

Кинематика станка 1516
Кинематическая схема станка выполнена так, что обеспечивает требуемые скорости вращения стола и подачи рабочих органов. Использование, электромуфт позволяет изменять скорости не останавливая станка. Для облегчения проведения ремонта коробку скоростей сконструировали так, что плоскость ее разъема параллельна осям валов. Установить максимальную скорость вращения стола невозможно. Регулировка производится ступенчато, в несколько этапов. Коробка скоростей оборудована тормозами для эффективного торможения стола.  Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конической парам колес, а затем на колесо планшайбы. Легкость вращения обеспечивают пара подшипников. Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей посредством шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электродвигателю. Привод поперечины обеспечивают две винтовые пары. Для безопасности она вручную фиксируется. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с рабочей поверхностью. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конической парам колес, а затем на колесо планшайбы. Легкость вращения обеспечивают пара подшипников. Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей посредством шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электродвигателю. Привод поперечины обеспечивают две винтовые пары. Для безопасности она вручную фиксируется. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с рабочей поверхностью. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Смена позиций револьверной головки происходит за счет вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал вращается в обратную сторону. В инструкции по эксплуатации можно ознакомиться с методами безопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и транспортировке и многое другое.
Характеристики и особенности
Станки карусельного типа отличаются следующими характерными особенностями:
- Мощность.
- Число скоростей и скорость вращения.
- Величина наклона ползуна вертикального резцедержателя.
- Наибольшая величина передвижения резцедержателей по горизонтали и по вертикали.
- Наибольшие габариты обрабатываемой болванки.
- Наибольшая величина передвижения траверсы (для устройств с двумя стойками).
- Сечение планшайбы.
Высокая скорость работы, присущая установкам карусельного типа, достигается благодаря минимальным консольным нагрузкам, приходящимся на главный вал и болванку, поскольку планшайба монтируется на стол особым образом.
Главным движением карусельных установок считается вращение болванки, зафиксированной в планшайбе, а движением подачи – ход резцедержателей. Движение поперечины, подводящей резцы к детали, считается дополнительным движением.
Устройства с двумя стойками используются для работы с болванками, чье сечение 1650-2500 см. Агрегаты с одной стойкой используются для работы с болванками меньшего сечения. ЧПУ обычно оснащаются установки с одной стойкой, благодаря чему становится доступной обработка заготовок сложной формы, имеющих прямо- и криволинейные образующие.
Характерной особенностью установок с ЧПУ является отсутствие бокового резцедержателя – управление приводом главного движения и резцедержателем осуществляется автоматически, согласно преждевременно введенной в ЧПУ. Программа управления отвечает за осуществление таких операций:
- выбор требуемой скорости вращения и ее установка;
- разворот и фиксация револьверной головки в необходимое положение;
- корректировка совершаемых подач и положения приспособлений для работы;
- установка резцов в нулевое положение;
- управление перемещением инструментов на верхнем резцедержателе.
Оборудование зарубежного производства
Современным рынком предоставлен большой ассортимент агрегатов карусельного типа, выпущенных на зарубежных предприятиях, и существует несколько торговых марок, которые пользуются популярностью. Среди них можно выделить китайскую компанию Dalian Guofeng Machine Tools, выпускающую оборудование серии С:
- 5231, 5240, 5250, 5263. Установки с двумя стойками, имеющие показатели, схожие с показателями советских станков, рассмотренных выше. Производитель гарантирует высокую точность обработки болванок из металлов при выполнении всего перечня токарных работ, в том числе и при работе с болванками сложных форм.
- 5110, 5116, 5123, 5125, 5131. Установки с одной стойкой, чья мощность может находиться в пределах 22-45 кВт. На оборудовании установлена ЧПУ, чья простота облегчает работу с устройством, делая ее более эффективным. Имеют высокую надежность конструкции и характеризуются смонтированными на приводах осей X и Z сервомоторами.
Более высокую цену, сопоставимую с качеством, имеют устройства карусельного типа, производимые компанией из Швейцарии ENCE GmbH. Они представлены в нескольких сериях и также пользуются большой популярностью.
- LEN 3000-5000. Диаметр болванок, для обработки которых предназначены эти модели, варьируется в пределах 3150-5000 мм. Данное оборудование ЧПУ не оснащено, однако существует возможность оснащения его такой системой, что предусмотрено конструкцией. Главный привод имеет две ступени и оснащен электрическим двигателем, чья скорость вращения может изменяться по 16 ступеням. Направляющие, расположенные вертикально – скользящие, а расположенные вертикально – гидростатичные, исполняющие роль разгрузочных элементов;
- LEN 1250-2000. Сечение болванок, которые обрабатываются на данных моделях, составляет 1250-2000 мм. На установках серии смонтированы роликовые направляющие с подшипниками качения высокой точности, которые установлены в их подвижных узлах. Точность обработки повышается за счет гидравлически сбалансированных резцедержателей вертикального и четырехпозиционного типа. Надежность установок повышена благодаря оснащению электрооборудованием от производителя Siemens;
- SEN 1000-1800. Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций данных установок являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайбу термически-симметрической группы. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума – стандартной, тяжелой и высокоточной.
На отечественном рынке также представлены установки от производителей из Европы (VWEN и SENQ), которые оснащены числовым ПУ. Данные устройства примечательны тем, что на них можно обрабатывать не только заготовки из различных металлов, но и сплавов, в которых содержатся фарфор или керамика. Сечение заготовок может достигать 10 метров.
Видео: станок токарно-карусельный 1516Ф1 с УЦИ.
Republished by Blog Post Promoter
Характеристика электрооборудования станка 1525
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещений подвижных составных частей станка в аппаратуры управления.
На станках установлены шесть трехфазных асинхронных электродвигателей с короткозамкнутым ротором; главного привода IMI, привода маслонасоса IM2, перемещения поперечины IM3, зажима и освобождения поперечины IM4, установочных перемещений правого суппорта 2MI, установочных перемещений левого суппорта 3MI и пять однофазных асинхронных конденсаторных электродвигателей с короткозамкнутым ротором привода лубрикаторов системы смазки поперечины 1М5 правого суппорта 2М2 и 2МЗ, левого суппорта ЗМ2 и ЗИЗ.
На станке приняты следующие величины напряжений:
а) переменного тока, частотой 50Гц:
- 380 В трехфазного тока — питание силовых цепей;
- 110 В однофазного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36 В однофазного тока — питание схемы выбора направлений шагового искателя;
- 24 В однофазного тока — питание дамп местного освещения;
б) постоянного тока:
- 24В — питание цепей управления и электромагнитных муфт
- 90 В — питание катушек шагового искателя.
По просьбе заказчика станок может быть выполнен и поставлен с электрооборудованием на требуемое напряжение.
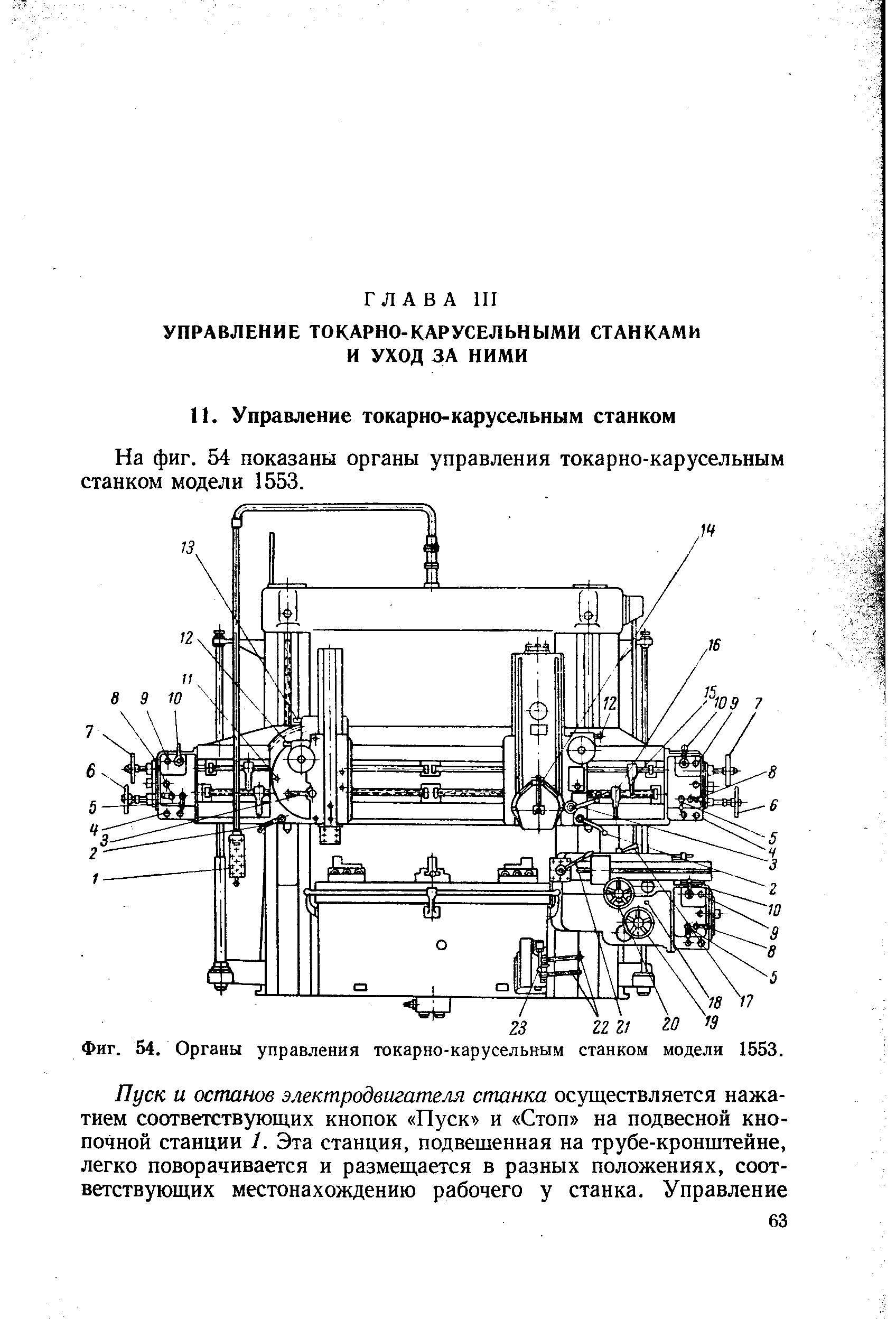
Вся электроаппаратура управления станком размещена в электрошкафу. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Пуск и останов главного привода.
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- реверсирование;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей правым суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины
Принцип работы токарно-карусельных станков
Сегодня все большее количество токарно-карусельных станков управляется программно. Это позволяет исключить человеческий фактор на влияние качества конечного продукта, а также увеличивает точность и скорость обработки деталей. Станки с ручным управлением применяются, в основном, для совершения простых токарных операций или черновой обработки заготовок.
На столе в держателях планшайбы закрепляется заготовка. Запускается механизм вращения на пониженной скорости для проверки правильности центровки заготовки. Подводится шпиндельная головка, которая перемещается по траверсе. Включается подача смазывающе-охлаждающей жидкости. Резец приводится в рабочее положение. Начинается процесс точения (рис. 4). В зависимости от технических условий выбирается скорость подачи резца и вращения заготовки в планшайбе.


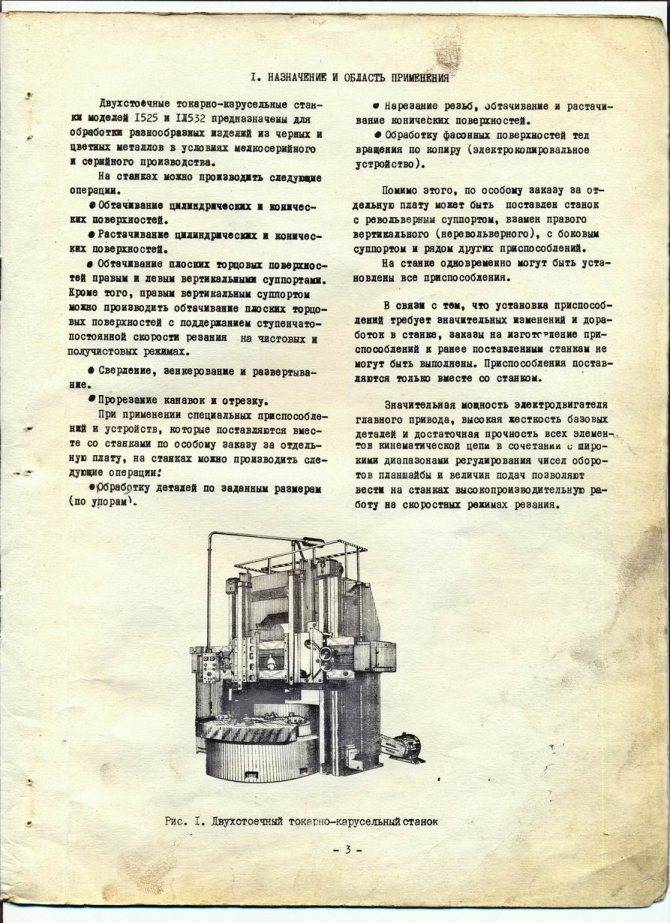






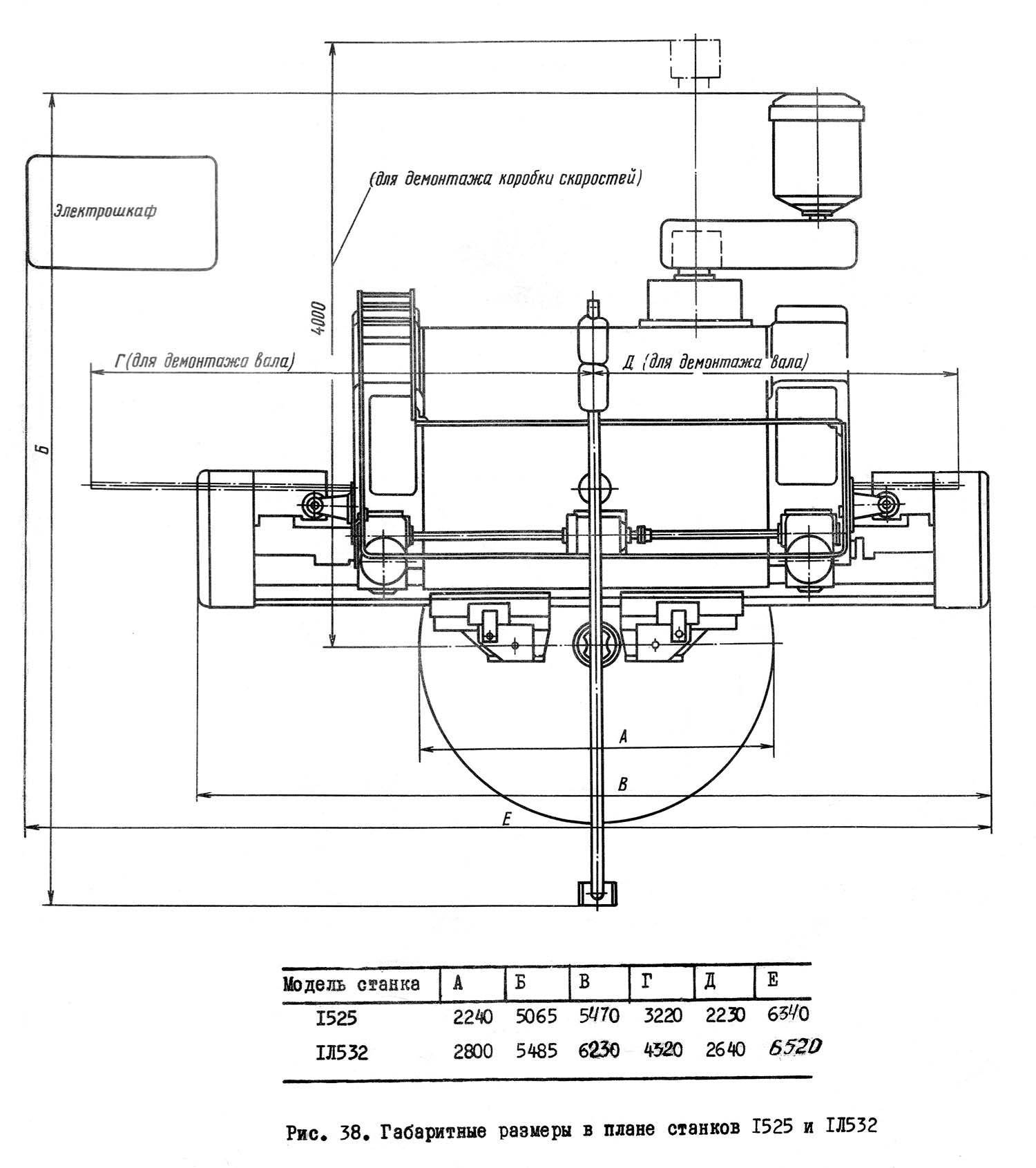
Рисунок 4. Процесс работы токарно-карусельного станка.
Если станок поддерживает сверление отверстий, расположенных равномерно по окружности заготовки на равноудаленном от оси расстоянии, задается диметр и шаг, через который будут просверливаться отверстия.
В случае создания фасонных поверхностей, в шпинделе закрепляется фасонный резец (рис. 5).
Рисунок 5. Фасонные резцы.
Здесь осуществляется четкий контроль над вертикальной подачей, так как в процессе заглубления фасонного резца увеличивается площадь контакта режущей поверхности с заготовкой. В этом случае для исключения перегрева и разрушения резца подача уменьшается.
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик – Краснодарский станкостроительный завод имени Седина.
Изготовитель – Краснодарский станкостроительный завод имени Седина.
Основные параметры станка – в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки – Ø 1600 мм Наибольшая высота обрабатываемой заготовки – Ø 1000 мм Диаметр план-шайбы – Ø 1400 мм Наибольший вес обрабатываемой заготовки – 6300 мм Частота вращения план-шайбы – 4..200 об/мин, 18 ступеней Мощность электродвигателя – 30 кВт Вес станка полный – 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 – станок токарно-карусельный универсальный одностоечный










1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 – станок токарно-карусельный с УЦИ – устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 – станок токарно-карусельный с УЧПУ – устройством числового программного управления
Как работает токарно-карусельный станок?
Процесс функционирования ТКС включает, в принципе, те же фазы, что и работа любого металлообрабатывающего оборудования.
Закрепление заготовки на планшайбе.
Обработка изделия.
Перемена инструмента в соответствии с технологической картой.
Съём готовой продукции.
Что же касается самого механизма работы ТКС, что его можно описать следующим образом. После фиксации заготовки на планшайбе станок включается, и горизонтальный шпиндель начинает вращаться. Вращение планшайбы напоминает движение карусели, что, собственно, и дало название этому оборудованию. Суппорт перемещается вниз по вертикали и горизонтали, благодаря чему резец приближается к боковой поверхности обрабатываемой детали. Далее инструмент входит в соприкосновение с заготовкой и снимает металл. Тем самым осуществляется внешнее точение. Внутренняя расточка трубных отрезков выполняется таким же методом. Резец при этом заводится внутрь трубы.
Если резец опускается на торцевую поверхность, то на ней в результате выработки металла образуются кольцевые пазы. Перемещение инструмента в процессе точения по горизонтали позволяет получать не кольцеобразные, а спиральные канавки с разным шагом.
Глубина пазов может быть любой – это определяется величиной погружения резца в металл. Кстати, с помощью специального инструмента канавки можно проделывать не только на торцах цилиндра или конуса, но и на боковых поверхностях – как внешних, так и внутренних.
Как устроены токарно-карусельные станки?
Конструкция опирается на пустотелую стойку, отлитую из чугуна, в вертикальном положении. Все остальные компоненты соединяются с этой частью.
Устройства основных узлов
В рабочем столе не так много составных компонентов:
- Планшайба.
- Предыдущая деталь устанавливается в комплекте со шпинделем.
- Обязательное дополнение – опоры в корпусе из чугуна, с подшипниками.
- Приводное устройство.
Конструкция снабжается подшипниками с формой цилиндра, роликового типа. Они монтируются, чтобы центрировать платформу, контролировать радиальные усилия во время резания. В опорах индивидуально выбирают параметры радиального зазора. Для этого при помощи регулировочных гаек подтягивают внутренние кольца, у которых есть коническая поверхность.
Силы трения и вес заготовок создают дополнительную нагрузку, передающуюся кольцевой направляющей, отвечающей за скольжение. У этой детали имеется централизованная смазка. Цилиндрическая косозубая передача сообщает силу вращения планшайбе. Сама сила направляется со стороны ведущего вала. Последний привязывается к главному приводу, отвечающему за движение.
Коробка регулирования скорости
В народе такой узел ещё получил название «карусельного поросёнка». Выполняет функцию, связанную с передачей крутящего момента, начиная с приводного электродвигателя, и заканчивая шпинделем на рабочем столе.
Всего в механизме имеется до 6 валов. Они используют специальные зубчатые передачи, чтобы поток мощности перемещался от одного компонента к другому. Компоненты сохраняют постоянное зацепление друг с другом. Но шестерни свободно сидят на валах, жёсткое сцепление отсутствует. Вращение приобретает определённую частоту благодаря коммутации муфт в электромагнитной схеме. Всего в коробке имеется 10 функций, которые можно настроить. Всё происходит дистанционно.
Для заготовок и планшайб характерны значительные инерционные массы, которые повышают пусковой ток к моменту, когда запускается двигатель. Платформа разгоняется ступенчато, чтобы подобные риски уменьшались. Включение может проводиться за 2,3 или 4 этапа, всё зависит от заданных оборотов.
Для муфт допустимо переключение прямо во время работы. Потому при точении поверхностей скорость остаётся постоянной.
Платформа обладает ограниченной угловой скоростью в зависимости от параметров заготовки, которая в настоящее время подвергается обработке. Например, допустимо ставить не более 80 оборотов при массах от 3,2 тонн.
Вертикальный суппортный узел
Деталь снабжается револьверной головкой с 5 позициями. Она нужна для инструмента, движется в двух плоскостях:
- По вертикали.
- По горизонтали.
Первый вариант схемы обеспечивается направляющими, поддерживающими суппорт. Второй предполагает опору на траверсы, поперечины. Характерно движение самой детали по вертикали, вдоль стойки. Коробка передач монтируется на траверсе, она используется в качестве привода перемещений.
У вертикального перемещения свои особенности:
- Само движение происходит за счёт самостоятельного привода, имеющего собственный мотор.
- Червячный механизм позволяет сменить позиции при необходимости. Он идёт от отдельного электрического привода.
- Суппорт легко наклоняется до 45 градусов, в обе стороны.
- Благодаря такому устройству обработка конических деталей не представляет сложностей.
Боковой суппорт
Обладает следующими особенностями:
- Наличие 4-позиционного резцедержателя.
- Дублирование ортогональных движений вертикального суппортного устройства.
Сила движения передаётся за счёт коробки передач, закреплённой на торцевой части механизма. Зачем вообще требуется дублировать движения второго узла? Точность обработки возрастает при использовании подобных решений. Инструментальная система работает с уменьшенными упругими деформациями. У реализации есть несколько вариантов схем, выбирается индивидуально для каждой из ситуации. Центральные отверстия обрабатываются при помощи узла по вертикали.









Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

Как устроены токарно-карусельные станки
Наиболее значимым элементом конструкции станков токарно-карусельной группы является их рабочий стол, на котором размещена планшайба. Именно здесь фиксируется заготовка, требующая обработки. Рабочая поверхность стола располагается в горизонтальной плоскости, что упрощает процесс установки на него заготовок со значительными габаритами и весом.
В зависимости от модели и особенностей конструкции среди станков токарно-карусельной группы выделяют одно- и двухстоечные. На первых устанавливается планшайба диаметром до 1600 мм. Такие агрегаты применяются для работы с заготовками, имеющими диаметр до 1500 мм. Более впечатляющими характеристиками обладают двухстоечные агрегаты, на которых может устанавливаться планшайба диаметром до 25000 мм, что дает возможность обрабатывать очень габаритные заготовки.
На станине двухстоечного агрегата, расположенной в вертикальной плоскости, есть две направляющие, по которым перемещается поперечина со смонтированными на ней двумя суппортами – револьверным и расточным. Суппорты станка, в свою очередь, перемещаются по горизонтальным направляющим поперечины.
Основные узлы токарно-карусельного оборудования на примере станка 1512
В револьверный суппорт, который может совершать движение в вертикальном и горизонтальном направлениях, входят продольная каретка и ползун, перемещающийся по вертикальной оси. Именно на ползуне монтируется револьверная головка со специальными отверстиями для установки режущего инструмента. При помощи револьверного суппорта и закрепленного в ней режущего инструмента выполняются такие технологические операции, как обработка наружных поверхностей, сверление отверстий, подрезание торцов детали.
Конструкция расточного суппорта включает продольную каретку, на которой монтируется поворотный механизм. В последнем имеется ползун с установленным на нем резцедержателем. При помощи расточного суппорта и инструментов, закрепленных в нем, выполняются обработка конических поверхностей, растачивание отверстий и прорезание внутренних канавок.
На одностоечных станках токарно-карусельной группы устанавливается боковой суппорт, состоящий из продольной каретки, ползуна и резцедержателя. Назначение такого суппорта заключается в том, чтобы обеспечить обработку наружных поверхностей.
Планшайба карусельного станка
Технические характеристики токарно-карусельного станка 1508
| Наименование параметра | 1508 | 1510 | 1512 | 1516 |
|---|---|---|---|---|
| Основные параметры | ||||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 800 | 1000 | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 800 | 800 | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 | ||
| Наибольшая масса устанавливаемого изделия, кг | ||||
| при 5—80 оборотах планшайбы в минуту | 2500 | 3200 | 6300 | |
| при 100 оборотах планшайбы в минуту | 3000 | |||
| при 125 оборотах планшайбы в минуту | 2700 | |||
| при 160 оборотах планшайбы в минуту | 1900 | |||
| при 200 оборотах планшайбы в минуту | 1300 | 2400 | ||
| при 250 оборотах планшайбы в минуту | 1000 | |||
| Вертикальный суппорт | ||||
| Количество позиций револьверной головки | 5 | 5 | 5 | 5 |
| Наибольшее горизонтальное перемещение суппорта, мм | 775 | 775 | 950 | |
| Наибольшее вертикальное перемещение ползуна суппорта, мм | 700 | 700 | 700 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | ±45° | ±45° | ±45° | ±45° |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 | ||
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 | ||
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А | ||
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 | ||
| Наибольшее допустимое усилие резания, кН | 35 | |||
| Горизонтальный суппорт (боковой) | ||||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 | 630 | |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 | 1000 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | ||
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 | ||
| Наибольшее допустимое усилие резания, кН | 25 | |||
| Количество позиций резцедержателя | 4 | 4 | ||
| Поперечина (траверса) | ||||
| Наибольшее перемещение, мм | 660 | 660 | 660 | |
| Скорость перемещения, мм/мин | 450 | 400 | 400 | |
| Выключающие упоры | Имеются | Имеются | ||
| Блокировка перемещения в процессе резания | Имеется | Имеется | ||
| Механика станка | ||||
| Число скоростей планшайбы | Б/с | Б/с | 18 | 18 |
| Число оборотов планшайбы в минуту | 8..400 | 8..400 | 5..250 | 5..250 |
| Число подач суппортов | 18 | 18 | ||
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 | ||
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 | ||
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 | ||
| Наибольший крутящий момент на планшайбе, кН*м | 20 | |||
| Привод и электрооборудование станка | ||||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения, кВт (об/мин) | 30 (1460) | 30 (1460) | ||
| Электродвигатель установочных перемещений суппортом, кВт (об/мин) | 3 (1365) | 3 (1365) | ||
| Электродвигатель перемещения поперечины, кВт (об/мин) | 2 (900) | 2 (900) | ||
| Электродвигатель смазки, кВт (об/мин) | 1,5 (1450) | 1,5 (1450) | ||
| Электродвигатель поворота и зажима револьверной головки, кВт (об/мин) | 0,8 (1450) | 0,8 (1450) | ||
| Габарит и масса станка | ||||
| Габарит станка (длнна х ширина х высота), мм | 2370 х 2365 х 3210 | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 | |
| Масса станка, кг | 10500 | 16500 | 20000 |
Список литературы
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973, стр.44.
Чернов Н.Н. Металлорежущие станки, 1988
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители





