

Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Источник
Сверло для высверливания точечной сварки

Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии.
Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях.
Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
Сверло для высверливания точечной сварки
Высверливаем точечную сварку
Рассматриваемая процедура довольно проста в исполнении. Провести ее можно следующим образом:
- Подбирается наиболее подходящий инструмент.
- Следующий шаг заключается в подготовке поверхности. Для этого проводится разметка точки сверления.
- После этого на инструменте выставляются минимальные обороты и проводится непосредственное сверление.
Стоит учитывать, что в некоторых случаях можно повредить металл
Именно поэтому следует работать осторожно
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Эффективное удаление точечной сварки
Точечная сварка применяется для получения самых различных изделий. Именно поэтому технология ее удаления путем высверливания получила довольно большое распространение. Удалить образующийся шов можно самым различным образом.
Достигнуть высокой эффективности при проведении подобной работы можно следующим образом:
- Правильно подготовить поверхность.
- Использовать лишь профессиональные сверла и коронки.
- Правильно выбирать режим работы применяемого инструмента.
Если правильно подобрать сверло, то можно провести удаление практически любой точечной сварки. При этом стоит учитывать, что качество зависит от соблюдения всех рекомендаций.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разъединение деталей
По местам, размеченным кернером, проводиться рассверливание до того момента пока весь металл не будет удалён в точке соединения.
Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Наборы (инструмент обработки сталей) для проведения такого вида работ не являются специализированными. Всё это можно приобрести в магазинах, торгующих электроинструментом.
Комплекты для сверления металла имеют различные диаметры. Всегда можно выбрать подходящий вариант исполнения. Есть в продаже и специализированная продукция, но стоит она обычно дороже.
Высверливать точечную сварку необходимо на низких и средних оборотах. Особое значение имеет угол заточки сверла. На торце делают острие, что позволит легко, быстро вести рабочий процесс, удаляя точечное соединение. Периодически электроинструмент необходимо останавливать, давая некоторое время на охлаждение.
В зависимости от площади контактной точки необходимо подбирать сверло, обычно оно может быть диаметром 6-8 мм
Если сварочная точка труднодоступна на конструкции, то такие места требуют более осторожной обработки
Можно для этого использовать специальную насадку на дрель, чтобы высверливать сварку под определённым углом.
Кузовные автосервисы хорошо, быстро проводят такие технологические процессы, используя пневматические дрели, подача воздуха проводится от электрического компрессора.
Инструмент, питаемый от сети электроснабжения, также имеет функции регулировки оборотов. При проведении работ можно всегда опытным путём выставить необходимую частоту вращения шпинделя электроинструмента.
Как использовать
В отличие от сверла, инструмент можно использовать простой — бытовую дрель. Хорошо если у неё маленькая мощность и скорость (количество оборотов в минуту).
Это может быть электродрель с возможностью вручную регулировать скорость оборачивания. Так дрель не деформируется во время того, как вы будете удалять сварное соединение.
Вставьте сверло, которое вы выбрали (не важно, обычное или заточенное) в инструмент и проверните пару раз. Обязательно удостоверьтесь, что сверло хорошо село и не выпадет во время работы. Перед тем, как вы начнете сверлить, накерните точки сварки
Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров
Перед тем, как вы начнете сверлить, накерните точки сварки. Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров.
Это короткое действие уменьшит степень деформирования заготовки, когда вы будете окончательно высверливать ее.
Если вы всё подготовили правильно, настроили дрель, закрепили сверло и обработали сварочные точки приступайте к высверливанию шва самодельным или специальным сверлом.
Время, которое вы потратили на подготовку, «окупится», благодаря тому, что сам процесс высверливания длится несколько секунд.
Дрель с возможностью ручной регулировки желательно настроить так, чтобы она не выдавала больше 800 оборотов в минуту, чтобы не столкнуться с её поломкой.
Во время работы держите инструмент параллельно по отношению к конструкции, стараясь ни в коем случае не наклонять её слишком сильно. Само сверло должно чётко вертикально упираться в элемент, который вы высверливаете.







Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
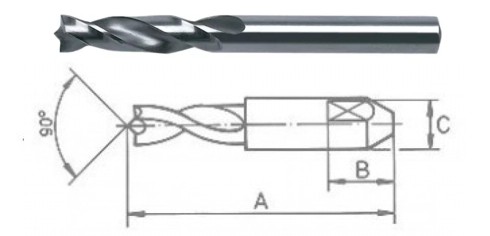
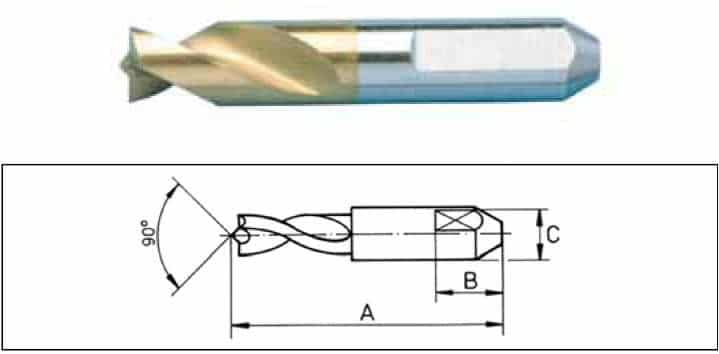
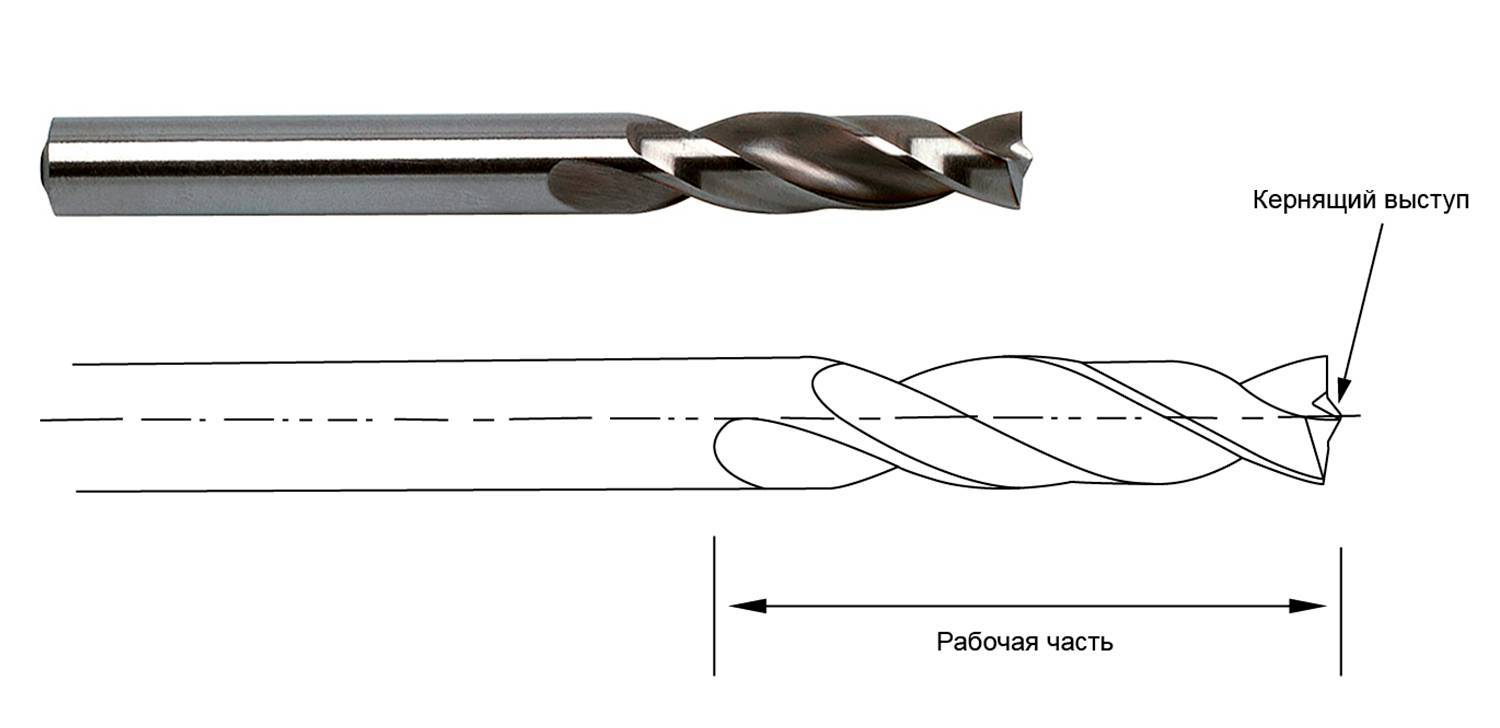
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
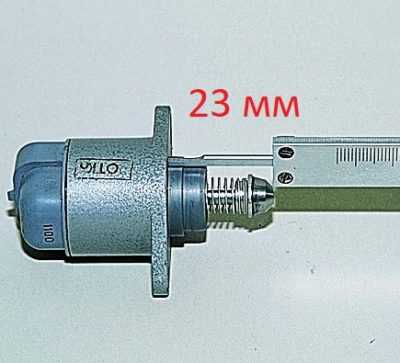
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку. Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно
Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже
Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Это интересно: Твердосплавные пластины — преимущества, классификация
Каким должно быть сверло для высверливания точек контактной сварки?
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки.
Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками.
Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края.
Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм.
Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
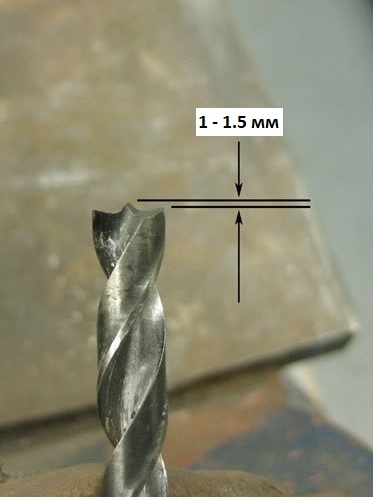
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок.
В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время.
Ruman › Блог › Как правильно высверлить точечную сварку. Инструменты и приспособления
Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.









Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной), — клещи, — тонко заточенное зубило, — коронку для высверливания точечной сварки, — дрель, — керн, — сверло диаметром 2мм (можно 3) это не существенно, — шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки. Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе)
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика. На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.
В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя. Технология высверливания
Вставляете это приспособление в дрель, дрель для высверливания точечной сварки, лучше использовать с регулятором оборотов или ту, которая обладает большой мощностью при малых оборотах.
znak Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Посоветовали мне насверливать места кернения, теперь если керн делает мелкое углубление, я сверлом диаметром 2-3 мм углубляю его (чтобы не переставлять сверла, я использую для этой цели шуруповерт).
Теперь можете высверливать места от точечной сварки.
Обороты на дрели выставляете малые, не больше 800 оборотов в минуту, коронка должна упираться в металл, строго перпендикулярно, чтобы полностью все зубцы были прижаты к металлу. Коронка обрежет железо вокруг сварной точки, и место сварки останется на том металле, который под низом.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.

Еще одним нюансом во время работы выступает то, что зубья коронки не равномерно врезаются в металл, так как сталь на участке сварки всегда отличается наличием микронеровностей, образующихся вследствие термического воздействия от работы электродов. В итоге появляется большая вероятность эксцентричности нового отверстия.

Опытные мастера рекомендуют заранее кернить участок высверливания, к примеру, шуруповертом, так как часто случается так, что центрирующий стержень неожиданной выскальзывает из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. При таком подходе работнику нужно обзавестись парой приводных инструментов.
На этом проблемы не заканчиваются – быстрый перегрев коронок также негативно сказывается на работе, ведь от теплового расширения коронки новое отверстие в корпусе становится больше, чем нужно, а сама насадка начинает трескаться.

Хотя не все столь печально, ведь современные коронки отличаются двухсторонним исполнением, так что после затупления одной стороны можно просто развернуть инструмент и продолжить разрезать металл этим же комплектом.
источник
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.
Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.

- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.
Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.

Когда подготовительные работы будут закончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов
В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком. При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении
При этом сама заточка сверла – плоская
При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении. При этом сама заточка сверла – плоская.








Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Использование лимонной кислоты
Этот метод подойдет для вытаскивания обломков сверл малых диаметров из деталей небольших размеров.
- Возьмите емкость, изготовленную из нержавеющей стали.
- Приготовьте водяной раствор (20 г лимонной кислоты на 100 г воды).
- Опустите деталь в смесь отверстием вниз
- Емкость поместите на регулируемый нагревательный прибор.
- Установите температуру 90 °C.
На извлечение обломка сверла этим методом уйдет несколько часов.
Удаление обломков сверл с применением сильных электролитов
Этот способ вытаскивания сверла подходит в том случае, если обрабатываемая деталь изготовлена из алюминия. Используется водяной раствор азотной кислоты.
Перед применением этого метода необходимо смазать место рядом со сломанным сверлом воском или парафином. После этого нанесите раствор азотной кислоты на обломок, дождитесь пока состав разъест режущие кромки, а затем выбейте застрявший кусок сверла при помощи слесарного бородка.
Обратите внимание! Температура окружающей среды должна быть не меньше 20 °C
Высверливание
Для высверливания обломка сверла возьмите инструмент, изготовленный из более твердого материала
Этот метод, требующий терпения, осторожности и внимательности, применяют редко по двум причинам
- Высверливание обломка может привести к деформации заготовки и образованию изгиба. В этом случае застрявший кусок сверла проникнет еще глубже в тело детали причем под углом.
- При работе с техникой есть вероятность попадания стружки в важные узлы и механизмы.
Если же деталь не жалко, просверлите в этом месте отверстие большего диаметра, а затем подцепите обломок любым подходящим приспособлением и вытащите.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.
- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.
Необходимо обратить внимание, что на сегодняшний день для высверливаемого отверстия применяют плазменную резку. С её помощью можно прожечь любую толщину конструкционной детали, созданной из железа
Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях. Многие мастера, которые работают с кузовами, все же применяют точечную сварку.
Благодаря соответствующим сверлам, работа становится легкой, не затратной по финансам, времени и силам, окупается за счет своих свойств и функций. Кроме этого необходимо акцентировать на том, что такие сверла нуждаются в регулярной заточки при помощи специальной конструкции.





