

Какие же есть особенности у цветных металлов?
- Во-первых, это температура плавления. У меди, олова, латуни, бронзы, алюминия она гораздо ниже, чем у стали и чугуна. При чрезмерно высокой температуре металл не только растекается, но и начинает испаряться.
- Во-вторых, теплоемкость цветных металлов очень высока. Поэтому изделия перед сваркой необходимо нагревать, повышая и поддерживая тепловой режим.
- В-третьих, цветные металлы при нагревании активно окисляются и впитывают газы. Это приводит к загрязнению сварочной ванны, расплескиванию металла и образованию пор. Механические свойства шва, его прочность и внешний вид значительно ухудшаются.
- В-четвертых, цветные металлы сильно расширяются при нагревании и дают большую литейную усадку. Результат – внутренние деформации, трещины в швах, большие остаточные напряжения.
Принцип работы газовой сварки и необходимое оборудование.
Газовая сварка – сварка, при которой нагрев и плавление металла происходят с помощью пламени от сгорания газов. Для сварки могут применяться различные газы: кислород, ацетилен, пропан, бутан, аргон и их смеси. Наиболее распространенными являются ацетилен-кислородная и пропано-бутан-кислородная смеси.
Для производства сварочных работ необходимо специальное оборудование: ацетиленовый генератор (аппарат для получения ацетилена путем взаимодействия карбида кальция с водой) или баллоны с горючим газом, редукторы для кислорода и рабочего газа, горелка с набором наконечников, шланги для подачи газа в горелку, сменные сопла для газовой сварки, флюсы и присадочные прутки.
Так же на сварочном посту есть и общее оборудование – сварочный стол, сборочные и удерживающие приспособления, набор инструментов. И, конечно же, мощная вентиляционная установка. Испарения цветных металлов и газов очень вредны для здоровья, так что на этом пункте экономить не следует. Так же, как и при выполнении любых других сварочных работ, не стоит забывать о средствах индивидуальной защиты: одежда, закрывающая все тело, рукавицы, очки с черными стеклами или маска, респираторы.

При газовой сварке, используется большой ассортимент смесей
Подготавливаем детали к сварке.
Правила подготовки деталей к газовой сварке почти не отличаются от ручной дуговой или полуавтоматической сварки. Детали должны быть чистыми, без следов масла, копоти, грязи, формовочной смеси. Поверхность под работу – ровная, без зазубрин, ям, бугров. Рекомендуем следующий порядок действий:
- Зачистка кромок и сопряженных поверхностей (можно использовать и механический, и химический способ).
- Сборка деталей и их закрепление (лучше всего это делать в кондукторе – специальном приспособлении, которое обеспечит ровную установку и не позволит деталям разойтись в процессе соединения).
- Сделать прихватки (если металл тонкий, то не больше 5 мм, с интервалом в 70-100 мм; если металл толстый, то не более 20 мм с интервалом 400 мм.)
- Установить угол детали. Лучше всего располагать детали под углом 7-10 градусов к поверхности стола. Это обеспечит равномерное заполнение кромок расплавленным металлом.
Особенности процесса сварки взрывом
Сварное соединение образуется в течение миллионных долей секунды, то есть практически мгновенно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образует хрупкие интерметаллические соединения, делающие швы непригодными к эксплуатации.
При сварке взрывом можно получать соединения неограниченной площади. При этом процесс сварки осуществляется тем проще, чем больше отношение площади соединения к толщине метаемой части металла. Осуществлены соединения площадью 15…20 м2.
| 1 – детонатор; 2 – заряд ВВ; 3 – метаемые пластины; 4 – неподвижная пластина; 5 – подложкаРисунок 3 – Сварка трех- и много- слойных плоских соединений одновременно одним зарядом ВВ | 1 – детонатор; 2 – заряд ВВ; 3 – соединяемые трубыРисунок 4 – Сварка взрывом стыка труб |
| 1 – детонатор 2-металлическая призма направления детонационной волны; 3-заряд ВВ; 4-облицо вываемый лист; 5-метаемые листы; 6-центрирующее основание. Рисунок 5 – Приварка двух наружных слоев к листу взрывом одной точки | 1 – детонатор; 2 – металлический конус для направления детонационной волны; 3 – заряд ВВ; 4 – метаемая труба; 5 – облицовываемый цилиндр; 6 – грунт. Рисунок 6 – Наружная облицовка цилиндрических тел кольцевым зарядом ВВ |
Наряду со сваркой листовых деталей применяются и другие технологические схемы, представленные на рисунках 3 – 7.
Сварка взрывом начинает использоваться для стыковых нахлесточных соединений некоторых готовых элементов конструкций. Перспективное применение сварки взрывом для соединения армированных металлов, получения из порошков монолитных металлов и сплавов
1-детонатор; 2-металлический конус для направления детонационной волны; 3 – заряд ВВ; 4 – метаемая труба; 5 – облицовываемый цилиндр; 6 – центрирующее основание.Рисунок 6 – Сварка биметаллических цилиндрических заготовок переменного диаметра.
При сварке листовых деталей основными параметрами режима являются:
угол установки деталей α = 2…16°;
первоначальный зазор h = 2…13 мм;
скорость детонации ВВ Vд = 2500…3500 м/с;
скорость соударения Vс;
скорость перемещения точки соударения Vк.
На практике для определения режимов сварки взрывом последовательно выбирают необходимую скорость детонации (Vд = 2500…3500 м/с), величину зазора h и угол наклона α. Возможна сварка деталей без зазора с h = 0 и углом a = 0°. Если основные параметры выбраны оптимальными, то получается высококачественное сварное соединение, равное по прочности основному металлу.
Сварные соединения, полученные взрывом, обладают достаточно большими прочностными свойствами. При испытаниях разрушение образцов, как правило, происходит по наименее прочному металлу пары на некотором расстоянии от плоскости соединения.
При сварке листовых деталей взрывом соединение наблюдается практически по всей поверхности. Таким образом изготавливают биметаллические материалы, которые применяются в конструкциях непосредственно после сварки или после прокатки, с помощью которой изготавливаются листы необходимых размеров и толщины. Можно также получить не только двухслойный, но и многослойный биметаллический материал.
К недостаткам процесса можно отнести трудность сварки малопластичных, хрупких металлов (чугуна, высокопрочных титановых сплавов), разрушающихся при взрывном нагружении.
Подбор электродов
Технология ручной дуговой сварки покрытыми электродами требует применение качественного присадочного материала, это является важным условием. От выбора электродов зависит качество сварного шва. Стержни подбираются в соответствии с видом металла, который будет подвергаться свариванию.
При проведении ручной дуговой наплавки покрытыми электродами стоит учитывать свойства стержней, которые зависят от типа покрытия. Электроды, которые применяются для РДС, обычно имеют рутиловое или основное покрытие.
Данные электроды обладают важными особенностями:
- Электроды с рутиловым покрытием часто применяют новички. Это связано с тем, что при их применении намного легче можно разжечь и вести дугу.
- В продаже можно встретить огромный выбор электродов с рутиловым покрытием — бюджетные и дорогие марки. Опытные сварщики не рекомендуют применять для сварки дома слишком дорогие виды, потому что они не смогут до конца раскрыть потенциал.
- Рутиловые стержни имеют существенный недостаток — при их использовании в сварном шве наблюдается повышенное содержание водорода, это может сильно ухудшить качество соединения.
- При использовании электродов со рутиловым покрытием предотвращает сильное разбрызгивание металла во время расплавления.
- Стержни с основным покрытием часто выбирают профессиональные сварщики с большим опытом. С ними достаточно тяжело работать, потому что дуга разжигается достаточно тяжело, и в процесс сварочного процесса она постоянно должна быть короткой.
- Применение электродов с основным покрытием позволяют получить отличное качество сварного шва.
- Стержни, имеющие основное покрытие, прекрасно подходят для сваривания тонкого металла.
Электроды для РДС и других видов дуговой сварки должны подбираться в зависимости от экономических факторов. Ручной дуговой сварочный процесс достаточно медленный, поэтому рекомендуется знать скорость наплавки стержня, чтобы установить, сколько времени и электродов потребуется на формирование сварного шва.
Обратите внимание! В продаже встречаются высокопроизводительные швы, которые повышают производительность рабочего процесса. Однако они подходят для создания горизонтальных швов
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней – рулонными или плоскими.








Они все могут иметь различные виды соединений.
Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.
Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами – цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы – пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Как подготовиться
Перед началом работы выполняют следующие действия:
- Подготавливают соединяемые поверхности. С них удаляют окалину, следы масел, оксидную пленку или защитные напыления.
- Выпрямляют заготовки. Допускается кривизна в 2 мм/м².
- Создают незначительную шероховатость.
- Сопоставляют детали. При работе с листовыми изделиями нижнюю часть укладывают на подложку, верхнюю размещают параллельно или под углом. Наклон не должен превышать 30°. Полые детали закрепляют с помощью специальных приспособлений. В трубу вставляют сердечник, предотвращающий деформацию.
- Вычисляют требуемый объем заряда взрывчатки.

Сварку взрывом используют при изготовлении заготовок для проката биметалла.
Преимущества и недостатки сварки взрывом
Как у любой сварки данному методу присущи положительные моменты и, естественно, существуют недостатки. К достоинствам этого типа технологии относятся:
- высокая скорость процесса сварки;
- широкие возможности качественного соединения биметалла;
- способность плавить особые металлические элементы;
- возможность создания ровного участка заготовок со сложной конфигурацией углов. Например, заготовки с изгибом;
- создание изделий для ковки и штамповки;
Качественная сварка детали
Сварка взрывом хоть и сложный технологический процесс, но удобный во всех отношениях.
К отрицательным факторам относятся:
- плохая безопасность объекта при воздействии детонации взрывной волны;
- для проведения работ необходимо пройти специальное обучение и получить допуск;
- для проведения работ этого уровня наличие защитных камер обязательно. В них закладывается взрывчатое вещество;
- к недостаткам можно с большой долей вероятности отнести отсутствие автоматических и механических условий ведения процесса.
Рассматривая отрицательные факторы данного типа технологий можно констатировать, что положительных моментов гораздо больше, нежели отрицательных.
Режимы и процесс сварки
Не существует сегодня точных режимов и расчётов. Они пока не приняты. Сварка взрывом – это скорее метод экспериментальный, нежели точный.
Не спроектирован и отсутствует сегодня научно разработанный процесс. Поэтому метод, о котором идёт речь, весьма затруднительно предугадать детально поведение взрывной волны и металла.
Схема сварки взрывом определяется исходя из предполагаемых элементов. В каждом случае отдельно.
Впрочем, существуют специально рассчитанные режимы, но они носят всего лишь рекомендательный характер.
Способы сварки взрывом
Существуют два наиболее распространённых способа, когда используется сварка взрывом.
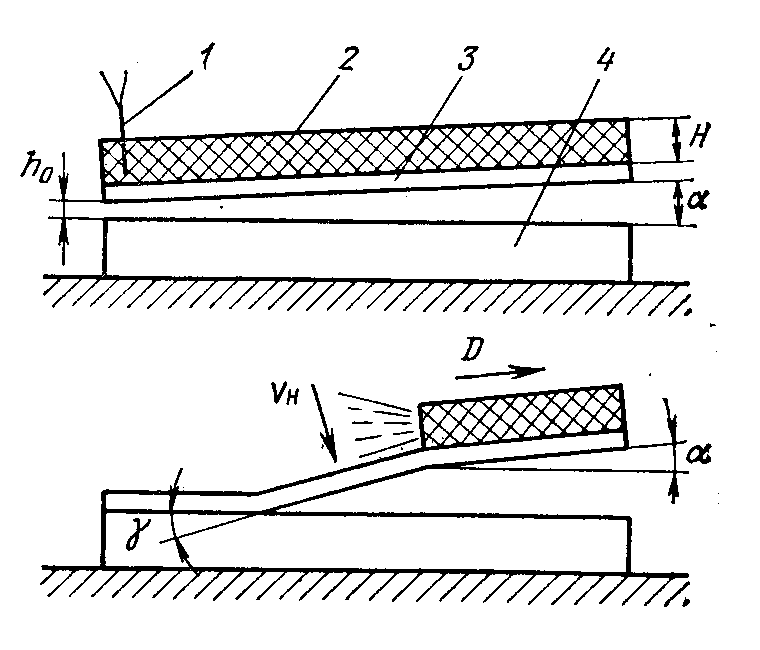
Распространённый способ – это изготовление биметаллических заготовок. Процесс заключается в следующем.
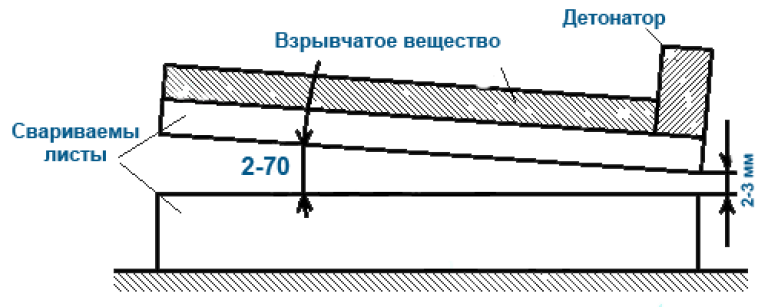
Основная плита помещается на опорный фундамент. Металлический лист, который предполагается перемещать, устанавливают под углом 3-10 относительно поверхности плиты.
По её длине устанавливается взрывчатка и равномерно распределяется. Далее проводится монтаж детонатора. Движение листа происходит после контролируемого взрыва.









Он перемещается за доли секунды ко второму. В результате столкновения большой силы получается соединение.
Метод соединения труб по стыку. В этом случае также используется сварка взрывом. Особенность процесса заключается в использовании телескопических стыков.
По стыку закладывают ВВ (взрывчатое вещество) в виде кольцеобразной полосы.
Чтобы предупредить деформацию самой трубы при взрыве в неё вводят сердечники. Они противостоят процессу деформации.
Схема сварки взрывом
Какое оборудование необходимо?
В этом вопросе всё предельно ясно. Для проведения работ необходимы три составляющие. Это:
- Поверхности, которые необходимо соединить.
- ВВ (взрывчатое вещество).
- Детонатор, используемый для провокации взрыва.
Но это ещё не всё. Существуют другие условия, которые необходимы для взрывного метода соединения разнородных тел. Необходимо помнить, что ГОСТ сварки взрывом 260184 регламентирует термины и определения основных понятий.
Для проведения работ, кроме трёх составляющих, нужно подготовить: полигон, площадку и взрывную камеру.
Сущность сварки взрывом
Определение сварки взрывом
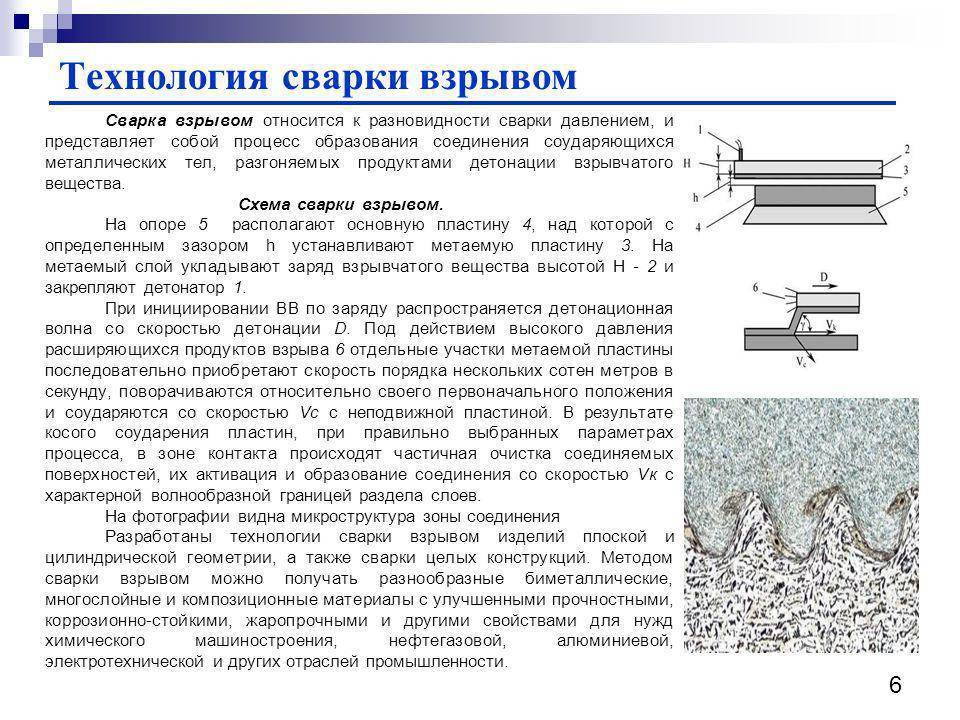
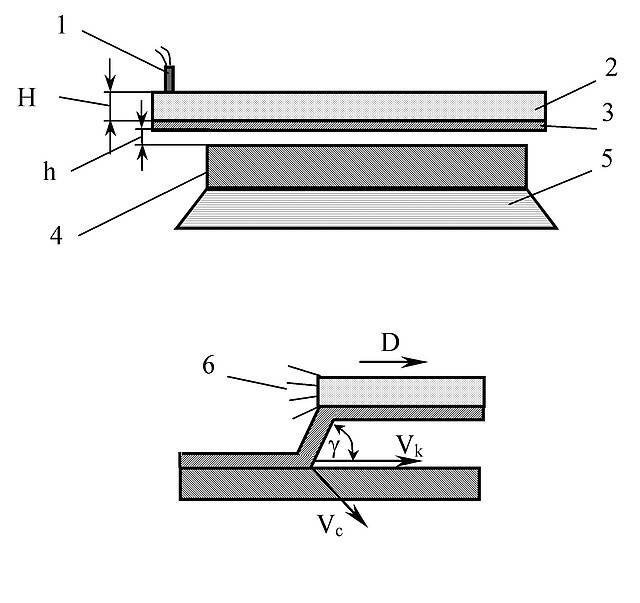
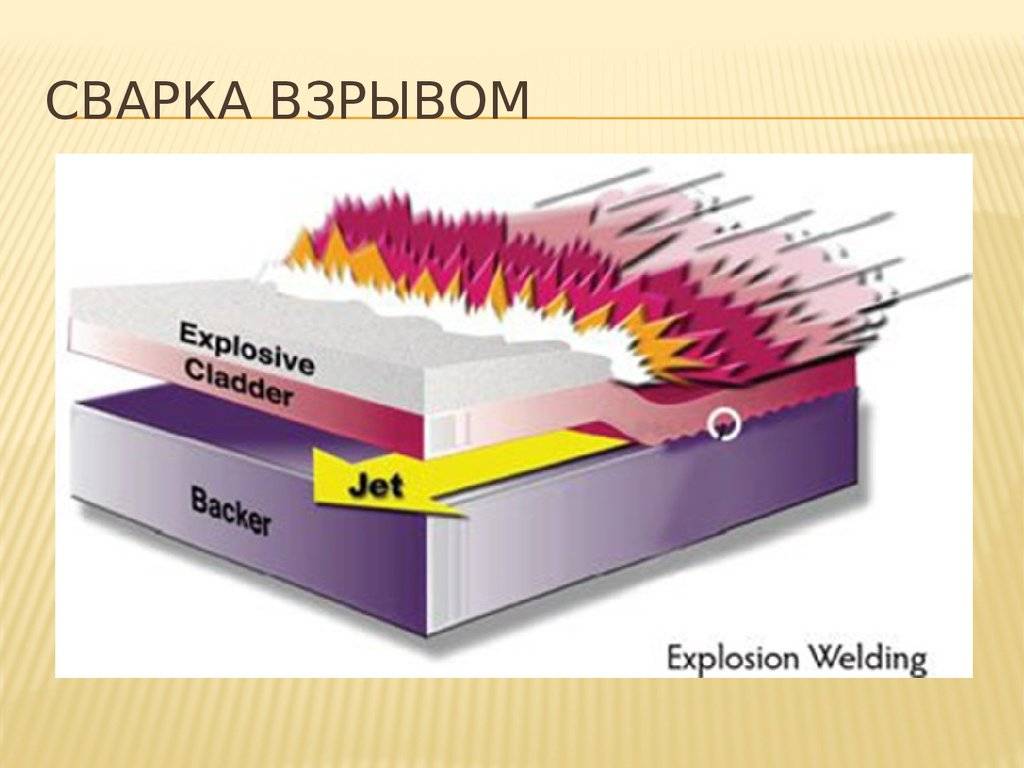
Сварка взрывом — это один из видов сварки давлением, который происходит за счёт воздействия энергии, выделяющейся при взрыве специальных взрывчатых веществ.
Схемы сварки и описание процесса
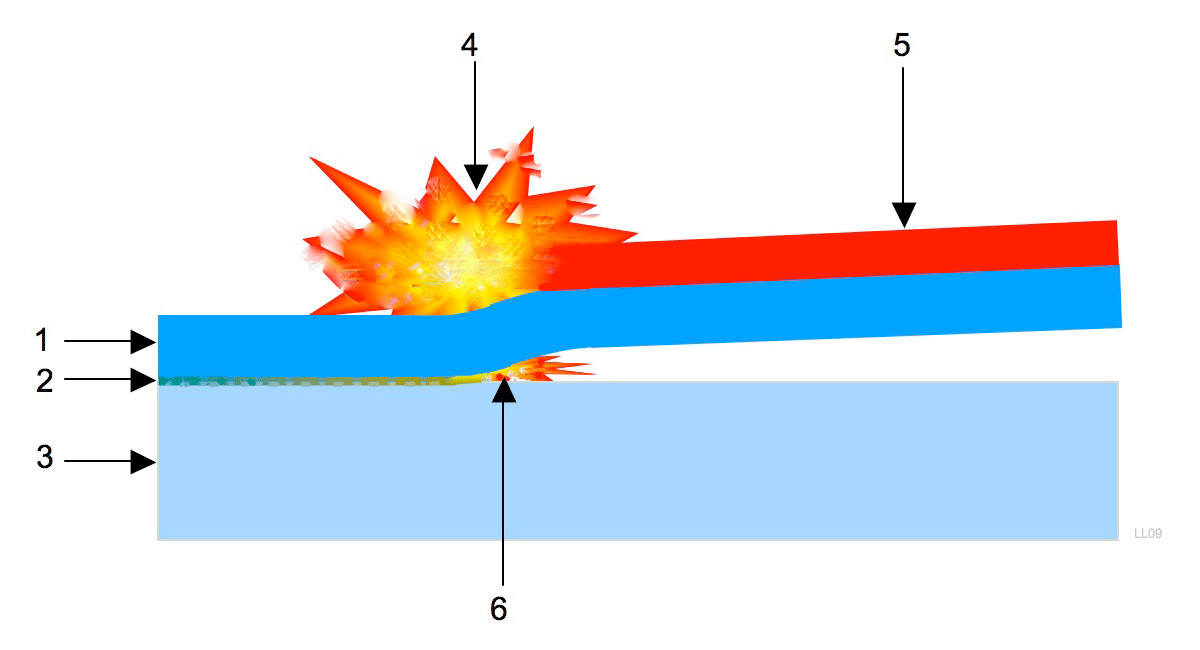
Принципиальная схема сварки взрывом показана на рисунке 1. Неподвижная пластина (поз. 4) и метаемая пластина (поз. 5) располагаются под углом ? друг к другу, на расстоянии h от вершины угла. На метаемой пластине располагается взрывчатое вещество (поз. 2), а на вершине угла располагается детонатор (поз. 1). Процесс сварки происходит на опоре (поз. 5). В качестве опоры может быть металл, земля, песок и другие вещества.

Метаемая пластина превосходит по площади основную пластину, это необходимо для минимизации эффекта бокового разлёта частей металла в процессе взрыва.
На практике наиболее распространена схема, когда угол равен 0°, так называемая, параллельная схема. Эти базовые схемы являются основой для всех технологических схем, разработанных для каждого конкретного случая (см. рис. 2).

Схема а — параллельная, для сварки многослойных изделий; б — плакирование наружной поверхности труб; в — эквидистантная схема; г — плакирование внутренней поверхности труб: д — плакирование крупногабаритных обечаек с противозарядом.
Позициями на рисунках обозначены: 1 — детонатор; 2 — заряд взрывчатого вещества; 3 — метаемый элемент; 4 — неподвижный элемент; 5 — опора; 6 — установочный элемент; 7 — стержень; 8 — конус; 9 — матрица.
Физическая основа сварки взрывом
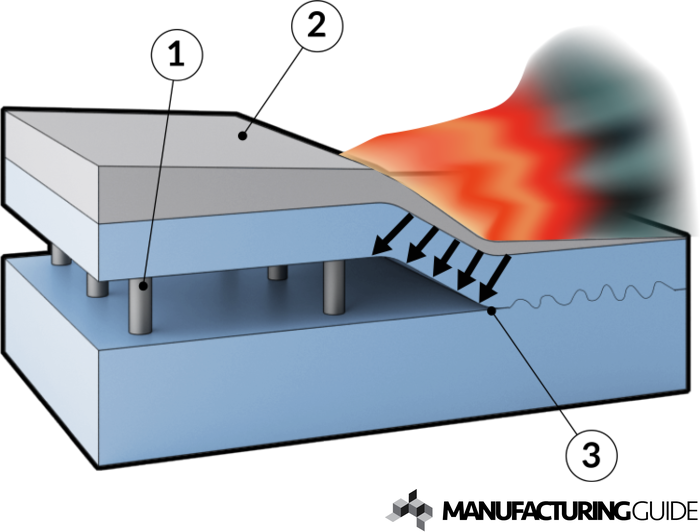
В процессе взрыва по заряду взрывчатого вещества распространяется детонационная волна. Скорость её распространения измеряется тысячами метров в секунду. Под действием этой волны метаемая пластина приобретает скорость порядка нескольких сотен метров в секунду и происходит её соударение с неподвижной пластиной под определённым углом.
В окрестности точки соударения возникает высокое давление, которое в десятки раз превышает предел прочности материалов. Под воздействием такого давления, согласно гидродинамической теории, свариваемые материалы текут подобно жидкостям. Их течение определяется углом соударения и скоростью точки контакта.
В процессе соударения сварные поверхности самоочищаются и создаются условия для их сближения под воздействием высокого давления и совместного пластического течения. Весь процесс длится порядка 10-6 с, поэтому взаимная диффузия не успевает распространиться на большую глубину.
Технологические возможности сварки взрывом
Сварка взрывом позволяет соединять между собой такие материалы и сплавы, сварка которых другими способами затруднена. Это касается, к примеру, сварки стали с алюминием или титаном. При этом, по прочности сварной шов таких соединений не уступает прочности наиболее слабого металла в паре.
Сварка взрывом позволяет получать как заготовки, так и уже готовые детали различной формы и разных габаритов. На практике были случаи успешного плакирования листов площадью до 50м2, толщиной до 460мм и массой до 40т. Толщины плакирующих слоёв могут колебаться от 0,01 до 45мм.
Данный способ сварки очень хорошо подходит для плакирования труб или цилиндров, а также деталей с криволинейной поверхностью, таких как лопасти турбин, подпятники и других.
Трудности взрывного процесса
Основная трудность – это хранение и использование взрывчатки. Любой взрыв – это негативное воздействие на окружающую среду. Поэтому сварка взрывом производится на открытых полигонах, которые располагаются далеко от промышленных и жилых построек, а также в районах сейсмически безопасных, как показано на видео. Если использовать данную технологию для сварки небольших деталей, то ее можно применять в специальных металлических камерах (см. видео) или в подземных укрепленных помещениях.
Как и в случае с другими видами сварки, при соединении взрывом нужно обязательно зачистить места стыковки деталей. Это зачистка до металлического блеска, плюс обезжиривание растворителем.






И еще одна достаточно серьезная трудность, встречаемая при сварке взрывом – это точно соблюсти все технологические величины. Как показала практика, в основном используются экспериментальные способы подбора. Все дело в том, что взрыв – процесс моментальный, остановить его в какой-то определенный момент невозможно, а значит, и изучить его не под силу пока. Именно поэтому автоматизировать этот сварочный процесс не получается.
Сварка взрывом дает возможность соединять между собой любые детали из любых металлов. Однако высокая тепловая энергия, выделяемая при взрыве, может изменить структуру мягких металлов. Обычно происходит диффузия в зоне сваривания, что приводит к снижению качества сварного шва. И если в дальнейшем конструкция из соединенных металлов будет при эксплуатации подвергаться нагрузке высокими температурами, то прочность соединения постепенно снизится до нуля. А это разрушение конструкции в целом.
Поэтому в технологию сварки взрывом вносятся изменения. А именно между свариваемыми заготовками устанавливаются пластины из металлов, которые при взрыве не вступают в химическое взаимодействие с основными заготовками. К примеру, сварка взрывом между сталью и титаном может привести к тем самым ослабевающим последствиям. Поэтому между ними укладываются пластины из ванадия, ниобия или тантала.
И все же сварка при помощи взрыва сегодня для некоторых позиций – единственно возможный вариант соединения. Поэтому эту технологию используют, ее изучают и усовершенствуют. Обязательно посмотрите видео, где показано технология сварки взрывом.
Подготовка к работе
Перед процессом необходимо запастись следующим:
- взрывчатое вещество;
- детонатор;
- металлические детали для соединения;
- крепкая опора или фундамент для фиксации неподвижной детали.
Конечно, подготовка будет зависеть от конкретной сварочной задачи. Обычно задачи следующие:
- соединение деталей цилиндрической формы;
- соединение деталей с крупными габаритами;
- соединение сложных заготовок со сложной композицией металлов.
 Сварка металлов взрывом.
Сварка металлов взрывом.
Выполнение работ практически одинаковое при соединении любых видов металлических форм:
- Прежде всего готовится основание для фиксации неподвижной делали. Обычно это плита массивных размеров из металла, железобетона или даже песка. После процесса она часто деформируется и приходит в негодность, эта проблема не относится только к металлическому основанию.
- Вторая свариваемая деталь, которая должна быть подвижной, должна находится по отношению к первой под острым углом в 3 – 10°. Расстояние между деталями не должно превышать 2 – 5 мм.
- Взрывчатое вещество размещается на поверхности подвижной заготовки. На данном этапе главное – расположить взрывчатку равномерно, это ключевой фактор качества соединения, который уменьшает риск смещений или деформации самой взрываемой заготовки.
- Гексоген, аммонал и многие другие виды взрывчатых веществ можно применять для такого рода сварочных работ, марок и разновидностей очень много.
- Размещение взрывчатки на поверхности проводят с помощью специального контейнера, который является картонной коробкой без крышки и с отверстиями на дне. Отверстия нужны для максимально плотного контакта взрывчатки с поверхностью заготовки.
- Последним размещается детонатор, после чего можно начинать взрыв. Он происходит после активации взрывчатки с формированием взрывной волны с огромной скоростью. Скорость зависит от сорта взрывчатки и ее состояния: плотности, влажности, времени хранения и т.д.
Преимущества и недостатки
Хотя сварка взрывом не везде применима, она требует определенных условий, технология использования энергии детонации для соединения металлов имеет ряд преимуществ:
- Это единственный метод, позволяющий получать соединение металлов с различными физическими характеристиками.
- Многокомпонентные материалы сочетают в себе особенности каждого из слоев, можно делать биматериалы с заданными свойствами.
- Высокотемпературное покрытие черных сплавов цветными и жаропрочными металлами приводит к существенной экономии: дорогостоящие заготовки заменяют плакированными.
- Прочность сварного соединения: механическая и термическая обработка деталей не влияет на прочность шва.
- Метод применим для работы деталями сложной конфигурации: можно плакировать изгибающиеся и угловатые поверхности.
- Процесс протекает с огромной скоростью.
Главный минус этого способа соединения неоднородных металлов – низкая управляемость процессом. Образующаяся взрывная волна небезопасна, она распространяется с высоким шумовым эффектом. Это еще не все недостатки:
- с трубами и деталями работают в специально созданных металлических камерах;
- для соединения листовых поверхностей делают опорные железобетонные «подушки» в условиях полигонов;
- при высокотемпературной обработке деталей прочность соединения снижается;
- применение взрывчатых веществ требует безопасности;
- нужны большие временные затраты на подготовительном этапе работ;
- необходимо заниматься подготовкой кадров, специалистов нельзя заменить автоматами.





