круги классифицируются по огромному количеству параметров. На описание каждого из них уйдет уйма времени. О некоторых видах мало кто слышал, так как они имеют узкое применение. К примеру, некоторые шлифкруги используются только в авиастроении. Естественно, они имеют существенные отличия от классических вариантов. В целом же эти круги используются для шлифовки деталей. Некоторые виды позволяют производить работы уже на окрашенной поверхности, другие — на грунтовке — и так далее. Но давайте обо всем по порядку.
Кварц
Кварц – минерал (оксид кремния), широко распространенный в природе в виде песка, песчаников, кварцитов. Кварцевый песок – первый абразив, который благодаря доступности и небольшой стоимости длительное время использовался при распиловке камня штрипсовыми (полосовыми) и канатными пилами. Его применяли только в свободном состоянии, подавая с водой в пропилы под режущую часть пилы. В настоящее время этот древнейший абразив сохранил лишь частичное применение при распиловке камня неармированными канатными пилами. Изредка кварц (в виде кварцевого песка) используют также при изготовлении инструмента для тонкой шлифовки (лощения).
Корунд (оксид алюминия) – минерал, обладающий высокой твердостью и ударной вязкостью. В настоящее время корунд практически заменен искусственными абразивами.





