

Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
Технические характеристики станка 3К228А
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50..300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
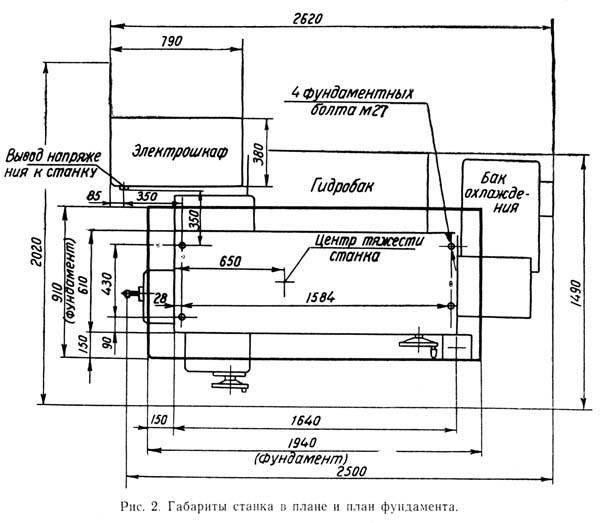
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
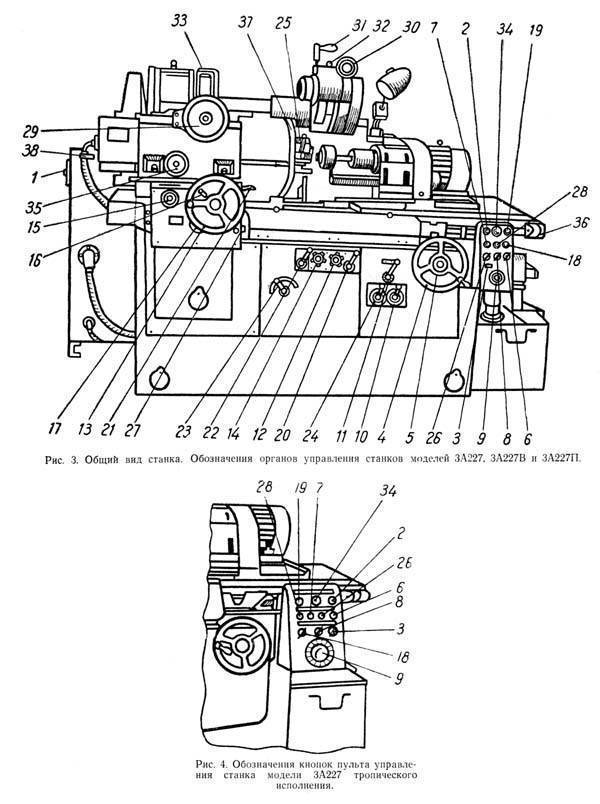
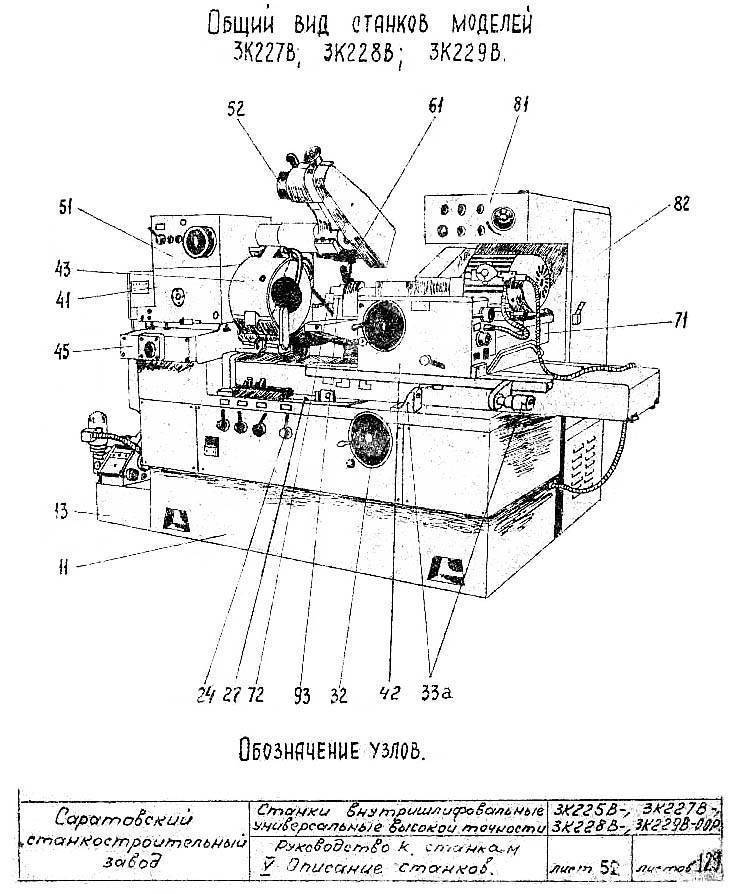
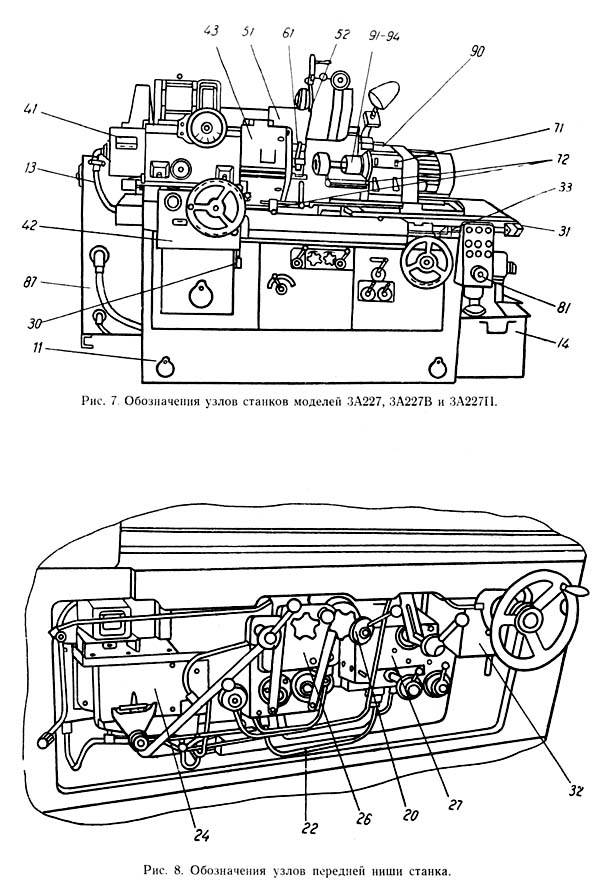
Расположение органов управления внутришлифовальным станком 3К227В
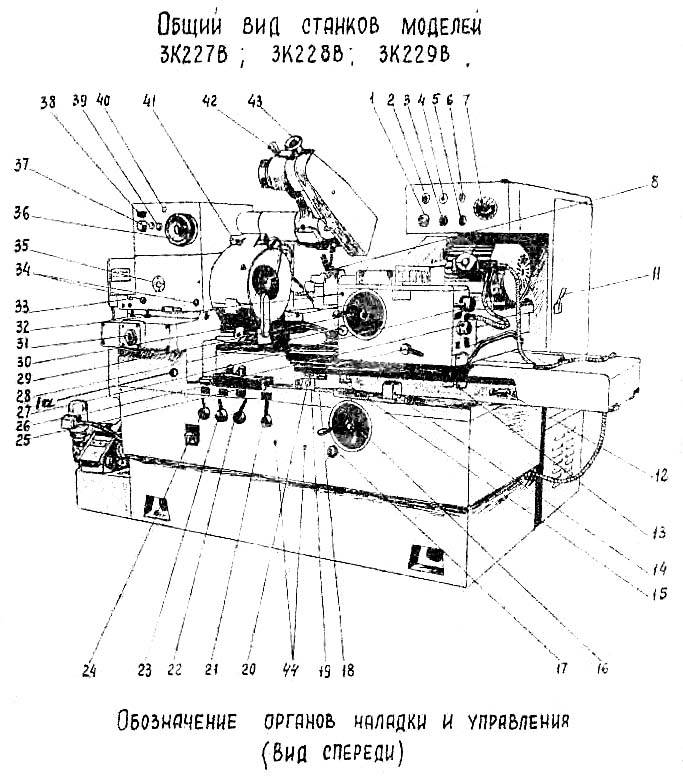
Расположение органов управления внутришлифовальным станком 3к227в
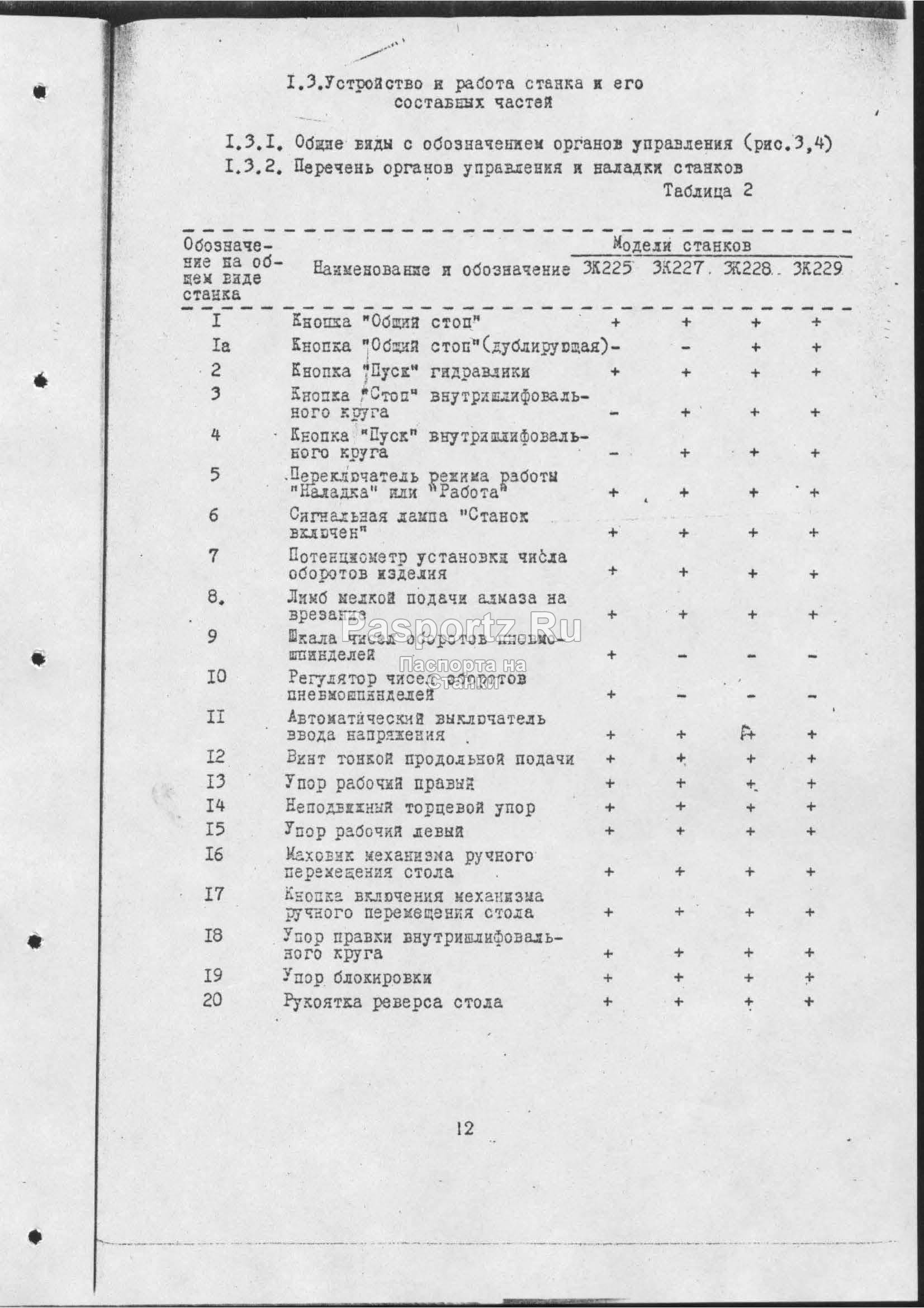
Перечень органов управления и наладки внутришлифовальным станком 3К227В
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Кран включения и выключения автоматической поперечной подачи
- Рукоятка для включения грубого поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- 3Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка “Стоп” вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225В
Устройство и принцип работы
Внутришлифовальный станок состоит из:
Станины, стойки. Шпинделя, рабочего стола, шлифовального диска, электродвигателя, элементов управления или блок с ЧПУ, система охлаждения, корпус, узла для крепления заготовки.
Принцип выполнения работы на внутришлифовальном станке
Деталь крепится в трёхкулачковый патрон, устанавливается подходящий по размерам и параметрам шлифовальный круг. Далее запускается станок. Круг медленно вводится внутрь заготовки так , что бы снималась определённая часть поверхностного слоя. Сначала проводится черновая обработка со снятием крупных шероховатостей, а затем чистовая. Количество проходов круга внутри заготовки определяется требованиями к нужному результату, а также сложностью обработки.
Технические характеристики
Характеристики станков для шлифовки внутренних поверхностей:
диаметры обрабатываемых отверстий от 6 до 800 мм;
частоты вращения двигателя от 12 тыс. об/мин. до 80 тыс. об/мин.;
мощность электродвигателей от 1,5 до 11,5 кВт;
длина хода шлифовальной бабки до 500 мм;
частота вращения заготовки от 10 до 2000 об/мин; скорость шлифовки до 35 м/с;
точность обработки до 1 мкм;
шероховатость диска от 0,08 мкм.
Внутришлифовальные станки
Внутреннее шлифование – это основной способ чистового вида обработки отверстий. Такая обработка деталей выполняется с задействованием абразивного круга.
Особенность внутренней шлифовки заключается в возможности исправить осевой увод отверстия, который появляется во время предыдущих операций.

Данная обработка используется для разных отверстий: цилиндрических, конических, глухих и сквозных.
Внутреннее шлифование обширно применяют в различных областях машиностроения. В частности такая обработка практикуется при работе:
- с гладкими и шлицевыми колесами зубчатого вида;
- с шарикоподшипниками и роликоподшипниками (в частности с их внутренними кольцами);
- с роликовыми дорожками на внешних кольцах роликовых подшипников;
- с разным инструментарием для резки (сюда включены: шеверы, фрезы, насадные развертки).
При этом шлифовании используется шлифовка с продольной подачей и врезанием. Во время процесса происходят такие движения:
- вращения шлифовального диска;
- вращения заготовки (кругообразная подача);
- подача продольного и поперечного типа.
Внутришлифовальный станок отнесли к разряду оборудования, на котором воспроизводиться обработка деталей с незначительными отклонениями от формы и габаритов, с легкой шероховатостью поверхности. Характеристики, которые указывает паспорт, показывают его высокие производительные возможности. Также паспорт имеет полное описание конкретного оборудования.
Особенности эксплуатации внутришлифовальных станков
Внутришлифовальный агрегат с ЧПУ
Эксплуатация любого металлообрабатывающего оборудования начинается с правильной установки. Сначала подготавливается площадка для монтажа с учетом веса и габаритов станка. Дополнительно учитываются воздействия на плиту в виде вибраций, возникающих при работе.
Затем необходимо рассчитать параметры подключаемой электросети. Для этого следует знать максимальную потребляемую мощность станка. Исходя из этого выбирается электропроводка с соответствующим сечением. Обязательно обустраиваются УЗО и контур заземления.
Во время работы на внутришлифовальном станке необходимо придерживаться таких правил:
- подготовка оборудования. После длительного простоя осматриваются узлы и агрегаты, станок запускается в холостом режиме без установки заготовки. Обязательно проверяется корректность работы системы смазки и удаления стружки;
- персонал. Перед началом работы персонал должен обойти курс обучения, в который входит изучение конструкции станка. Ознакомление с правилами эксплуатации и техники безопасности работы;
- требования к заготовке. Для их выполнения необходимо детально изучить инструкцию по эксплуатации.
В качестве альтернативы можно рассмотреть возможность установки специального приспособления для внутришлифовальных работ. Пример такого устройства показан в видеоматериале:
Станок 3К227А — оплата, доставка, гарантия
Цена на станок внутришлифовальный модели 3К227А указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить шлифовальный станок 3К227А несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа внутришлифовального станка по металлу 3К227А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый внутришлифовальный станок 3К227А — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!

Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Внутришлифовальный станок 3К227А звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Внутришлифовальный станок 3К227А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Выбор подходящих моделей
Для личного использования и для мастерской можно подобрать подходящую модель путем соотношения потребностей и характеристик оборудования.
Производители выпускают варианты для обработки деталей из различных пород древесины, работе по металлу. Можно выбрать комбинированные устройства с различными вариантами обработки. В некоторых моделях предусмотрена функция оформления декоративных поверхностей.
При выборе учитываются основные размеры деталей и свободное пространство. В некоторых моделях предлагаются полноразмерные станки для отдельной установки. Выпускается и компактное оборудование с установкой на устойчивой поверхности.
Энкор Корвет-57
Недорогая модель оснащена двигателем подачи с питанием от сети 220 вольт. Оборудование используется для предварительной и чистовой шлифовки деревянных элементов. Модель имеет абразивную ленту, которая закрепляется в подпружиненном механизме натяжения. Подшипники защищают от проникновения пыли.
Станок выделяется жесткой рамой из стали, сбалансированным барабанам. Благодаря автоматической подаче обработка получается точной. В результате увеличивается и производительность. Если нужно отшлифовать большую деталь, рабочей стол оборудован удленительными элементами.
Плюсы:
- подключается пылесос;
- привлекательная стоимость;
- широкие функциональные возможности.
Минусы:
- сильный шум;
- в случае предельных нагрузок появляется вибрация.
Jet 10-20 PLUS 628900M
Небольшой станок используется и для предварительной, и для чистовой обработки деревянных деталей. Он пригодится дома, на строительном объекте, в мастерской. Мощный асинхронный двигатель питается от сети 220 вольт.
Консольная установка барабана позволяет обрабатывать детали до 50 см в два подхода. Можно менять оснащение для брашировальных операций на декоративной стороне.
Плюсы:
- удобная и простая в управлении модель;
- высокая точность браширования;
- производительность;
- модель не греется даже при длительном использовании.
Минусы:
- периодически сползает абразивная лента;
- относительно высокая стоимость.
Holzstar ZSM 405
Это барабанный станок, подходящий для шлифования плоских деталей. Модель оснащена бесступенчатой и регулируемой подачей. Для обработки предусмотрено регулирование по высоте.
Дополнительное оборудование не понадобится, даже если нужно заменить шлифовальную ленту. Электродвигатель работает от стандартного напряжения 220 вольт. Он подходит в качестве инструмента с высокой производительностью.
Это мобильное оборудование, которое можно перемещать благодаря прочным колесам.
Плюсы:
- мобильность;
- питание от сети 220 вольт;
- подключается пылесос;
- компактные размеры;
- высокая мощность;
- регулирование подачи и настройка по высоте.
Минусы:
- отсутствуют ручки для удобного перемещения;
- при обработке на полной мощности появляется вибрация.
ЗУБР ЗШС-330
Это настольный станок, отличающийся небольшим весом и компактными габаритами. Главное преимущество – возможность перенести на другое место без дополнительных усилий.
Двигатель работает от стандартного напряжения 220 вольт. Деталь фиксируется благодаря специальным упорам и зажимам.
В наличии защита от перезапуска, который может случайно запустить при падении уровня напряжения.
Благодаря сменным насадкам допускается работа не только с деревом и металлом, но и с пластиковыми деталями.
Плюсы:
- удобная работа в ограниченном пространстве;
- идеальное решение для небольших деталей;
- компактные размеры.
Минусы:
- относительно высокая стоимость;
- стол перед шлифовальным кругом необходимо прочно фиксировать.
Выбирайте подходящий по техническим параметрам станок, который будет иметь необходимую функциональность. Изучите перечень обрабатываемых материалов, мощность, производительности, и круг вариантов будет ограничен оптимальными моделями, которые на 100% будут отвечать поставленным задачам.







Мне нравитсяНе нравится
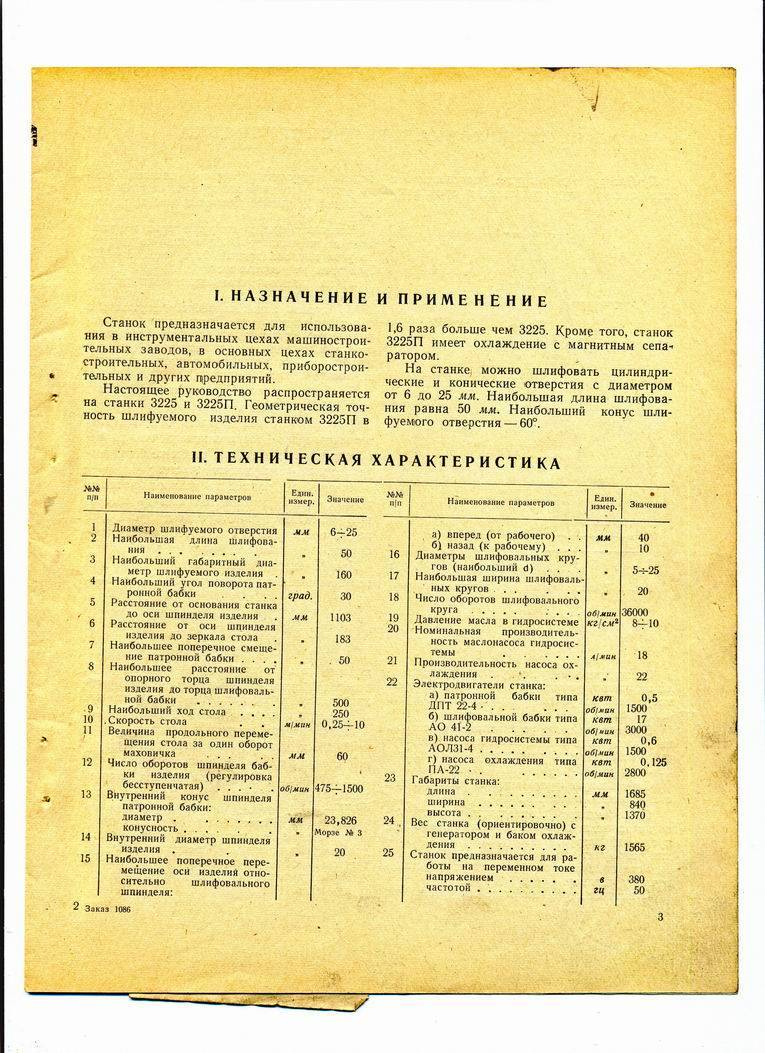
Назначение и области применения
Внутришлифовальные станки, назначение которых состоит в том, чтобы обрабатывать внутренние поверхности, нашли широкое применение в металлообрабатывающей отрасли. В первую очередь с их помощью получают детали с малыми отклонениями формы, размеров и с небольшими шероховатостями поверхности:
Для пневматической техники и промышленной гидравлики.
Технические средства для пищевой, медицинской промышленности.
Высокоточные изделия для лабораторной и измерительной деятельности.
Запчасти, применяемые в станкостроении, автомобильной или авиационной технике.
В частности, с использованием внутришлифовальных станков изготавливают:
Части для изготовления подшипников.
Отверстия внутри валов.
Различные виды поршневых механизмов, клапанных групп.
Втулки, зубчатые колеса.
Специализированный режущий инструмент.
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Классификация и конструкция станков
 Модель, предназначенная для обработки больших заготовок
Модель, предназначенная для обработки больших заготовок
Современные внутришлифовальные станки разделяются на несколько типов. Конструктивно они схожи с горизонтальными или вертикальными фрезерными установками. Разница заключается в способе обработки деталей – шпиндель находится в заготовке и методом вращения убирает излишки материала.
Зачастую заготовка остается неподвижной. Вращение от главного привода передается валу шпиндельной головки. На ней устанавливают шлифовальные инструменты различных видов. Их выбор зависит от степени обработки и материала изготовления детали. Для обработки больших изделий применяются специальные модели станков, рассчитанные на значительные нагрузки.
В зависимости от конструктивных и функциональных особенностей существуют следующие типы внутришлифовальных станков:
- одношпиндельные. Предназначены только для шлифования внутренних поверхностей цилиндрических или конических заготовок;
- двухшпиндельные. Дополнительно к основной функции второй шпиндель выполняет обработку кромок изделий. Это позволяет повысить производительность и как следствие – качество изготовления;
- двухсторонние двухшпиндельные. Относятся к разряду специального оборудования. В них деталь закрепляется на конструкции, благодаря которой происходит шлифовка изделия с двух сторон. Таким образом обрабатываются сложные по конфигурации фигуры.
Кроме этих показателей при выборе необходимо учитывать специфику комплектации оборудования и способ управления производственным процессом. Для максимальной автоматизации рекомендуется выбирать модели с ЧПУ. Они позволяют увеличить качество обработки. Но для этого необходимо правильно составить программу и тщательно рассчитать изначальную и требуемую конфигурацию детали.
Возможные неисправности
При длительной эксплуатации токарного оборудования детали его механизмов теряют свои первоначальные качества, что приводит к изменению их формы, увеличению зазоров в местах сопряжений и ухудшению состояния поверхностей трения. Одна из главных причин возникновения таких неисправностей — это износ поверхностей трения отдельных деталей, который происходит в результате:
- воздействия силы трения;
- пластической деформации (смятия металла);
- усталости поверхностного слоя;
- химической коррозии.
Возможные неисправности основных элементов токарного станка:
- Корпусные детали. Трещины, сколы, износы отверстий, повреждение резьб, отклонение от прямолинейности плоскостей.
- Валы. Износ шеек, шпоночных пазов, центровых отверстий.
- Фланцы. Трещины и сколы в крепежных отверстиях. Износ поверхностей сопряжения.
- Шестерни и валы-шестерни. Износ зуба и радиальное биение зубчатого венца.
- Шпиндель. Износ шеек, переднего внутреннего конуса и шлицевого соединения.
- Ходовой винт. Износ резьбы и шеек.
- Валик ходовой. Износ шпоночного паза и шеек.
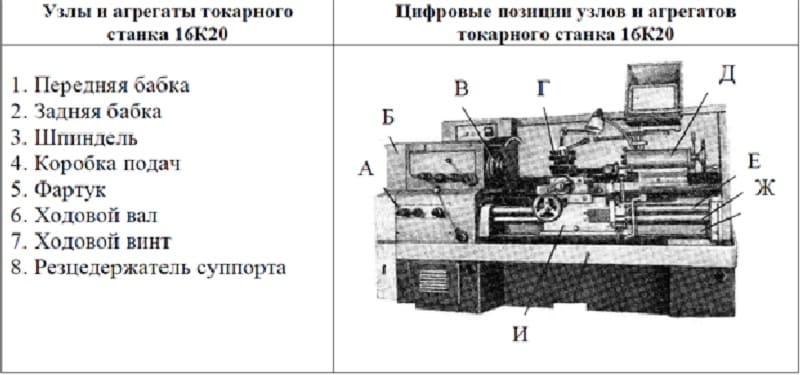
Устройство станка 16К20
На основании осмотра и контрольных замеров этих компонентов 16К20 определяется необходимость ремонта и проводится подготовка к ремонтно-восстановительным работам. Осмотр станка на предмет ремонта начинается со шкива, который на токарном станке 16К20 передает движение от главного двигателя к шпинделю. Перечень основных проблем, возникающих вследствие нарушений правил эксплуатации оборудования, приводится в разделе 16 «Руководства по эксплуатации. Здесь же указаны возможные причины и методы их устранения.
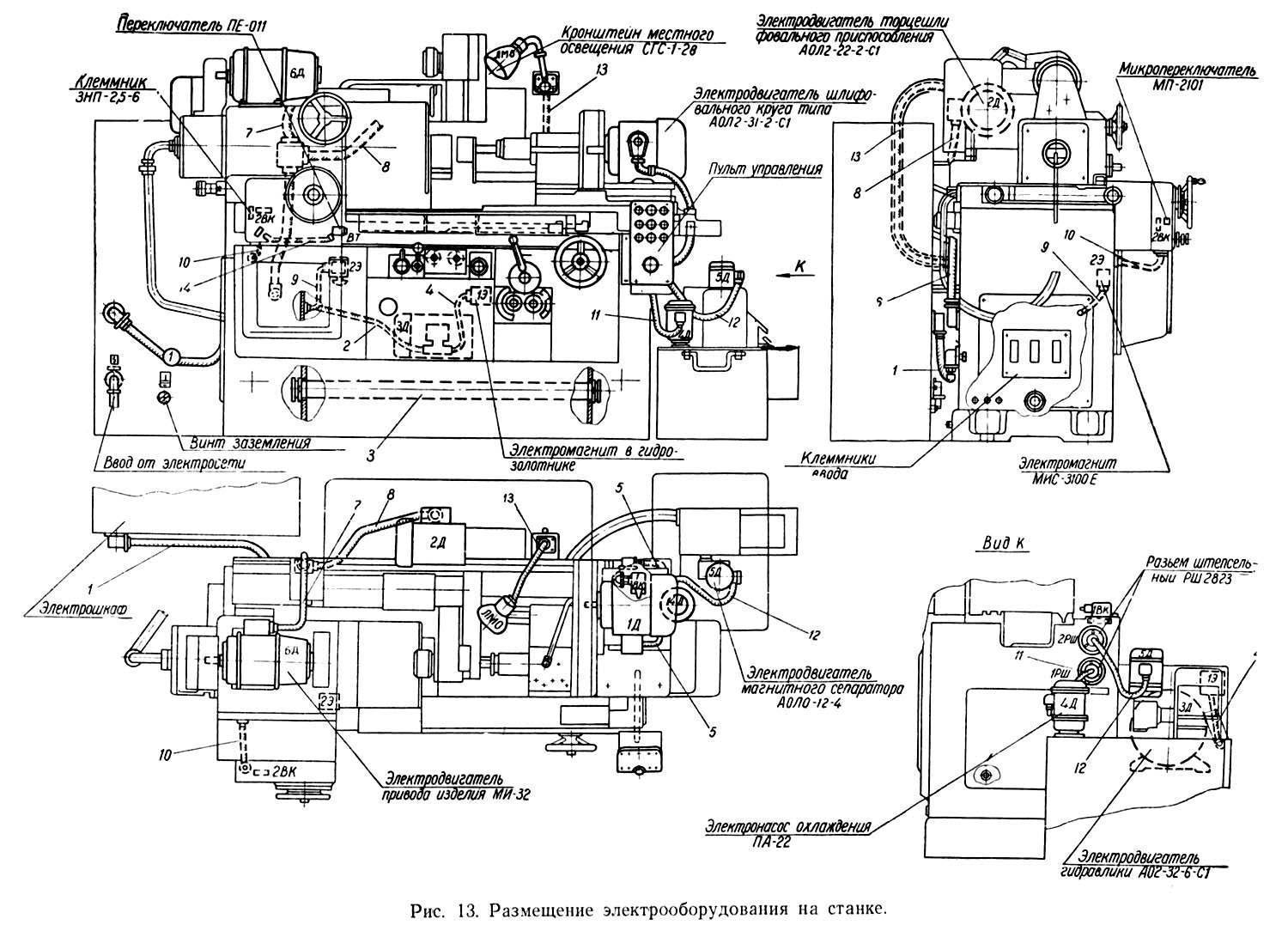
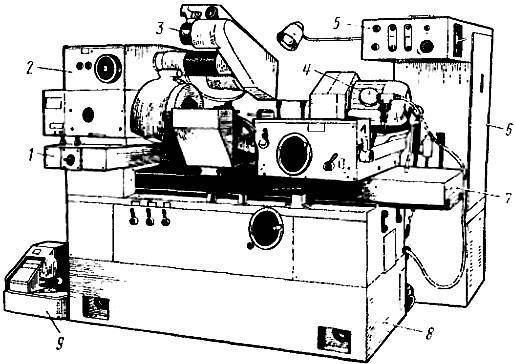
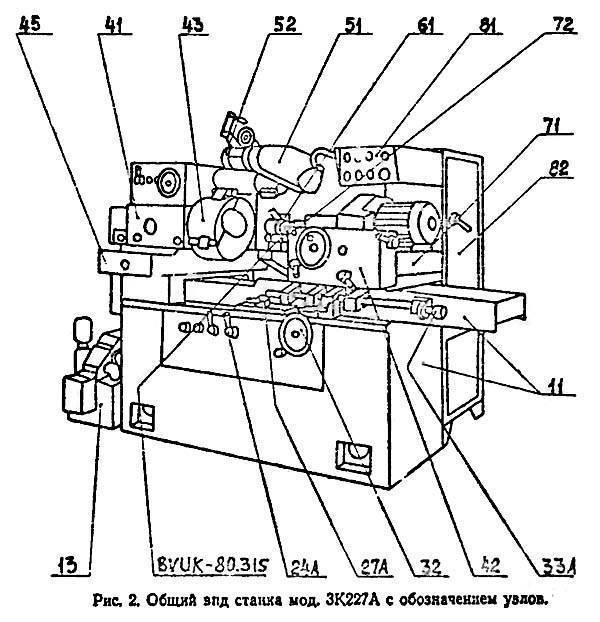
Внутришлифовальный универсальный станок модели 3К227А
Внутришлифовальный станок 3К227А
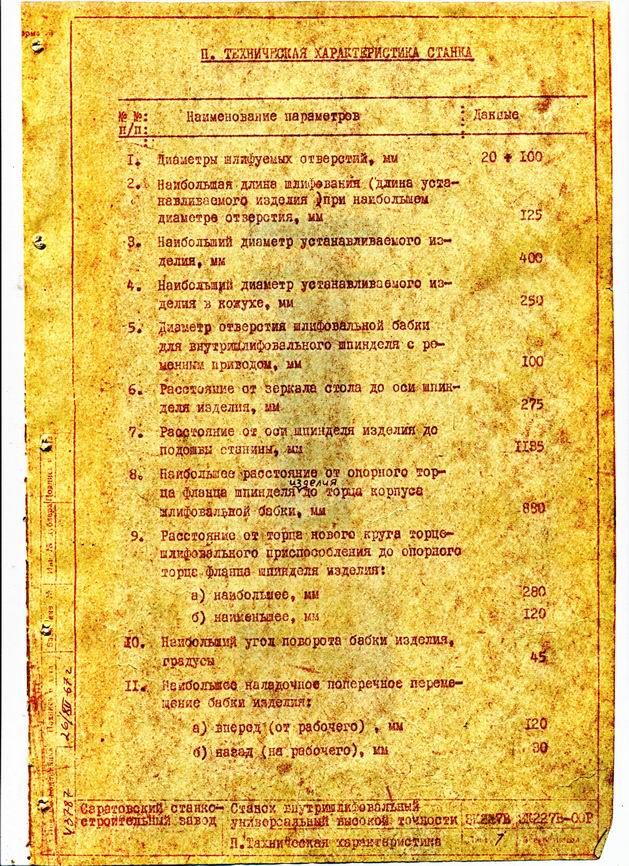
Шлифовальные станки серии 3К227А предназначены для обработки цилиндрических и конических отверстий диаметром от 20 до 150 мм и длиной до 125 мм в деталях тел вращения типа втулки и диска методом шлифования. Значимым преимуществом универсальных внутришлифовальных станков является то, что они могут обрабатывать сквозные и глухие отверстия в деталях различной твердости — обычной (сырой) стали, закаленной стали, а также чугуна, цветных металлов и неметаллических материалов. С помощью операции внутреннего шлифования на станках 3К227А имеется возможность исправления отклонения (увода) оси отверстия, получившегося на более ранних стадиях обработки детали. Применение торцешлифовального приспособления позволяет получать высокую точность перпендикулярности торца к отверстию детали при шлифовании за одну установку поверхности торца и отверстия.
Внутришлифовальные станки
Применение внутришлифовального станка.
Внутришлифовальные станки предназначены для шлифования внутренних поверхностей вращения. Применение внутришлифовального станка является одним из прогрессивных методов обработки металлов резанием. Само по себе шлифование означает процесс обработки заготовок резанием с помощью инструментов — кругов, состоящих из абразивного материала. В машиностроении наиболее часто применяют следующие виды шлифования:





- круглое наружное,
- круглое внутреннее
- плоское.
Над круглым внутренним работает внутришлифовальный станок. Действие осуществляется благодаря продольной подачи шлифовального круга, возможно, заготовки, а также обработка врезанием.
Внутришлифовальный станок относится к шлифовальной группе станков, которые предназначены для изготовления деталей с малыми отклонениями формы, размеров, малыми параметрами шероховатости поверхности и отличаются высокой производительностью.
Данный вид оборудования применяются для обработки внутренних поверхностей вращения. Подобный вид станка используется в работе по шлифовке отверстий.
Внутришлифовальный станок. Описание.
Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных, глухих отверстий, не имеющих канавок для выхода из круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность, меньший параметр шероховатости поверхности.
Внутришлифовальный станок оснащен удобным интерфейсом. Это делает обработку изделий очень простой. Дополнительно станки можно дооснастить различными системами измерения, контроля детали, что повышает производительность.
Свойства и характеристики в нутришлифовальных станков.
Внутришлифовальный станок оснащен системой подачи, системой компенсационной правки. Они являются двумя независимыми системами. После смены нового круга отсутствует необходимость корректировки станка. Единый цикл обработки для контроля конечного размера заготовки.
Внутришлифовальный станок оснащен подскакивающим устройством, поэтому нет необходимости повторной ручной установки после измерения или правки.
Рабочий стол оборудован осевым устройством микродвижения для того, чтобы обрабатывать торцевую поверхность внутришлифовальным шпинделем. Он приводится в движение гидравликой. Бесступенчатая регулировка скорости. Имеется ручная или гидравлическая подача шлифовального круга. Тиристорный конвертер изменяет скорость шпинделя. Постель внутришлифовального станка имеет обработанную поверхность для установки люнета чтобы шлифовать длинные заготовки.
Внутришлифовальный станок оснащен приложением шлифования торцевой поверхности. Вращающаяся скорость шлифовального шпинделя составляет 18000р/мин. Наибольший внутренний диаметр шлифуемого изделия может достигнуть 20мм.
Внутришлифовальный станок — типы.
Внутришлифовальный универсальный станок 3А228. Такой станокприменяется в инструментальных, ремонтных цехах с единичным или мелкосерийным производством.
Бесцентровый внутришлифовальный автомат модели 6С153М используется для шлифования посадочных отверстий во внутренних кольцах шарикоподшипников и аналогичных деталей.
Внутришлифовальный станок 3К228А предназначен для шлифования цилиндрических, конических, глухих, сквозных отверстий. Он имеет широкие диапазоны частот вращения шлифовальных кругов, шпинделя изделия, величины поперечной подачи и скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах. У данного типа внутришлифовального станка роликовые направляющие поперечного перемещения шлифовальной бабки вместе с конечным звеном — шариковой, винтовой парой — обеспечивают минимальные перемещения с высокой точностью.
Внутришлифовальный станок 3К228А имеет ускоренное наладочное поперечное перемещение шлифовальной бабки. Это значительно сокращает вспомогательное время при его переналадке. Еще одним положительным фактором такого оборудования является уменьшение нагревания станины. Плюс исключается передача вибрации станку. Гидропривод на внутришлифовальном станке установлен отдельно от станка и соединен с ним гибким шлангом. Магнитный сепаратор, также как фильтр-транспортер у такой модели станка обеспечивают высокое качество очистки охлаждающей жидкости. Это повышает качество обработанной поверхности.
Универсальный внутришлифовальный станок 3К229А отличается особо высокой точностью гост 8-82 А Наибольший диаметр шлифовального круга, составляет 250х76х63 мм
Источник





