

Виды заточки пильных цепей
Есть ряд технологий заточки шины. В полевых условиях или в дома можно использовать болгарку или напильник. Такой способ подойдет для бюджетных моделей бензопил, когда не требуется высокая точность наладки зубьев. Главный недостаток этого метода – необходимость контролировать механическое нажатие на ручной инструмент, при повышении давления можно привести снять лишний слой металла, деформировать зубья.
Профессионалы рекомендуют использовать специальные станки для первичной заточки, а затем тиски с направляющими для шлифовки, корректировки каждого звена. Данный способ помогает сэкономить время, а при применении державок, адаптированных по конкретный шаг цепи, вероятность ошибки минимальна.
Как наточить с помощью специального оборудования?
Наиболее удобный способ заточки пилы – использование специальных инструментов и станков. Это позволяет быстро провести работу любой степени тяжести. Приобретая бензопилу, рекомендуется сразу купить шаблон для определения значений торцевого и верхнего лезвия, переднего угла кромки. Помимо этого, нужен напильник для устранения мелких недочетов.
На ручном станке
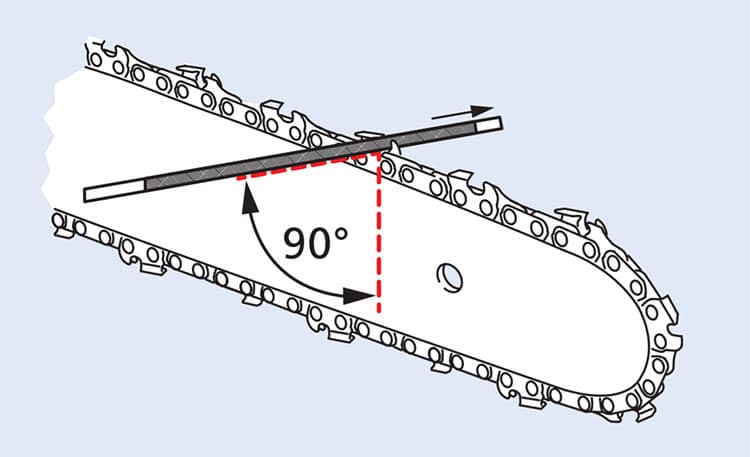
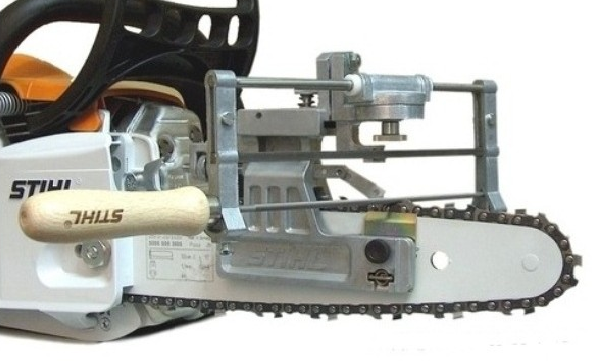 Рисунок 2 – Заточка на ручном станке
Рисунок 2 – Заточка на ручном станке
На практике этот метод обычно применяется для подравнивания зубьев после каждой продолжительной эксплуатации бензопилы, работы с твердыми породами древесины. «Ручной станок» внешне напоминает обычную лучевую пилу с небольшими тисками для крепления на гарнитуре. Вместо полотна на нем находится круглый напильник.
Перед началом работы следует закрепить инструмент на гарнитуре, выставить параметры в соответствии с особенностями пилы. Это делается только вручную по определенным меткам на станке. Останавливаясь у каждого лезвия, делать 3-4 движения на себя для заточки. Данный способ не подходит для восстановления сильно затупленных пил.
На электрическом станке
 Рисунок 3 -Электростанок для заточки пильной гарнитуры
Рисунок 3 -Электростанок для заточки пильной гарнитуры
Это самый удобный способ заточки шины бензопилы любой марки. Не требуется наличие специальных навыков и умений, сам процесс работы занимает не более 10 минут. Станок оснащен электроприводом, работает от источника постоянного тока напряжением 220-240 В
При выборе устройства обращать внимание на следующие особенности:
- наличие функции заточки зубьев с разным интервалом звеньев, объемом верхней кромки;
- возможность коррекции угла заточки;
- сменные шлифовальные круги в комплектации;
- стабильное значение ширины реза.
Пильная цепь фиксируется в направляющую в составе базовой платформы, на ней имеется и специальный механизм для удержания зубьев. Он может двигаться в горизонтальном направлении. Под настраиваемым углом к режущей кромке опускается шлифовальный круг, степень нажатия можно контролировать регулятором. Непосредственно погружение заточного элемента осуществляет оператор. Для удобства и точности работы на всех моделях имеется измерительная шкала, с помощью которой можно оценивать степень заточки всех составляющих зубьев цепи.
Болгаркой
Данный метод применяется только при отсутствии других необходимых приспособлений для коррекции цепи. Оптимален для грубой правки зубьев, но имеет серьезный недостаток – сложно контролировать угол, а также есть риск повреждения связующих заклепок.
Чтобы подточить цепь, УШМ нужно надежно зафиксировать в тисках. Включить инструмент, а затем поочерёдно подносить каждую режущую кромку и держать до появления блеска. Сверяться с необходимым углом можно с помощью штангенциркуля.
Угол заточки на станке
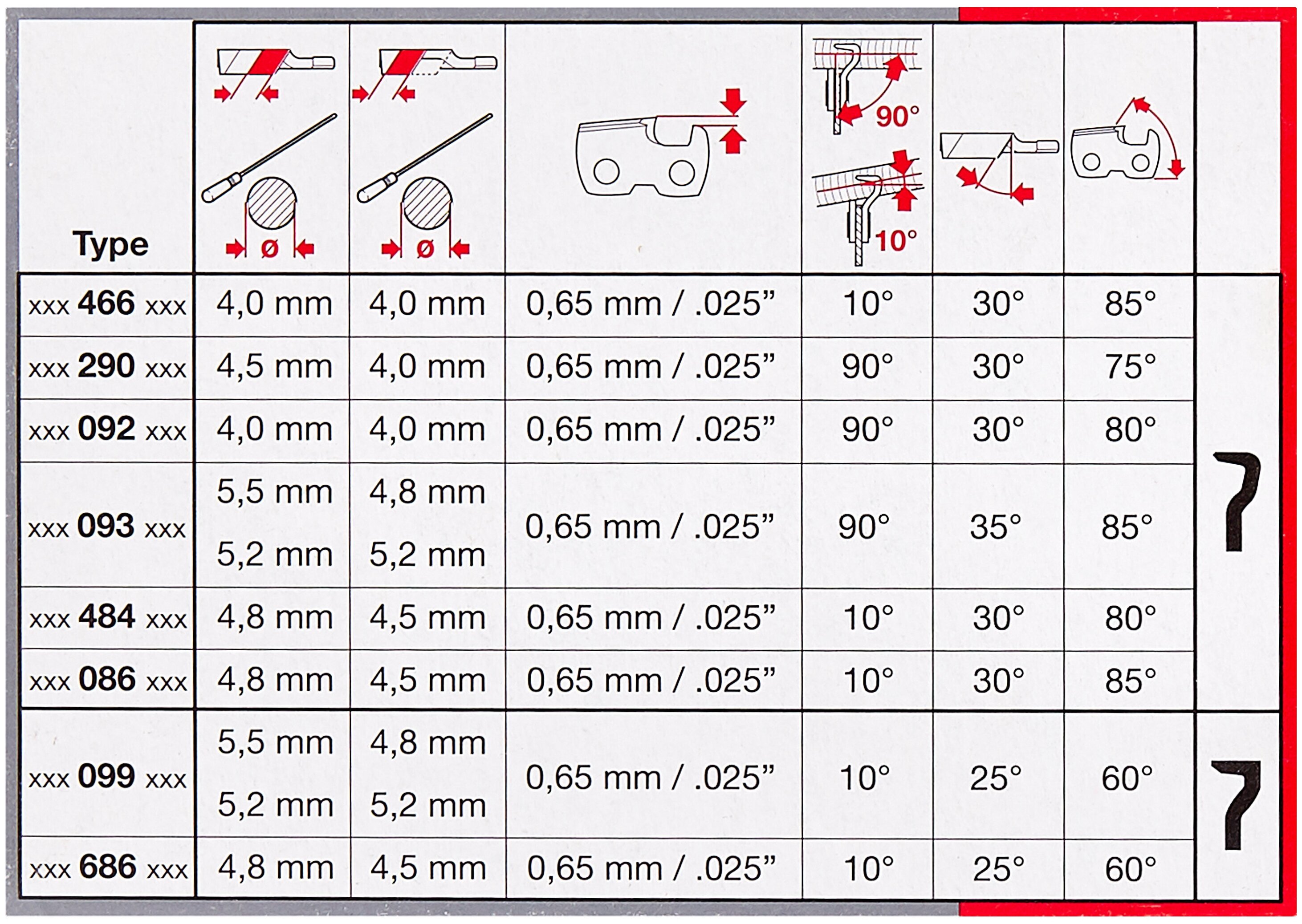
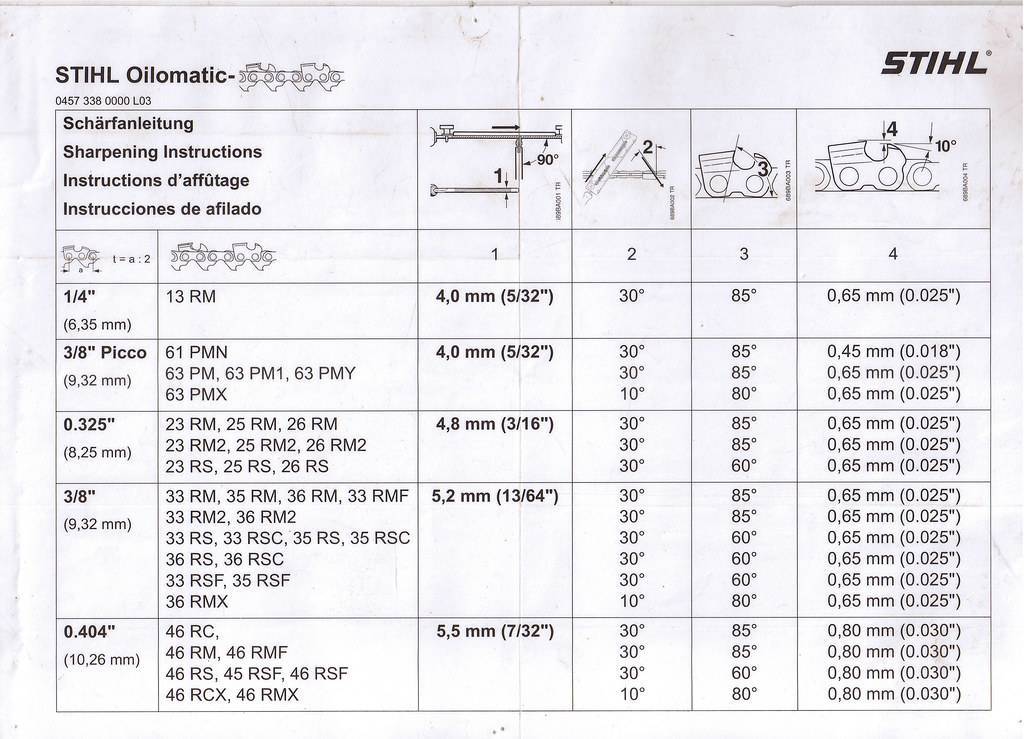
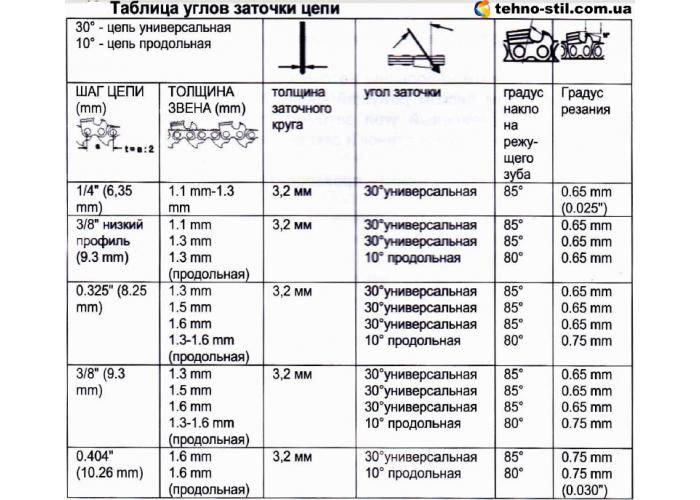
На качественном инструменте всегда есть разметка, с помощью которой можно оценить качество заточки. При работе нужно ориентировать на ее показатели, чтобы сохранить производительность гарнитуры. В таблице указаны основные характеристики зубьев в зависимости от шага цепи и особенностей звеньев.
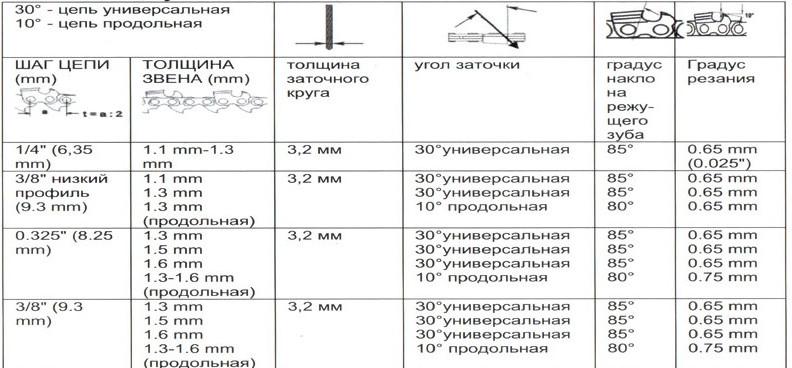 Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
Напильник для цепи
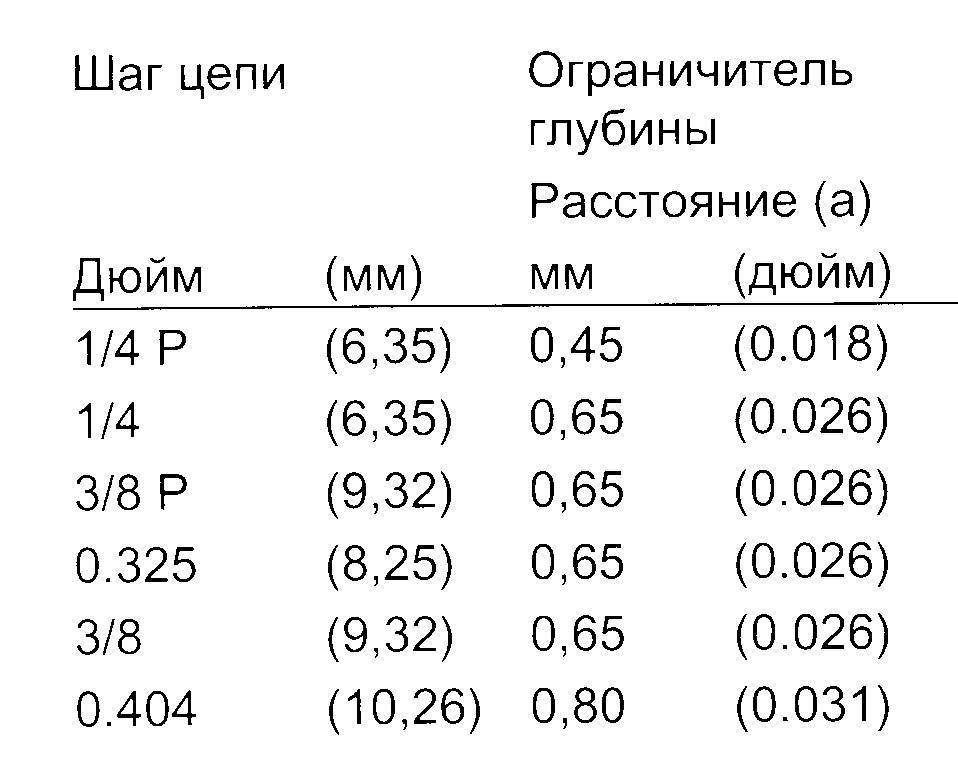
Нужно понимать, что обычным круглым, а тем более плоским или треугольным напильником заточить цепь не получится, поскольку напильник для цепи должен иметь свои параметры. Хотя тут стоит сделать замечание- сточить ограничитель глубины можно и простым плоским напильником.
Параметры напильника для заточки цепи
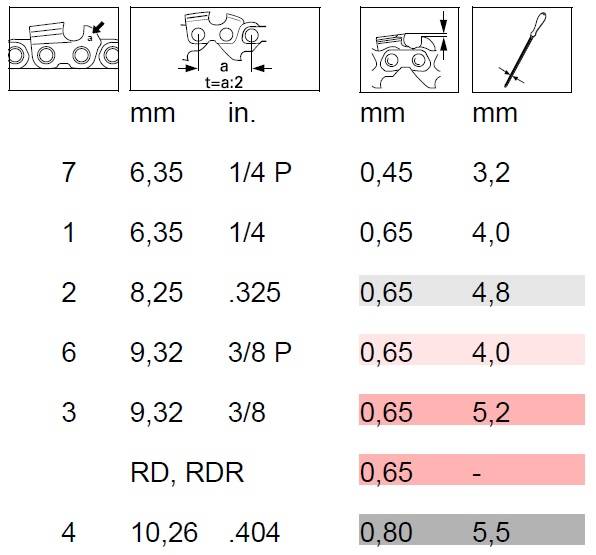
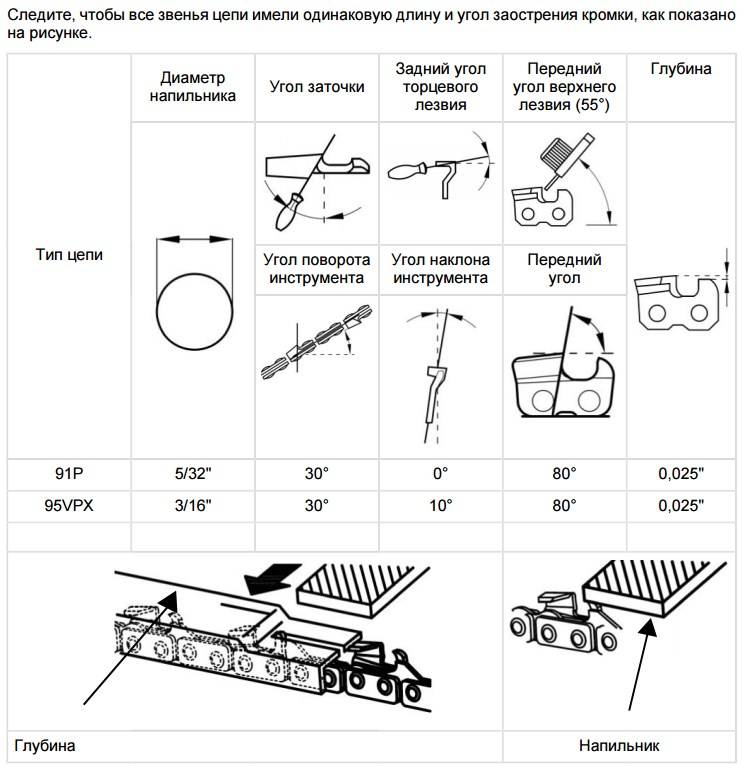
Самым важным параметром напильника для заточки цепи является его диаметр. Важен он потому, что в зависимости от шага цепи применяется напильник определенного диаметра. Ниже привожу таблицу, в которой указано какой напильник подходит для цепи с тем или иным шагом.
| Шаг цепи (мм) | Толщина звена (мм) | Диаметр напильника (мм) | Угол заточки (градусы) | Градус наклона режущего зуба |
|---|---|---|---|---|
| 1/4″(6.35мм) | 1,1-1,3 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,1 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,3 | 4 | 30 | 0,65 мм |
| 3/8″ Picco/Micro (9.3 мм) | 1,3 (для продольного пиления) | 4 | 10 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,3 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,5 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,6 | 4,8 | 30 | 0,65 мм |
| 0.325″ (8,25 мм) | 1,3-1,6 (для продольного пиления) | 4,8 | 10 | 0,75 мм |
| 3/8″ (9.3 мм) | 1,3 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,5 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,6 | 5,5 | 30 | 0,65 мм |
| 3/8″ (9.3 мм) | 1,3-1,6 (для продольного пиления) | 5,5 | 10 | 0,75 мм |
| 0.404″ (10,26 мм) | 1,6 | 5,5 | 30 | 0,75 мм |
| 0.404″ (10,26 мм) | 1,6 1,3-1,6 (для продольного пиления) | 5,5 | 10 | 0,75 мм |
Кроме того, необходимо учитывать, что большинство напильников продается без ручки. Ее стоит приобрести отдельно. Это разумеется не касается наборов напильников, в которых большей частью напильники ручками укомплектованы.
Вспомогательные устройства для заточки цепи
Вне всякого сомнения, опытный пользователь бензопил сможет заточить цепь без различных вспомогательных устройств и приспособлений, что называется «на глазок». Но для этого необходимо иметь опыт, который нужно вначале получить. А это гораздо удобнее делать с помощью различных приспособлений, которые позволят провести заточку цепи правильно. Давайте рассмотрим самые популярные из них.
Контрольный калибр
Данное приспособление позволяет:
- Контролировать расстояние до ограничителя глубины
- Проверять угол заточки режущих зубьев цепи
- Очищать канавку и измерять ее глубину
- Определять передний угол зуба
То есть с помощью контрольного калибра вы сможете, после того как провели предварительную заточку определить верно ли это сделано. Нелишним будет провести измерение и до начала заточки цепи. Производство Stihl.




Зажимная державка
Это простое приспособление позволяет проводить заточку цепи на необходимой высоте и под нужный углом. Она плотно прилегает к зубу и ограничивает глубину ведения напильника. А благодаря нанесенным рискам, вы сможете контролировать и необходимый угол. Необходимо выбирать державку исходя из шага затачиваемой цепи.
Комбинированный шаблон
В отличии от комбинированного калибра, производимого Штилем, шаблон от Husqvarna позволяет не только замерять, но и непосредственно проводить заточку. Шаблоны тоже необходимо подбирать по шагу цепи.
Направляющая для державок
Несмотря на нанесенные на державку риски, порой точно выдержать угол бывает непросто, особенно неопытному пользователю. Поэтому Stihl предлагает специальную направляющую FF1, которая на пильную шину и позволяет точно выдержать необходимый угол заточки.
Шаблон для заточки
Кроме комбинированных шаблонов, Хускварна производит и шаблоны обычные, которые позволяют соблюдать правильный угол при заточке зубьев цепей бензопил.
Зажимная державка 2 в 1
При правильной заточке цепи необходимо выполнять две операции: заточку режущих зубьев и заточку ограничителя глубины. Stihl предлагает универсальное решение- зажимную державку для двух напильников, которыми одновременно вы выполняете обе операции.
Заточное роликовое устройство Stihl FG4
Это заточное устройство устанавливается на шину, точно выдерживая необходимый угол, а так же позволяет проверять и править ограничители глубины реза на цепи.
Приспособление для заточки цепи Stihl FG 2
При использовании данного приспособления цепь с бензопилы необходимо снять. Это одно из самых точных устройств, при помощи которых можно наточить пильную цепь для бензиновой пилы.
В полевых условиях струбцина позволяет четко зафиксировать шину для точной заточки.
Наборы напильников
Наборы напильников, в зависимости от производителя могут содержать в себе следующие приспособления:
- Напильник(-и) круглый различного диаметра
- Напильник плоский
- Шаблоны
- Державки
- Контрольный калибр
Наборы Stihl
Набор для заточки цепей от известного производителя. Состав набора: Напильник круглый 4 мм; Напильник плоский; Калибр
Принципы заточки цепи бензопилы на автоматическом станке
Автоматический станок, существенно ускоряет и облегчает процесс работы.
Это важно! Перед включением станка крайне необходимо внимательно ознакомиться с правилами его эксплуатации и техникой безопасности.
Данное оборудование часто можно встретить на крупных промышленных предприятиях, где работа с древесиной идет в больших масштабах. Но сегодня такие станки нередко используются в домашних условиях.
Внешне механизм представляет собой конструкцию, где основной деталью выступает точильный камень. Режущее полотно помещается внутрь короба и фиксируется для обеспечения соприкосновения с поверхностью камня.
После этого пилу следует включить, и проследить, чтобы обработка зубьев о точильный механизм проходила в правильном направлении.

Основное преимущество данного способа правки – быстрота и легкость работы, при этом иметь какие-либо специальные навыки совершенно необязательно.
Пожалуй, единственная отрицательная сторона такого метода – это недолговечность остроты зубьев. Правка на механическом станке гораздо точнее.
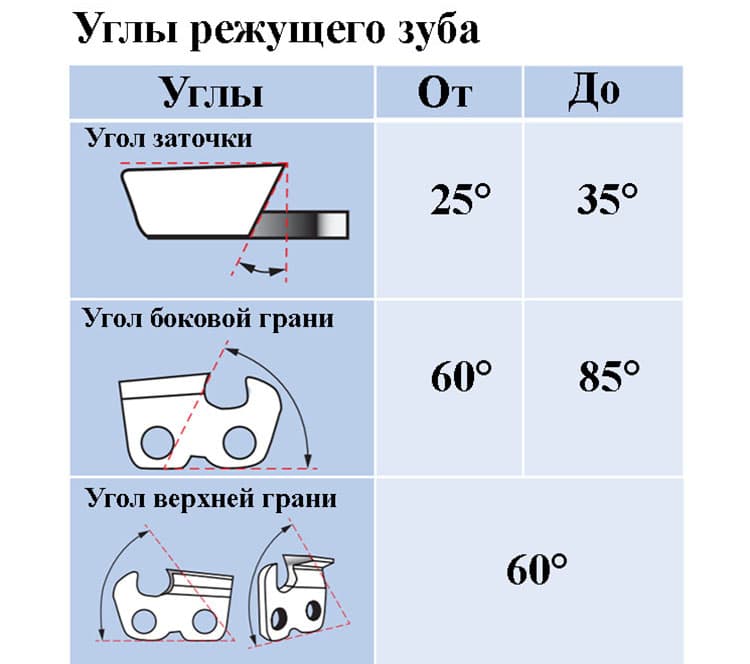
Как выбрать правильный угол?
Распил твердых пород дерева характеризуется невысокой производительностью и большой нагрузкой на все составляющие бензопилы (рекомендуем более подробно почитать про устройство бензопилы). Самыми «ходовыми» твердыми породами являются ясень, бук, береза, вяз, клен, дуб и орешник.





На фото изображено специально приспособление для заточки, которое позволяет надежно фиксировать напильник.
Для того чтобы эффективно производить распилы этих пород, необходимо соблюдать угол заточки под 25°. Такое значение обеспечит оптимальную работу бензопилы при средних характеристиках производительности.
К мягким породам относятся все хвойные, за исключением лиственницы, — это ель, сосна, пихта, кедр, а также лиственные — ольха, липа, осина, ива и тополь.
Для продольного пиления
Как уже было сказано, рекомендуемый угол заточки составляет 10° с возможным отклонением до 2°. Это связано с необходимостью быстрого зарезания вглубь дерева при продольном распиле.
Для работы с мягкой древесиной оптимальное значение угла — 25°. Волокна мягких пород дерева распределяются неравномерно, то есть твердые перемежаются с мягкими. Значение в 25° позволяет прорезание чередующихся волокон без периодического увеличения числа оборотов двигателя.
Для поперечного пиления
Для поперечного пропила мягких и твердых сортов древесины рекомендуется значение в 35°. Такое значение позволяет добиться оптимальных характеристик мощности и нагрузки на цепь при распиле.
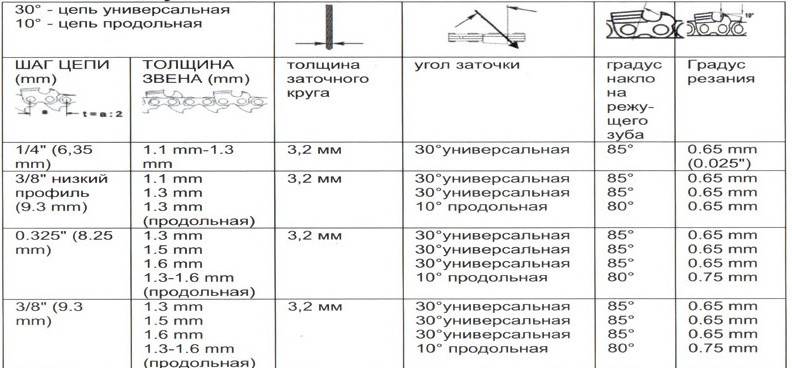
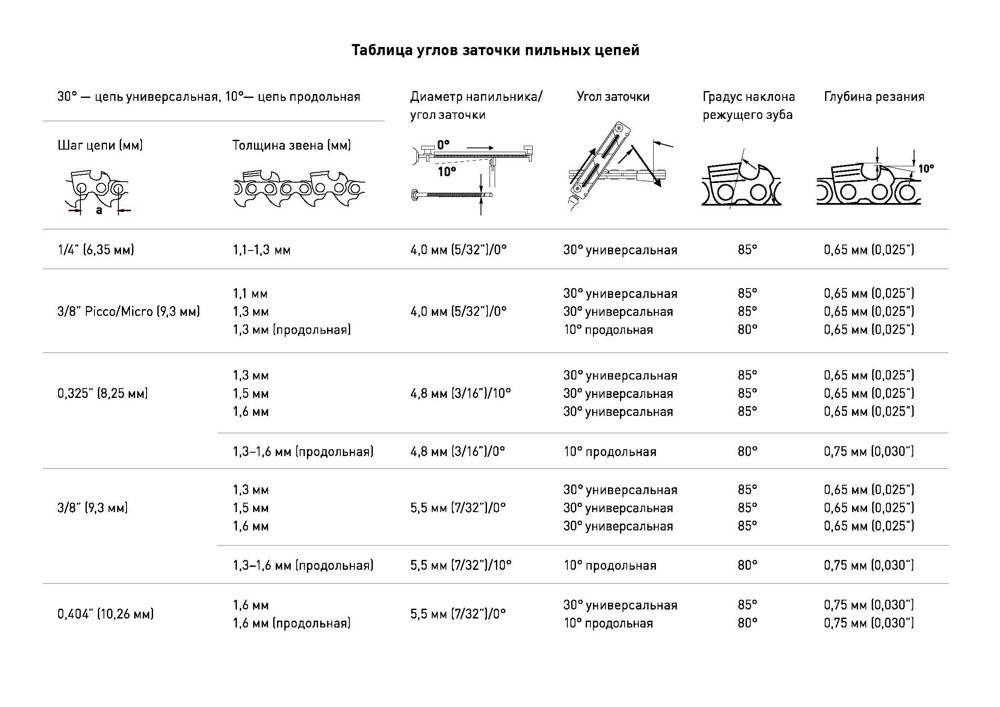
Таблица углов
Углы заточки пильных цепей представлены в таблице ниже. По таблице даже можно понять какой напильник потребуется для заточки конкретной цепи.
Таблица углов заточки для всех видов пильных цепей, а также глубины резания. Для увеличения нажмите на фото.
Точим цепь на электрическом станке
 Такой вид заточки используют сервисные центры или предприятия. На электрическом станке процесс существенно ускоряется. Станки могут иметь внешние различия в дизайне, но принцип заточки у них одинаковый: цепь устанавливается в специальный направляющий паз, который размещён на поворотной платформе и имеет специальный упор для фиксации затачиваемого зуба. Конструкция фиксатора оборудована регуляторами.
Такой вид заточки используют сервисные центры или предприятия. На электрическом станке процесс существенно ускоряется. Станки могут иметь внешние различия в дизайне, но принцип заточки у них одинаковый: цепь устанавливается в специальный направляющий паз, который размещён на поворотной платформе и имеет специальный упор для фиксации затачиваемого зуба. Конструкция фиксатора оборудована регуляторами.
Заточка производится подвижным станком, который оснащён абразивным кругом и размещён под определённым углом. Устройство имеет регулировку глубины пропила (для неопытных пользователей). После включения оператор опускает абразив и затачивает зуб. При необходимости заточной круг можно поменять. После окончания одной стороны цепь необходимо перевернуть, и аналогично заточить зубья на другой.
Отрицательные последствия работы с неисправной гарнитурой
Необходимость наточить режущие кромки пильной цепи становится явной при наличии основных признаков неэффективной работы инструмента. Это:
- повышенная вибрация и затрудненный заход гарнитуры в каждый новый пропил;
- существенное снижение производительности распиловочных работ;
- запах перегретой древесины;
- мелкая структура опилок.
Даже при эффективной работе аварийного тормоза и ловителя оборванной цепи, работа пилой с тупой цепью чревата риском получения травмы. Повышенные нагрузки на двигатель и кинематику бензопилы отрицательно сказывается на продолжительности срока службы инструмента в целом.
Как правильно заточить цепь бензопилы своими руками. Пошаговая инструкция
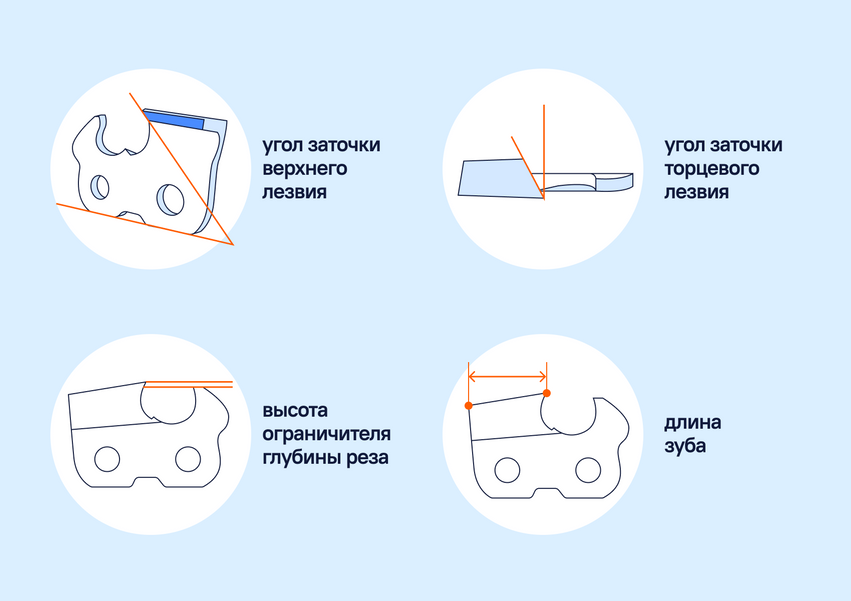
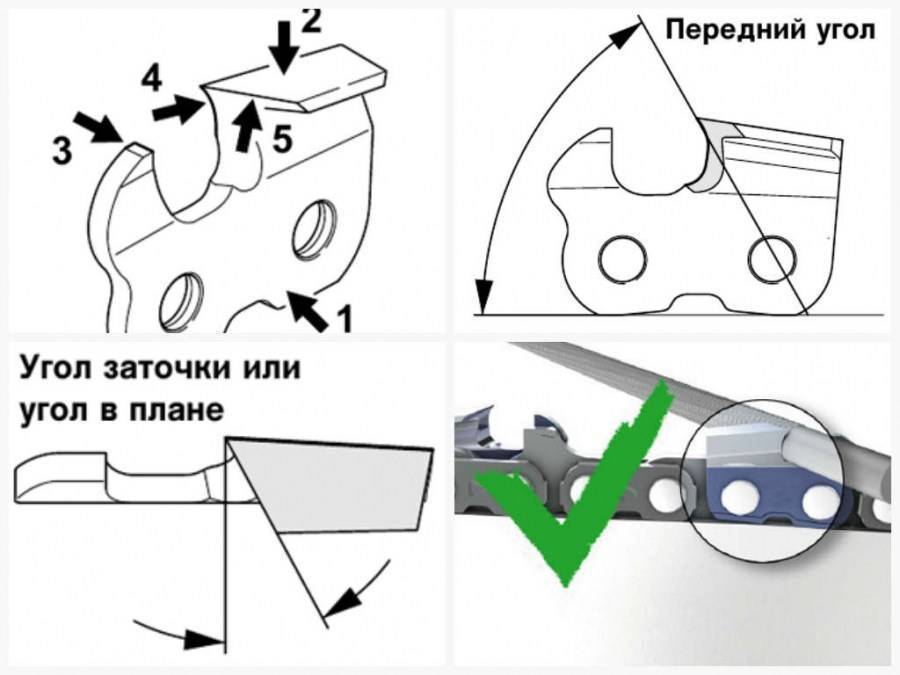
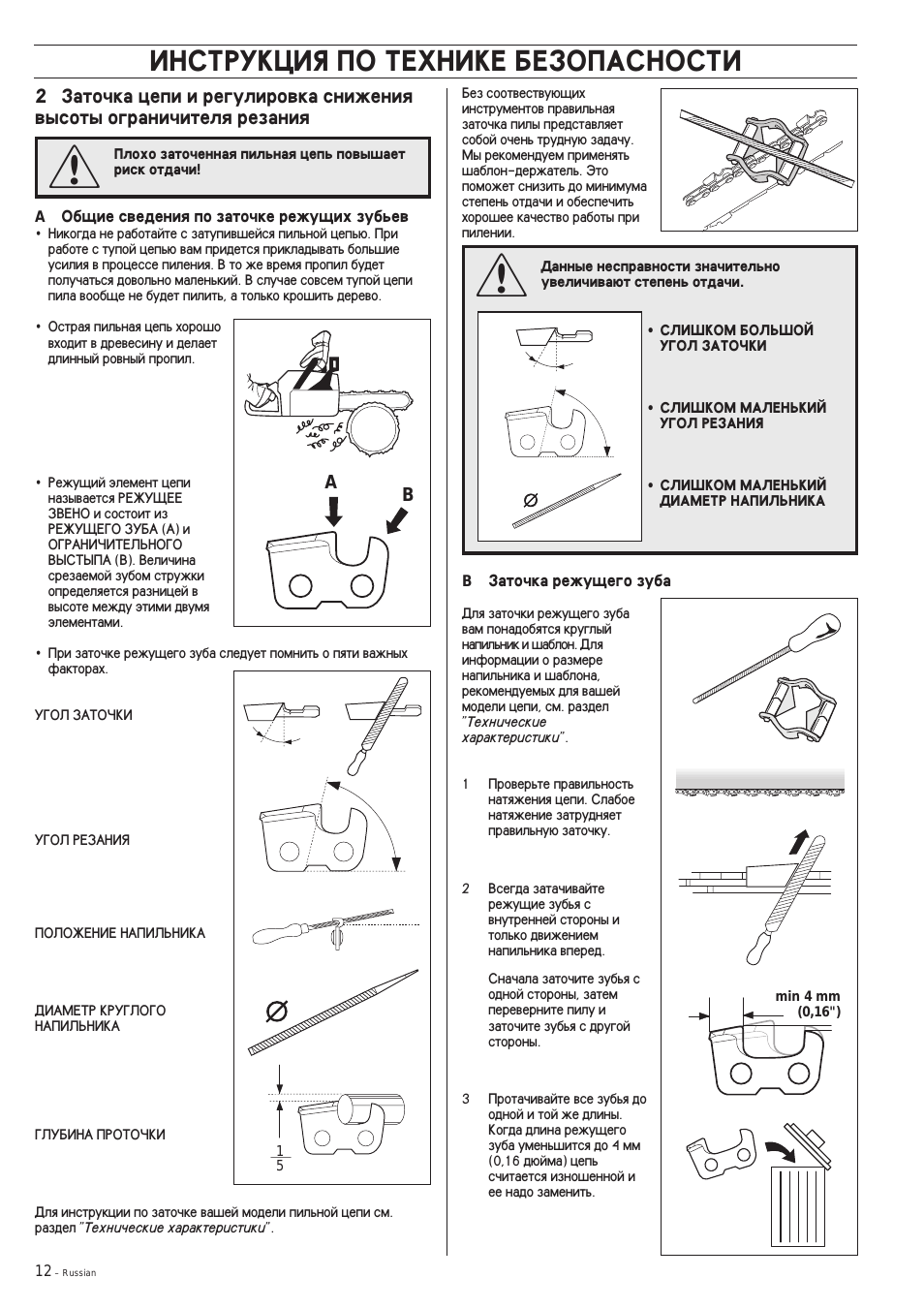
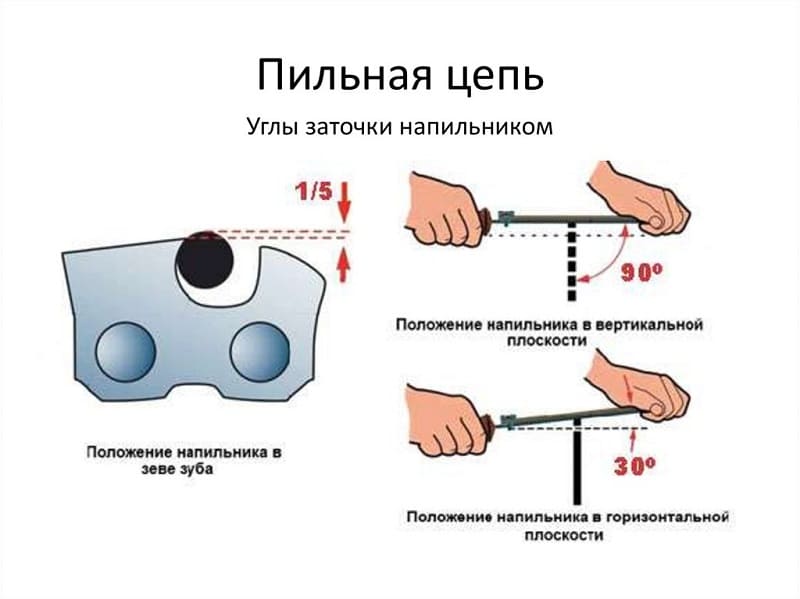
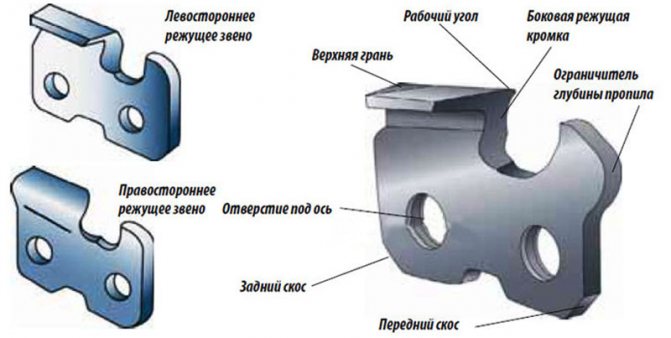
Приведение цепи в рабочее состояние имеет свои особенности. Они определяются конфигурацией зуба. В нее входят две кромки, расположенные – одна в верхней части, а другая в нижней. Причем кромка расположенная к верху, обладает уклоном под заданным углом. По сути, зуб и по геометрии, и по принципу работы похож на лезвие от столярного рубанка. 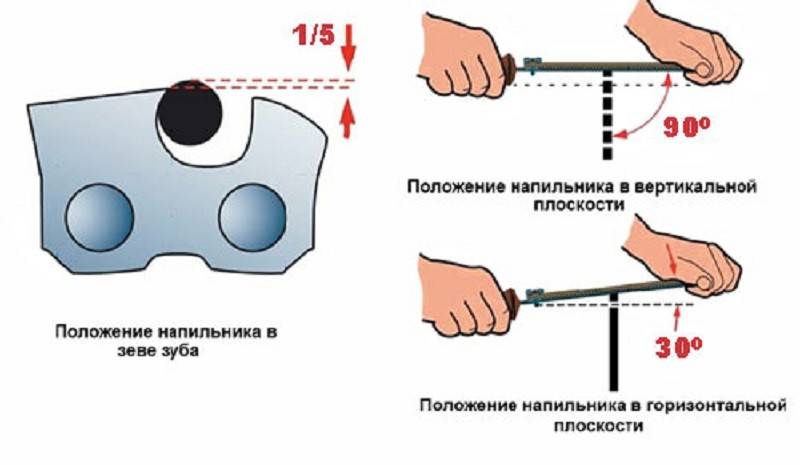 Для грамотной заточки, мастер должен понимать устройство зуба.
Для грамотной заточки, мастер должен понимать устройство зуба.
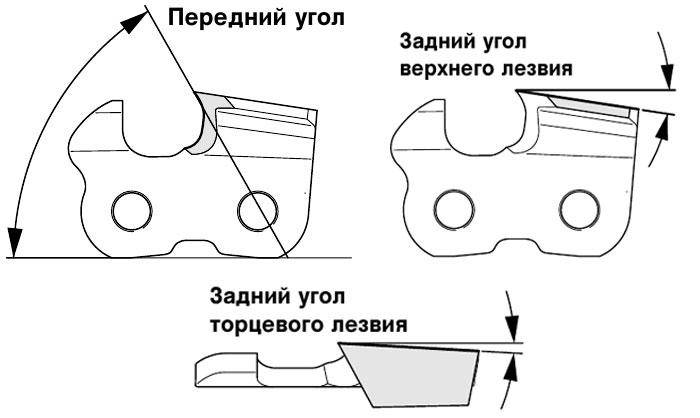
Параметры зубьев
Конструкция зуба состоит из:
- основания;
- лопатки;
- ограничителя.
На лопатке сформировано две режущих кромки, одно размещено по горизонтальной плоскости, другое под углом. Для получения требуемых параметров лезвия затачивают под углом, указанном в технических условиях. Передний угол затачивают в диапазоне от 60 до 85 °. Задний угол показывает наклон верхнего лезвия назад. Он лежит в диапазоне от 50 до 60 °. Лезвие расположенное сверху считают основным, задний угол в этой конструкции очень важен. Его трудно промерить, при выполнении правил заточки и соблюдения геометрических параметров он формируется в указанном диапазоне. Углы затачивают в зависимости от использования инструмента. Главное правило – чем угол больше, тем больше эффективность при обработке мягкого дерева, чем меньше угол, тем проще эксплуатация пилы с твердым деревом. Т. е. улучшается плавность хода и происходит понижение вибрации инструмента. Между тем, следует избегать ситуации затачивания угла больше 35 и меньше 25 °. Это правило не относится к цепям продольного реза. Углы изменяют при правке инструмента
Они оказывают важное воздействие на режущие параметры, поэтому необходимо тщательно исполнять все технические требования
Когда нужно проводить заточку и как об этом узнать
После обследования пильной цепи, мастер, принимает решение о том, пора точить инструмент или нет. Как правило, пильная цепь теряет свои эксплуатационные свойства при интенсивной работе. Дело может дойти до того, что за один день цепь придется перетачивать несколько раз. Причиной может стать и контакт пилы с грунтом. На самом деле, довольно несколько раз чиркнуть пильной цепью по грунту и можно все работы останавливать. Бензопила просто перестанет входить в дерево. Кстати, один из признаков затупление пилы – появление мелкой стружки.  Чем раньше будут приняты меры по затачиванию цепи, тем она дольше прослужит. Понять когда потребуется переточка довольно просто. Произойдет изменение подачи. Цепь, с правильно заточенными зубьями втянется даже при небольшом усилии, если же при работе приходиться оказывать большее усилие подачи, то это обозначает только одно, зубья потеряли свою остроту. Эксплуатация тупой цепи недопустима. Кстати, это требование техники безопасности. Да и процесс потребует значительных мускульных усилий от лесоруба. В результате это приводет к понижению качества реза, росту количества используемого топлива и ускоренной выработке цепи.
Чем раньше будут приняты меры по затачиванию цепи, тем она дольше прослужит. Понять когда потребуется переточка довольно просто. Произойдет изменение подачи. Цепь, с правильно заточенными зубьями втянется даже при небольшом усилии, если же при работе приходиться оказывать большее усилие подачи, то это обозначает только одно, зубья потеряли свою остроту. Эксплуатация тупой цепи недопустима. Кстати, это требование техники безопасности. Да и процесс потребует значительных мускульных усилий от лесоруба. В результате это приводет к понижению качества реза, росту количества используемого топлива и ускоренной выработке цепи.
Как правильно точить цепь бензопилы на станке
Точить цепь на станке значительно быстрее и точнее, чем руками. В продаже имеется много разнообразных электрических точилок. Бытовые агрегаты компактны, работают от сети 220 В. На них легко заменяются абразивные круги, их без труда можно перестраивать на разные параметры цепи: шаг зубьев, толщину верхней кромки, угол заточки. Все обработанные режущие кромки получаются одинаковыми. Процесс идёт быстро.
Электрическая точилка для цепей бензопил
Основной частью станка является электродвигатель, на валу которого устанавливается заточной диск. На его рукоятке расположены органы управления. Имеется струбцина для закрепления станка на цепь. Пружинным прижимом обеспечивается регулировка силы нажатия на затачиваемый элемент. Дифференцированный зажим предусматривает самоцентрирование изделия в станке. Для безопасности проведения работ имеется откидной предохранительный щиток.
Электрический станок для заточки пильных цепей ФОТО: youtube.com
В специальную направляющую, смонтированную на поворотной платформе, устанавливается пильная цепь. Фиксатор удерживает затачиваемый зуб, к которому под заданным углом установлен электрический наждак. Оператор включает двигатель и контролирует погружение диска


Станки с ручным приводом
Есть устройства, предназначенные для заточки, но без электропривода. Это ручные станки для правки пильных цепей. В качестве заточного инструмента используется обычный напильник. Станок крепится непосредственно на шину. Специальный упор, удерживает затачиваемый зуб. Угол заточки можно регулировать.
Как наточить режущую оснастку при помощи болгарки и шуруповерта
В сети имеются ролики, где показан процесс заточки бензопильных цепей при помощи такого инструмента, как углошлифовальная машинка или по-простому болгарка. Принцип процедуры аналогичен с действиями при использовании станка. Однако сложность его лишь в том, что мастеру необходимо самостоятельно выбирать угол заточки, и при этом контролировать инструмент, удерживая его в руках. Сделать это достаточно сложно, и еще труднее, выполнить процедуру с получением качественного угла заточки. Именно поэтому прибегать к реализации процесса таким способом не рекомендуется, ведь недостатков у него достаточно много:
- сложность — что связано с удержанием инструмента в руках и одновременным контролем угла заточки;
- высокая вероятность испортить оснастку, так как при неправильно заточенных зубьях, цепь будет резать с меньшей эффективностью, или вовсе не будет пилить;
- увеличение скорости затупления зубьев — диск на заточном станке вращается с меньшей скоростью, чем круг на болгарке. При непродолжительном контакте с кромкой, металл успевает значительно нагреваться до высоких температур, что приводит к его закалке и отпуску, и поэтому не исключается вероятность того, что заточенная в таких условиях цепь, будет быстрее затупляться (это приведет к ускоренному ее износу).
Использование болгарки для восстановления качества заточки зубьев — это далеко не самый лучший вариант. И прибегать к его реализации не рекомендуется вовсе. Как это делают мастера в домашних условиях, можно посмотреть на видео.
Как альтернатива использованию болгарки для заточки бензопильной оснастки, применяется шуруповерт.. Принцип его реализации заключается в выполнении следующих действий:
- В патроне инструмента (шуруповерта) зажать круглый напильник.
- Выполнять движения напильником, как в случае с ручным способом, только дополнительно осуществлять его вращение от шуруповерта.
- Проводить вращающийся напильник несколько раз, увеличивая силу прижатия при движении от себя, и ослабляя, возвращая его в исходное положение.
Такой способ нельзя назвать эффективным, так как и речи не может быть о соблюдении угла заточки. У него есть только одно преимущество — на реализацию затрачивается вдвое меньше времени. Он подходит при необходимости быстрого выполнения процедуры. Ниже на видео показано, как производится заточка цепи на бензопиле при помощи шуруповерта.
На основании представленных инструкций каждый пильщик может сделать для себя соответствующие выводы о рациональности каждого способа. Опираясь на описание, вы всегда можете поддерживать состояние вашего инструмента в должном состоянии.
В заключение
Если технология заточки предписывает заточку снятой цепи, при обратной установке не рекомендуется прилагать к резьбовому крепежу чрезмерных усилий. Для затяжки винтов крепления шины лучше всего использовать откалиброванный по лимбу электрический шуруповерт.
Приведенные выше рекомендации в полном объеме действительны для пильных гарнитур инструментов с электрическим приводом. Цепи одинакового шага и типоразмера по всем параметрам взаимозаменяемы.
Перед установкой нового комплекта необходимо убедится в состоянии венца привода. Деталь с существенным износом при установке новой шины и цепи подлежит обязательной замене.
Замена стандартной гарнитуры более производительной, оправдано только при значительном запасе мощности и вращательного момента. В противном случае, при эксплуатации двигателя с постоянной перегрузкой, с полной выработкой его ресурса, могут возникнуть проблемы.





