Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11
Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный). ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С. НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое. ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок. ЭА
У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
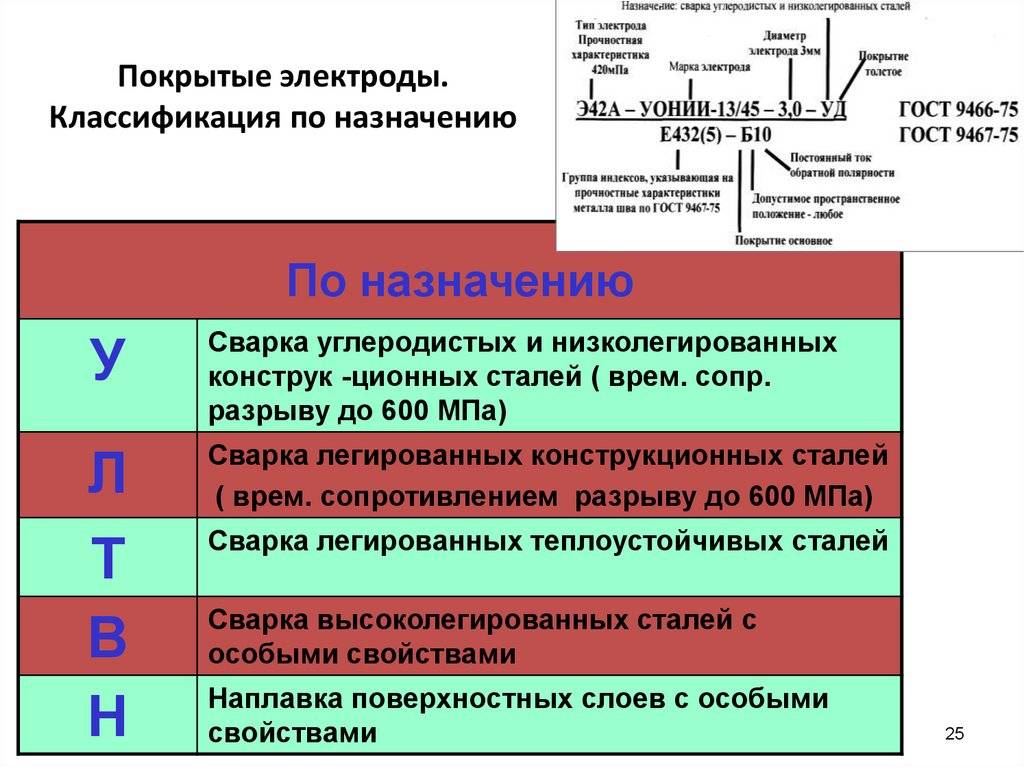
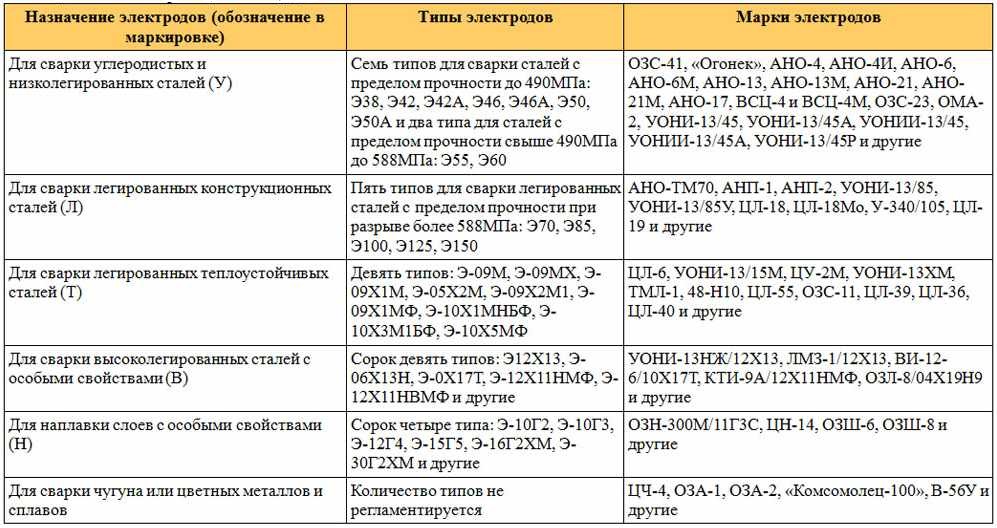
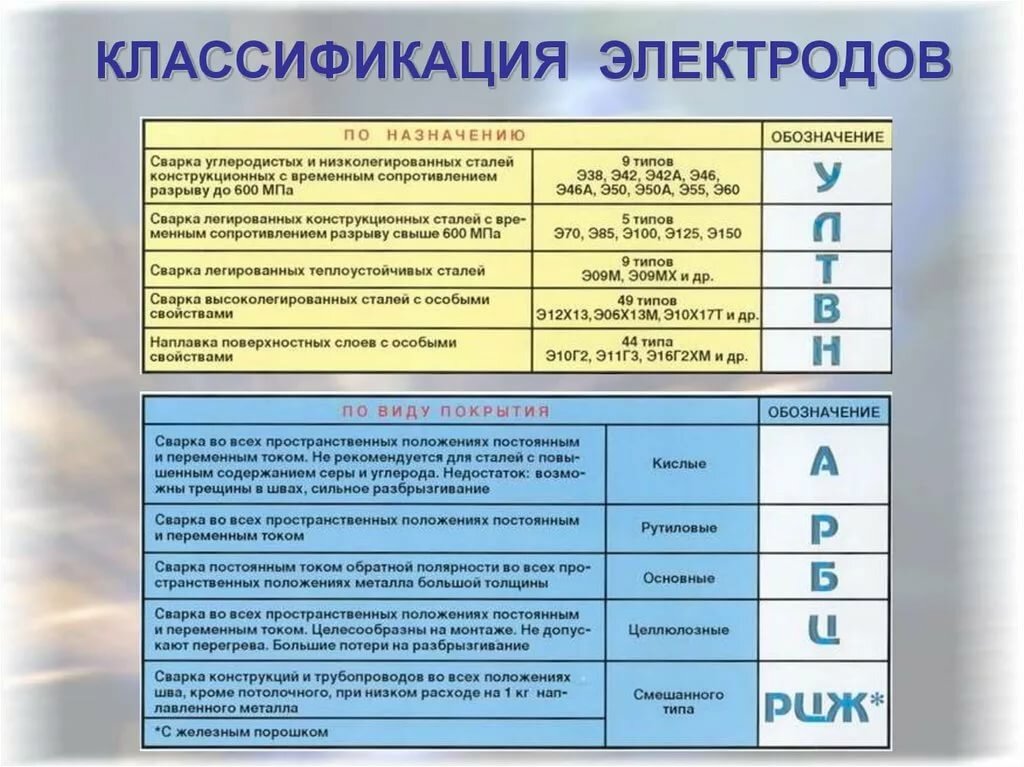
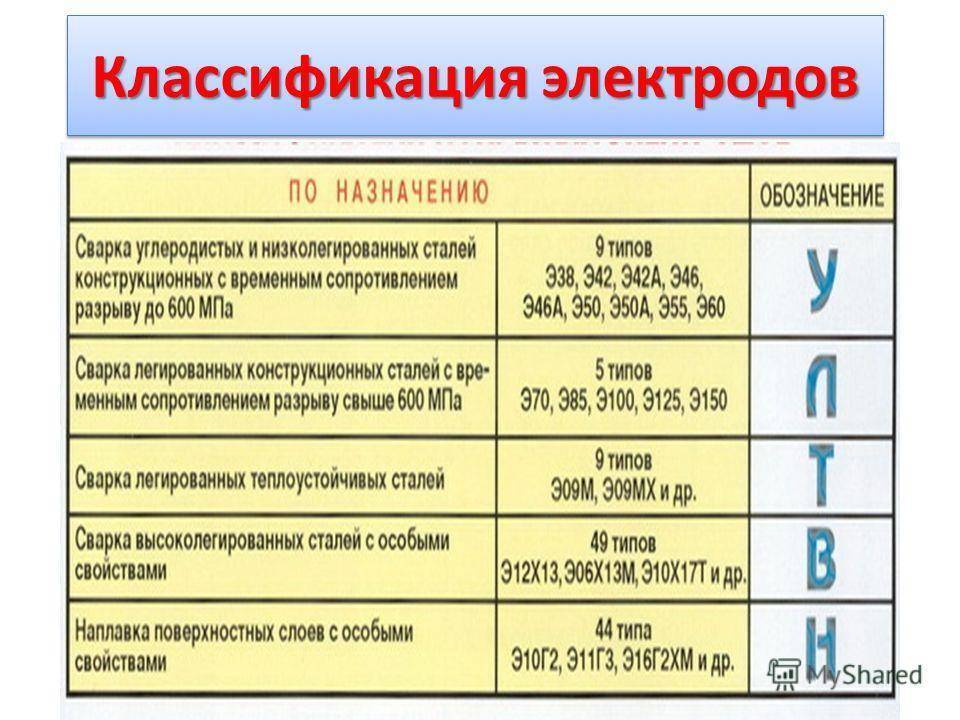
Классификация маркировок
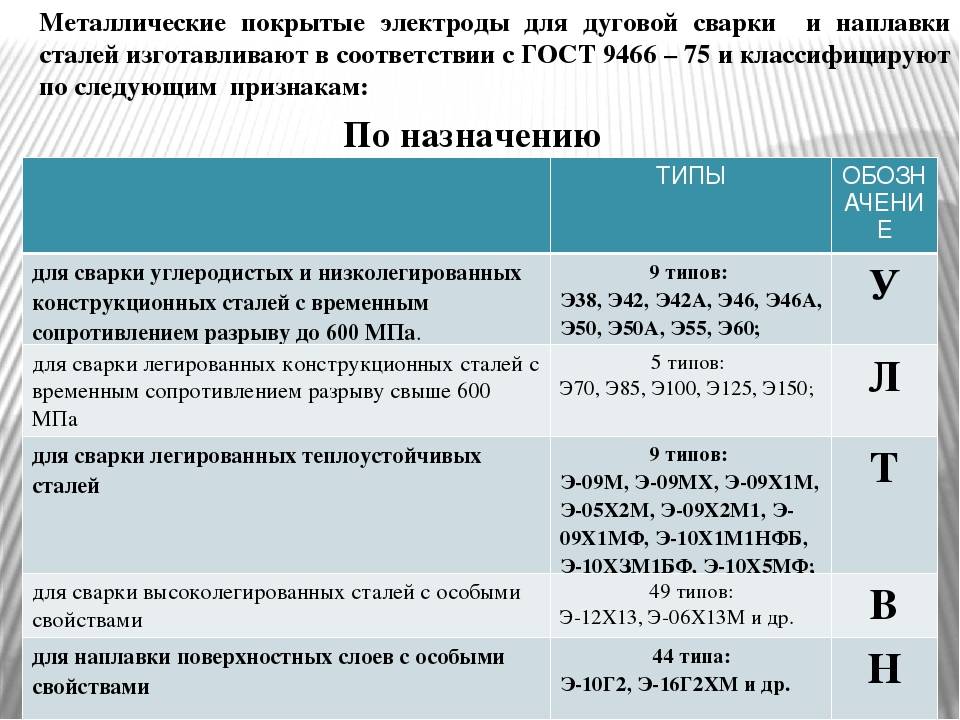
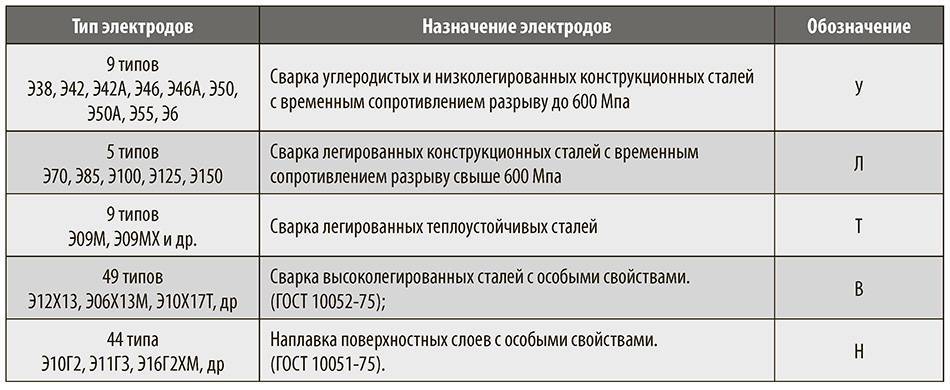
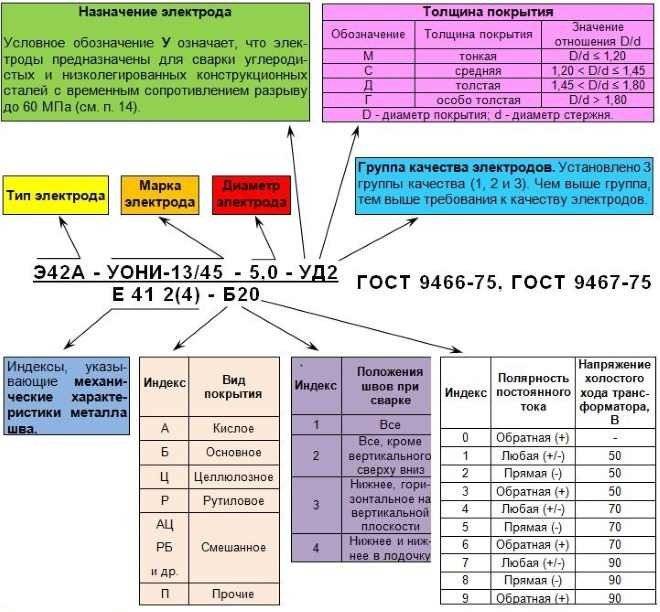
Электроды для сварки стали Э-42А, Э-38 и Э-50А маркируются так:
- Э – электрод.
- 35 – число указывает временное сопротивление разрыву.
- А – может использоваться для наплавки пластичного металла.
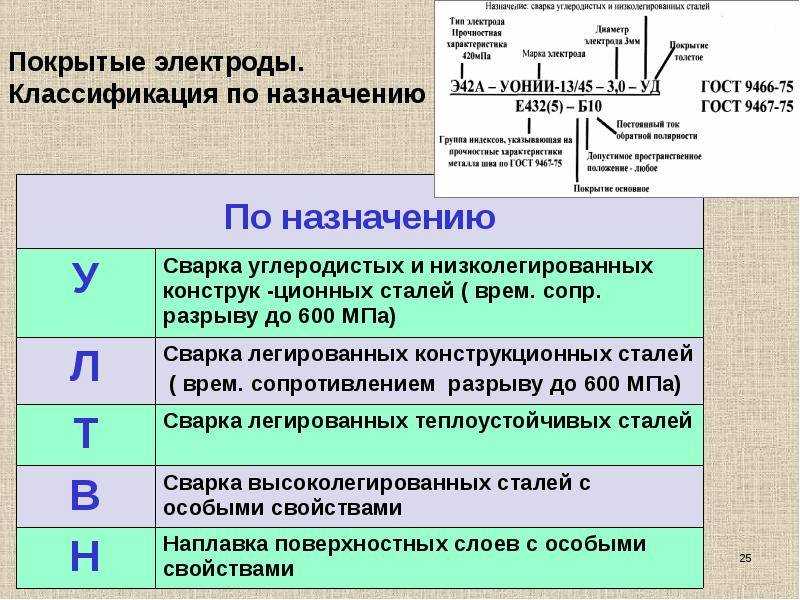
- Н – позволяет делать дополнительную наплавку на разные поверхности металла с особыми свойствами.
- Т – предназначены для теплостойких, тугоплавких и легированных сталей. Усилие шва на разрыв – около 600 МПа.
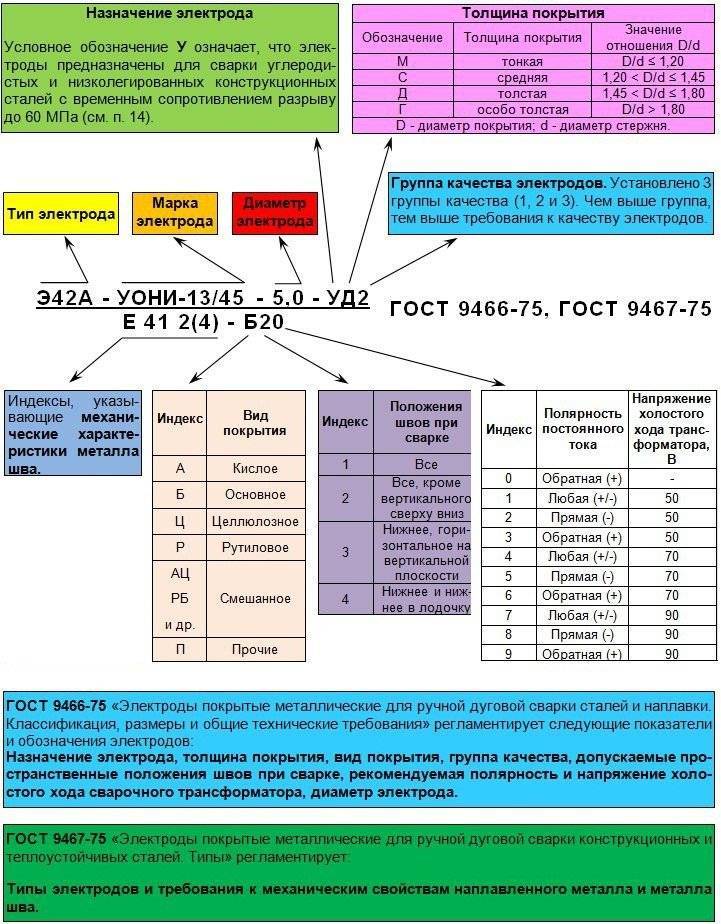
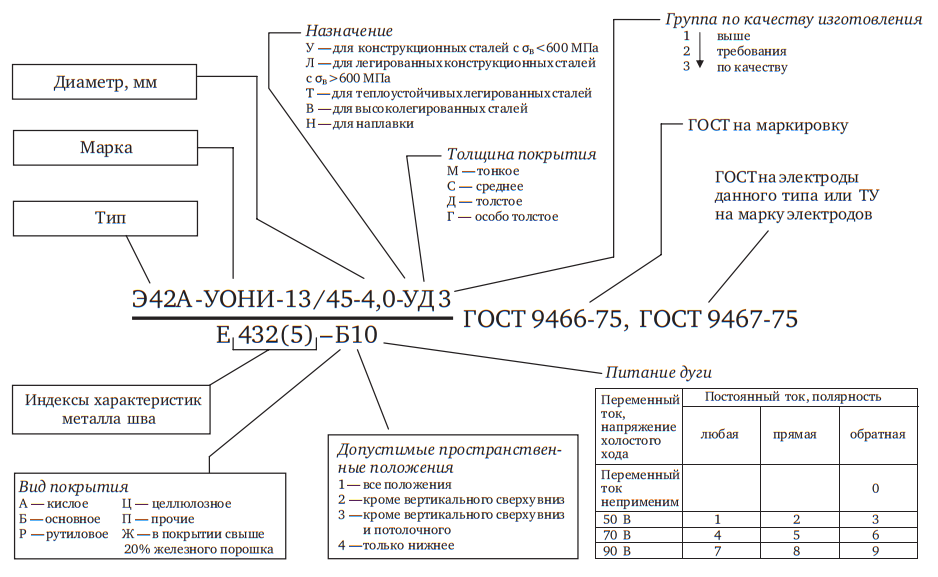
У – для сварки конструкционных сталей с малым содержанием легирующих добавок. Качество сварного шва обеспечивает усилие разрыва 600 МПа.
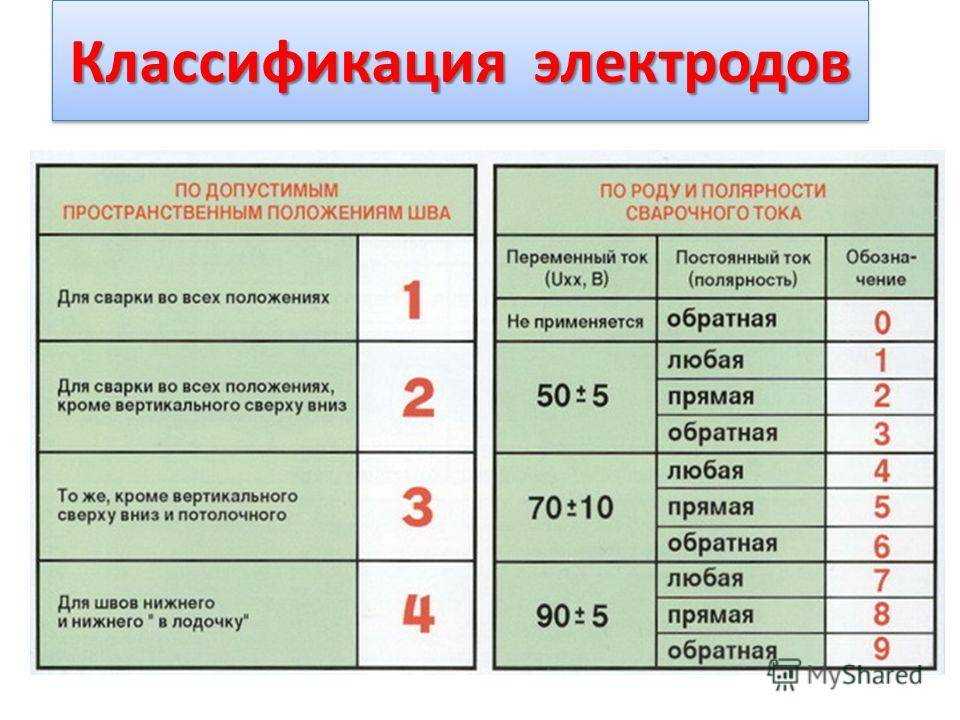
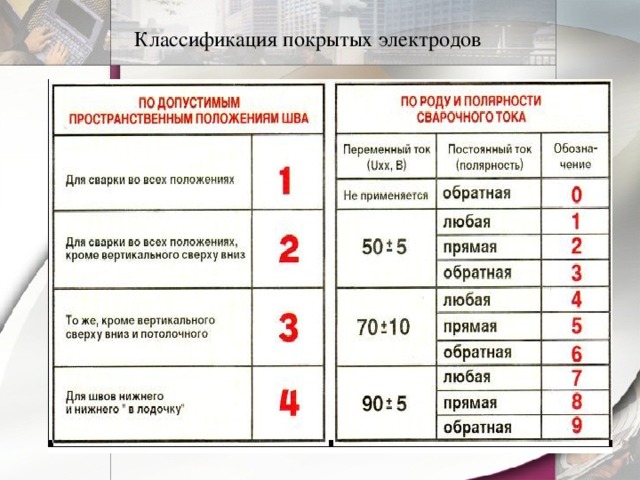
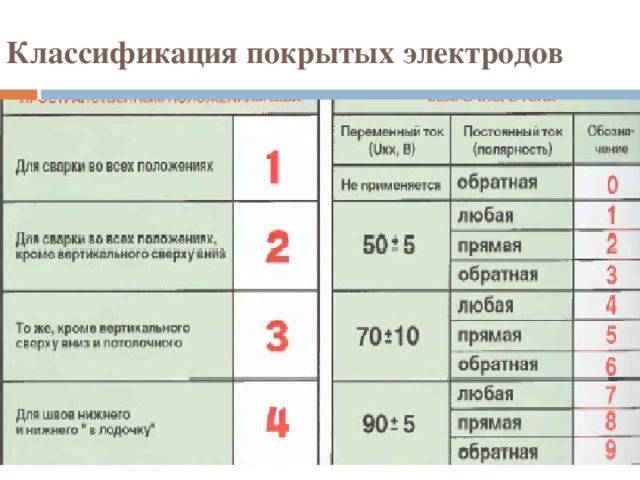
- 1 – универсальный.
- 2 – подходит для большинства положений, кроме вертикального сверху вниз.
- 3 – подходит для вертикальных и горизонтальных швов, кроме потолочных.
- 4 – только для горизонтального шва и нижнего в лодочку.
Содержание химических элементов обозначается так: Х – хром, М – молибден, Б – ниобий, Ф – ванадий.
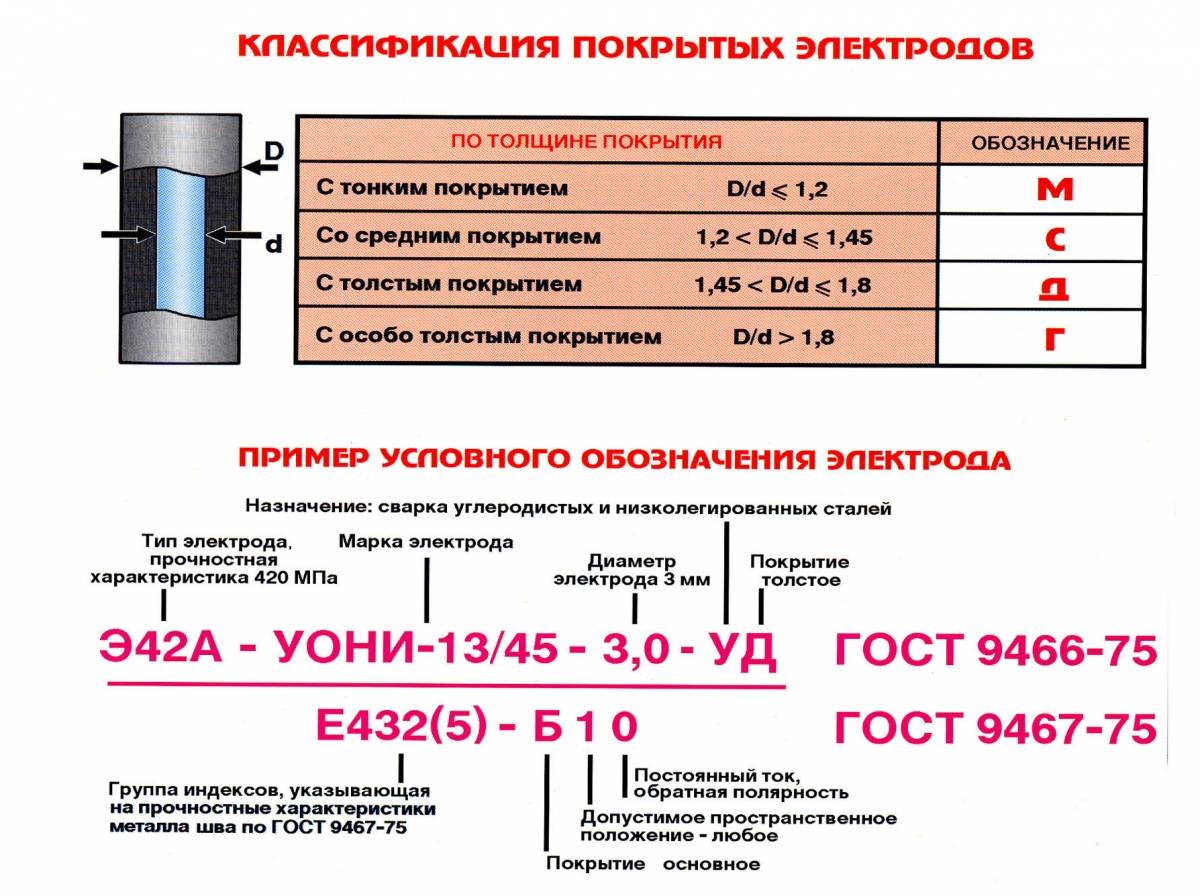
В зависимости от толщины обмазки предусмотрено обозначение (D – диаметр покрытия, а d – диаметр стержня электрода):
- тонкое (D/d ≤ 1,20) – М;
- среднее (1,20 < D/d ≤ 1,45) – С;
- толстое (1,45 < D/d ≤ 1,80) – Д;
- особо толстое (D/d > 1,80) – Г.
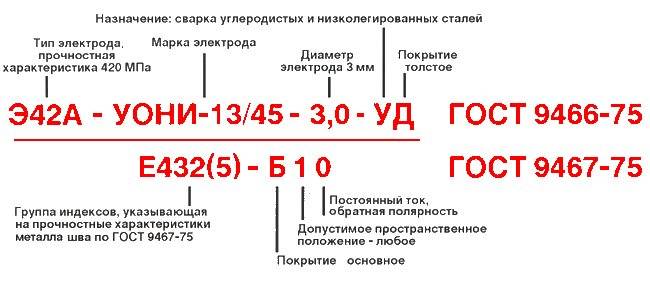
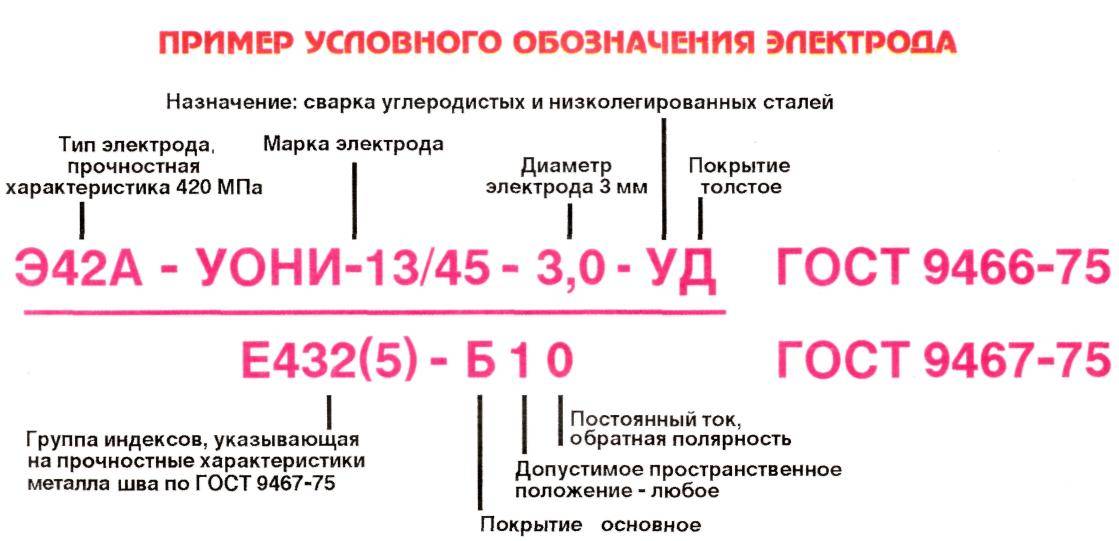
Например, надпись на пачке Э-46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 имеет следующую расшифровку:
- Э-46 – электроды с пределом прочности на разрыв – 46 кгс/мм²;
- ЛЭ3АНО-21 – марка электрода;
- У – для сварки низкоуглеродистых и углеродистых сталей с пределом прочности на растяжение – 60 кгс/мм²;
- Д – коэффициент толщины – 1,45–1,8 (толстое);
- Е – есть покрытие;
- 43 – предел прочности на растяжение – 44 кгс/мм²;
- 1 – относительное удлинение – 20%;
- (3) – температурный минимум – 20 °C, при котором сохраняется вязкость металла – 34 Дж/см²;
- РЦ – рутилово-целлюлозное покрытие;
- 1 – предназначен для всех положений сваривания;
- 3 – работает от постоянного и переменного тока обратной полярности.
Виды электродов
Основными показателями изделия являются покрытие, плавкость и состав обмазки. От этого зависит отнесение к тому или иному виду продукции. Остановимся на каждом типе более подробно.
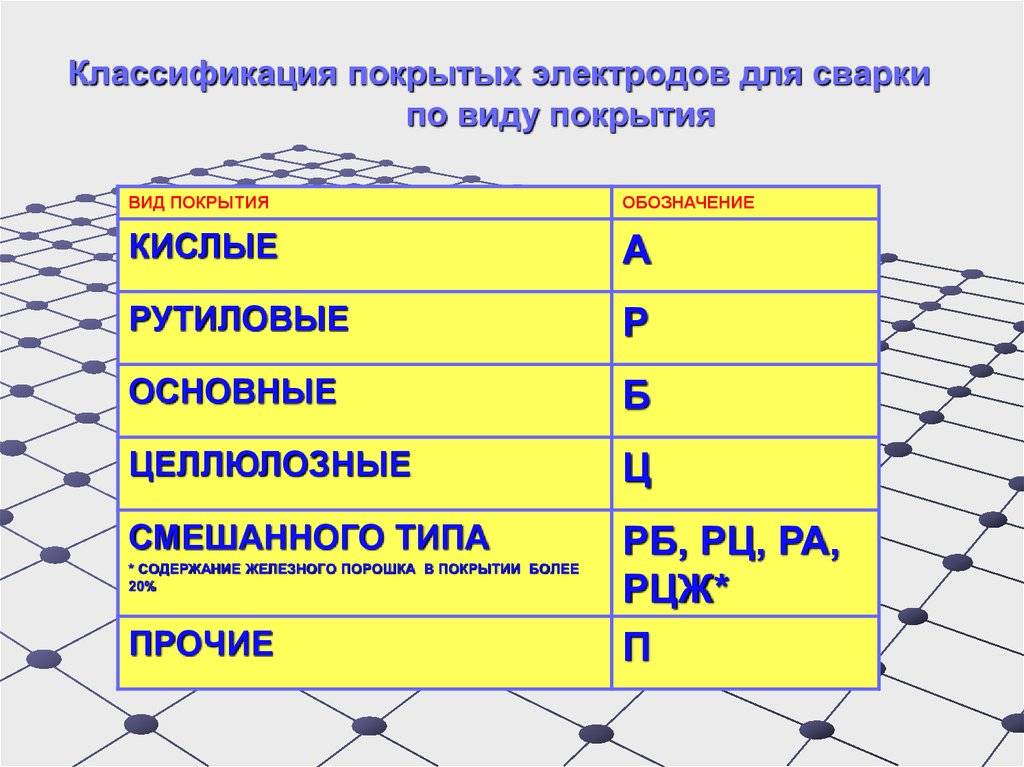
Вид покрытия

| Тип | Характеристики |
|---|---|
| Рутиловое (Р) | Приемлемы все позиции. Для функционирования нужен постоянный или переменный ток. |
| Кислотное (А) | Применяется для работы со всеми видами импульсов и при любых положениях. Не используется при повышенном содержании серы и углерода в конструкции. |
| Целлюлозное (Ц) | Боится существенного нагрева. Подойдет для любых положений. Допустимо применение как постоянных, так и переменных токов. |
| Основное (Б) | Могут использоваться любые пространственные положения. Сфера использования – сварка прочного листового металла. Наблюдается обратная полярность. Предназначены для постоянного тока. |
| Смешанное (РЦЖ) | Возможны любые положения, кроме потолочного. Отличается минимальным расходом. В состав добавлен железный порошок. |
Каждый тип обладает как достоинствами, так и недостатками.
Положительные характеристики изделия:
- стабильность дуги, вне зависимости от вида тока;
- минимальная токсичность;
- качественность плавки;
- незначительная чувствительность к удлинению дуги;
- не дает порам образовываться;
- отсутствие разбрызгивания;
- качественность формирования шва.
Негативные:
- понижается ударная вязкость;
- неустойчивость к кристаллизационным трещинам;
- минимальная пластичность;
- много фосфора;
- большая окисляемость железа и легирующих элементов;
- нельзя использовать для сварки материалов, которые будут эксплуатироваться при высоких температурах.
Плюсы основных конструкций состоят в следующем:
- пластичность на высоте;
- хладноломкость не страшна;
- не повреждается;
- не окисляется;
- колоссальный коэффициент наплавки;
- минимальная токсичность.
Минусы таковы:
- неустойчивое горение дуги;
- необходима предварительная подготовка;
- происходит парообразование при увеличенной длине дуги;
- необходимость в постоянном токе с обратной полярностью;
- возможна ионизация.
Позитивные свойства кислотных моделей:
- при наличии материала с окалиной или длинной дуги поры не образовываются;
- стабильное горение при любом токе;
- производительность.
Негативные свойства:
- диффузия металла шва;
- не подходит для ручной сварки стали;
- существенное разбрызгивание;
- токсичность;
- возможность механического старения.
Что касается целлюлозного товара, то к положительным моментам стоит отнести:
- не образовываются поры;
- наличие газовой защиты металла;
- минимальное количество шлаков;
- качественность провала корня шва;
- используется для работы в труднодоступных участках и разнообразных положениях.
Отрицательных моментов немного:
- повышенный показатель разбрызгивания;
- расплавляемый металл получает высокое поверхностное натяжение;
- повышенный показатель содержания в шве негативно влияет на прочность.
Исходя из плавкости

Лучшие производители выпускают такие виды популярных моделей:
- Плавящиеся. Относятся к категории расходного материала. Могут быть металлическими. В процессе эксплуатации заполняют собой сварочный шов.
- Неплавящиеся. Металлическими не производятся. Выпускаются двух видов: угольные и вольфрамовые. В первом варианте наполнитель отсутствует. Предназначены для ручной дуговой сварки или резки. Представляет собой графитовый углеродный стержень, покрытый медью или иными сплавами. Второй вариант – металлический без наполнителя. Незаменимый помощник в процессе резки или дуговой сварки.
Выпускается также изделия:
- Из вольфрама. Их относят к категории чистых. Необходимы при использовании метода сварки TIG. Температура плавления – 3410 градусов. Металл считается одним из самых тугоплавких.
- Торированные. В состав входит торий – 232 (2,2%). Имеет минимальный расход, устойчивость к коррозии. Не боится высоких температур. Главное предназначение – автоматизированное создание швов.
- Лантанированные. В составе присутствует лантан. Отличительная особенность – возбуждение высокостабильной дуги. Присадочная проволока обладает низким уровнем расплавления.
- Иттрированные. Присутствие вольфрама окиси иттрия существенно повышают стойкость.
Плавящиеся электроды бывают без покрытия и с покрытием. Последние используются при ММА – сварке. Разнятся материалом изготовления. Бывают:


- стальными;
- чугунными;
- бронзовыми;
- медными;
- алюминиевыми.
Состав обмазки
Может состоять от 6 до 12 ингредиентов. Самыми распространенными принято считать:
- металлокарбонаты;
- целлюлоза;
- минеральные силикаты;
- фторид кальция;
- диоксид титана;
- ферросилиций и ферромарганец;
- камедь и глина;
- железный порошок.
На что влияет покрытие
Для получения качественного шва очень важно правильно выбрать подходящий электрод. Главная роль уделяется материалу покрытия, виды которого были рассмотрены выше
Чтобы начинающий сварщик понимал важность выбора покрытия, рассмотрим его основные функции и задачи:
- Стабилизация дуги. Для повышения стабильности дуги, на наружную часть изделий наносятся вещества с низким уровнем ионизации. Это необходимо для насыщения дуги ионами, стабилизирующими процесс горения.
- Защита от атмосферных газов — при образовании сварочной дуги, компоненты поверхностного покрытия при горении создают защитное облако, и образовывают шлаковый слой, закрывая ванну от воздействия с кислородом. Шлак уменьшает скорость охлаждения металла, что необходимо для эффективного отвода газов и ненужных примесей.
- Легирование металла — способствует улучшению сварного шва.
- Раскисление — для удаления кислорода из шва, применяются специальные соединения. Эти соединения называются раскислителями, которые вступают в реакцию с кислородом, связывая металл.
- Связывание — для закрепления поверхностного слоя на металлическом стержне, применяется силикатный клей, который способствует стабилизации дуги.

Как видно, простой на вид расходный материал для сварочного оборудования под названием электрод имеет сложный химический состав, от качества которого зависит эффективность сварочных работ. Чтобы соединение металла было максимально качественным и надежным, нужно не только научиться работать сварочными аппаратами, но еще и выбирать для работы электроды у проверенных и надежных поставщиков.
Виды покрытий
Электроды для сварки подбираются так, чтобы материал стержня максимально точно совпадал со свариваемым металлом. Только так можно получить качественный шов с равномерной структурой, повышающей его прочность
Не менее важной является обмазка, которая должна обеспечить стабильную дугу, равномерное плавление сварочной ванны и защитить ее от внешних факторов. Некоторые составы даже позволяют варить по ржавой или масляной поверхности без предварительной подготовки. Различают несколько видов:
Различают несколько видов:
Различают несколько видов:
- Кислое маркируется буквой А. Композиция состоит из кремния, марганца, титана, оксидов железа и других элементов. Преимущество обмазки – отсутствие порообразования в шве даже на ржавых заготовках или при наличии окалины. Основной недостаток покрытия – высокий риск появления горячих трещин при сваривании. Электроды с кислой обмазкой хорошо работают на постоянном и переменном токе, применяются для нижних швов. Такой тип используется для марок Э-42 и Э-38.
- Основное, или флористо-кальциевое, которое обозначается буквой Б. Используется для ручной дуговой сварки. Состоит из шлаковой основы с добавлением карбоната кальция, фтористого калия и минералов, которые выделяют защитный газ. Основная обмазка отличается высоким процентом шлакообразования, а наплавленный металл содержит малую часть водорода, потому что отсутствуют органические соединения-поставщики. Наплавляемый металл окисляется слабо, что снижает риск образования трещин. По сравнению с рутиловым покрытием обеспечивается высокое сопротивление сероводородному растрескиванию, поэтому электроды с такой обмазкой успешно применяют для соединения трубопроводов. Работают от постоянного тока обратной полярности.
- Рутиловое маркируется буквой Р. Считается универсальным и самым распространенным. В составе обмазки около половины занимает рутил (двуокись титана), а также ферромарганец, карбонаты и жидкое стекло. Небольшой процент кремния и кислорода снижает риск образования горячих трещин. Наплавленный металл имеет высокий показатель ударной вязкости. Газ от сгорания карбонатов и органических материалов защищает сварочную ванну. Наплавленный металл склонен к образованию окислов под воздействием пара или углекислого газа. При соблюдении режимов содержание водорода минимальное, что исключает появление пор. Сварные швы получаются качественными.
Электроды с рутиловым покрытием перед началом работы необходимо прокаливать, что повысит качество шва. Такие расходные материалы позволяют накладывать шов по ржавчине. Отличаются чувствительностью к температуре и повышенным режимам, что приводит к браку.
Технические характеристики рутилового слоя превосходят основной и кислый. Стержни легко поджигаются и работают во всех пространственных положениях.
- Целлюлозное с маркировкой Ц. Характеризуется самым высоким содержанием органических компонентов: целлюлозы, талька, рутила и ферромарганца. Готовый шов по химическому составу соответствует спокойным (с) и полуспокойным сталям (пс). Отмечается большое количество выделяемого водорода и разбрызгивание металла. При односторонней сварке наплавляемый валик ложится равномерно. Обмазка используется в марках Э-46 и Э-50. Электроды отличаются производительностью и позволяют сваривать в вертикальном пространственном положении. Применяются для сварки трубопроводов.
- Смешанные и прочие покрытия П: кисло-рутиловое (АР), рутилово-целлюлозное (РЦ), рутиловое с железным порошком (РЖ), рутилово-основное (РБ).
Несмотря на отличие свойств и составов, у электродов есть общие характеристики:
- Толщина наносимого покрытия должна составлять 1/3 общей толщины.
- Степень влагопоглощения, от которого зависит необходимость в предварительной просушке.
- Температура горения, влияющая на легкость поджига дуги.
Как наносится покрытие
Технология нанесения одинакова для всех видов. Толщина покрытия зависит от сечения стержня электрода. Работы ведутся на специальном станке в автоматическом цикле, что обеспечивает высокую производительность. Твердые фрагменты подсушиваются и измельчаются. Компоненты просевают для отделения однородной фракции нужного размера. Смесь обжигают, чтобы вышла сера. Потом она поступает в смеситель, где соединяется с жидкими компонентами. На завершающей стадии стержни погружаются в готовую смесь.
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.


Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности. Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов
Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
| Назначение | Рекомендуемые марки |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках | УОНИ-13/55, АНО-11, GOODEL-OK48 |
| Сварка трубопроводов | GOODEL-52U, ТМУ-21У |
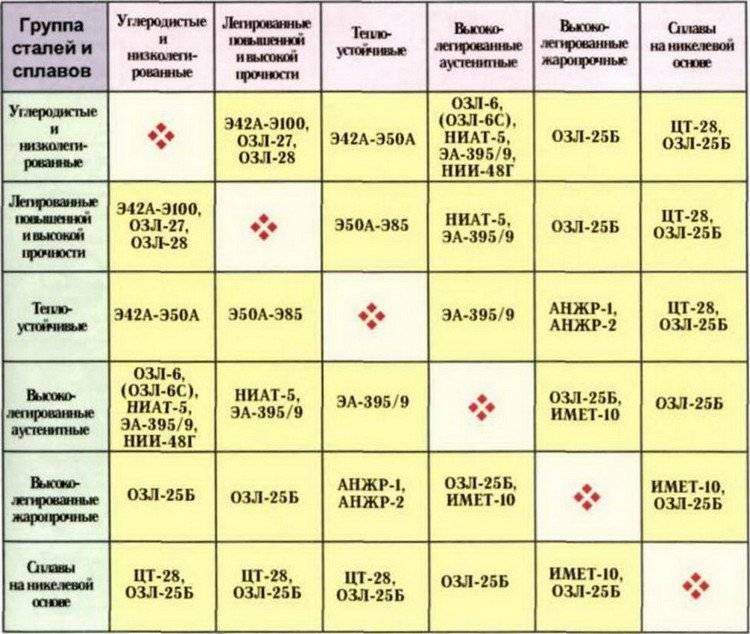
| Высоколегированные нержавеющие стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) | НИИ-48Г |
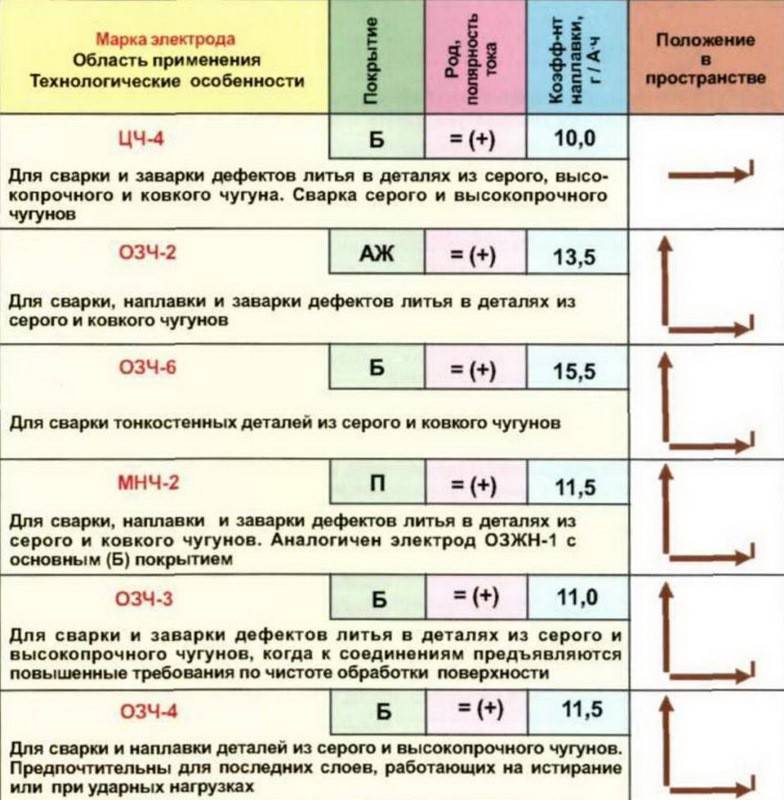
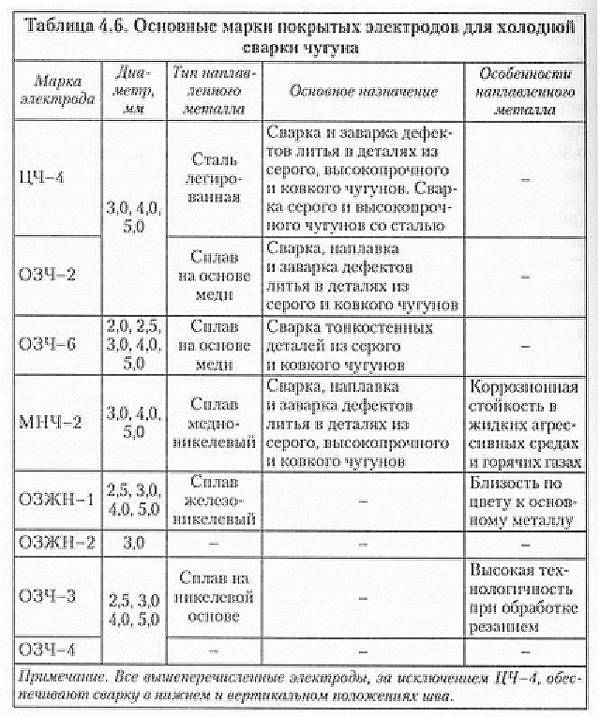
| Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом | ЦЧ-4 |
| Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
| Сварка меди и бронзы | Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги
В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги
В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.