

Полное восстановление С1Е61ВМ – Токарные 1Е61, УТ16, ТВ-01 и модификации
Дело было в 2015 году, когда для целей научного творчества стали подыскивать станки побольше, чем имеющийся настольный (про него расскажу отдельно, это редкий шведский станок). Случайно попался на глаза пост здесь на форуме, что ребята привезли токарные станки С1Е161ВИ из ПТУ и продают по совсем небольшой цене (вышло около 20 т.р. за станочек).
Станков оказалось штук 10 или больше, и их действительно раскупали, как горячие пирожки. Приехали, посмотрели. Да, станки стоят в ряд, состояние — да, металлолом. Побитые, погнутые при погрузке, местами некомплектные. Я долго ходил туда-сюда, крутил ручки, естественно всё заедало из-за того, что испытало сильную деформацию.
И тут внимание привлёк самый невзрачный из всех экземпляр. Ржавый, с облупившейся краской, но полностью комплектный, включая патрон
Направляющие не заезженные, хоть и тронутые коррозией. И самое главное — он нигде не битый. Суппорт на месте, задняя бабка на месте, толстый слой масла за десятки лет работы предохранял от коррозии важные детали. Его и решили взять.
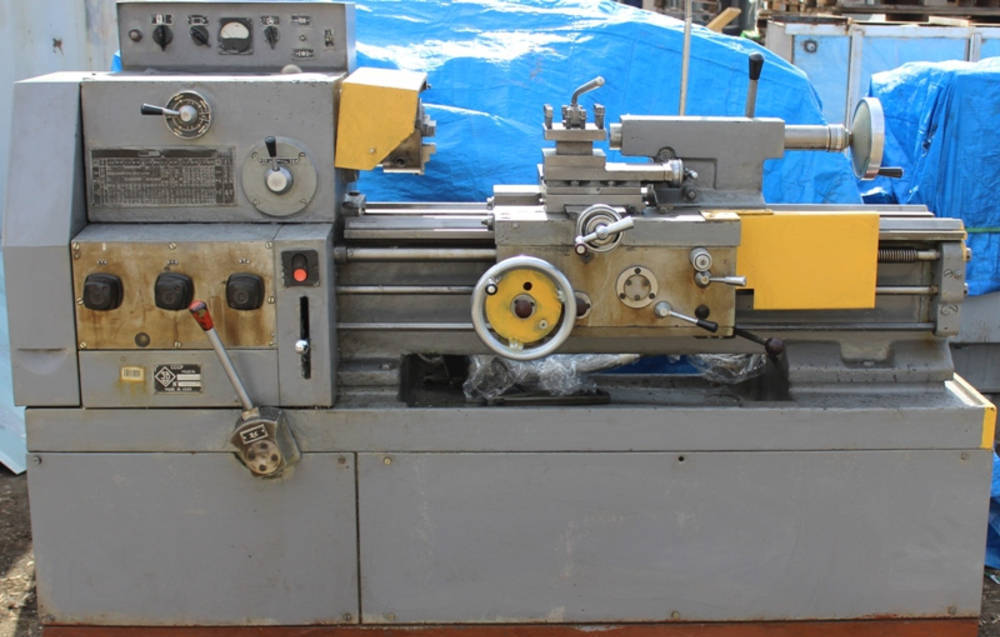
Вот, какой он был в тот момент, когда только привезли (заменил фон, а то зелёный станок на фоне зелёной травы не очень смотрелся).
Расскажу вам историю его полного восстановления до работоспособного и красивого состояния с картинками. Отличительная особенность данного экземпляра – полная комплектность, включая даже родной патрон с его же родными кулачками. Это вселяет надежду на успех в реставрации.
Изменено 22 ноября 2017 пользователем Fireball
Конструкция основных узлов токарно-винторезного станка 1М61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Передняя бабка токарно-винторезного станка 1М61

Фото коробки скоростей токарно-винторезного станка 1М61

Фото коробки скоростей токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61

Фото тормозной муфты токарно-винторезного станка 1М61

Коробка скоростей

Чертеж коробки скоростей токарно-винторезного станка 1М61

Коробка скоростей (рис.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Чертеж коробки подач токарно-винторезного станка 1М61

Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)

Чертеж коробки подач токарно-винторезного станка 1М61

Фото коробки подач токарно-винторезного станка 1М61
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
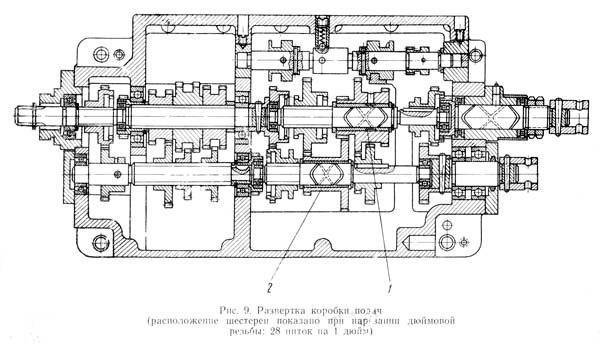
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5
При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме

Чертеж суппорта токарно-винторезного станка 1М61

Фартук токарно-винторезного станка 1М61

Чертеж фартука токарно-винторезного станка 1М61

Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.










Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.

Фото фартука токарно-винторезного станка 1М61
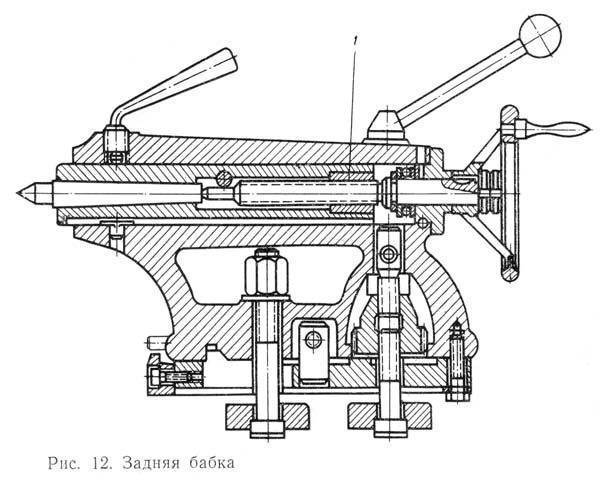
Чертеж задней бабки токарно-винторезного станка 1М61

1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
1Е61МТС — токарно-винторезный станок повышенной точности специализированный
1Е61ПМ, 1Е61ВМ — 1975 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61ПМа — токарно-винторезный станок повышенной точности, Б/с главный привод, Ø 320 х 710
1Е61ПМФ3 — токарно-винторезный станок повышенной точности с ЧПУ «ФС-2К», Ø 250 х 630
с1Е61ПМ, с1Е61ВМ — токарно-винторезный станок повышенной точности специализированный, Ø 320 х 710
УТ16П, УТ16В — 1982 год, токарно-винторезный станок высокой точности, Ø 320 х 710 мм
УТ16ПМ, УТ16ВМ — 1987 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
УТ16ПМТ, УТ16ВМТ — 1987 год, токарно-винторезный станок повышенной точности, Б/с главный привод
УТ16Ф3 — 1983 год, токарно-винторезный станок с ЧПУ «Луч-2Т», Ø 200 х 630 мм
УТ16Д — токарно-винторезный станок повышенной точности
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
3 Описание коробок подач и скоростей агрегата
Коробка подач дает возможность передвигать в продольном и поперечном направлении инструмент, который использует станок 1М61. Кроме того, она позволяет осуществлять выбор конкретных подач и нарезание резьбы. Подбор подач при этом производится по специальной табличке, приведенной в паспорте токарно-винторезного оборудования, в разделе, где указываются технические характеристики станка.

В таблице даются указания по:
- наладке сменных шестерен;
- требуемому положению рукоятки;
- выбору шага резьбы.
1М61 располагает коробкой скоростей. Она имеет собственный привод, который включает в себя набор зубчатых передач, клиноременную передачу и электрический реверсивный двигатель. Передача клиноременного вида соединяет рассматриваемую коробку и двигатель. Блоки шестерен переключаются специальной рукояткой. Через зубчатую муфту шпиндельная бабка получает 12 скоростей и еще столько же от шестерен.

Производительность и точность
Поскольку машина ориентирована преимущественно на конечную обработку и получистовые операции, то мастеру следует избегать больших производственных нагрузок на узловые модули установки.
Производительность первой базовой модели этой серии была на достаточном уровне, но чрезмерная нагрузка быстро выводила из строя коробку скоростей, привод и механизм переключения операций.
Для повышения точности была снижена общая мощность, устранены негативные воздействия нагрузки на основные агрегаты, сохранилась возможность присоединения дополнительных модулей, которые обеспечивают повышенную точность.
Надежная функция контроля перегрузок не допускает разрушительных процессов в механизме переключения скоростей и приводе.
Система полной блокировки, которая может активироваться собственноручно работником либо автоматически при наступлении определенных опасных условий.
Имеет противооткатная блокировка главного шпинделя, что исключает возможность повреждения рук мастера.
Автоматический выключатель упоров.
Такая высокоточная установка используется практически в каждом строительном учреждении, в частном ремонтном деле, небольших мастерских, часто находятся такие установки в частном пользовании.
Работать на модели 1Е61М несложно, безопасно, а, главное, результат не требует сильных производственных затрат. Время обработки деталей, нарезка резьбы при предварительной настройке выполняется практически за считаные секунды, что позволяет экономить электроэнергию.









Видео по теме: «Новая мастерская 1Е61М
Токарный станок 1Е61М согласно классификации установок по нарезанию различных типов резьбы относят к высокоточной группе подобного оборудования. Если произвести полную настройку и детально отрегулировать каждый параметр узловых модулей производительность, точность и функциональность этого станка существенно повысится. В умелых руках на установке можно нарезать практически любой тип резьбы.
Технические характеристики
Модификация 1Е61МТ занимает высокую позицию в списке лидирующих установок по многим показателям эффективности, но для массовой штамповки деталей она не годится.
Токарный станок 1е61мт
Перед началом работы на токарном устройстве необходимо сравнить допустимые параметры заготовок, основными из которых являются:
- Деталь должна проходить по своей длине.
- Основу операции составляет выбранный скоростной режим, проверяется соответствие необходимо для обработки частоты вращений.
- Производится сверка диаметра будущей резьбы.
При совпадении этих условий мастер переходит непосредственно к настройке станка.
Токарный станок 1Е61М обладает массой отличий от альтернативных моделей. Технические параметры винторезного оборудования:
- Мощность главного привода, обеспечивающего вращение – 4,5 кВт.
- Отдельный двигатель насоса охлаждения работает при 125 Вт, двигатель смазочного механизма также на 125 Вт.
- Допустимая высота центров составляет 170 мм.
- Диаметр использующихся прутков доходит до 32 мм.
- Число резцов в главном держателе равняется 4.
- Две резцовые головки – на передней части, вторая расположена на заднем участке.
- Довольно точные параметры смещения лимба – 0,2 мм по продольной направляющей, и 0,02 мм по поперечной.
- Частота вращений минимальная – 35, максимальна доходит до 1600 оборотов.
- Масса оборудования без дополнительного оснащения – 1650 кг.
Токарная модель дополнительно оборудована специальной защитной системой от чрезмерных перегрузок шпинделя.
Шпиндель токарного станка
При возникновении необходимости он автоматически блокируется либо постепенно останавливается.
ВСН станок сверлильный настольный. Назначение и область применения
Станок ВСН предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка ВСН:
- Максимальный диаметр сверления: Ø16 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Мощность электродвигателя: 0,75 кВт
- Масса станка: 60 кг
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станок ВСН позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Шпиндель станка ВСН получает 3 скорости вращения от трехступенчатых шкивов привода, что обеспечивает выбор скоростей резания — 450, 1200, 1800 об/мин.
Конец шпинделя — наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году. Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953-82 (Конусы инструментов укороченные).
- B7 — конус Морзе — КМ0, D = 7,067 мм;
- B10 — конус Морзе — КМ1, D = 10,004 мм;
- B12 — конус Морзе — КМ1, D = 12,065 мм;
- B16 — конус Морзе — КМ2, D = 15,733 мм;
- B18 — конус Морзе — КМ2, D = 17,780 мм;
- B22 — конус Морзе — КМ3, D = 21,793 мм;
- B24 — конус Морзе — КМ3, D = 23,825 мм;
- B32 — конус Морзе — КМ4, D = 31,267 мм;
- B45 — конус Морзе — КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
1 Токарный станок 1Е61М – технические характеристики
Технические параметры станочного оборудования являются главным показателем того, насколько качественно и эффективно оно дает возможность выполнять те или иные работы. Для станков, относящихся к токарно-винторезной группе, таковыми параметрами является количество оборотов (в одну минуту) шпинделя, максимальная длина изделия, которую может обработать агрегат, и ее максимальный диаметр.
Описываемый нами токарно-винторезный станок позволяет работать с деталями диаметром до 320 мм над станиной, длиной до 710 мм, а частота вращения шпинделя станка достигает величины в 1335 оборотов. Также о производительности станка говорят и иные технические показатели, в частности, указанные ниже:
- высота центров – 170 мм;
- максимальный диаметр прутка – 32 мм;
- ширина и высота державки резца – соответственно 12 и 20 мм;
- передвижение (допустимое) суппорта – 640 мм в продольном направлении по ходовому винту, 640 и 200 мм в поперечном и продольном направлении по ходовому валику и от руки;
- количество резцов в держателе – 4;
- количество головок (резцовых) – 2 (одна из них задняя, вторая – передняя);
- деление лимба (цена) – 0,2 мм (продольное направление), 0,02 мм (поперечное);
- передвижение суппорта на оборот (один) лимба – 28 и 3 мм (соответственно для продольной и поперечной подачи).

Задняя бабка имеет следующие характеристики:
- смещение в поперечном направлении – 5 мм (назад и вперед);
- конус – Морзе 3;
- передвижение пиноли – 1 мм (на деление шкалы), 100 мм (максимальное).
Резцовые салазки станка за один оборот лимба (его деление имеет цену 0,02 мм) перемещается на 3 мм. При этом наибольшее их перемещение равняется 140 мм. Деление шкалы поворота салазок составляет один градус, а максимальный угол поворота – 360 градусов.
Значения резьб:
- питчевая – 60–8 питч (точность нормальная);
- модульная – 1–7,5 и 0,3–6 модулей (нормальная и повышенная точность);
- метрическая – 0,2–30 и 0,35–12 мм (нормальная и повышенная точность);
- дюймовая – 4–30 и 3–20 ниток (нормальная и повышенная точность).
Рассматриваемое токарное оборудование располагает системами:
- защиты от перегрузок;
- блокировки;
- противотоковой остановки шпинделя;
- выключающих упоров.

При этом на нем не предусмотрено возможности регулирования (предварительного) количества оборотов шпинделя и муфты трения, а также быстрого перемещения суппорта.
Стоит добавить, что на агрегате установлен достаточно мощный (4,5 киловатта) электродвигатель АОС 51, выдающий 1335 оборотов в минуту. Общая же масса станка составляет 1650 килограмм при габаритах 219 на 930 на 150 сантиметров.
Основные регулировочные манипуляции со станком
Для гарантирования надежной работы агрегата огромное значение имеет тщательные первичная и текущая регулировки его составляющих его узлов и механизмов. К примеру, выставление зазора направляющим салазкам, производится винтом, своим буртом проникающим в клиновые пазы. Жесткость присоединения поперечных салазок, по которым движется каретка, обеспечивается за счет настройки их клина. Для регулировки степени натяжения необходимо:
- немного ослабить затяжку винта;
- подтягивать клин винтом, размещенным рядом, добиваясь плавности хода салазок;
- максимально затянуть первичный винт для окончательной фиксации положения регулировки.
В периодической регулировке натяжения нуждаются и клиновые ремни, подвергающиеся растяжению в результате длительной и интенсивной эксплуатации. Тяжело переоценить роль, которую играет клиновидный ремень, ведь именно он сообщает движение, которое принимает коробка скоростей от электродвигателя, позволяя выполнять качественное исполнение резьбового нанесения и прочих ответственных операций.
Последовательность натяжки клиновидных ремней на токарном станке следующая:
- Предварительно следует демонтировать крышки с передней тумбы.
- Затем, с помощью винта, подтягиваются салазки по продольным пазам, пока натяжение ремней не будет соответствовать требованиям.
- Необходимую регулировку заканчивают фиксацией достигнутого положения затягиванием гаек до упора.
Для натягивания шпиндельных ремней, следует снять заднюю крышку с передней тумбы. Затем, не до конца откручивая гайку регулировки, следует натянуть ремни до желаемого уровня. Завершите операцию завинчиванием гайки до упора.
Подшипник шпинделя регулируется гораздо сложнее. Конусообразная передняя шейка шпинделя скользит в двухрядном роликовом подшипнике, внутреннее кольцо которого имеет коническое отверстие, позволяющее регулировать зазоры шпинделя.
При грамотной и тщательной регулировке токарь в процессе эксплуатации станка не столкнется со случаями заедания шпинделя, который даже при ручном вращении должен свободно вращаться. А это, в свою очередь, гарантирует качественность обработки заготовок, отсутствие дробления при выполнении операций точения или нарезания резьб.
Задняя шейка шпиндельного узла вращается в радиально-упорном шариковом подшипнике, который функционально связан с шарикоподшипником, принимающим на свою конструкцию помимо радиального усилия также усилия, векторы которых направлены в двух плоскостях относительно шпинделя.
Натяжка упорного подшипника необходима для избавления от осевого и возможного радиального зазора (эта операция выполняется на предварительных стадиях регулировок). В дальнейшем выполняется настройка переднего подшипника по следующей методике:
- ослабляется затяжка стопорного винта;
- размещенное внутри подшипника кольцо подтягивается навертыванием гайки на шпиндель.
Технические характеристики токарного станка 1е61м гарантируют высокоточную обработку изделий только при выполнении следующих требований:
- Не допускается монтирование станка в непосредственной близости от аппаратов ударного действия и механизмов, оказывающих внешнюю вибрацию.
- Станок обязан монтироваться в хорошо освещенном чистом помещении, однако попадание прямых солнечных лучей следует исключить.
- Не допускается монтаж станка в непосредственной близости от систем обогрева или централизованного отопления.
- Температурный режим помещения должен обеспечиваться в пределах 16—22° по Цельсию.
- Замена ремней должна производиться согласно регламенту или по мере необходимости с учетом износа.
Видео: токарный станок 1Е61М.
https://youtube.com/watch?v=YAohexyuT9s
Republished by Blog Post Promoter
Главные узлы токарно винторезного станка 1М61

Главные узлы станка
- Базовым узлом станка является станина (1), имеющая наибольшую массу среди других комплектующих конструкций. Она базируется на площадке и крепится болтами. Станина имеет 2 направляющие, — одну формы «ласточкин хвост», а другую направляющую призматической формы. Благодаря таким формам направляющих и регулируемым клиньям, суппорт на станине держится жестко.
- В левой части токарного станка 1М61 расположена передняя бабка (2). Она установлена таким образом в пазах, что её можно развернуть на несколько градусов, то есть сместить центр относительно оси. Этим при обработке добиваются конфигурации детали с плоским конусом.
- В передней бабке размещена коробка скоростей (3), а снаружи рычаги управления. С торцевой части передней бабки смонтирована гитара сменных шестерен, на которой меняются шестерни перед нарезанием резьбы. В коробке скоростей размещен шпиндельный узел и посредством соединения определенных шестерен на блоках шпиндель вращается со скоростью от 16 до 2000 об/мин.
В тумбе слева размещен двигатель главного привода токарного станка 1М61 и обеспечивает включение прямого и обратного вращения шпинделя.
- На станине справа располагается задняя бабка (7). В неё смонтирована пиноль с конусом Морзе 4, туда вставляется различный инструмент:
- сверла;
- метчики;
- плашки;
- центр.
Бабка задняя 1М61перемещается по станине и надежно крепится механическим зажимом. У неё ход пиноли составляет 100 мм и служит она, кроме определенных операций обработки, для поджатия длинной заготовки через вращающийся центр.










- Посредине станка внизу расположен фартук (4). Через него проходит вал и винт. Вал служит для ускоренного перемещения суппорта, а винт для нарезания резьбы.
- Над фартуком расположен суппорт (6), на нем крепится резцедержатель и салазки для протачивания конических поверхностей
- Слева на передней бабке смонтирована коробка подач (5), а на ней рычаги и переключатели подач.
- За станком расположен электрический шкаф (8), на нем смонтировано управление в виде автоматов.
- Внизу станка в поддоне смонтирован для воды насос и там же внизу в корыто налита смазывающе-охлаждающая жидкость (с о ж).
- Экран (9) предохраняет токаря от стружки и жидкости, которая разбрызгивается в процессе работы.

Таблица настройки станка для нарезания резьб
Нарезка производится плашками, метчиками и резцами. Рассмотрим нарезание резцами.
Чтобы нарезать необходимую резьбу по металлу, нужно так установить шестерни в коробке подач и в коробке скоростей, чтобы резец в резцедержателе прорезал профиль за один оборот шпинделя. Для этого на коробке скоростей и коробке подач устанавливаем соответствующую подачу и обороты по таблице, представленную выше.
Резьбовые резцы затачивать нужно с учетом материала обрабатываемой заготовки.
Верхняя часть резца (передний угол) может быть от 0 до -15 градусов, в зависимости от материала, чем мягче материал, тем угол может быть больше. Если резьба нарезается на заготовке из обычной углеродистой стали, то угол должен быть 0 градусов. А если из легированной стали, то угол делается отрицательным до 10 градусов.
Резьбовой резец должен формировать профиль, поэтому его угол должен соответствовать резьбе. Виды её представлены на верхней таблице, которой можно воспользоваться при заточке тех или иных резцов.
Задний угол не должен мешать при нарезке и поэтому делается одинаковым с двух сторон, или чуть меньше. Например, у профиля угол составляет 4 градуса, то задний угол у резца должен быть 3,5-3,8 градуса.
Технические характеристики станка 1В61
| Наименование параметра | 1Л61 | 1Б61 | 1В61 | 1М61 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 160 | 160 | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 710, 1000 | 500, 710 | 710, 1000 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 430 | 640, 930 | 430, 640 | 640 |
| Высота центров, мм | 170 | 170 | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 190 | 190 | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 | 25 | 25 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 22 х 35 | 22 х 35 | 22 х 35 | 22 х 25 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 | 8 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 10..1250 | 16..2000 | 32..1200 | 12,5..1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | М75 х 5 | М75 х 5 | 6К | 6К |
| Торможение шпинделя | есть | есть | есть | есть |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 430 | 640, 930 | 600 | 640 |
| Наибольшее поперечное перемещение суппорта, мм | 250 | 250 | 200 | 200 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 | 0,5 | 0,5 |
| Продольное перемещение суппорта на один оборот лимба, мм | 100 | 100 | 100 | 100 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | 5 | 5 | 5 |
| Число ступеней продольных и поперечных подач | 17 | |||
| Пределы скорости продольных подач, мм/об | 0,08..1,2 | 0,08..1,20,12..1,9 | ||
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,60,06..0,95 | ||
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..96 | 0,5..96 | 0,5..96 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | |||
| Пределы шагов нарезаемых резьб дюймовых | 0,25…48 | 0,25…48 | 0,25…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | |||
| Пределы шагов нарезаемых резьб модульных | 0,25…48 | 0,25…48 | 0,25…48 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | |||
| Пределы шагов нарезаемых резьб питчевых | 0,5..96 | 0,5..96 | 0,5..96 | 7…96 |
| Предохранитель от перегрузки | ||||
| Блокировка продольных и поперечных подач | ||||
| Выключающие продольные упоры | ||||
| Резцовые салазки (Верхний суппорт) | ||||
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 125 | 125 | 125 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,03 | 0,03 | 0,05 | 0,05 |
| Перемещение на один оборот лимба, мм | 3 | 3 | ||
| Наибольший угол поворота, град | ±60° | ±60° | ±60° | -60°, +45° |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 | 120 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 4,5 (1440) | 2,2 (1430) | 4,0 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Патрон 3-х кулачковый самоцентрирующий | ||||
| Диаметр патрона, мм | Ø 200 | Ø 200 | Ø 200 | Ø 200, 7100-0007 |
| Диаметр переходного фланца, мм | Ø 200 | Ø 200 | ||
| Вес, кг | 16,2 | 16,2 | ||
| Диаметр зажима | 6..45 | 6..45 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1880 х 850 х 1450 | 2380 х 850 х 1450 | 1880 х 800 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1100 | 1600 (РМЦ=1000) | 1200 | 1260 |
Список литературы:
Токарно-винторезный станок 1В61. Руководство по эксплуатации, 1969
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





