

Требования к технологическому процессу и его содержание
Технологический процесс должен обеспечить получение детали или изделия, отвечающих требованиям чертежа и технических условий, при наименьших затратах труда и материальных ресурсов, возможных в условиях данного предприятия. Технологический процесс устанавливает рациональный для конкретных условий порядок обработки, определяет, на каком оборудовании и с применением какой оснастки должна вестись обработка, какие методы и средства контроля должны применяться для обеспечения заданных размеров и технических требований.
При разработке технологических процессов для вновь проектируемого предприятия в технологическом процессе назначается оборудование и оснащение, обеспечивающее максимальную производительность, с учетом заданной программы и возможности приобретения оборудования. При разработке технологии в условиях действующего предприятия следует учитывать наличный парк оборудования, возможность его пополнения и целесообразность замены, загрузку и точность отдельных станков и выбирать вариант, обеспечивающий минимальную трудоемкость.
Технологический процесс должен содержать все данные, необходимые для подготовки производства и изготовления изделия. Кроме схемы обработки, методов крепления и базирования, применяемого оборудования и оснастки, технологический процесс определяет размеры, последовательно придаваемые деталям на разных стадиях обработки, требования к чистоте и взаимному расположению поверхностей, режимы обработки и нормы времени, а также сведения о способе получения заготовки, материале, из которого она изготовлена, и обработке ее до поступления в цех.
Основным документом, на основании которого ведется разработка технологического процесса, являются рабочие чертежи изделия и технические условия на его изготовление. Конструкция детали и ее технологичность оказывают решающее влияние на выбор технологического процесса. Под технологичностью конструкции понимают степень учета при конструкторском оформлении элементов машин факторов, влияющих на трудоемкость обработки, производительность труда, соблюдение заданных допусков и в конечном итоге на стоимость изготовления изделия.
В связи с этим важным элементом работы технологических служб предприятия является проверка технологичности конструкции, которая должна вестись одновременно с проектированием. Это позволяет значительно ускорить и удешевить подготовку производства и снизить трудоемкость изготовления изделий.
При проверке технологичности деталей надо согласовать с конструкторами способы простановки размеров, требования к точности и взаимному расположению отдельных элементов, при возможности исключить из конструкции элементы, затрудняющие подвод и выход инструмента, а также формы, очерченные сложными кривыми и излишние требования к точности и чистоте обработки. При проектировании технологических процессов технолог должен ознакомиться с конструкцией всей машины.
Для разработки технологического процесса механической обработки нужно иметь чертеж заготовки, в котором должны быть указаны базовые поверхности, термическая обработка и требования к материалам. Чертеж заготовки является документом, связывающим технологические процессы заготовительного и обрабатывающего цехов.
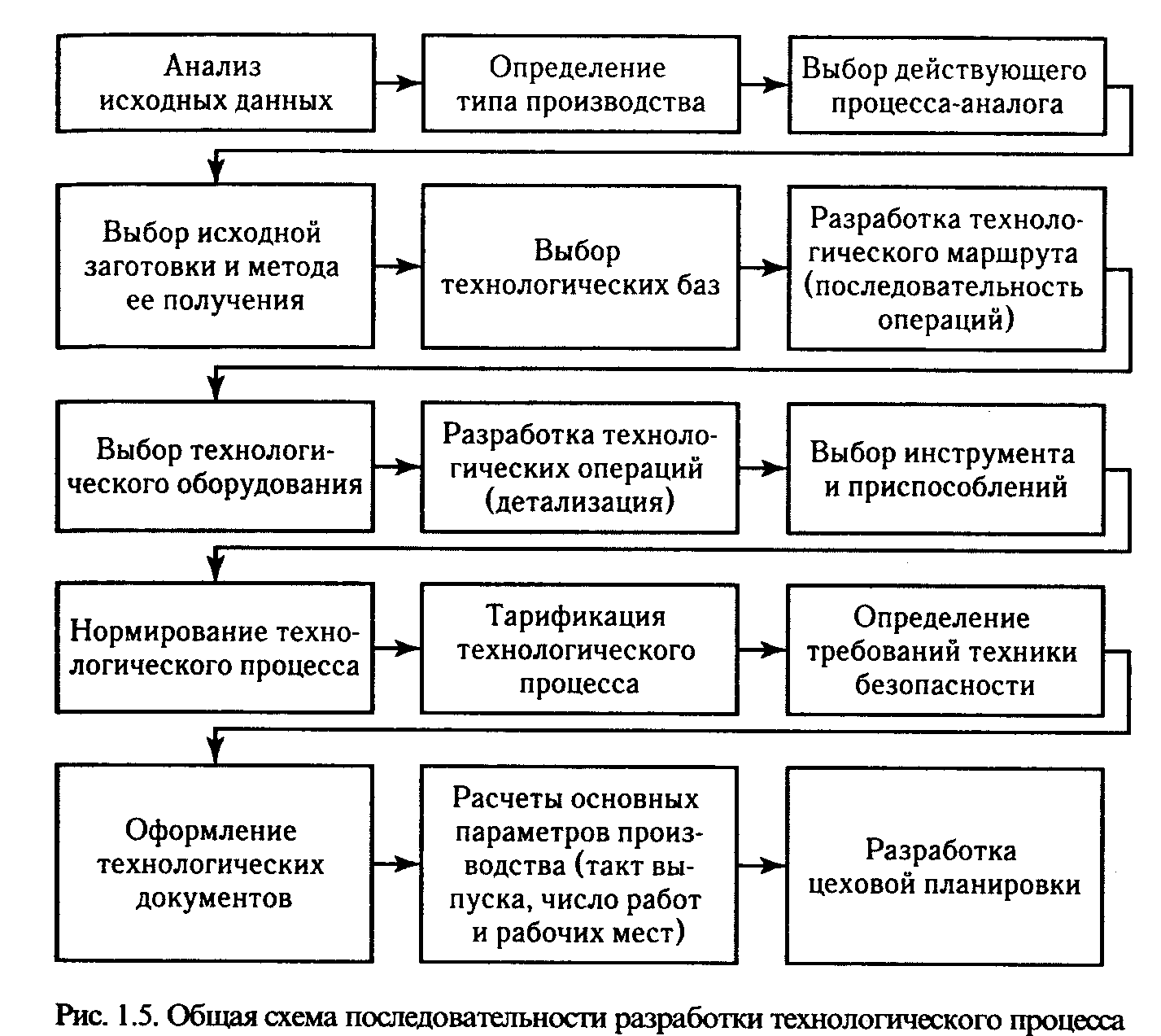
Для правильного выбора технологического процесса надо знать годовую программу выпуска, а при выпуске небольшими сериями — также периодичность выпуска. Необходимыми материалами для разработки технологических процессов являются данные об оборудовании: каталоги и паспорта, а для действующих предприятий также ведомости наличного оборудования и сведения о его загрузке. При проектировании технологических процессов целесообразно широко использовать справочные и нормативные материалы. Последовательность разработки технологических процессов примерно следующая:
- Определяют такт выпуска или размеры партии.
- Определяют вид и размеры заготовки, величину припусков на обработку.
- Устанавливают технологический маршрут — рациональную последовательность выполнения операции.
- Выбирают способы установки заготовки, базовые поверхности и способы закрепления заготовки на каждой операции.
- Назначают станки для выполнения всех операций.
- Выбирают универсальные приспособления и принципиальные схемы специальных приспособлений.
- Расчленяют операции на переходы и проходы, устанавливают операционные размеры, допуски и припуски.
- Подбирают типы и размеры режущего инструмента.
- Устанавливают режимы резания, производят техническое нормирование и расчеты экономичности выбранной схемы технологического процесса. 10. Оформляют технологические карты.
Виды техпроцессов
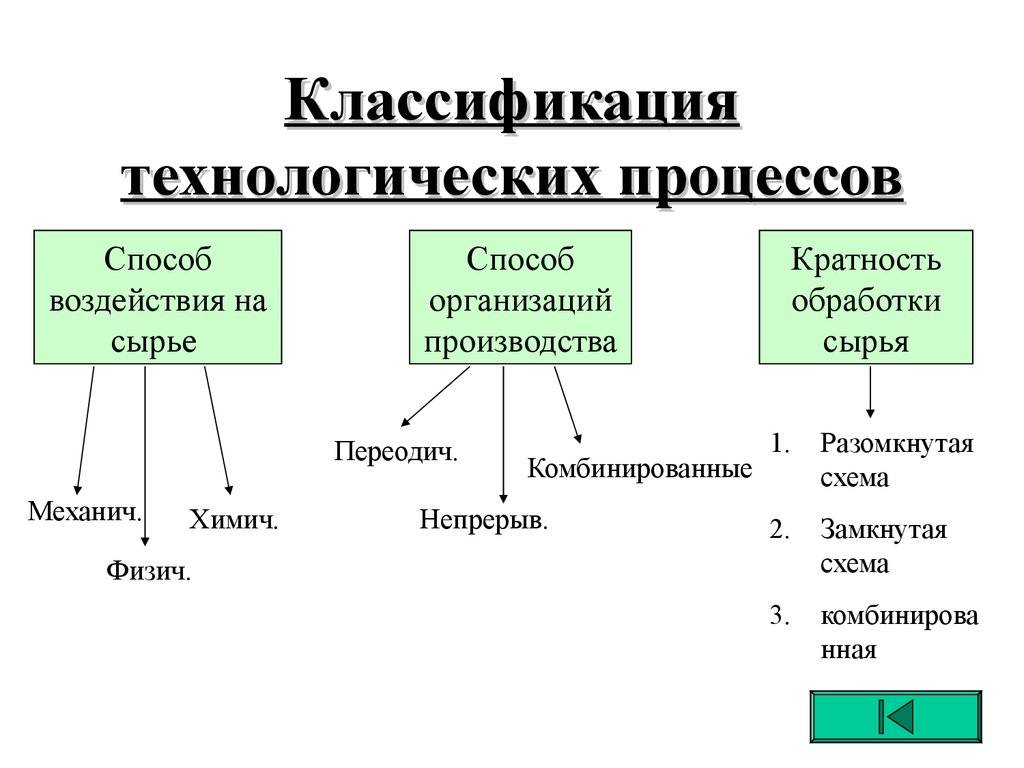
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
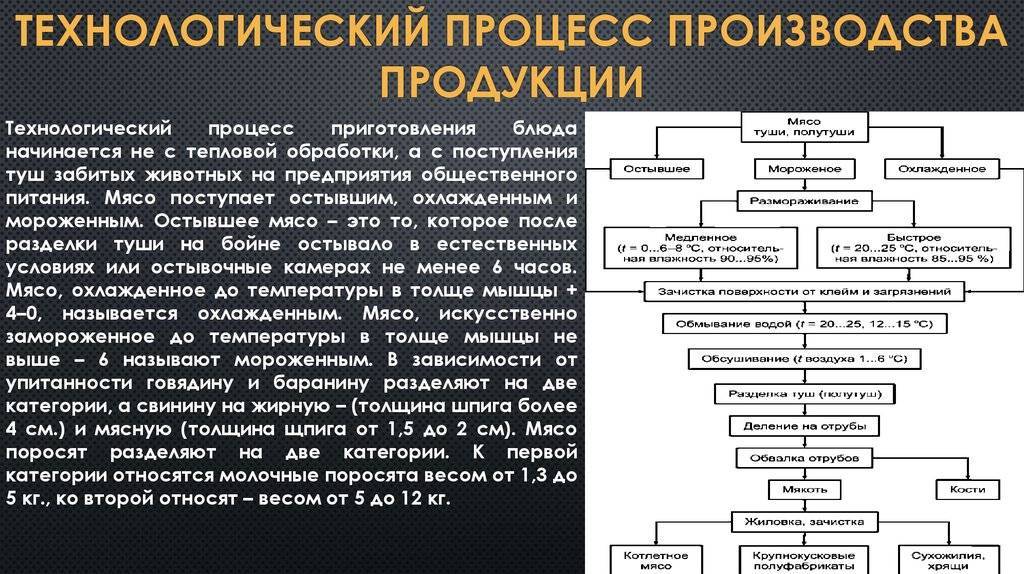
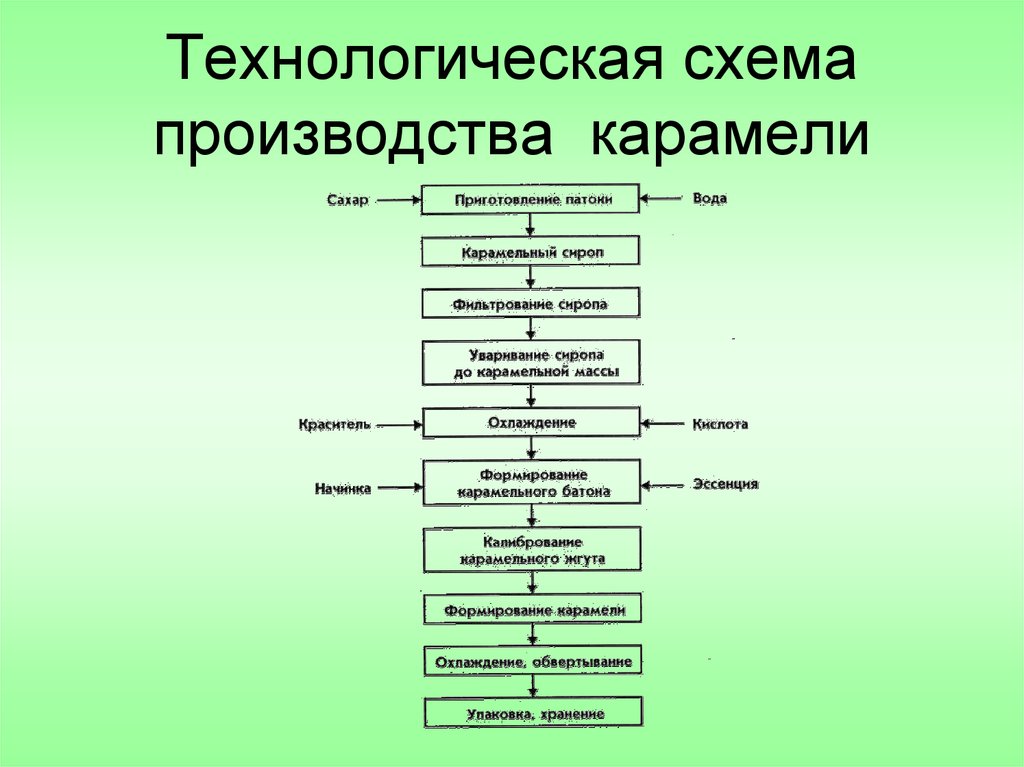
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
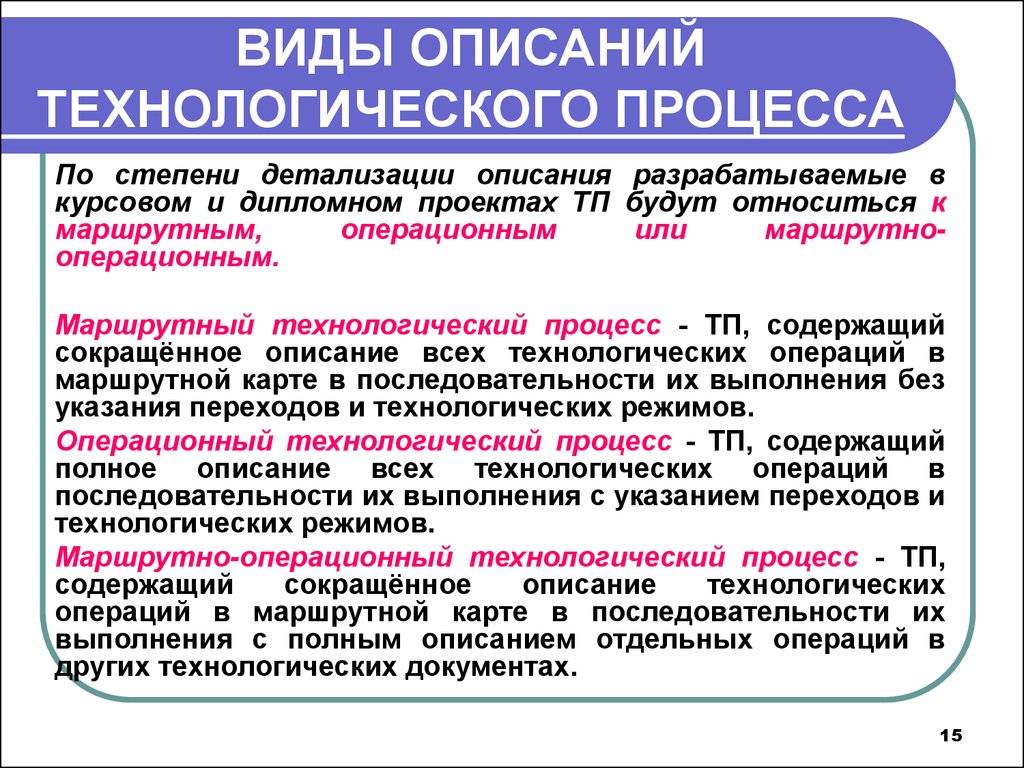
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Виды технологий
Практическая технология – отработанная опытом совокупность процессов по созданию потребительской стоимости. Она объективно существует, т. к. может быть описана, изображена и воспроизведена по данному описанию в конкретных условиях.
Разновидности практических технологий:
- материальные – создают объекты материальной среды;
- социальные – образование, маркетинг, менеджмент;
- духовные.
Характерные черты практической технологии:
- динамизм;
- конкретность, отраженная в целенаправленности ее процессов;
- материальная обусловленность, определяемая наличием компонентов материального мира в процессе создания продукта, обладающего потребительской стоимостью;
- логичность, предполагающая строгую последовательность действий с целью получения продукта, обладающего потребительской стоимостью.
Научная технология (НТ) – изучает и обобщает опыт создания продукта с потребительской стоимостью. НТ призвана заниматься разработкой новых технологий на основе анализа, изучения практических и теоретических технологий.
Предмет изучения НТ – процессы взаимодействия средств и орудий труда с окружающей средой.
Теоретическая технология (ТТ) изучает диалектику технологии и возможность использования законов развития природы и общества для преобразования материального и духовного мира.
Принципы ТТ:
- необходимость перехода от теоретических построений к экспериментальной и опытной проверке;
- объективность источника развития технологии;
- многовариантность;
- экономическая целесообразность;
- соотношение объективного и субъективного;
- движущие силы развития – общественная потребность;
- анализ, предполагающий разложение целого на составные части;
- синтез – соединение составных частей в целое.
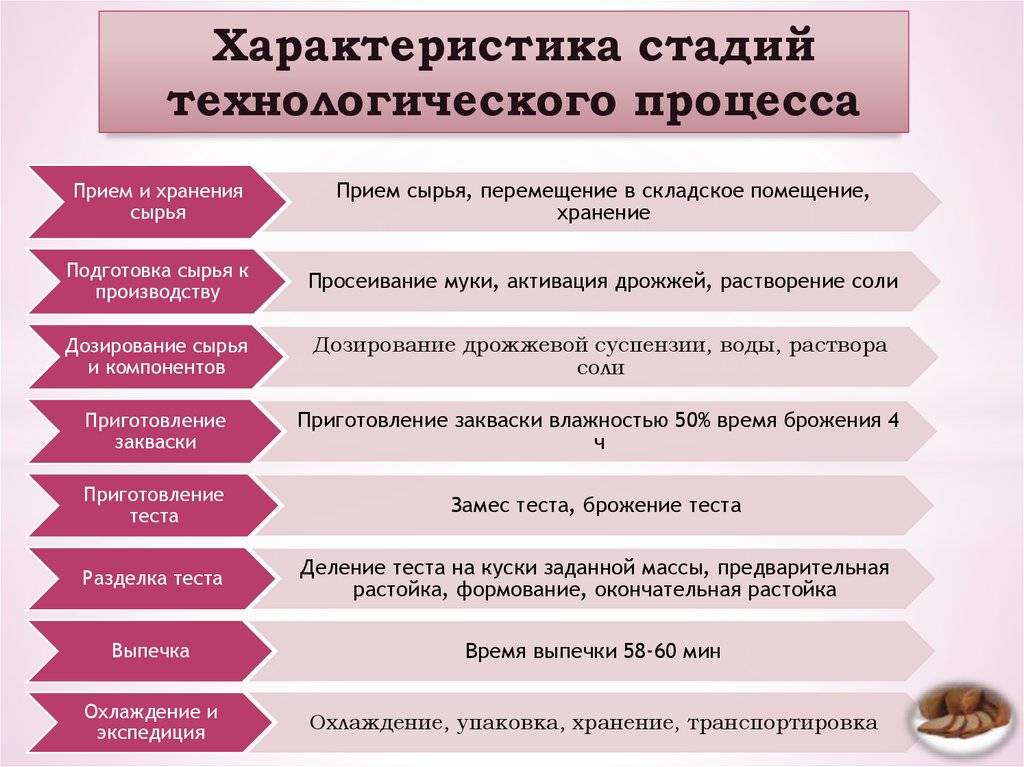
Этапы технологического процесса
Технологические процессы
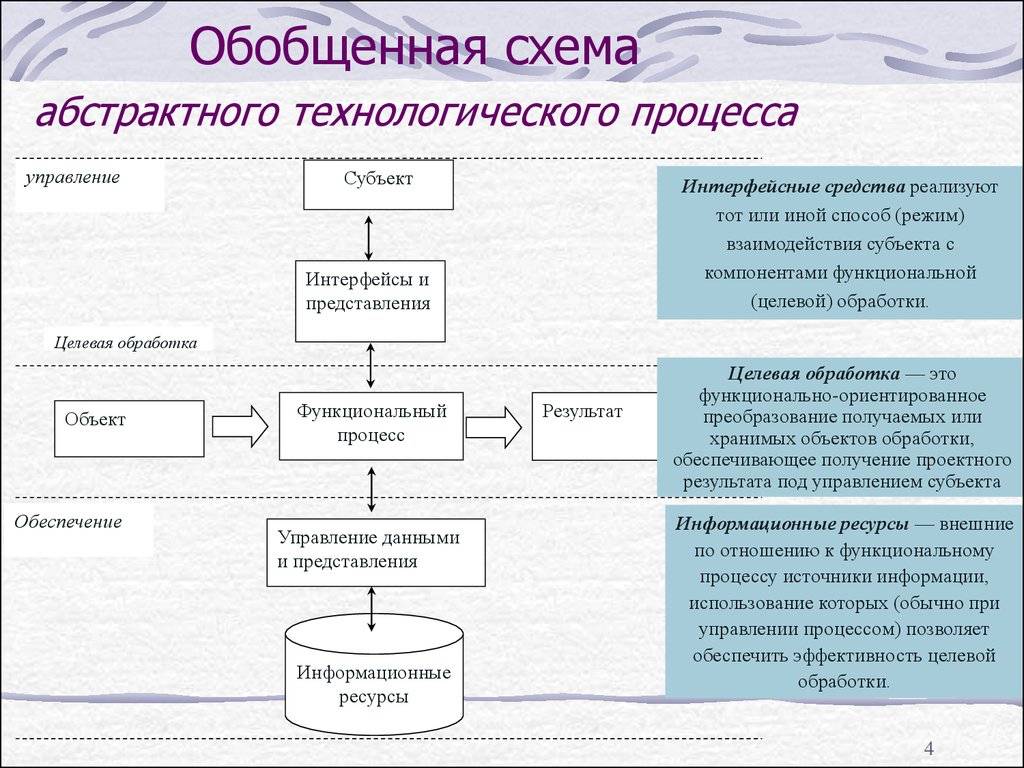
ИТ отличается от информационной системы тем, что помимо технических и программных средств обработки данных обязательно включает в себя регламенты (организационно-методическое обеспечение), описывающие организацию процессов обработки данных. Эти процессы принято называть технологическими.
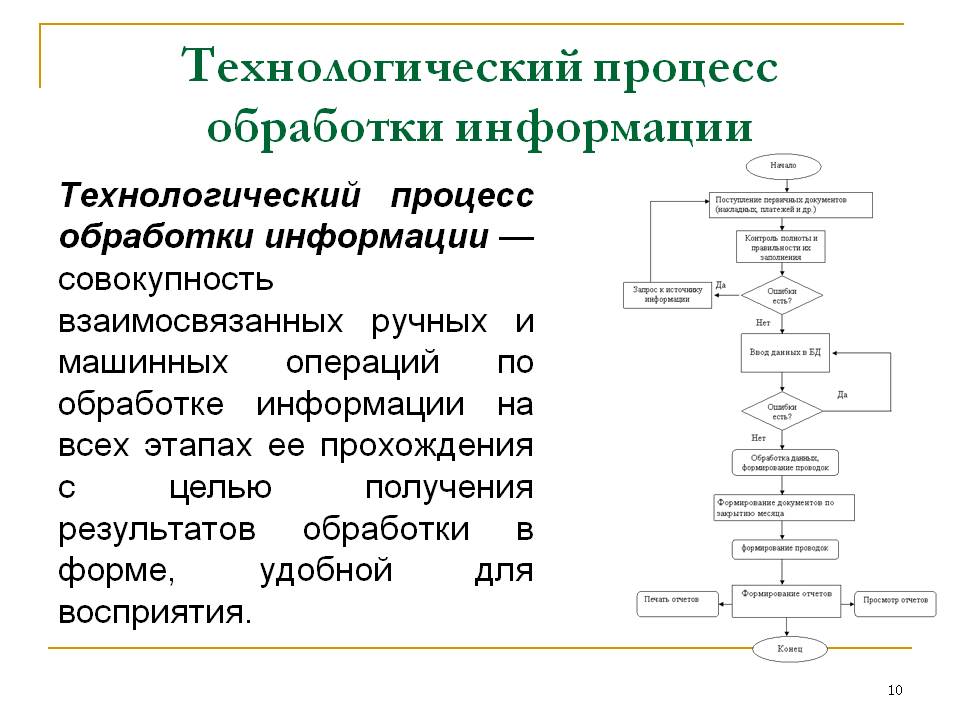
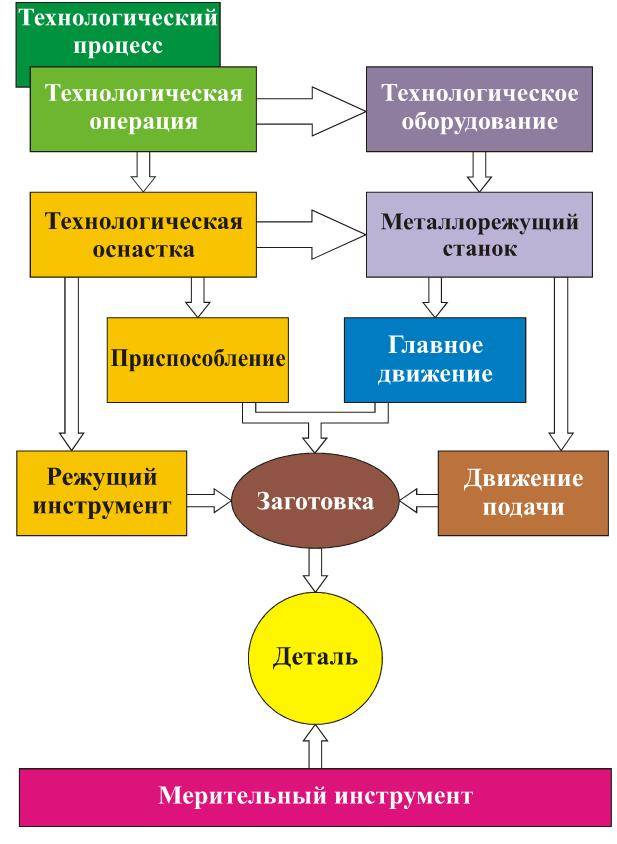
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
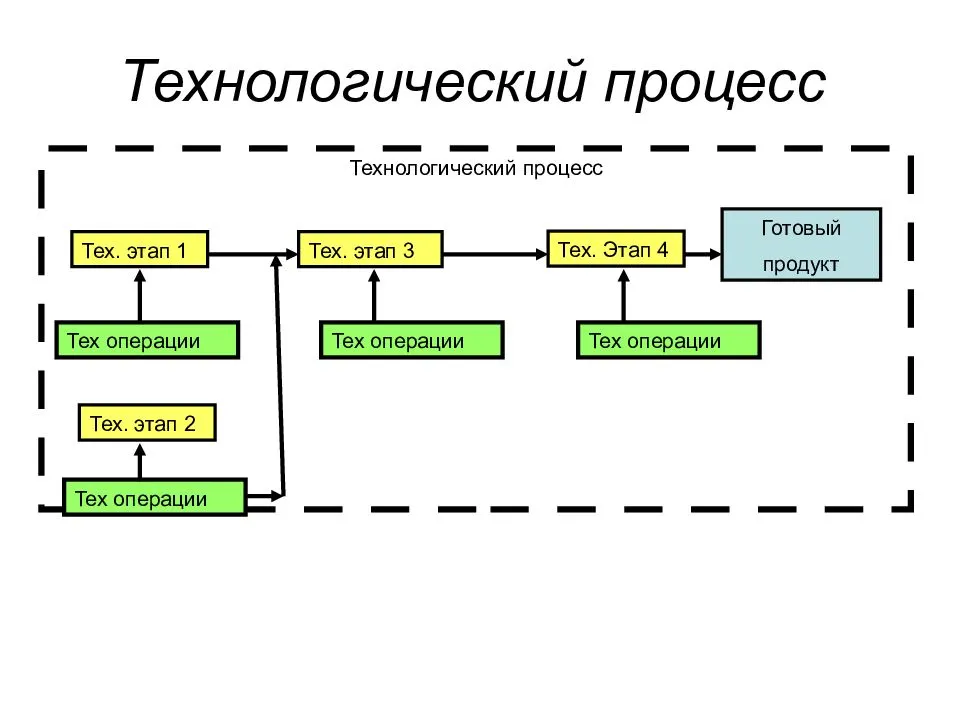
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарный технологический процесс (технологическая операция) — наименьшая часть технологического процесса, обладающая всеми его свойствами. Т.е. это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии.
Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к БД и т.д.
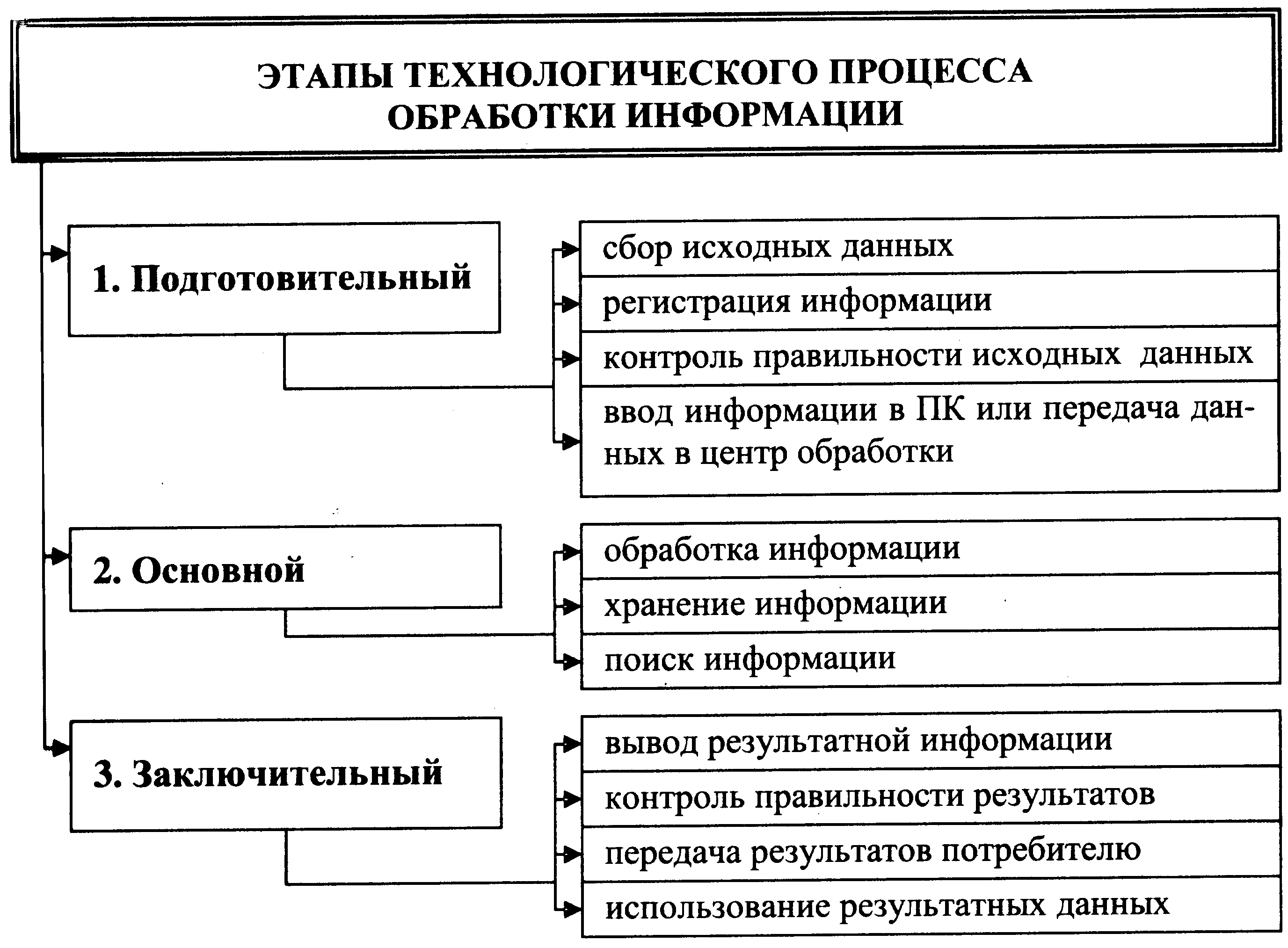
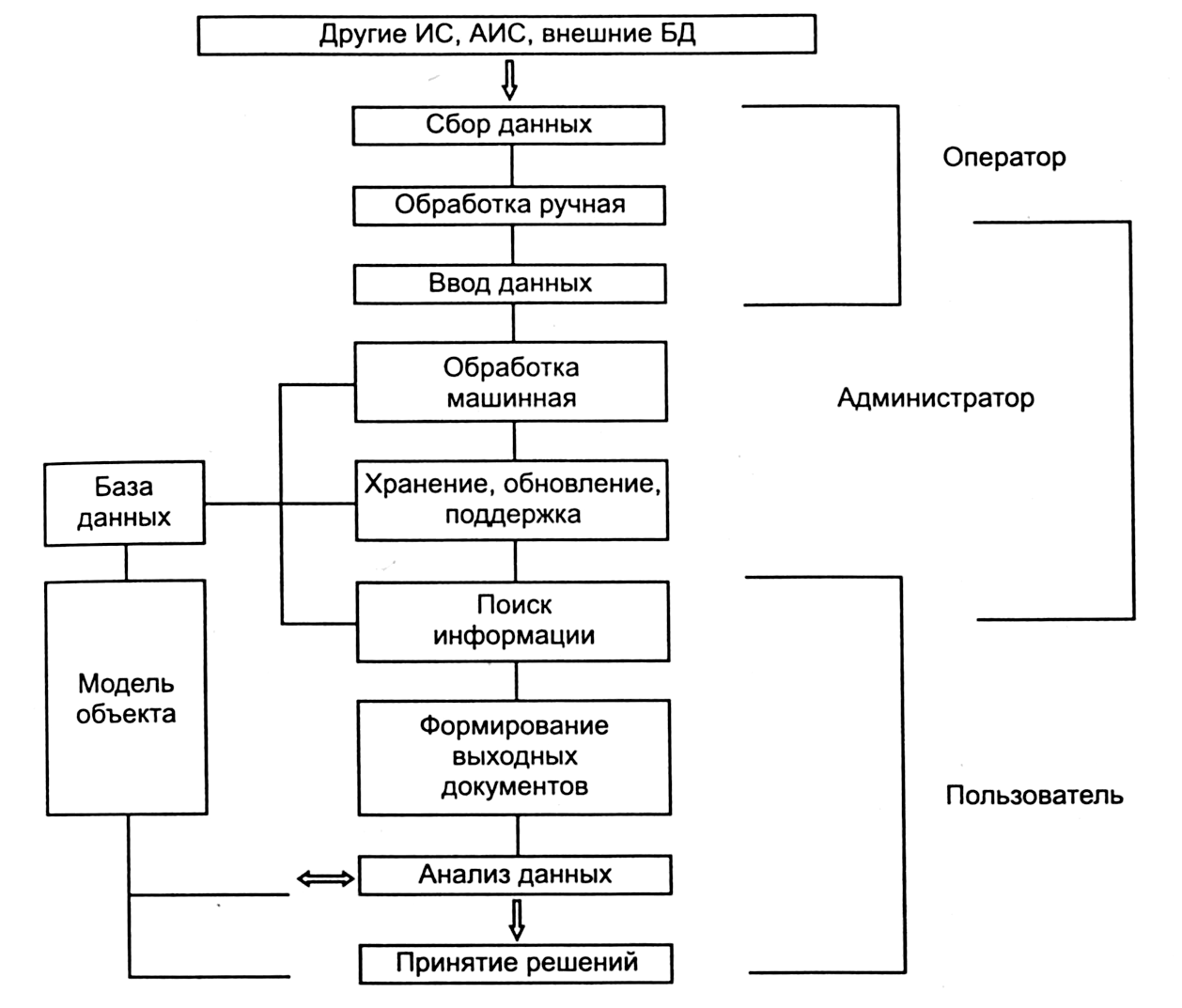
Технологический процесс обработки данных можно разделить на 4 укрупненных этапа:
1. Начальный (первичный). Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т.д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:




— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т.д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
2. Подготовительный (прием, контроль, регистрация входной информации и перенос ее на машинный носитель). Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
3. Основной. Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
4. Заключительный (контроль, выпуск и передача результатной информации, ее размножение и хранение).
Оформление технологической документации
Выбор форм и степени детализации технологической документации зависит от вида производства, а также от характера, сложности и точности изделий. При разработке технологических процессов применяется следующая документация. Для механической обработки при единичном и мелкосерийном производстве оформляются маршрутно-технологические карты, в которых указываются материал и размеры заготовки, порядок выполнения операций и краткое их содержание, тип оборудования, на котором выполняются операции, разряд работы и норма времени. При крупносерийном и массовом производстве технологический процесс оформляется в виде комплекта карт, состоящего из операционных карт механической об работки, в которых подробно, по переходам, изложено содержание операции; указаны режимы резания, режущие и измерительные инструменты; вычерчен эскиз детали с размерами, необходимыми для выполнения операции, а также указаны материал и твердость детали, приспособления, норма времени, цех, тип и номер станка.
Кроме операционных карт, составляется сводная технологическая карта. В ней кратко излагается содержание операции, а иногда только называется операция, указываются станок, на котором она выполняется, и операционные нормы времени. В сводную карту вносятся также заготовительные операции и операции, выполняемые в термическом, гальваническом и других цехах.
В тех случаях, когда в процессе обработки деталь передается из цеха в цех, составляется карта согласования обработки. В этой карте указывается, после каких операций, в каком виде и с соблюдением каких технологических условий деталь передается другому цеху и возвращается из него. Например, при передаче детали на термическую обработку указываются погрешности, допускаемые до термообработки, и требования к точности детали, предъявляемые после термообработки (глубина цементации, коробление, биение и т. п.). Такое согласование необходимо для увязки требований технологии смежных цехов, предотвращения появления бракованных деталей.
К документации технологического процесса относятся также карты технического контроля и сводная инструментальная карта. В картах технического контроля указываются, какие размеры и какими инструментами проверяются, процент деталей, подвергаемых контролю, и особые технические требования.
Инструментальные карты содержат перечень оснастки, применяемой при изготовлении детали, и служат для подготовки производства и учета оснащенности технологического процесса изготовления данной детали. Для подготовки производства изделия составляют сводные ведомости технологической оснастки, в которые заносятся псе специальные приспособления, режущие, измерительные и вспомогательные инструменты, штампы, модели, прессформы. В массовом производстве на отдельные операции с большим количеством переходов разрабатывают карты наладки, в которых даются схемы наладки, указываются инструмент, режимы обработки и т. д. Для расчета норм времени на каждую операцию составляют нормировочные карты. Эти карты служат для учета трудоемкости процесса, расчетов численности рабочих и загрузки оборудования.
Материал статьи написан на основе литературного источника “Технология производства двигателей внутреннего сгорания” М. Л. Ягудин
Этапы ТП
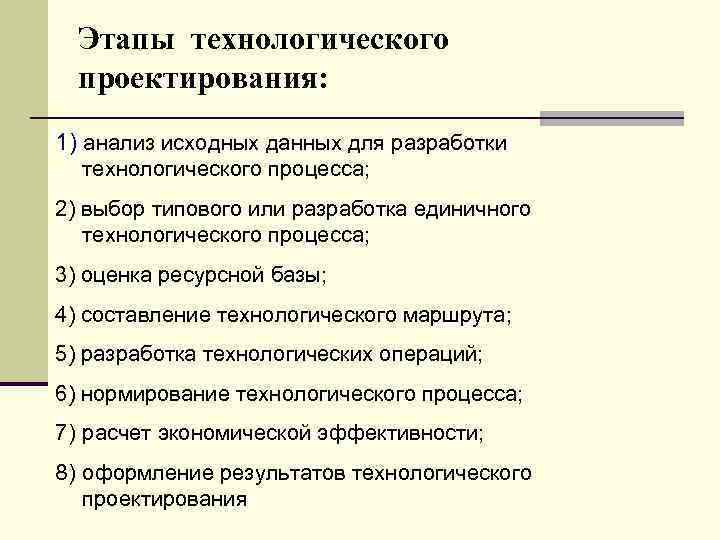
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Принципы организации производственного процесса
Процесс организации предполагает упорядочение, приведение в строгую систему любого объекта. Организация производственного процесса характеризуется упорядочением элементов, его составляющих, т.е. факторов производства в основном, вспомогательном и обслуживающем производствах в пространстве и во времени. Упорядочение элементов должно проводиться с соблюдением присущих ему принципов.
Организация производственного процесса в условиях рынка базируется на следующих принципах:
- специализации и кооперировании;
- пропорциональности;
- непрерывности и параллельности;
- прямоточности;
- повторяемости;
- гибкости;
- комплексности и системности.
Специализация и кооперирование — это сосредоточение в подразделениях предприятия однородных видов работ в результате единичного разделения труда и установление взаимных связей между ними для достижения поставленных целей. Уровень специализации и кооперирования основных процессов зависит от размера предприятия, массовости производства. Повышение специализации и кооперирования вспомогательных и обслуживающих процессов ведет к обособлению их в отдельных фирмах.
Пропорциональность предполагает одинаковую пропускную способность подразделений, цехов, участков, рабочих мест при реализации технологического процесса по выпуску определенной продукции. Абсолютное соблюдение принципа пропорциональности возможно при отлаженном стабильном массовом производстве.
Частое изменение структуры товарного портфеля нарушает абсолютную пропорциональность. Основной задачей при этом является недопущение постоянной перегрузки одних подразделений при хронической недогрузке других.
Непрерывность — это отсутствие остановок в протекании производственного процесса. Обеспечение непрерывности — основной фактор сокращения продолжительности производственного цикла и, как результат, — ускорения оборачиваемости оборотных средств.
Сокращение продолжительности производственного цикла обеспечивается за счет совмещения операций технологического процесса во времени, т.е. параллельного их осуществления.
Соблюдение принципа прямоточности позволяет обеспечить минимальный путь при прохождении предметов труда от запуска их в производство до выпуска готовой продукции. Принцип прямоточности соблюдается при оптимальном построении производственной структуры предприятия.
Повторяемость предполагает тождественность технологических операций при производстве одинаковой продукции при ее массовом или серийном производстве.
Гибкость — один из важнейших принципов организации производственного процесса в рыночной экономике. Его соблюдение позволяет быстро реагировать на изменения рыночного спроса. Гибкость означает способность быстро переналаживать оборудование, корректировать действия информационной системы. Обеспечению гибкости производственного процесса способствует использование гибких автоматизированных производств.
Комплексность и системность означают обеспечение тесного взаимодействия всех элементов производственного процесса, отслеживание результатов прохождения операций технологического процесса с корректировкой их по ходу выявления отклонений.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo



Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
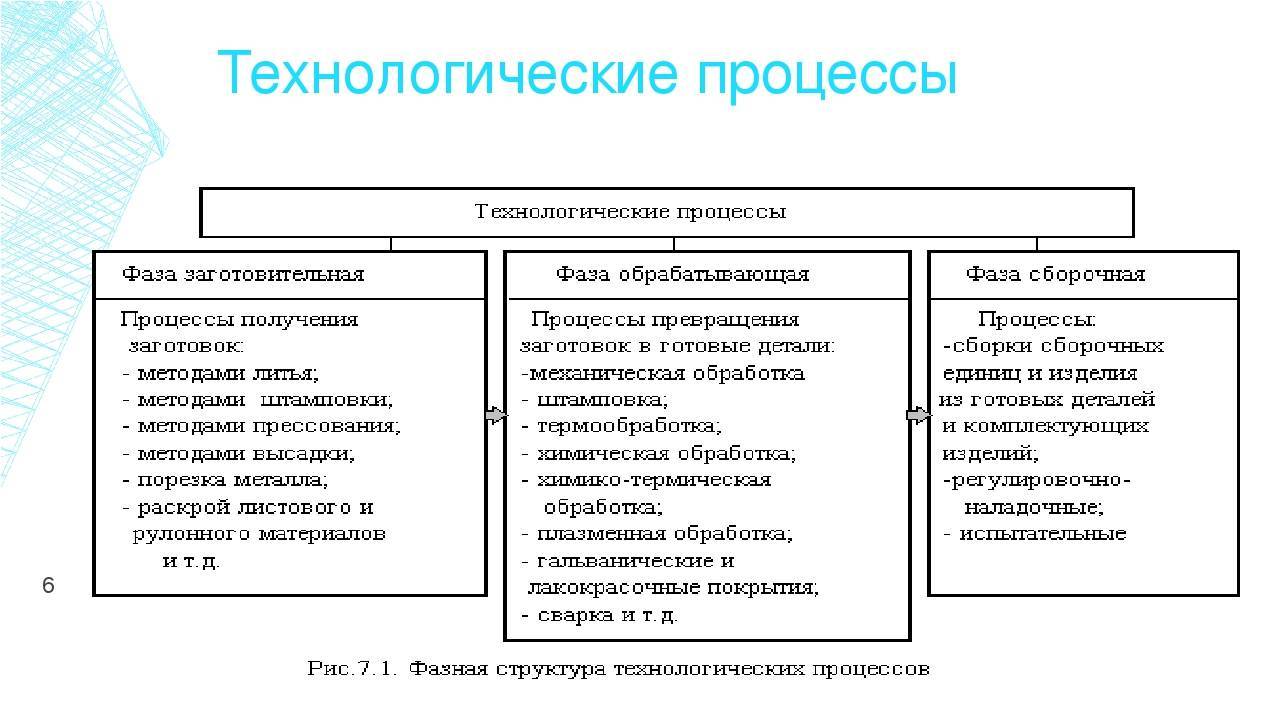
Типы машиностроительных производств и характеристика их технологических признаков
Различают три вида производства: единичное, серийное и массовое. Следует отметить, что на одном и том же предприятии и даже в одном и том .цехе могут быть различные виды производства. Так, например, на предприятиях тяжелого машиностроения, выпускающих изделия единичного производства, мелкие детали, требующиеся в большом количестве, могут изготовляться по принципу серийного или даже массового производства.
Единичным называют такое производство, при котором выпуск каждого наименования изделий производится в очень небольших количествах.
Для единичного производства характерны следующие основные технологические признаки:
применение универсального оборудования, применение универсальных приспособлений и стандартного режущего инструмента; разработка технологических процессов, как правило, по наиболее простым формам (маршрутные карты); расстановка станков группами по типам и размерам; применение пригоночных работ при сборке; высокая квалификация рабочих и др. Серийным называется производство, при котором изготовление изделий данного наименования периодически повторяется.
В зависимости от величины партии или серии различают мелко-, средне- и крупносерийное производство. Основные технологические признаки серийного производства: проведение на одном рабочем месте одной или нескольких операций; обработка заготовок по технологическому процессу, разделенному на отдельные операции; применение универсального оборудования, специальных и специализированных станков для изготовления основных деталей: расстановка оборудования соответственно технологическому процессу обработки деталей с учетом характерных направлений грузопотоков; широкое применение специальных приспособлений и инструментов: различная квалификация рабочих; взаимозаменяемость и в связи с этим небольшой объем пригоночных работ.
Массовым называется такое производство, при котором одинаковые изделия изготавливают в большом количестве в течение длительного времени. Производство, при котором операции обработки заготовок (или сборки машин) закреплены за рабочими местами, расположенными в порядке выполнения операций, а обрабатываемые заготовки или собираемые узлы машин последовательно перемещаются с одного рабочего места на другое, называется поточным. В основу массового производства положены следующие основные технологические признаки:
закрепление за каждым рабочим местом одной постоянно повторяющейся операции;
обработка заготовок и сборка машин по непрерывно поточному методу;
широкое применение агрегатных, автоматических и специальных станков, а также автоматических линий;
расстановка оборудования соответственно технологическому процессу обработки деталей; высокая степень оснащенности специальными приспособлениями, инструментами и автоматическими измерительными устройствами; полная взаимозаменяемость;
невысокая квалификация рабочих на операционных станках;
Технология механической обработки деталей в автоматизированном производстве.
В условиях автоматизированного производства от каждой операции зависит надежность работы всей линии, поэтому здесь нет главных и второстепенных операций. В автоматизированном производстве все элементы технологического процесса — подача заготовки, ее ориентирование и закрепление, обработка, снятие готовой детали, контроль, межоперационное транспортирование и т. п. — решаются комплексно. Как правило, почти все технологические процессы, изготовления деталей в неавтоматизированном производстве при переходе к автоматизированному требуют коренной переработки.
Основными отличительными особенностями технологии автоматизированного производства являются: применение экономической заготовки, высокая степень концентрации операций, применение высокопроизводительных режущих инструментов с высокой стойкостью, синхронизация технологических операций, высокая стабильность технологических процессов, меньшая трудоемкость и сокращенный цикл изготовления детали, высокое качество готовых деталей. Технологические процессы, разработанные для автоматических линий, дают значительный экономический эффект за счет увеличения производительности труда, повышения качества продукции, ее стабильности, сокращения длительности производственного цикла, облегчения условий труда и др.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
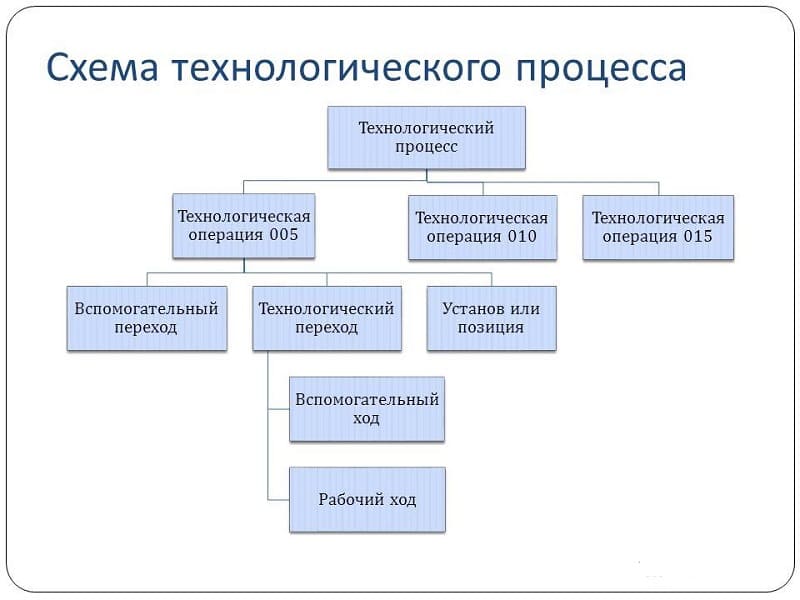
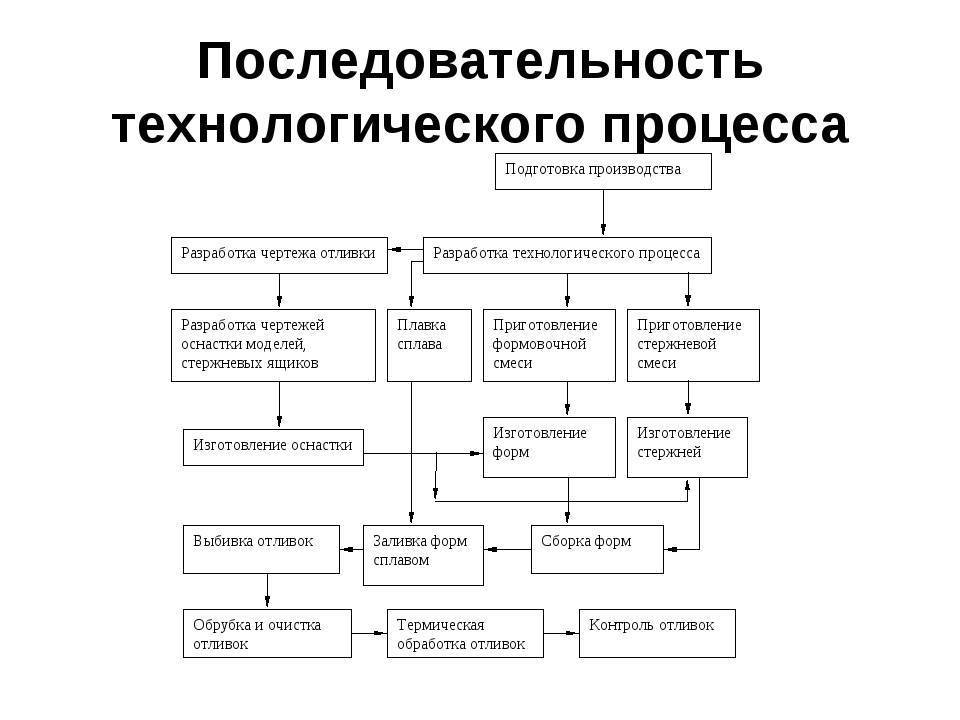
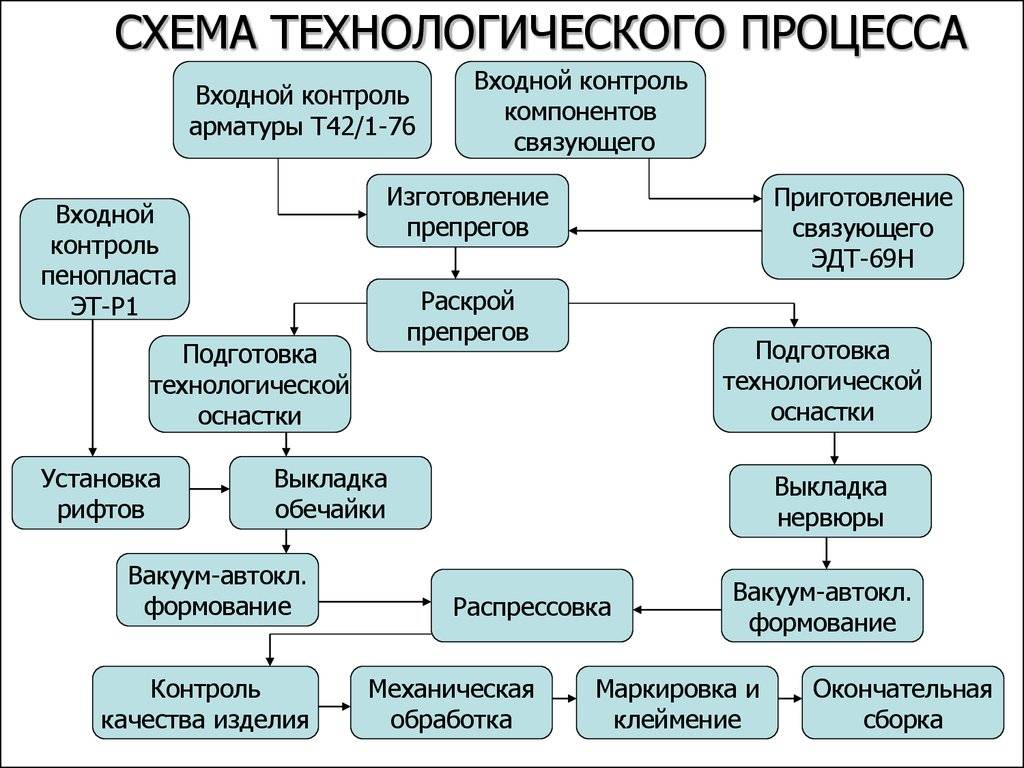
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества
Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
технологическая операция
3.3 технологическая операция: Отдельная часть технологического процесса.
45. Технологическая операция
2. Технологическая операция
7. Технологическая операция
Законченная часть (стадия) технологического процесса, характеризуемая однородностью действий, производимых над предметом производства, и в связи с этим, сосредоточенностью, как правило, в пределах одного рабочего места, одного механизма, одной зоны агрегата (установки).
Примечание. Примерами технологической операции являются: загрузка, нагрев, томление, штамповка, травление, дробление, резка, сварка, рассев, обжиг, клеймение, окраска, подача газа к горелке, подача воды в контур рециркуляции, создание разрежения в топке, упаковка, транспортирование, складирование и т.д.






3.1.6. технологическая операция
Законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109).
2. Технологическая операция
D. Operation; Arbeitsgang
Смотри также родственные термины:
Технологическая операция проектирования
Законченная часть частного технологического процесса проектирования, направленная на получение какого-либо промежуточного результата, подлежащего дальнейшему использованию в качестве компонента для получения более общего результата в ходе реализации последующих технологических операций. Технологическая операция характеризуется относительной неизменностью целей, задач и методов ее выполнения, а также состава обеспечения, и не зависит, как правило, от особенностей проектируемого объекта и условий его проектирования
Смотреть что такое «технологическая операция» в других словарях:
технологическая операция — операция Законченная часть технологического процесса, выполняемая на одном рабочем месте. технологическая операция Элементарная часть производственного процесса или технологической стадии, выполненная за один прием … Справочник технического переводчика
Технологическая операция — – законченная часть технологического процесса, выполняемая на одном рабочем месте. Технологическая операция (часть технологического процесса) – совокупность технологических проходов и приемов, обеспечивающих получение … Энциклопедия терминов, определений и пояснений строительных материалов
Технологическая операция — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей … Википедия
технологическая операция — technologinė operacija statusas T sritis automatika atitikmenys: angl. processing step vok. Fertigungsschritt, m rus. технологическая операция, f pranc. opération technologique, f … Automatikos terminų žodynas
Технологическая операция проектирования — Законченная часть частного технологического процесса проектирования, направленная на получение какого либо промежуточного результата, подлежащего дальнейшему использованию в качестве компонента для получения более общего результата в ходе… … Словарь-справочник терминов нормативно-технической документации
Технологическая операция переработки фруктов (овощей, грибов) — Технологическая операция переработки фруктов : элемент технологического процесса, представляющий собой преднамеренное изменение формы, размеров, состояния фруктов или продуктов их переработки и их свойств. … … Официальная терминология
технологическая операция переработки фруктов — Элемент технологического процесса, представляющий собой преднамеренное изменение формы, размеров, состояния фруктов или продуктов их переработки и их свойств. Тематики процессы переработки фруктов, овощей и… … Справочник технического переводчика
групповая технологическая операция — групповая операция Технологическая операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Тематики технологические процессы в целом Синонимы групповая операция DE… … Справочник технического переводчика
типовая технологическая операция — типовая операция Технологическая операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками. Тематики технологические… … Справочник технического переводчика





