Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
В конструкцию входит несколько составных частей: 
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.  Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему. Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой. Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее: Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему. Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой. Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее: Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.  Трансформатор для контактной сварки ТКС – 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Трансформатор для контактной сварки ТКС – 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов. Для выполнения расчетов необходимо взять следующие данные: 
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Как сделать точечный сварочный аппарат своими руками?
Схема прохождения электротока по проводнику в сварке.
В случае прохождения электротока по проводнику количество теплоты, которое выделяется в проводнике, будет прямо пропорциональным квадрату тока, сопротивлению проводника, а также времени, на протяжении которого электроток протекает по проводнику. К примеру, при токе в 1000 А на плохо изготовленных соединениях и проводах небольшой толщины будет теряться приблизительно в 10000 раз больше энергии, чем при токе в 10 А. Именно поэтому не допускается пренебрегать качеством электрических цепей.
Элементы, которые нужны:
- Трансформатор от микроволновки.
- Стержни из меди.
- Выключатель.
- Рычаг.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Трансформаторы для контактных сварочных машин
Являются понижающими, как и для дуговой сварки.
Для повышения КПД сварки контактных машин делают трансформаторы с жесткой характеристикой и высоким КПД. Коэффициент трансформации намного выше 2-4,6. Это позволяет вторичную обмотку выполнять в виде одного витка.
Учитывают, что при контактной сварке токи во вторичной цепи от 2000-5000 А (машины малой мощности) до 150000 А (большей мощности). При воздушном охлаждении допускается j = 2…3 А/мм2. Чтобы снизить сечение обмоточных проводов, охлаждение у вторичной обмотки делают водяное, j = 30 – 50 А/мм2.
Из-за того, что параметры по толщине, подготовки поверхности и т.д. не стабильны, то для контактных машин с целью получения качественного соединения нужно предусмотреть регулирование номинальной величины U, для машин средней мощности – 8 ступеней регулирование напряжение на второй обмотке.
Расчетное номинальное напряжение на 7-ой ступени, 8-ая ступень максимальная.
Для изменения вторичного напряжения используют секционирование первичной обмотки.
Такой тип соединения принимают для машин малой мощности.
Для машин с высокой мощностью секционирование не позволит получить повышение напряжения превышающего Uсети.
Для того, чтобы облегчить ремонт трансформатора, улучшить условия охлаждения первичной и вторичной обмотки и равномерно нагрузить рабочее сечение отдельных секций трансформатора, для контактных машин делают с дисковыми обмотками.

Схема секционирования первичной обмотки, обеспечивающая подключение отдельных секций как последовательно, так и параллельно. Если первичную обмотку разбить на секции, то число витков можно регулировать не только уменьшая или увеличивая их количество, но и включая их последовательно или параллельно.

Если все секции включены последовательно, будем иметь наибольшее W1, W1→I2min.
Если все секции включены параллельно, то W1(8)→I2max.
При последовательном включении замыкают клеммы выключателя 1. При параллельном замыкают 2,3. I, III, V – одна параллельная ветвь; II, IV, VI – вторая параллельная ветвь.
При замыкании 2 и 3 последовательно замыкаются витки секции I, III, V и II, IV, VI, при этом число витков минимально, максимальный ток первичной и вторичной обмотки, но по сечению ток распределяется параллельно, следовательно, уменьшается сечение шин и провода в 2 раза. Существуют комбинации подключения контактов 1,2 и 3. Часть витков секции может быть подключено параллельно, а часть последовательно, в результате мы будем иметь промежуточное значение.
N1→I – VI посл.N2→I-II, IV-VN8→I,II,VII,IV,VI
Сечение первичной и вторичной обмотки определяется длительными (расчетными) токами I1длит и I2длит
Сечение магнитопровода трансформатора:
Можно менять напряжение от максимального до минимального через 7 ступеней:
I1=

При использовании секционной обмотки, некоторые секции будут работать с отличием от того, как они работают, когда включены последовательно или параллельно.
Рассчитать число витков в секции первичной обмотки, рассчитывают количество витков в каждой длине.
Определить число витков первичной обмотки можно:
Ip(1)=
Kt=
Sw2=
Количество дисков во вторичной обмотке выражается в зависимости от мощности трансформатора.
Последний расчет трансформатора заключается в расчете сечения магнитопровода.
B – то, что сердечник набран из пластин, а не моно материал.
Пневмооборудование. Пневмоаппаратура контактных машин.










Сварка под слоем флюса. Дуговая сварка с флюсовой защитой.
Источник
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля. Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования. На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок. В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту. Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем: После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры. Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Особенности техники и технологии точечной контактной сварки
При точечной контактной сварке соединение создается между торцами электродов, подводящих ток и передающих усилие сжатия.
Точечной сваркой выполняют нахлесточные соединения листовых элементов одинаковой или разной толщины, соединения накладных деталей из стержневого или профильного проката с листовыми элементами, соединение пересекающихся стержней и др.
Конструктивное оформление узлов, конструкций и изделий, предназначаемых для точечной сварки, должно давать легкий и свободный доступ электродов машин к зоне сварки при наиболее простой конфигурации составляющих элементов
Не допускается введение больших ферромагнитных масс в сварочный контур машин, что имеет особо важное значение при использовании машин переменного тока. Сварку точек необходимо производить в последовательности, обеспечивающей наименьшую деформацию изделия
Примеры наиболее распространенных типов сварных соединений на контактной точечной сварке приведены на рис. XIII.4.

При сварке элементов из низкоуглеродистой стали с толщиной каждой детали s не более 6 мм можно пользоваться следующими ориентировочными значениями основных конструктивных элементов точечного соединения (рис. XIII.5,а, б):

1
Размер и структура сварной точки, определяющие прочность сварного соединения, в значительной степени зависят от формы контактной (рабочей) поверхности электродов (см. рис. XIII.5,в, г). При сварке низкоуглеродистой стали преимущественно используют электроды с плоской рабочей поверхностью. Высокоуглеродистые и легированные стали, а также медь, алюминий и их сплавы сваривают электродами со сферической поверхностью.
В зависимости от числа свариваемых точек, схемы подвода тока к электродам и свариваемым деталям применяют следующие основные способы точечной сварки:
одноточечная двусторонняя (два электрода, питаемые от одного источника тока, расположены соосно с двух сторон свариваемых деталей);
двухточечная односторонняя (два электрода, питаемые от одного источника тока, расположены с одной стороны свариваемых деталей);
двухточечная двусторонняя (с каждой стороны свариваемых деталей соосно расположены по два электрода, питаемые от отдельных источников тока);
многоточечная односторонняя (несколько пар электродов, питаемые от отдельных источников тока, расположены с одной стороны свариваемых деталей).
Наиболее универсальным является способ одноточечной двусторонней точечной сварки, обеспечивающей возможность сваривать элементы строительных конструкций при толщине металла до 30+30 мм. Приводимые ниже данные (табл. XIII.9—XIII.15) относятся к этому способу точечной сварки.

Примечание. В таблице приняты следующие обозначения: I—сварочный ток; Iт.о — ток термической обработки; Iо — ток удаления окалины; Iп — ток подогрева; Р — усилие сжатия; t — время.



Примечание. Давление при сварке 100 МПа, при остальных операциях 200 МПа.

В зависимости от толщины свариваемых деталей и вида металла применяют различные технологические циклы сварки одной точки, отличающиеся характером изменений во времени действия тока I и давления Р.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.  В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения. По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения. По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов. Продолжительность нагрева и сила давления Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Еще важно знать: 2 нюанса о создании самодельного аппарата из двух трансформаторов микроволновки
Посмотрите на картинке схему подключения нескольких устройств. Если использовать несколько трансформаторов из микроволновых печей, тогда мощность устройства возрастет. Напряжение повысится в 2 раза, и такие же пропорции станут относиться к увеличению сварочного тока. Но при таком способе сборки, могут наблюдаться и определенные потери, поскольку сопротивление цепи тоже сильно возрастет. Концы созданной обмотки потребуется подсоединить к электродам.
Если в наличии есть два трансформатора, но их напряжения не хватает для создания качественного сварочного аппарата, то применяют последовательное соединение их выходных обмоток. Следует убедиться, что на каждом элементе будет одинаковое количество витков. Это необходимо делать в тех вариантах, когда на магнитопровод нет возможности намотать нужное количество витков. При сборке подобного аппарата дома, также надо следить за направлением витков.
Точечная сварка своими руками из трансформатора микроволновки
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.

Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Источник
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:

Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.










Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему. Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой. Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Конструкция трансформатора для контактной сварки.
В связи с особыми условиями эксплуатации конструкция сварочного аппарата имеет целый ряд особенностей.
- Для получения максимальной силы тока на выходе вторичная обмотка трансформатора выполняется из одного витка, при этом сечение обмотки определяется расчетами.
- Обмотки трансформатора имеют дисковую конструкцию, это позволяет равномерно распределить нагрузку на секции. Кроме того такая конструкция способствует более эффективному охлаждению трансформатора.
- Конструкция вторичной обмотки состоит из нескольких дисков, сделанных из технической меди, данные диски соединяются между собой параллельно.
- Для того чтобы исключить воздействие атмосферных факторов (вода, конденсат) и повысить надежность и прочность обмоток, их пропитывают эпоксидным компаундом. В результате получается монолитный блок.
- Для охлаждения трансформатора применяют воздушные или водяные системы, причем именно последние являются наиболее эффективными.
- Трансформатор для контактной сварки чаще всего выполняется на сердечнике броневого типа, это обусловлено высокими нагрузками, которые возникают в процессе эксплуатации. Для маломощных машин допускается применение сердечника, собранного из пластин.
- Большинство выпускаемых трансформаторов работают на однофазном переменном токе.
- Качество сварки во многом зависит от точности времени его включения. Поэтому прерывающие устройства, включенные в первичную цепь, имеют достаточно сложное устройство. Наиболее качественные из них способны выполнять коммутацию с точностью до миллисекунд.
- Сварочные трансформаторы машин для контактной сварки работают в режиме частых пусков, для некоторых устройств этот показатель может составлять 400 и более включений в минуту. Данный режим характеризуется возникновением высоких механических нагрузок на устройство. Поэтому к его конструкции предъявляются жесткие требования по прочности и устойчивости к различным воздействиям.
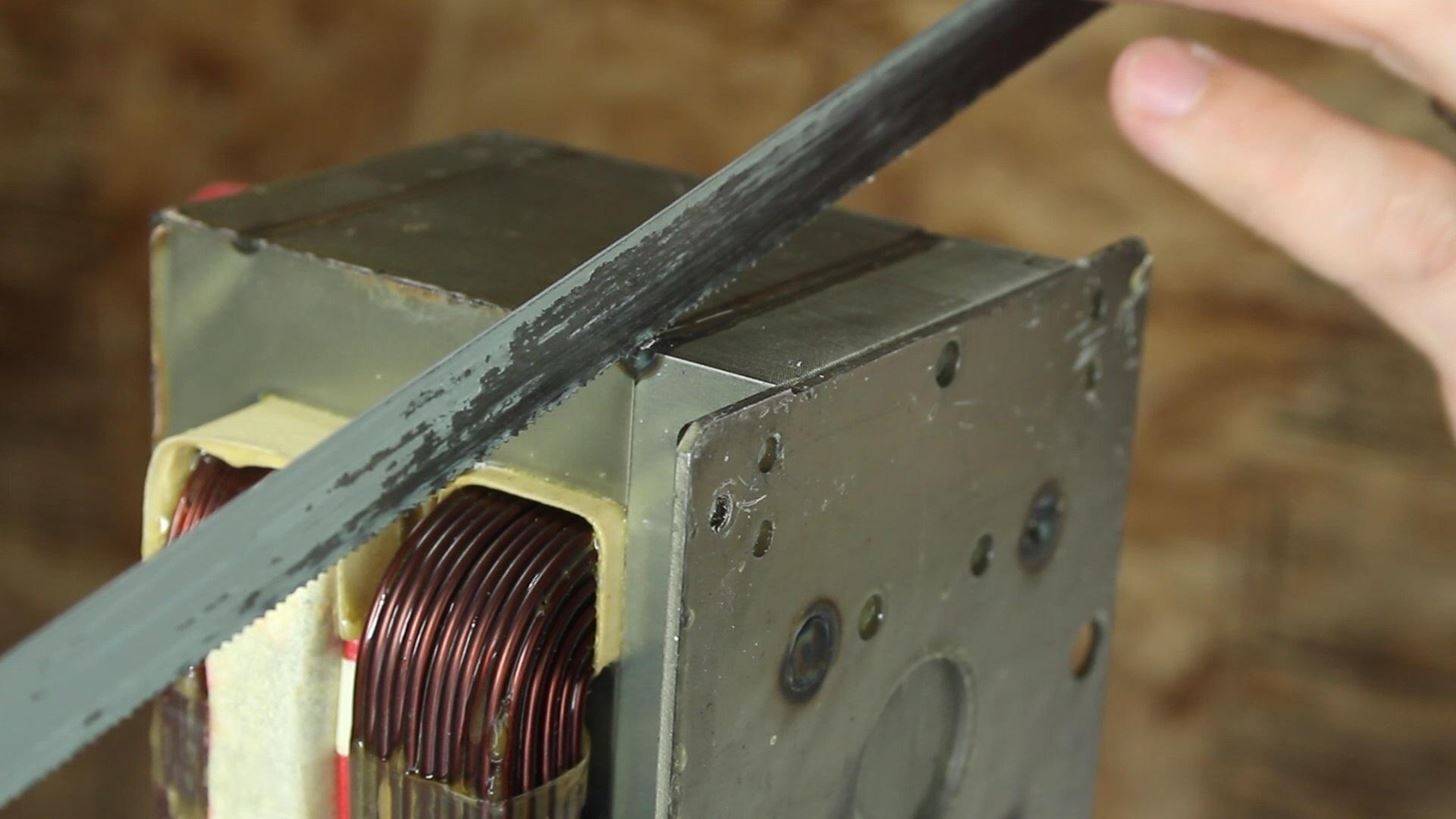
Разбираем микроволновку, демонтируем нужные нам детали
Естественно, основное, что нам необходимо, это трансформатор. Стоит отметить, что подойдёт даже тот, у которого сгорела вторичная обмотка – она в нашей работе совершенно не нужна. Проверить целостность первички можно при помощи обычного мультиметра, выставив его переключатель на звуковой сигнал при коротком замыкании. Думаю, что если человек задумал самостоятельно собирать аппарат, то с тестером он уж точно знаком.
 Демонтируем со старой микроволновой печи высоковольтный трансформатор
Демонтируем со старой микроволновой печи высоковольтный трансформатор
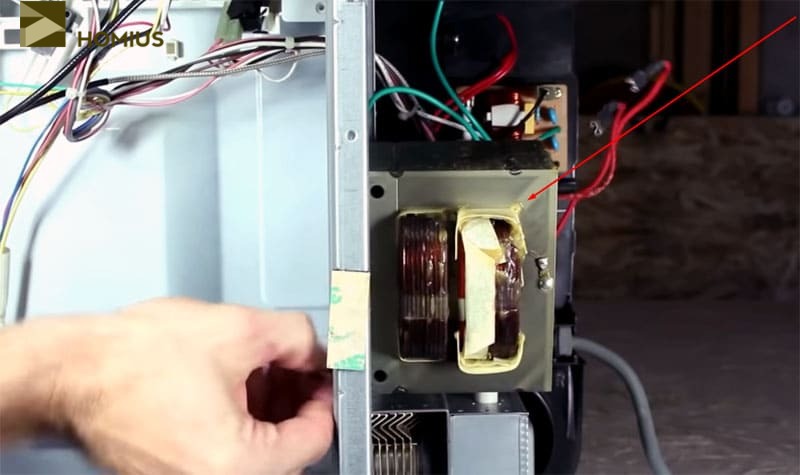
Открутив 4 винта, вытаскиваем трансформатор. Если его поставить на платформу, то сверху окажется вторичная обмотка, которая нам не нужна. Её легко определить по идущим от неё красным проводам. Их, кстати, можно сразу откусить.
 Сверху находится вторичная обмотка, которую нужно убрать
Сверху находится вторичная обмотка, которую нужно убрать
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.
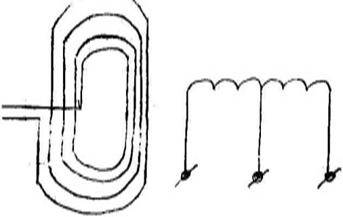
На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.
Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО “Элемент-Преобразователь”.
Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.