

Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
Изначально, токарный станок ДИП-300, который начал выпускаться в 1932 году, предназначался для обработки деревянных изделий, а уже после, претерпев изменения, стал применяться и для обработки болванок из металла. Развитие машиностроения в послереволюционном Советском Союзе набирало стремительные темпы, вслед за европейским, благодаря чему и появился уникальный станок, по своим характеристикам опережавший зарубежные аналоги.
Его название является аббревиатурой фразы «Догнать и перегнать». Числовые показатели, использованные в названии агрегата, обозначают высоту центров. Характеристики, присущие установке, сделали ее одной из самых распространенных на территории Советского Союза и стран ближнего зарубежья. Модель обладает широким спектром возможностей и позволяет работать с болванками из черных и цветных металлов.
Читать также: Мощность источника энергии формула
Технический потенциал металлообрабатывающего станка
В соответствии с паспортом, токарный агрегат обладает следующими техническими возможностями:
- максимальное значение обрабатываемых изделий составляет – 320 мм;
- допустимая длина возделываемой заготовки – 500 мм;
- уровень центров над несущей станиной – 155 мм;
- число скоростей вращения основного вала – 18;
- численность подач: 16 – перпендикулярных, 16 – осевых;
- скорость оборотов шпиндельного механизма – 36–2000 обор/мин;
- поперечник шпиндельного проема – 260 мм;
- численность нарезки метрических резьб – 19;
- минимальный и максимальный шаг резьбы – 0,25/5;
- группа точности, в соответствии с ГОСТом – Н;
- масса оборудования – 900 кг;
- параметры установки, мм – 1800х950х1250.
Токарный станок ТВ-320
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.

Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.

Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Токарный станок ТВ 320
Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Технические характеристики
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.

Основные параметры
- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Шпиндель
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
Параметры шпинделя:
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.

Суппорт и подачи
Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Резцовые салазки
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.
Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
Задняя бабка
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
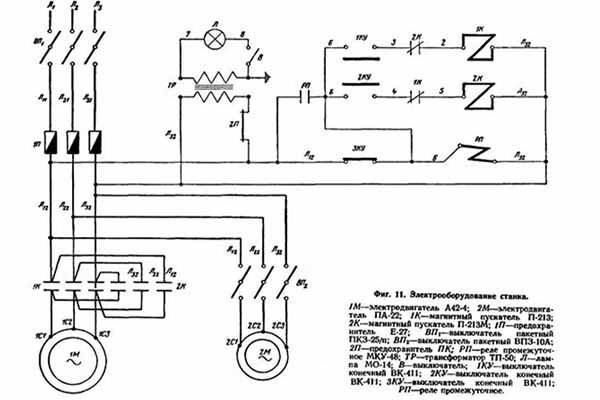
Электрооборудование
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.
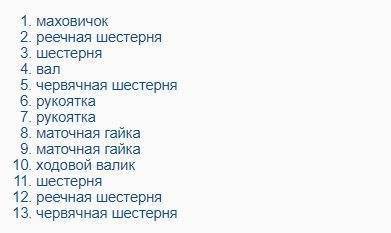
Схема органов управления

Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.

Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`

Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.

Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.

Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.

Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.


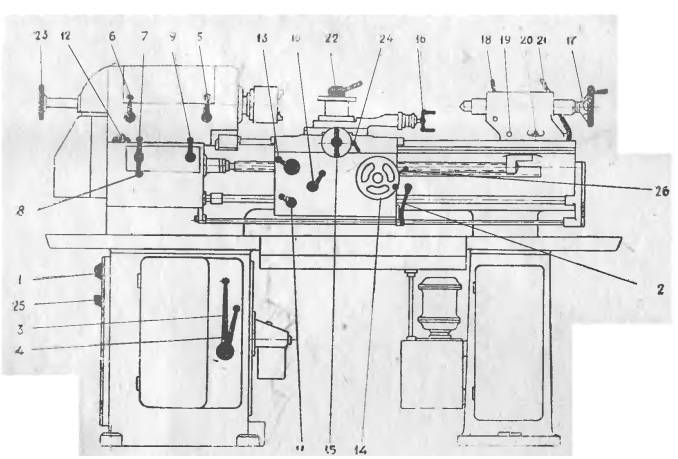







Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.

Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Описание и назначение
Пришедший на смену 1Е61М, УТ16 — токарный станок, относящийся к легкой категории оборудования. Он относится к линейке продукции Ульяновского машиностроительного завода. Его основное назначение это выполнение получистовой и чистовой обработки различных тел вращения.
Доступны следующие типы токарных операций:
- Нарезание резьб метрических (35 типоразмеров), модульных (31) и дюймовых (26). Механизированный метод отличается высоким качеством и без особой необходимости нет смысла прибегать к ручному инструменту.
- Обтачивание наружных поверхностей и растачивание внутренних с повышенной точностью. Длинные заготовки зажимаются с двух сторон и могут протачиваться по всей длине.
- Обработка кромок и торцов.
- Отрезная.
- Сверление (при установке инструмента в заднюю бабку).
- Шлифование (зависит от состояния шпиндельного узла и отсутствия люфтов).
Для каждой операции определен широкий предел регулирования, что позволяет добиваться соответствия самым строгим допускам. При назначении вида обработки необходимо удостовериться, что состояние техники это позволяет. Кроме того, в процессе работы необходимо находить время на проверку техточности, и при малейших отклонениях устранять их. отдельные части, такие, как стол или направляющие допускается восстанавливать, более же мелкие части имеет смысл покупать новые и производить замену.
По своим возможностям УТ16 сопоставим с такими моделями, как SAMAT, 250ИТВМ, 16ВТ20П и может выступать их более современной более современной заменой. За десятилетия использования он очень хорошо себя зарекомендовал, и его можно встретить на различных предприятиях машиностроения.
Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
От базовой модели ТВ-320 токарный агрегат, в маркировке которого имеется буква «П», отличается повышенной точностью обработки, что обеспечивается особенностями его конструкции. К точности изготовления главных конструктивных узлов станка, к которым относятся его станина, ходовой винт, шпиндельный узел, передний подшипник и зубчатые колеса, входящие в кинематическую цепь, используемую для нарезания резьбы, предъявляются повышенные требования.
Органы управления ТВ-320
Чтобы рассматриваемый станок, соответствующий по своей точности требованиям ГОСТ 1969-43, сохранял свои характеристики на протяжении длительного времени, на нем уменьшены допустимые скорости подач, а также максимальная величина частоты вращения шпиндельного узла – до 1400 об/мин (на станке ТВ-320 данный параметр соответствует 2000 об/мин).
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена – первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них – Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Серия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
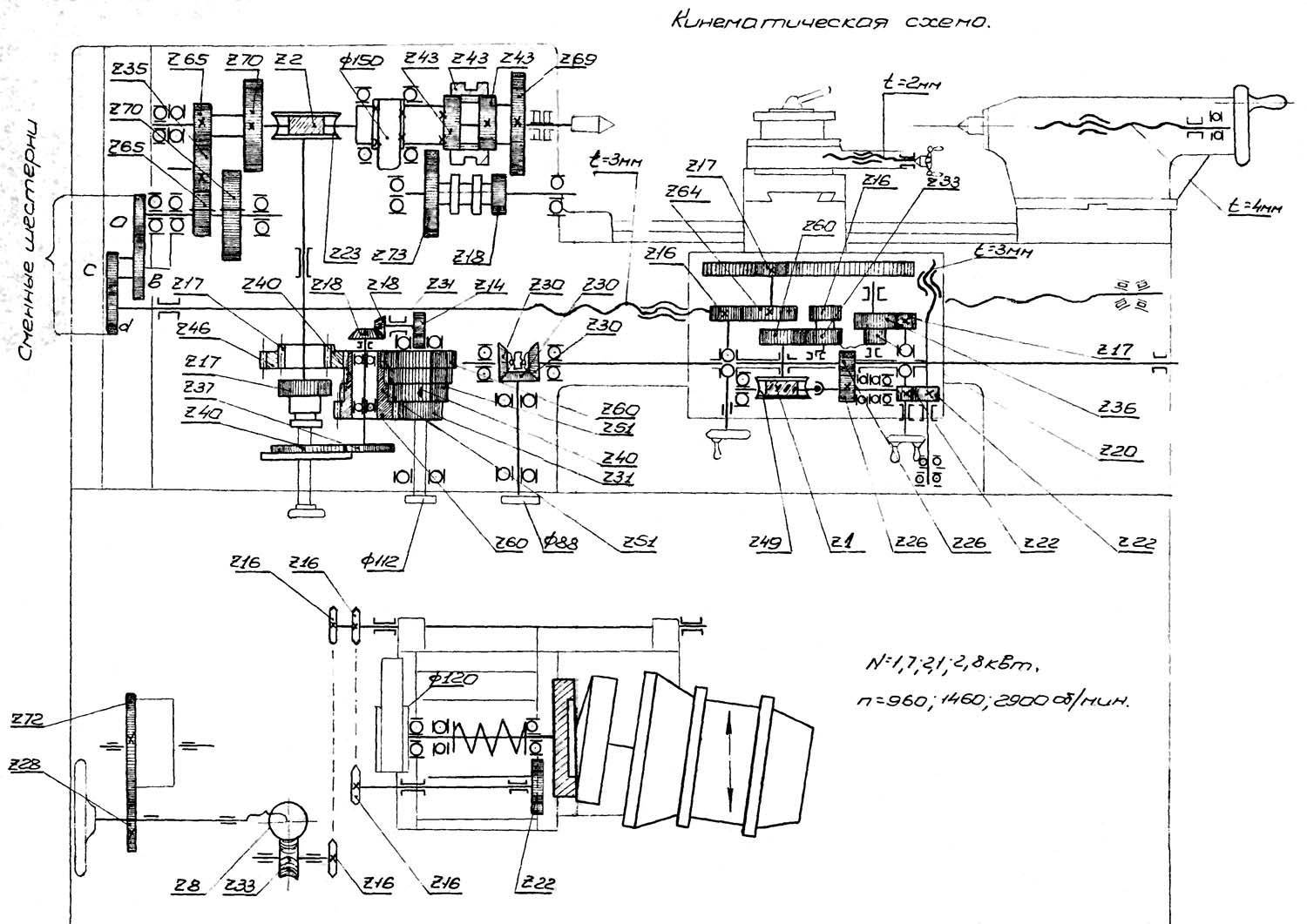
Регулирование токарно-винторезного станка ЛТ-10, ЛТ-11
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
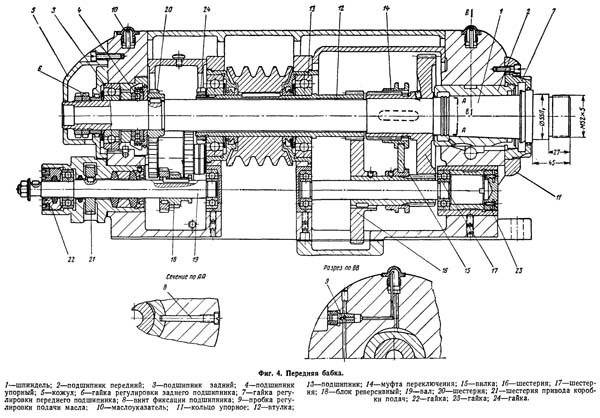
При смене ремней их снимают с приводного шкива редуктора, затем частично разбирают шпиндельный узел, снимают крышку 13 и поднимают вверх шкив с ремнем. Шкив 12 снимается с опорами, после чего производится замена ремней.
Для того, чтобы демонтировать шпиндель, требуется отвернуть винты переднего фланца 22 и свернуть гайки 5. Для облегчения демонтажа шпинделя шестерня перебора 19 посажена на шлицы. Передняя опора демонтируется вместе со шпинделем. Задняя опора остается в расточке корпуса бабки.
При разборке шпинделя следует предупредить падение шестерни 8 с упорным шарикоподшипником 7 на дно корпуса.
Шпиндель собирают в обратном порядке. При этом нужно проследить, чтобы детали 11 и 14 были поставлены на свое место и в правильное положение и застопорены винтами 10 и 16.
Передняя бабка имеет две рукоятки управления. Правая рукоятка служит для включения и выключения перебора, а левая для реверсирования подачи. При включении шестерен все рукоятки должны быть доведены до фиксированного положения, во избежание поломки зубьев шестерен.
Передний резьбовой конец шпинделя выполнен по ОСТ 428.
Планшайба патронов и поводковая планшайба снабжены сухарями, предохраняющими их от отвинчивания при реверсе шпинделя.
Коробка подач токарно-винторезного станка ЛТ-10, ЛТ-11

Эскиз коробки подач токарного станка лт-10м, лт-11м

Коробка подач токарного станка лт-10м, лт-11м
Механизм коробки подач помешен в закрытом чугунном корпусе, прикрепленном винтами к левой части станины.
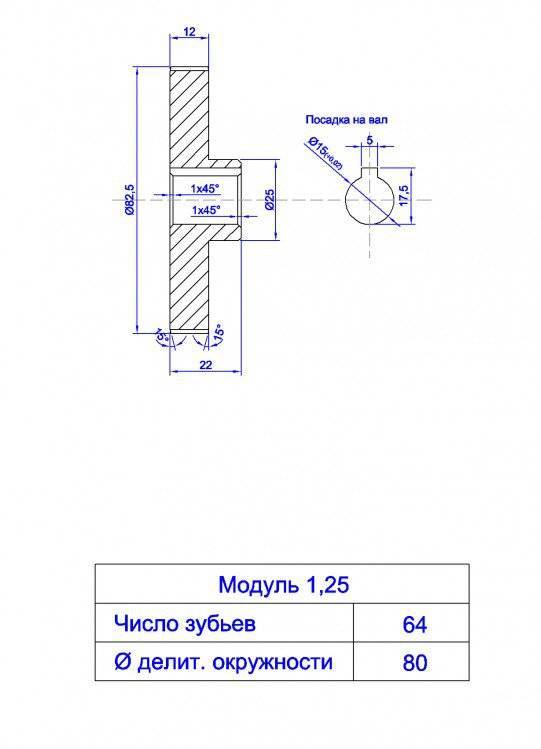
Конструкция механизма коробки подач обеспечивает получение различных резьб и подач посредством настройки гитары сменных шестерен и переключения шестерен коробки. Набор сменных шестерен 40; 45; 60; 127 (рис. 14) является основным, он позволяет без дополнительной перенастройки гитары, нарезать метрические резьбы с шагом от 0,75 до 10 мм и производить обточку с подачами, равными 0,08—1,24 мм/об.








Шестерни переключаются передвижением их рукоятками 1 и 3 (рис. 4) или 5 и 7 (рис. 5). Ходовой винт или ходовой валик включаются рукояткой 7 (рис. 4) или 10 (рис. 5).
Ходовым винтом следует пользоваться только при нарезании резьб во избежание его преждевременного износа.
При обтачивании механическая подача суппорта осуществляется исключительно через ходовой валик.
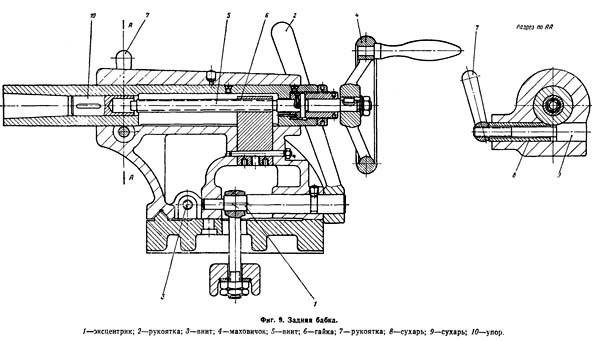
Задняя бабка
Перемещение задней бабки (рис. 15) по станине производится вручную. В требуемом положении задняя бабка крепится гайкой.
Корпус задней бабки может быть смещен в поперечном направлении по салазкам в обе стороны от линии центров на величину до 10 мм, что иногда необходимо при наладке станка для точения конусов. Смещение осуществляется при помощи винтов, установленных в корпусе бабки.
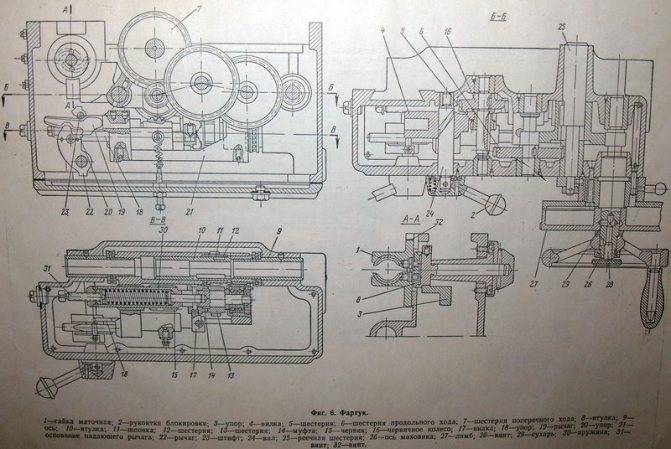
Фартук
Фартук (рис. 16) представляет- собой литую коробку, одна из стенок которой съемная.
В фартуке расположены механизмы, передающие движение каретке суппорта и верхним салазкам от ходового винта или ходового валика.
Подача суппорта при обтачивании осуществляется при помощи ходового валика через передачу коническими шестернями.
На маховичке продольной подачи расположен лимб продольного перемещения суппорта с ценой деления 1 мм.
Включение продольной и поперечной подач суппорта производится поворотом одной рукоятки.
С правой стороны фартука имеется рукоятка для включения разъемной гайки ходового винта, осуществляющего механическую подачу при нарезании резьбы.
Фартук имеет блокировочное устройство, препятствующее одновременному включению подачи от ходового винта и ходового валика.
Ручное перемещение фартука осуществляется вращением маховичка, расположенного на левой стороне фартука. Предусмотрено выключение вращения маховичка при нарезании резьбы.
Справа к фартуку прикреплена рукоятка включения электродвигателя привода шпинделя. Для предохранения от случайного включения она имеет блокировочное устройство. После окончания работ рукоятка должна отводиться вправо.
Суппорт
Суппорт (рис. 17) благодаря крестовой конструкции может перемещаться в продольном направлении по направляющим станины и в поперечном — по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода, так и от руки. Кроме того, верхние салазки, несущие на себе четырехпозиционный резцедержатель с четырьмя фиксированными положениями, имеют независимое ручное перемещение по направляющим средней поворотной части суппорта, который может поворачиваться на ± 60°.
При обтачивании торцовых поверхностей каретка суппорта закрепляется неподвижно на станине посредством планки и винта.
Технические характеристики
При всех широких возможностях агрегата, габариты, вес ТВ 320П достаточно скромны, что позволяет использовать станок в помещениях малого размера без жестких требований к характеру установки. Технические характеристики установки следующие:
- габариты 1800х950х1250 для длины, ширины, высоты соответственно;
- масса станка 900 кг;
- главный привод — электродвигатель мощностью 3 кВт, номинальные обороты в минуту — 1430;
- агрегат оснащен масляным насосом, его мощность 0,125 кВт, номинальные обороты 2800 в минуту, производительность 22 литра в минуту;
- коробка скоростей обеспечивает 18 переключений диапазонов оборотов шпинделя передней бабки;
- коробка подач имеет 16 ступеней регулировки (как в продольном, так и поперечном направлении);
- реализован механизм продольной подачи шпинделя со скоростью от 0,03 до 0,49 мм за один оборот, поперечной со скоростью 0,012 — 0,18 мм за оборот;
- пиноль задней бабки смещается на 90 мм;
- фиксация задней бабки осуществляется при помощи гайки;
- подъем уровня центров над станиной — 155 мм, расстояние между ними — 500 мм;
- над верхом суппорта можно обрабатывать заготовки с диаметром до 170 мм, в зоне станины — до 320 мм;
- максимальный диаметр прутковой заготовки — 25 мм;
- ограничение по протяженности обточки — 500 мм;
- диаметр посадки в шпинделе — 26 мм;
- наибольшие ходы суппорта: поперечный 280 мм, продольный 580 (при движении по винту, валу, от руки);
- обороты на шпинделе от 36 до 2000 в минуту (в прямом и обратном направлении).
Станок не оснащен системой торможения шпинделя. Полное описание технических характеристик не будет полным, если не указать точность обработки. Она соответствует классу Н, требованиям ГОСТ 8-82.
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.
Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.

Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
- Установка одновременно двух резцов с изменением положения;
- Крепление на планшайбу патронов толщиной 120 и 150 мм;
- Наличие подшипников скольжения, ограничивающих трение;
- Автономная система подачи масла;
В конструкции также предусмотрены возможности экстра-комплектации.
Строение передней и задней бабки станка
Передняя бабка (она же шпиндельная) изготовлена из чугуна, цельнолитая. Сам шпиндель выглядит как полая изнутри трубка с конусообразной шейкой. На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя.
Передняя опора снабжена подшипником скольжения. В задней опоре находится радиально-упорный подшипник высокой точности. Кроме того, устройство имеет упорный подшипник. На него оказывает действие сила резки.
Два маленьких отверстия на стенке передней бабки служат для контроля за насосом масла. Если масло не показывается в «глазках», это говорит о нарушении работы насоса или засорении фильтра.
Предназначение задней бабки – создавать опору для центральной части, которая поджимает заготовку. Также для токарного станка ТВ320 задняя бабка – оправка для фиксации инструмента. Перемещение исключительно ручное. К станине бабку крепят посредством эксцентрикового механизма.
Чтобы затачивать конусы, устройство двигают в поперечном направлении. Поворот винта, работающего от маховика, приводит бабку в продольное движение. Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой.
Устройство суппорта
Суппорт фиксирует и подает режущий инструмент. Его конструкция такова:
- Каретка.
- Поворотный элемент.
- Верхние и поперечные салазки.
Каретку можно приводить в движение по направляющим профилям механикой или вручную. Перемещается она и продольно, и поперечно.
Верхние салазки управляются только от рукоятки. На поперечные салазки в специальные пазы можно монтировать дополнительный держатель резца. Два специальных упора служат регуляторами уровня движения поперечных салазок. Один контролирует величины, другой – серийную работу и резьбовую выточку.
Поворотный механизм вращается в обоих направлениях от поперечных салазок. Когда нужное положение найдено, механизм крепят гайкой с болтами.

Фартук станка
Задача фартука – передавать вращение от винта хода и ходового валика на суппорт. Это приспособление размещено на передней стенке токарного агрегата. Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно.

Фартук обеспечен автоматикой для выключения при перегрузке. Такое может произойти при повышении силы резки или если «заел» инструмент. В этих ситуациях подключается система «падающий червяк» и останавливает фартук.






Устройство коробки скоростей
Работа коробки скоростей винторезного станка заключается в передаче оборотов от основного электромотора на узел шпинделя. Вращается шпиндель на 9 разных скоростях, благодаря конструкции коробки (два блока шестерен, три вала).

Если немного «отпустить» фиксирующие болты, коробка сможет двигаться. Передвигая ее по пазам, можно натягивать или ослаблять ремни, это и меняет обороты шпинделя.
В подшипниках опор валов есть зазоры, которые можно увеличить или уменьшить гайками и винтами. Величина этих зазоров влияет на то, как коробка выдержит нагрузки.
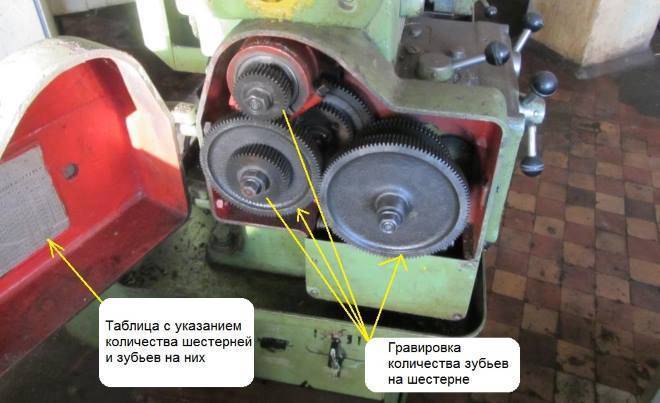
Базовая оснастка ТВ 320 направлена на вытачивание метрических резьб. Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
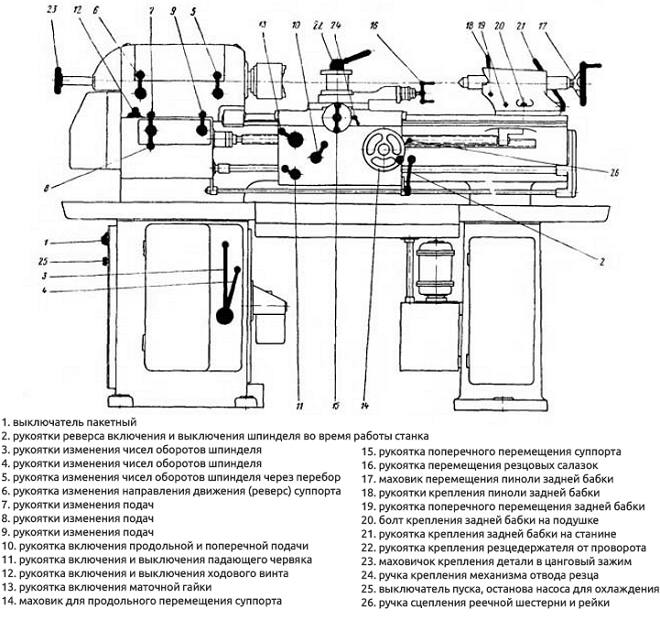
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





