

Проволока сварочная СВ 0,8
Главная->Справочник->Сортамент металлопроката->Проволока стальная->Проволока сварочная
Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,6
Цена проволоки сварочной 0,8 мм
Диаметр проволоки, мм = 0,8
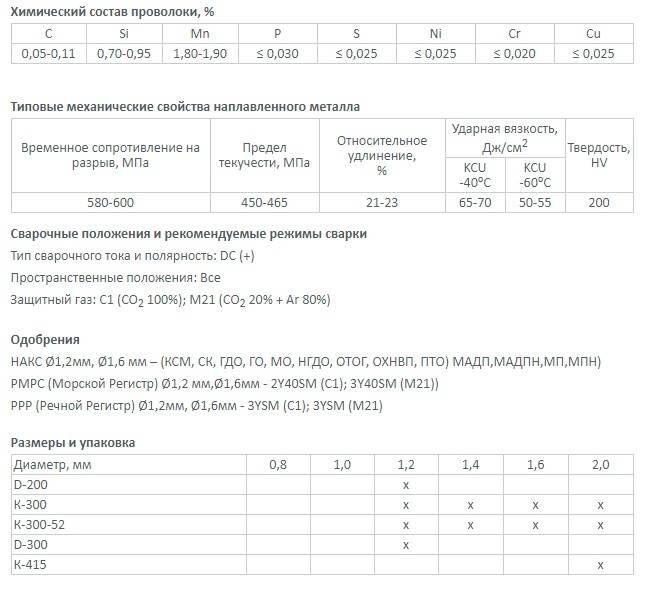
Применяется для механизированной сварки в защитных газах
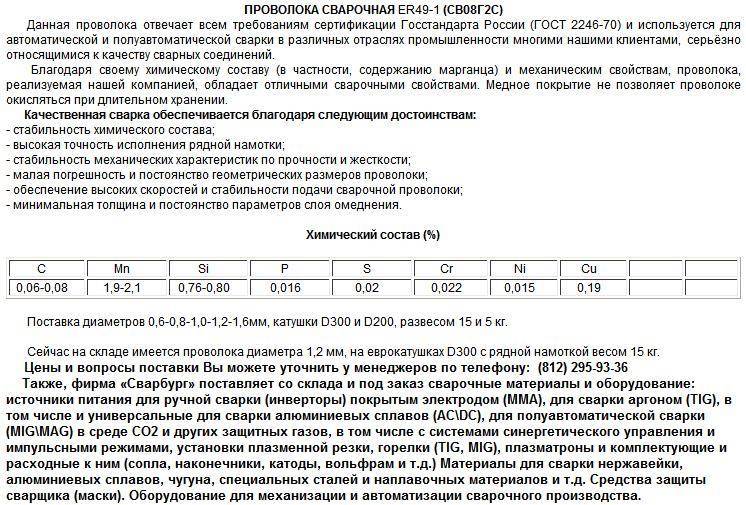
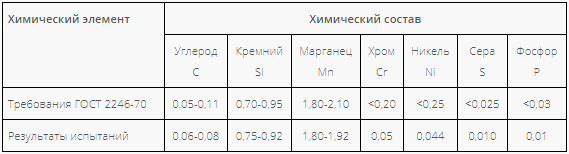
Химический состав некоторых марок сварочной проволоки ГОСТ 2246-70
| Химический элемент | Массовая доля, % | ||
| СВ-08 | СВ-08А | СВ-08Г2С | |
| P | 0,100 | 0,100 | 0,030 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si, не более | 0,030 | 0,030 | 0,70-0,95 |
| P, не более | 0,040 | 0,030 | 0,030 |
| S, не более | 0,040 | 0,030 | 0,025 |
| Cr, не более | 0,150 | 0,120 | 0,200 |
| Ni, не более | 0,300 | 0,250 | 0,250 |
| Cu, не более | 0,250 | 0,250 | 0,200 |
Проволока 0,8 СВ ГОСТ 2246-70 08Г2С сварочная, омедненная
Для изготовления используется конструкционная низколегированная сталь для сварных конструкций, предел кратковременной прочности – 980 МПа, предел пропорциональности – 785 МПа, относительное удлинение 8%. Сваривается без предварительного нагрева и последующей термической обработки, эффект образования флокенов и эффект отпускной хрупкости отсутствует. Проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки используется для сварочных автоматов или для ручной газосварки. По требованию потребителя проволока может изготавливаться из сталей, получаемых во время электрошлаковой выплавки, при этом все дополнительные требования по качеству металла подлежат обязательному предварительному согласованию между участниками договора. Реализация может выполняться в катушках или кассетах.
По согласованию сторон проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки должна состоять из одного отрезка, ряды должны быть ровными, во время размотки не допускается перепутывания мотков. Концы проволоки в катушках должны легко находиться, для больших катушек стандарт допускает соединение контактной сваркой, качество сварки должно отвечать требованиям существующего стандарта. Временное сопротивление на разрыв должно составлять 882 МПа для проволоки, которая предназначена для наплавки металла. Колебание значений по разрыву не может превышать 98 МПа. Для легированной и низколегированной стали возможна дополнительная термическая обработка. Режимы и параметры обработки выбирает производитель, в акте качества должны указываться конечные физические характеристики. Поверхность проверяется визуальным способом, на поверхности должны отсутствовать закаты, плены, расслоения и раковины. Допускается наличие небольших вмятин и царапин, если их максимальные размеры не выводят проволоку за минусовые поля допусков.
Проволока сварочная СВ 0,8 Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,2 Проволока сварочная СВ 1,6
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Коэффициента наплавки
Наплавочные работы осуществляются на производстве для исправления небольшого брака в сварке, а также для придания поверхностям улучшенных физических свойств. Коэффициент наплавки проволоки (далее по тексту сокращенно КНП) является одним из важнейших параметров сварочных материалов.
Конкретная величина КНП определяется:
- Химическим составом получаемого соединения.
- Наличием шовного покрытия — с высоким процентом содержания меди или нет.
- Полярностью сварочного тока — прямая или обратная.
- Видом тока — постоянный или переменный.
Показатель наплавления имеет значение 8,5 г/А.ч и не опускается ниже.
Процесс получения
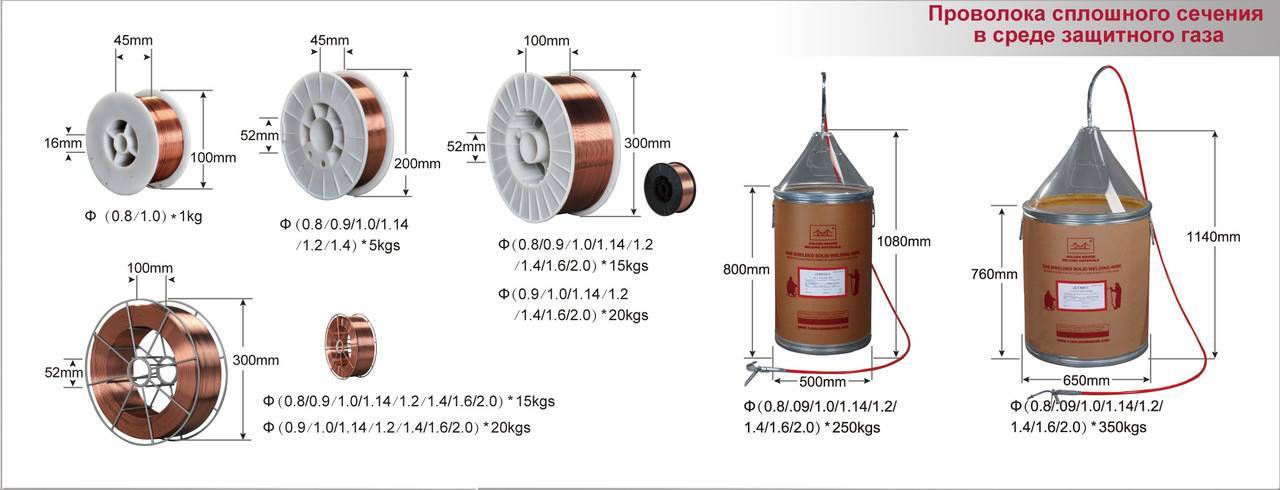
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Температура плавления присадки
 Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению
Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия
ГОСТ 2246-70 Проволока стальная сварочная
| Обозначение: | ГОСТ 2246-70 |
| Статус: | действующий |
| Название рус.: | Проволока стальная сварочная. Технические условия |
| Название англ.: | Welding steel wire. Specifications |
| Дата актуализации текста: | 19.01.2010 |
| Дата актуализации описания: | 19.01.2010 |
| Дата введения в действие: | 01.01.1973 |
| Дата издания: | 01.07.2008 |
| Переиздание: | переиздание с поправками и изм. 1 |
| Дата последнего изменения: | 23.06.2009 |
| Область и условия применения: | Настоящий стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали |
| Взамен: | ГОСТ 2246-60 |
| Список изменений: | № 0 от 15.03.2003 (рег. 15.03.2003) «Дата введения перенесена» № 0 от 15.10.2001 (рег. 15.10.2001) «Дата введения перенесена» № 1 от 01.04.1973 (рег. 05.03.1973) «Срок действия продлен» № 2 от 01.11.1978 (рег. 30.06.1978) «Срок действия продлен» № 3 от 01.10.1980 (рег. 10.06.1980) «Срок действия продлен» № 4 от 01.05.1983 (рег. 09.02.1983) «Срок действия продлен» № 5 от 01.09.1987 (рег. 11.03.1987) «Срок действия продлен» |
Проволока сварочная из сталей с низким содержанием углерода Св-08, Св-08А и легированных Св-08ГС, Св-08Г2С.
По виду поверхности проволока производится неомедненой и омедненой. Медное покрытие — 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
| Марка стали | Св08 | Св08А | Св08Г2С |
| P | 0,10 | 0,10 | 0,03 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si max | 0,03 | 0,03 | 0,7-0,95 |
| P max | 0,04 | 0,03 | 0,03 |
| S max | 0,04 | 0,03 | 0,025 |
| Cr max | 0,15 | 0,12 | 0,20 |
| Ni max | 0,30 | 0,25 | 0,25 |
| Cu max | 0,25 | 0,25 | 0,20 |
Сварочная проволока
Св-08, Св-08А, Св-08АА — автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА — автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С — механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА — автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ — предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ — автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2 — автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА — автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН — механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА — автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
| Низкоуглеродистая | Легированная | Высоколегированная |
| СВ-08 | СВ-08ГС | СВ-12Х11НМФ |
| СВ-08А | СВ-12ГС | СВ-10Х11НВМФ |
| СВ-08АА | СВ-08Г2С | СВ-12Х13 |
| СВ-08ГА | СВ-ЮГН | СВ-20Х13 |
| СВ-ЮГА | СВ-08ГСМТ | СВ-06Х14 |
| СВ-10Г2 | СВ-15ГСТЮЦА | СВ-08Х14ГНТ |
| СВ-20ГСТЮА | СВ-10Х17Т | |
| СВ-18ХГС | СВ-13Х25Т | |
| СВ-ЮНМА | СВ-01Х19Н9 | |
| СВ-08МХ | СВ-04Х19Н9 | |
| СВ-08ХМ | СВ-08Х16Н8М2 | |
| СВ-18ХМА | СВ-08Х18Н8Г2Б | |
| СВ-08ХНМ | СВ-07Х18Н9ТЮ | |
| СВ-08ХМФА | СВ-06Х19Н9Т | |
| СВ-10ХМФТ | СВ-04Х19Н9С2 | |
| СВ-08ХГ2С | СВ-08Х19Н9Ф2С2 | |
| СВ-08ХГСМА | СВ-05Х19Н9ФЗС2 | |
| СВ-10ХГ2СМА | СВ-07Х19Н10Б | |
| СВ-08ХГСМФА | СВ-08Х19Н10Г2Б | |
| СВ-04Х2МА | СВ-06Х19Н10М3Т | |
| СВ-13Х2МФТ | СВ-08Х19Н10М3Б | |
| СВ-08Х3Г2СМ | СВ-04Х19Н11М3 | |
| СВ-08ХМНФБА | СВ-05Х20Н9ФБС | |
| СВ-08ХН2М | СВ-06Х20Н11М3ТБ | |
| СВ-10ХН2ГМТ | СВ-10Х20Н15 | |
| СВ-08ХН2ГМТА | СВ-07Х25Н12Г2Т | |
| СВ-08ХН2ГМЮ | СВ-06Х25Н12ТЮ | |
| СВ-08ХН2Г2СМЮ | СВ-07Х25Н13 | |
| СВ-06Н3 | СВ-08Х25Н13БТЮ | |
| СВ-10Х5М | СВ-13Х25Н18 | |
| СВ-08Х20Н9Г7Т | ||
| СВ-08Х21Н10Г6 | ||
| СВ-30Х25Н16Г7 | ||
| СВ-10Х16Н25АМ6 | ||
| СВ-09Х16Н25М6АФ | ||
| СВ-01Х23Н28М3Д3Т | ||
| СВ-30Х15Н35В3Б3Т | ||
| СВ-08Н50 | ||
| СВ-05Х15Н60М15 |
Сварочная проволока СВ08Г2С: технические характеристики
Сварочная проволока СВ08Г2С изготавливается для различных видов сварки металлических деталей, конструкций повышенной ответственности, осуществления наплавочных работ. Продукт может быть омедненным, соответственно в его маркировке будет стоять буква «О».
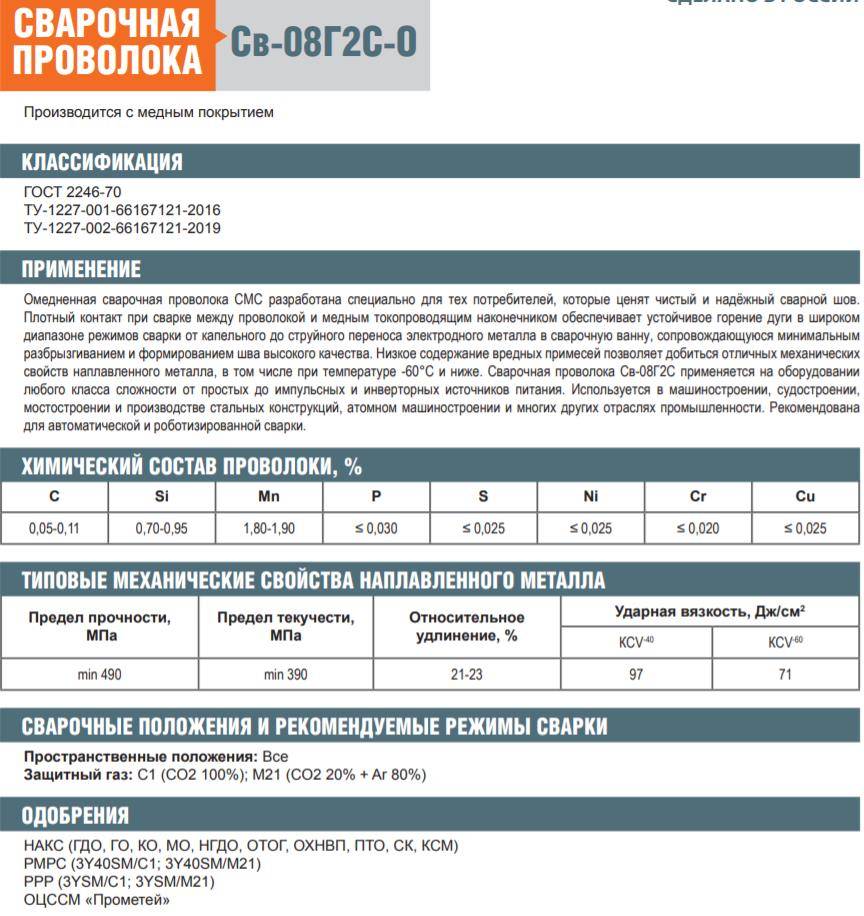

Химический состав
- 0,2-0,25% никеля, хрома;
- 0,7-0,95% кремния;
- 0,06-0,1% углерода;
- 0,85-1,05% марганца (для омедненной проволоки, сечение которой составляет не более 1,4 миллиметра, содержание марганца может быть больше – 1,65%, но по согласованию с потребителем).
Для химического состава допускаются небольшие отклонения, которые не должны превышать 0,02%. Кроме этого при выплавке может присутствовать в малых объемах сера, фосфор. Эти компоненты не влияют на качество получаемого продукта.

В зависимости от предназначения СВ08Г2С (будет производиться сваривание металла или его наплавка) технические свойства материала обуславливаются такими параметрами:
- Термообработка продукта. Самый распространенный процесс – это закалка материла в масле при температуре 880-920 градусов с последующим воздушным охлаждением. В итоге существенно повышается пластичность изделия, а предел прочности уменьшается до 430-450МПа, что предоставляет возможность изготавливать из данного материала более сложные варианты электродов сварных;
- Предел прочности – 882-1030МПа (меньшие пределы прочности применимы к изделиям, имеющим малые диаметры сечения). В случае применения продукта исключительно для изготовления сварочных электродов, показатели прочности уменьшаются приблизительно на 10 процентов;
- Какие-либо дефекты поверхности омедненной проволоки не допускаются. Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Особые характеристики
- При производстве омедненная проволока подвергается вакуумно-дуговой обработке, что позволяет достигать высококачественного очищения ее поверхности. Поверхность продукта после подобной обработки приобретает серебристый оттенок, высокие адгезионные качества, что впоследствии дает возможность сделать качественное омеднение стандартной проволоки.
- Благодаря покрытию высокого качества, неизменному диаметру по всей длине изделия обеспечивается размеренная подача медных токопроводящих наконечников, при этом их расход максимально экономный.
- Эксплуатационный период дорогостоящих полуавтоматов для сварки значительно увеличивается благодаря рядной намотке.
- Существует возможность работать с разнотипным оборудованием, предназначенным для выполнения сварных соединений.
Характеристики и назначение проволоки
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

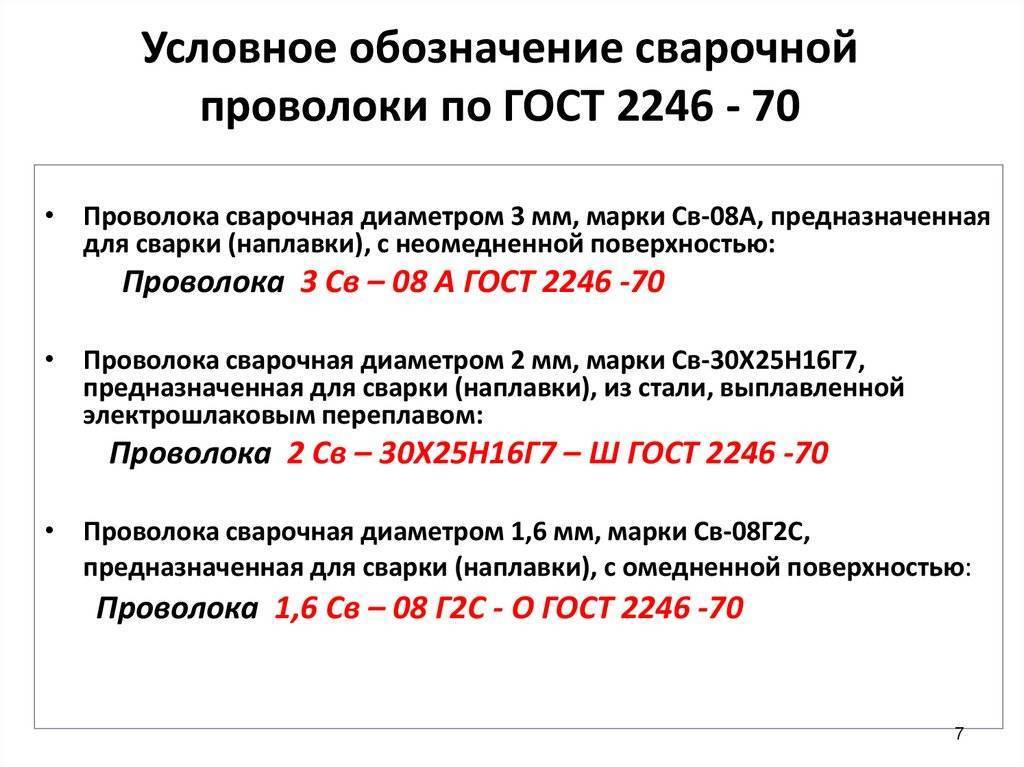
Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
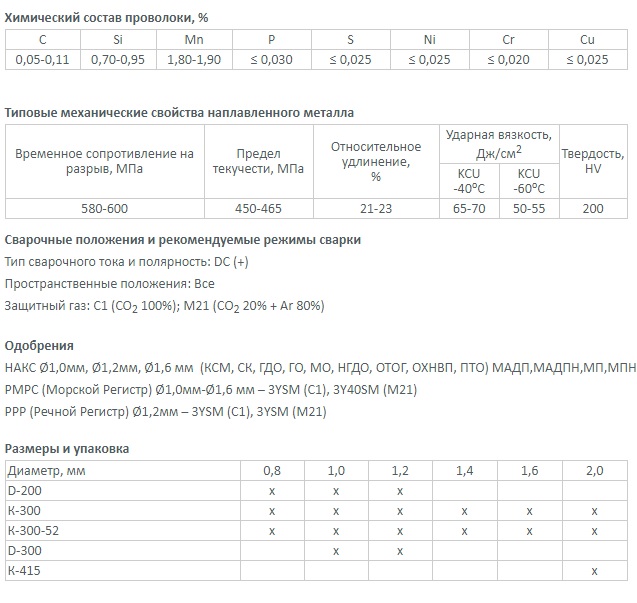
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
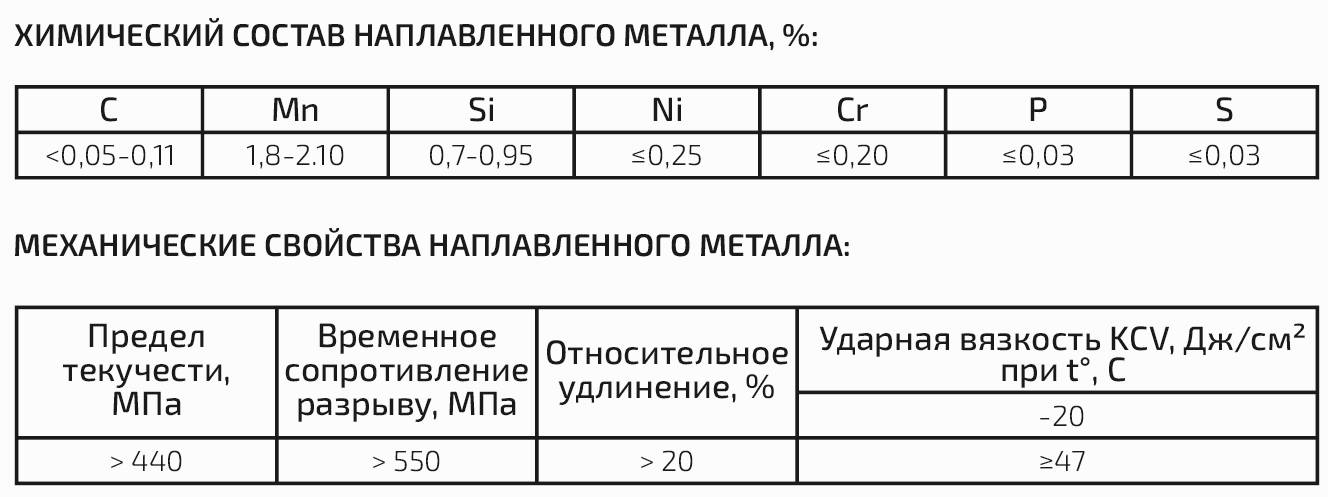
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
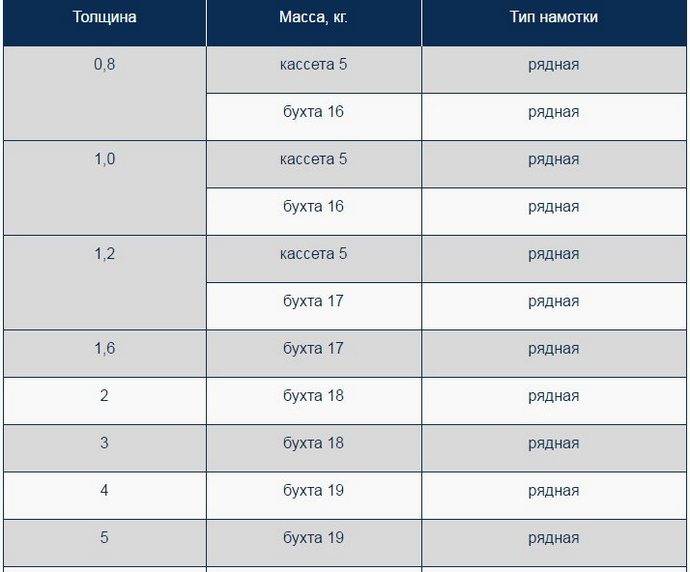
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
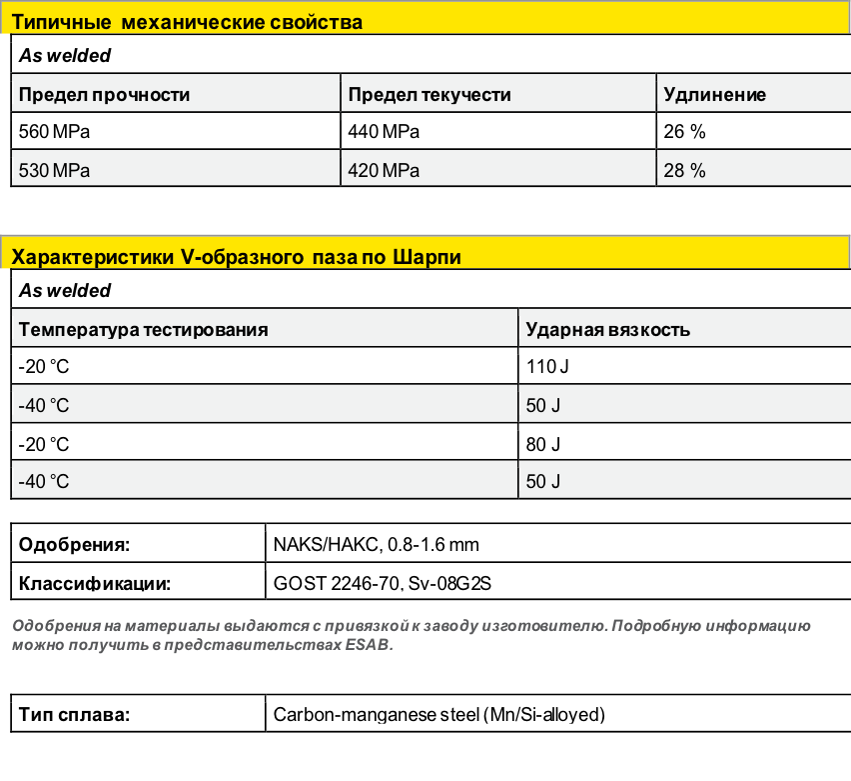
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
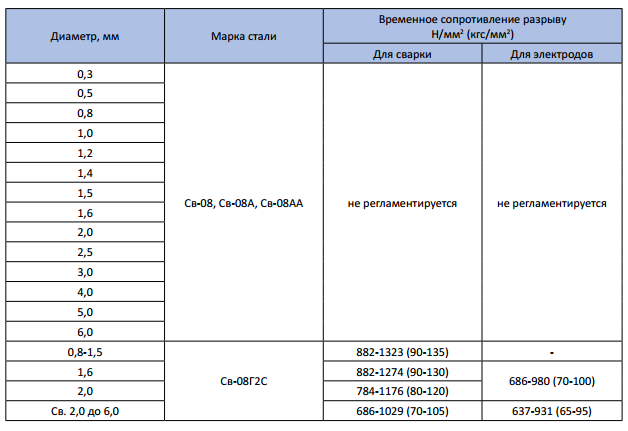
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Применение проволоки СВ08Г2С
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.
Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Видео:
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Сварочная проволока для наплавки. Химический состав сварочной проволоки. 5.00/5 (100.00%) проголосовало 11
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.





ГОСТ 2246-70 проволока сварочная.
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
Маркировка сварочной проволоки.
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
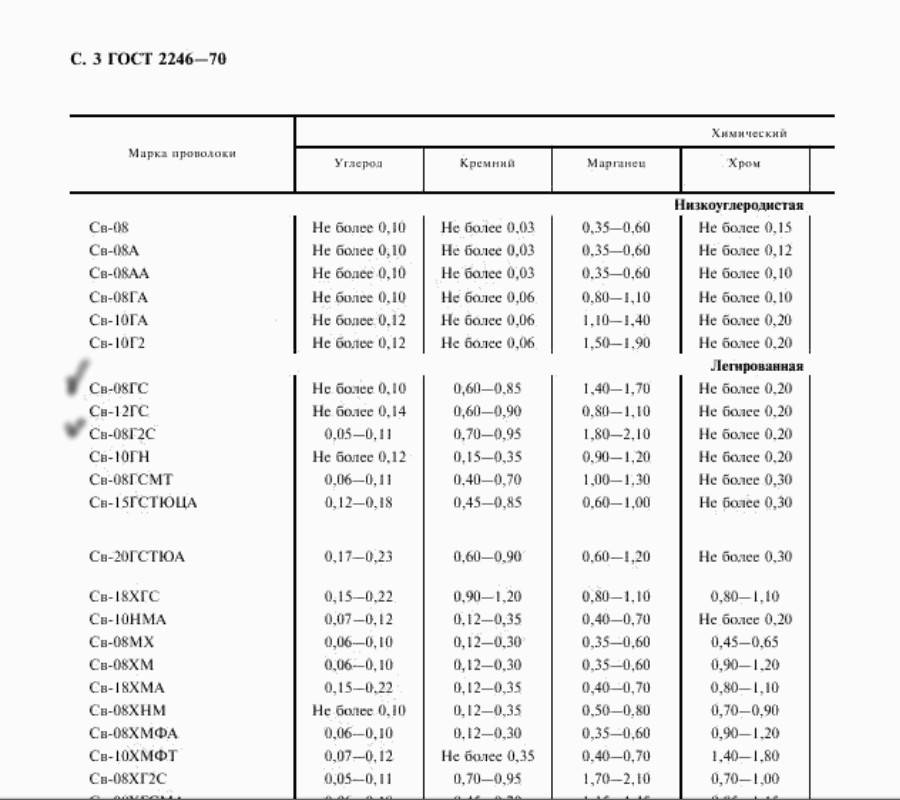
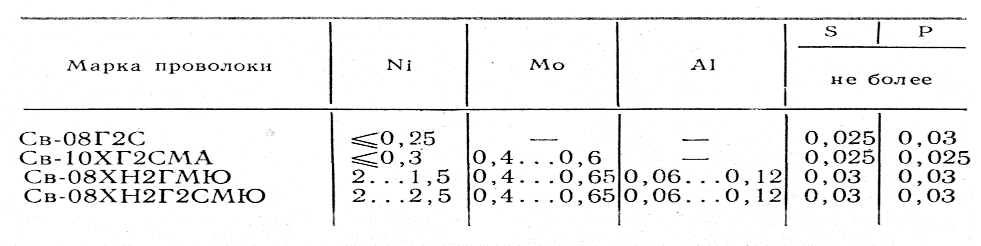
Химический состав сварочной проволоки.
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
mechanicinfo.ru
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
 Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Отличительные особенности, достоинства и недостатки

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Материал Св-08ГС Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал Св-08ГС большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал Св-08ГС закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.






Проволока ГОСТ 2246-70
Проволока для сварки и наплавки ГОСТ 2246.
Кроме того, некоторые виды (например, СВ08А и СВ08) применяются при производстве электродов для ручной дуговой сварки разных марок в качестве металлического стержня — МР-3, АНО-21, АНО-ТМ, АНО-4, УОНИ 13/45, УОНИ 13/55 и т.д.
По типу покрытия различают черную (без покрытия) и омедненную сварочную проволоку.
В зависимости от марки стали выделяют проволоку:
низкоуглеродистую — СВ08А, СВ08 и СВ08ГА
легированную — СВ08ГС, СВ12ГС, СВ08Г2С, СВ08ГСМТ, СВ18ХГС, СВ10ГН, СВ15ГСТЮЦА (ЭП-439), СВ20ГСТЮА и т.п.
высоколегированную — СВ13Х25Т, СВ01Х19Н9, СВ08Х14ГНТ, СВ10Х11НВМФ, СВ12Х11НМФ, СВ06Х14, СВ12Х13, СВ20Х13, СВ10Х17Т и т.п.
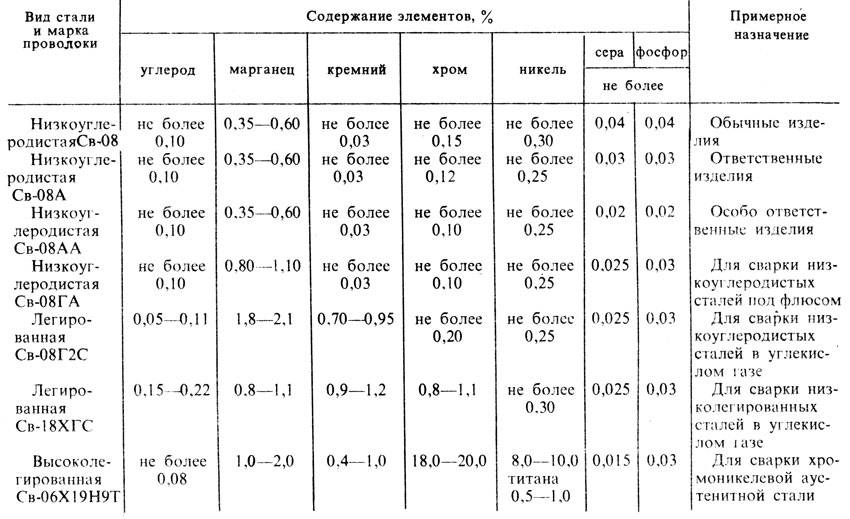
Химсостав некоторых марок стали:
Элемент, % Марка стали низкоуглеродистая легированная Св08 Св08А Св08ГА Св08ГС Св08Г2С Св08ХМ С не более Мn Si не более РS Сr не более Ni не более Al не более Сu не более
| 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| 0,01 | 0,01 | — | — | — | — |
| 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Выпускается в бухтах по 800-1000 кг., мотках по 60-120 кг., на пластиковых катушках по 1-20 кг., а также на проволочных каркасах массой 15-20 кг.
Купить проволоку ГОСТ 2246-70 для сварки и наплавки вы можете у наших специалистов.
Теги: проволока, проволока гост, проволока сварочная
ormetall.ru





