

Контроль качества
При визуальном методе контроля швов выявляют подрезы, наплывы, трещины. Внутренние дефекты выявляют методами разрушающего или неразрушающего контроля.
Разрушающие:
- металлографический анализ шва;
- исследование химического состава диффузного слоя;
- механические испытания (определяют предел выносливости соединения на растяжение, кручение, изгиб под ударной нагрузкой, сжатие; проверяют усталостную стойкость шва, герметичность соединения).
Разрушающие методы контроля применяются в исключительных случаях:
- на образцах при разработке технологии;
- готовых деталях при выборочном контроле, регламентированном стандартом.
К неразрушающим методам относятся исследования с применением приборов, делается:
- просвечивание соединения рентгеновскими или гамма-лучами;
- ультразвуковой основан на способности луча отклоняться при различной плотности материала;
- магнитные фиксируют изменение потока.
Исследования проводятся выборочно, где на шов оказывается разнонаправленная нагрузка. Фрикционная технология надежная: образуются прочные швы, если обеспечена достаточная скорость движения, на разогретый металл оказывается необходимое давление.
Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
| Диаметр электрода, мм | Толщина металла, мм | Величина тока, А |
| 1 | 1 — 2 | 10 — 15 |
| 1,6 | 2 — 3 | 30 — 90 |
| 2 | 3 — 4 | 50 — 100 |
| 3 | 4 — 6 | 100 — 160 |
| 4 | 6 — 7 | 150 — 220 |
| 5 | 7 — 9 | 210 — 280 |
| 6 | 9 — 10 | 260 — 300 |
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.
Технологические особенности
Оборудование, используемое для такого вида сварки в промышленных масштабах, позволяет соединять заготовки, минимальный диаметр которых составляет 6 мм. Применять такую технологию целесообразно для сваривания поверхностей площадью 30-8000 мм².
Механические показатели полученного шва не ниже, чем у основного материала. В шве нет пор и раковин, что позволяет достигать высоких показателей прочности. На единицу сечения в среднем тратится около 15-20 т/мм², что в 5-10 раз меньше, чем при контактном методе сваривания. Машинное время сварки всего 1-30 секунд, что позволяет достигать производительности 60-450 сварок/ч.
Насколько подходит для разных материалов
Фрикционный метод сваривания используется для соединения разных сталей:
- углеродистых;
- малоуглеродистых;
- высоколегированных;
- инструментальных.
Также можно работать с такими сплавами:
- алюминиевыми;
- медными;
- титановыми;
- магниевыми;
- свинцовыми;
- циркониевыми и цирконием в однородном сочетании;
- термопластами.
Подготовка деталей
Этот метод нетребователен к чистоте поверхностей, по сравнению с другими видами сварки. Если соединяются детали разного размера, то проводится фигурная обработка их концов. Главное — обеспечить, чтобы поверхности трения были перпендикулярны оси вращения заготовок. Отклонение может составлять 5-7%. Детали, предназначенные для сваривания, могут быть порезаны на гильотине, дисковой пилой и даже газорезкой.
Необходимые для сваривания деталей условия на их поверхности создаются после пластической деформации металла в зоне трения. Наличие тонких оксидных пленок не влияет на качество соединения, т.к. они удаляются во время сваривания. Окалина, образовавшаяся после прокатки, штамповки или проковки, должна быть удалена, то же касается и ржавчины.
Как подобрать подходящий метод
Какой метод фрикционной сварки выбирать, зависит от формы, размеров деталей, технологических возможностей предприятия и т.д.
Рекомендуем к прочтению Технология соединения с помощью ванной сварки
Все существующие методы сварки трением имеют несколько режимов, различающихся такими параметрами:
- скоростью вращения заготовок;
- силой сдавливания;
- толщиной сварного кольца (при радиальном методе).
Физические параметры зависят от выбранной технологии сваривания, но условно их делят на:
- низкоскоростную, которую используют для материалов с высокой вязкостью, а также в том случае, когда есть вероятность нарушения структуры волокон деталей;
- стандартную;
- ускоренную, используемую при соединении сплавов и легкоплавких металлов методом перемешивания.
Обработка шва
Для снижения в сварном шве напряжений, повышения его пластичности, рекристаллизации и улучшения качества шва может выполняться его термическая обработка. Этот метод не используется при работе с низколегированными, высоколегированными хромоникелевыми и хромистыми сталями. Применяют его при соединении легированных и нелегированных среднеуглеродистых сталей.
Преимущества и недостатки сварки трением
Преимущества
1. Высокое качество соединения. В месте стыка отсутствуют многие дефекты, присущие сварным швам, полученным при помощи других видов сварки. К примеру, в месте соединения исключается образование газовых пор и сварных трещин, различных неметаллических включений и других дефектов.
2. Постоянство механических свойств. Как правило, механические свойства основного металла, места стыка и зоны возле него практические одинаковые из-за равномерной структуры металла.
3. Высокая производительность метода. Весь цикл сварки занимает от нескольких секунд до нескольких минут, в зависимости от размеров свариваемых деталей.
4. Подготовка к сварке занимает меньше времени. Из-за того, что нет необходимости удалять оксидные плёнки с соединяемых поверхностей и зачищать их, это существенно экономит время подготовки.
5. Не требуется дополнительных присадочных материалов, как для многих других видов сварки.
6. Не требуется дополнительных операций после сварки, таких как отпуск, отжиг, проковка и др.
7. Снижаются затраты на последующую механическую обработку после сварки.
8. Отсутствуют сварочные поводки и низкая степень деформации после окончания сварки.
9. Большая номенклатура свариваемых материалов. Сварка трением позволяет сваривать многие материалы, как между собой, так и в различных их сочетаниях.
10. Высокий коэффициент использования металла (КИМ). У альтернативных методов получения заготовок (отливки, поковки и др.) КИМ значительно ниже.
11. Меньшая степень вредности. При сварке трением отсутствует яркий слепящий свет, как при дуговой сварке, нет выделения вредных газов, отсутствуют брызги расплавленного металла.
12. Лёгкая возможность автоматизации. Достигаться она может установкой машин для сварки в автоматические и роторные поточные линии, или, к примеру, применением управляющих компьютеров, работающих по программам.
13. Экологичность процесса. Для сварки не требуется защитных газовых сред, флюсов или покрытий, из-за этого нет выделения вредных веществ в воздушную среду.
14. Низкая энергоёмкость. По сравнению с обычной дуговой сварки энергоёмкость снижена в 10 раз.
Недостатки
1. Низкая универсальность процесса и относительно небольшая номенклатура свариваемых деталей.
2. Габариты свариваемых деталей ограничены. В случае с круглыми деталями, при сварке которых одна неподвижно закреплена, а вторая вращается вокруг своей оси (ротационная сварка), экономически нецелесообразно сваривать заготовки, диаметром более 150мм.
3. Дорогое и громоздкое оборудование для сварки трением.
4. Возможно искажение волокон в зоне сварки, если сварное соединение в процессе эксплуатации подвергается высоким динамическим нагрузкам.
5. Отсутствие мобильности. Невозможно применить данный вид сварки в «полевых условиях» и различных монтажных работах, так как сварочное оборудование для сварки трением является стационарным, а не мобильным.









Основные этапы процесса сварки трением с перемешиванием
Сущность СТП описана в главе 1. Процесс можно разделить на три этапа:
1) этап внедрения инструмента — момент внедрения вращающегося инструмента в свариваемые детали на определенную глубину, без его продвижения;
2) этап перемещения инструмента — передвижение инструмента вдоль стыка, собственно процесс сварки, установившийся процесс;
3) этап остановки — остановка движения и извлечение вращающегося инструмента.
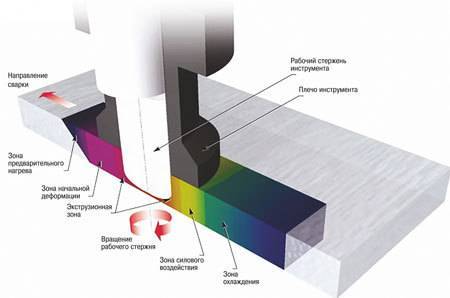
Первый этап – это подготовка металла к последующему передвижению инструмента. В начальный момент погружения инструмента на инструмент действуют максимальные нагрузки, т.к. инструмент погружается в холодный металл, причем погружение начинается с внедрения пина, диаметр которого мал, поэтому тепловыделение в начальный момент минимально. Как только поверхности свариваемого металла касаются заплечики, диаметр которых в 3..5 раз больше диаметра пина, генерируется большее количество тепла и процесс переходит в установившуюся стадию, с практически постоянным уровнем осевого усилия и крутящего момента. Следует отметить, что в начальный момент погружения инструмента происходит смятие микровыступов и разрушение оксидных пленок – в данный момент трение происходит не по всей поверхности инструмента, тепловыделение незначительно, могут наблюдаться вырывы на поверхности свариваемого материала; особенно ярко данная картина наблюдалась при погружении инструмента без пина. При дальнейшем заглублении устанавливается пластическое течение металла под заплечиком – устанавливается чистое трение, в пластическую деформацию вовлекаются более глубокие слои металла. Только после установившегося процесса пластического течения металла можно начинать сварку, т.е. перемещение инструмента вдоль стыка.
Второй этап — перемещения инструмента вдоль кромок собранных деталей, собственно сварка. В процессе сварки происходят практически те же процессы, что и при погружении. Передняя кромка инструмента при движении наезжает на исходный материал. Происходит смятие выступов, нагрев и переход к чистому трению. Материал переходит в активированное состояние, о котором будет сказано несколько позже. Активированное состояние металла при СТП — установившийся процесс чистого трения инструмента о свариваемый металл и установившееся пластическое течение объема металла под заплечиком инструмента – одно из условий формирования качественного сварного соединения, без которого процесс СТП вообще не может быть осуществлен. С увеличением скорости сварки уменьшается время контакта инструмента со свариваемым металлом, уменьшается тепловложение, и энергии для перехода к пластическому течению металла под заплечиком может не хватить.
В представленной работе основное внимание будет уделено второму этапу процесса СТП. Третий этап – прекращение движения инструмента и вывод его из свариваемого материала
Важно не прекращать вращения инструмента, не извлеченного из металла, т.к
это может привести к привариванию инструмента к свариваемому металлу (см
Важно не прекращать вращения инструмента, не извлеченного из металла, т.к. это может привести к привариванию инструмента к свариваемому металлу (см. рис
3.1) или интенсивному налипанию (схватыванию) металла
рис. 3.1) или интенсивному налипанию (схватыванию) металла
Третий этап – прекращение движения инструмента и вывод его из свариваемого материала
Важно не прекращать вращения инструмента, не извлеченного из металла, т.к. это может привести к привариванию инструмента к свариваемому металлу (см. рис
3.1) или интенсивному налипанию (схватыванию) металла
рис. 3.1) или интенсивному налипанию (схватыванию) металла
Преимущества сварки трением
Возникшая в ходе экспериментов по присоединению концевых деталей на токарном станке сварка трением получила быстрое распространение в различных производствах. Сегодня это один из самых высокоэффективных процессов соединения заготовок, чаще всего круглой формы, изготовленных как из однообразных, так и разнородных материалов. Его применение позволяет в несколько раз увеличивать производительность работ при высоком качестве стыка. К преимуществам данного способа относят несложное оборудование, простоту процесса работы, а также экономичность.
Схемами сварки трением предусмотрено вращение сжатых деталей: одной из двух, обеих, вращающейся вставки между неподвижными либо поступательно-возвратным движением единственной. Нагревание их происходит посредством трения с почти мгновенной остановкой по завершении процесса нагрева. Причем усилие сжатия заготовок постоянно, а усилие проковки увеличивается с нагревом и после торможения вращающихся деталей. На параметры режима такой сварки оказывают влияние как скорость вращения с длительностью действия усилия проковки, так и величины осадки с осевым усилием в ходе нагревания и проковки.
Исключительно высокое и стабильное качество соединения при несложной технике работы на станках сварки трением делает ее результат, не зависящим от квалификации и опыта работающего. Удобство режимов этой технологии способствует устранению имеющихся трудностей в контроле качества сварных соединений другими способами, что особенно эффективно для изготовления режущего инструмента типа сверл, фрез и метчиков. С его помощью можно соединять дорогостоящие режущие части с хвостовиками определенного инструмента из других материалов. Также широко применяются машины сварки трением в автомобиле- и станкостроении.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
https://youtube.com/watch?v=ll3GYDuKxks
Виды сварки трением
Существует несколько подтипов сварки трением. Это сварка трением с непрерывным приводом, инерционная сварка, колебательная, орбитальная и радиальная. Давайте разберем каждый тип подробнее.
Сварка трением с непрерывным приводом
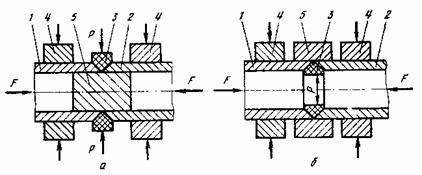
Данный тип соединения металлов один из старейших среди всех подтипов сварки трением. Впервые он был разработан в середине 20-го века. Одна из заготовок находится в статичном положении, а другая вращается. Во время соприкосновения деталей образуется осевое усилие нагрева. Детали нагреваются до нужной температуры и вращающаяся заготовка останавливается. Далее следует проковка. Ниже вы можете видеть схему данного типа сварки, где под цифрой 1 обозначен тормоз, а под цифрой 2 и 3 обозначены заготовки.
Инерционная сварка
Этот тип сварки заключается в том, что энергия накапливается во вращающемся маховике, который насажен на шпиндель. После того, как маховик будет достаточно раскручен, две детали сжимают под давлением. Процесс сварки останавливается вместе с остановкой шпинделя. Ниже схема инерционной сварки, где 1 — это маховик, а 2 и 3 — это детали.
Колебательная сварка
Колебательная сварка также называется сваркой вибротрением. Суть данного типа сварки заключается в том, что одна либо две заготовки колеблются под углом. Колебательная сварка применяется очень редко, но она хорошо показала себя при сварке термо- и реактопластов.
Орбитальная сварка
Мы посвятили отдельную статью орбитальной сварке, обязательно прочтите ее. В рамках этой статьи мы расскажем кратко. Орбитальная сварка — это метод соединения металлов, когда обе заготовки вращаются вокруг друг друга. После сварки нужно совместить оси деталей, тем самым остановив их, а затем выполнить проковку.
При орбитальной сварке тепло выделяется равномерно, поэтому можно без проблем варить детали с большой площадью сечения. Ниже вы можете видеть схему орбитальной сварки. Буквой а отмечена стадия нагрева, а буквой б отмечена стадия проковки деталей.
Радиальная сварка
При радиальной сварке трением используется внутреннее и наружное кольцо. Оба кольца вращаются под определенным углом и выделяют тепловую энергию, которая плавит концы труб. Предварительно трубы плотно стыкуют друг с другом. Также на трубы может оказываться дополнительное давление. Ниже схема данного типа сварки, где а — это наружное кольцо, б — это внутреннее кольцо, 1 и 2 — это детали, 4 — это зажимные части.
РАЗРАБОТКА технологии сварки трением с перемешиванием АЛЮМИНИЕВОГО СПЛАВА Амг5
DEVELOPMENT OF TECHNOLOGY OF WELDING BY
FRICTION WITH HASHING OF ALUMINIUM AMG 5 ALLOY
БратушинД.А.,
ЖевалёвО.Ю., КуцЛ.Е.
Bratushin D.A., Zhevalyov O.Yu., Kuts L.E.
Рассмотрены вопросы по применению
сварки трением с перемешиванием для алюминиевого сплава АМг 5 и результаты
исследования процесса.
Questions on welding application
by friction with hashing for the AMG 5 aluminum alloy and results of a research
of process are considered.
Ключевые слова: сварка, трением, перемешиванием, шва,
Key words: welding, friction, hashing, seam.
Для решения проблем свариваемости различных деталей из таких материалов
как алюминиевые сплавы, сплавы на основе титана , фторопласты и других
материалов используется сварка трением с перемешиванием.
Необходимая пластичность материалов, обеспечивающая формирование
сварного соединения в твёрдой фазе, достигается при помощи процессов трения в
системе деталь + деталь + инструмент. При этом в зоне трения возникают
температуры порядка 0,7÷0,9 температуры плавления соединяемых материалов,
а также происходит перемешивание свариваемых кромок соединяемых материалов и
формирование сварного шва.









От других видов сварки давлением сварка трением с перемешиванием
отличается следующими преимуществами:
– отсутствием процесса плавления свариваемых кромок, что исключает
целый ряд связанных с данным процессом дефектов;
– отсутствие отрицательных воздействий на окружающую среду связанных с
использованием дуговых способов сварки;
– решение проблем связанных с наличием окисных пленок на алюминиевых
сплавах ;
– возможность формирования сварных швов имеющих хороший внешний вид не
содержащих наплывов, чешуйчатости, подрезов;
– возможность использования широко распространенного станочного
оборудования – фрезерных станков.
Качество сварных швов выполненных сваркой трением с перемешиванием во
многом зависти от использования специального инструмента, различные варианты которого
представлены в литературе .
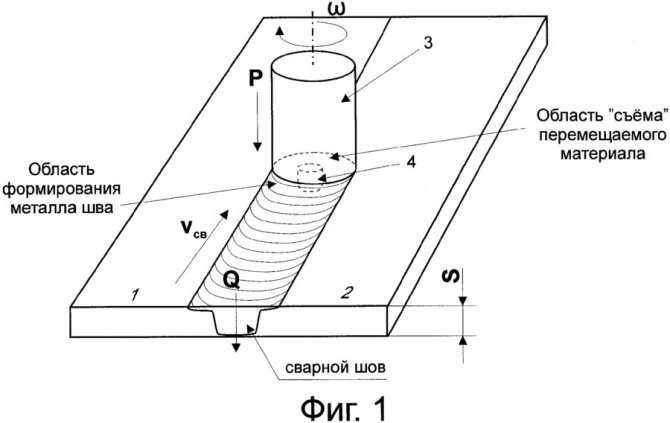
В настоящей работе приводятся результаты разработки
технологического процесса сварки трением с перемешиванием деталей из
алюминиевого сплава АМг5. Для этого была разработана простая конструкция
инструмента, представленная на рисунке 1, который мог крепиться в шпинделе на
фрезерных станках 1Р34, 6Т83Ш-29. Инструмент изготавливался из стали марки Р6М5
с твёрдостью HRC 55-58. В качестве контрольных образцов использовались пластины толщиной
4 мм.
Рисунок 1 – Конструкция инструмента для сварки перемешиванием
Свариваемые пластины крепились встык на рабочем столе
фрезерного станка, инструмент подводился к торцу свариваемого стыка
закрепленных деталей, включалось вращение инструмента, производилось его
внедрение в сварной стык и через 20÷30 с. после начала внедрения,
включалась продольная подача стола фрезерного станка. Использовались следующие
режимы вращения шпинделя и подачи стола:
– на фрезерном станке 1Р34- 600 об/мин, 40 мм/мин
(рис.2);
– на фрезерном станке 6Т83-29- 800 об/мин, 50 мм/мин
(рис. 3).
В обоих случаях было получено хорошее качество
сварного шва.
Рисунок
2 – Сварной шов, выполненный на фрезерном станке 1Р34
Рисунок
3 – Сварной шов, выполненный на фрезерном станке 6Т83-29
Структура поперечного шлифа сварного
шва представлена на рисунке 4.
Рисунок 4 – Структура поперечного шлифа сварного
шва (увеличение Х 100)
На шлифе наблюдается зона сплавления (сварной шов)
обладающая мелкозернистой структурой. Анализ микрошлифов показывает, что для
сплава Амг5 при назначенных режимах скорости вращения шпинделя и подачи стола
структура зерна металла шва остаётся неизменной, что говорит о возможности увеличения
скорости подачи стола – скорости сварки. В любом случае управление
микроструктурой зоны сварного шва, следовательно, и прочностью сварного соединения,
определяется оптимальным соотношением частоты вращения инструмента и скорости
перемещения по стыку.
Список использованных
источников
1. Колубаев Е.А. Особенности
формирования структуры сварного соединения, полученного сваркой трением с
перемешиванием // Современные проблемы науки и образования. – 2013. – № 6. – С.
1–2.
2. Покляцкий А.Г. Прочность соединений
тонколистовых алюминиевых сплавов, полученных сваркой трением с перемешиванием
/ А.Г. Покляцкий, А.Я. Ищенко, М.Р. Яворская // Автоматическая сварка. – 2007.
– N 9. – С. . 50-53. – Библиогр.: с. 53
3. Pekkari
B. The future of welding and joining // Svetsaren. — 2004. — № 1. — P. 53–59.
Info
- Publication number
- RU2780760C1
RU2780760C1
RU2021139484A
RU2021139484A
RU2780760C1
RU 2780760 C1
RU2780760 C1
RU 2780760C1
RU 2021139484 A
RU2021139484 A
RU 2021139484A
RU 2021139484 A
RU2021139484 A
RU 2021139484A
RU 2780760 C1
RU2780760 C1
RU 2780760C1
Authority
RU
Russia
Prior art keywords
welding
tool
friction stir
parts
stir welding
Prior art date
2021-12-29
Application number
RU2021139484A
Other languages
English (en)
Inventor
Иван Константинович Черных
Евгений Владимирович Васильев
Анастасия Георгиевна Кушнарева
Евгений Викторович Кривонос
Original Assignee
Федеральное государственное автономное образовательное учреждение высшего образования “Омский государственный технический университет”
Filing date
2021-12-29
Publication date
2022-09-30
2021-12-29Application filed by Федеральное государственное автономное образовательное учреждение высшего образования “Омский государственный технический университет”
filed
Critical
Федеральное государственное автономное образовательное учреждение высшего образования “Омский государственный технический университет”
2022-09-30Application granted
granted
Critical
2022-09-30Publication of RU2780760C1
publication
Critical
patent/RU2780760C1/ru
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами Стыковое соединение металла разной толщины
Конструктивные элементы подготовки кромок (размеры приведены в мм)
Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва
При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает. Для снятия фасок можно использовать напильник
Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.





Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Машина для сварки трением
Специализированное устройство используется для создания надежных сварных соединений методом пластической деформации материалов, которые находятся в твердом состоянии. Высокопроизводительная машина обладает массой положительных характеристик:

- Производительность высокого класса.
- Качество конечных результатов сварки отменное.
- При использовании машинной сварки создается возможность контролировать качество всей партии продукции.
- Обеспечивается сварка материалов разнородной природы.
- Безопасность при работе: отсутствует УФ-излучение, исключаются опасные выделения газов и нагретые металлические брызги.
При относительных требованиях к заготовкам любая машина подобного типа может собираться, учитывая особенности конкретного заказчика. Такой подход решает проблему создания нового производства, основанного на этой уникальной технологии.

Сварка труб трением
Сварочные работы по технологии трения позволяют не использовать присадочные материалы либо свойства защитных газов при создании прочного шва. Соединение металлических труб происходит без образования пустот при 3 см. толщине. Хорошие качественные соединения получаются даже при сварке алюминиевых сплавов, которые при использовании альтернативных технологий не показывают гарантированного качественного результата. Подобная технология сварки доказывает свою эффективность при работе со сплавами других металлов: медных, магниевых даже титановых.

Радиальная разновидность сварки трением широко применяется при создании герметичных швов на трубопроводах и отдельных цилиндрических конструкций. Соединение труб на неповоротных участках предполагает неподвижное расположение двух концов трубопровода. Непосредственно в зазор вставляется дополнительная нагреваемая вставка, которая перед операцией проковки будет автоматически удаляться. Соединение труб этим методом сварных работ позволяет создать цельную поверхность с одинаковыми показателями толщины сварного шва и его прочности. Этим способом выполняются работы на значимых участках трубопроводов, от которых требуются стандарты прочности и безопасности.
Виды сварки трением
За полвека были разработаны и активно применяются несколько разновидностей фрикционного сваривания деталей. Они обладают своими особенностями, делающими их эффективными в своей области использования.
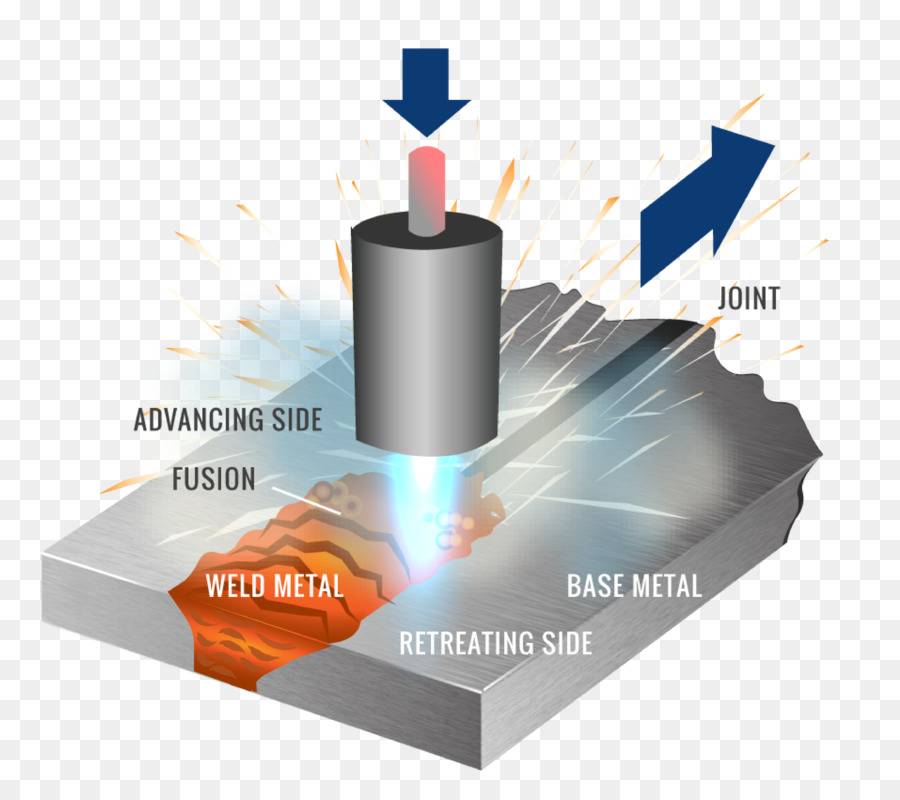
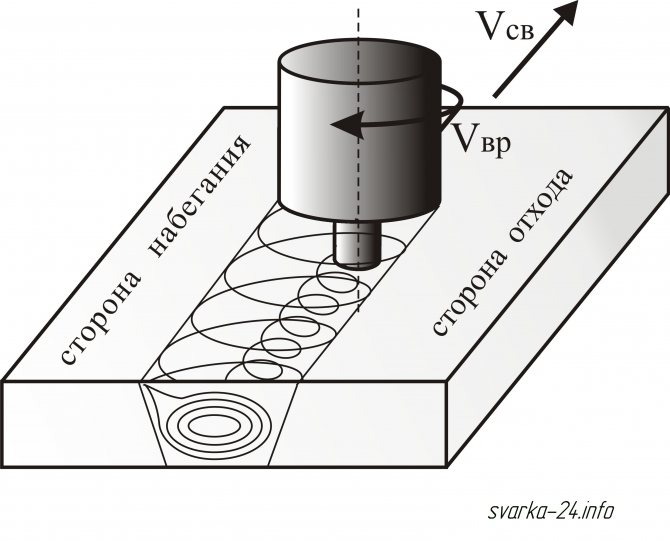
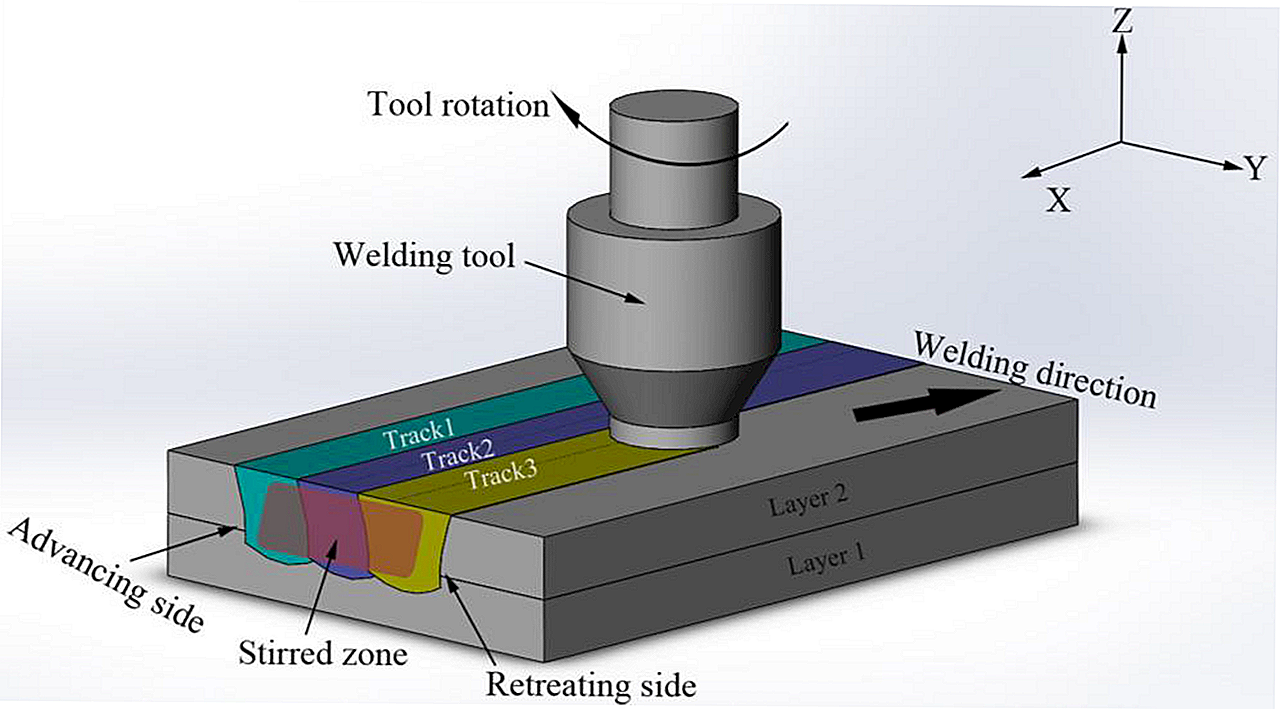
Сварка с перемешиванием
Технология была разработана и начала применяться в конце ХХ века. Суть метода заключается в использовании вращающегося штыря с заплечиками. Штырь изготавливают из тугоплавкого сплава высокой прочности. Вращаясь и нагревая металл, он проникает в него по линии контакта заготовок. За счет вращательного движения, в которое вовлекаются поверхностные слои размягченного нагревом металла заготовок, происходит перемешивание этих слоев. Так обеспечивается равномерность структуры и характеристик шовного материала.

Радиальная сварка
Применяется для соединения труб. В месте стыка на трубы с минимальным зазором надевают металлическое кольцо, которое вращается вокруг них. За счет трения вращения происходит нагрев торцов соединяемых труб. Кольцо обычно изготавливают из того же сплава, что и свариваемые трубы.

Штифтовая сварка
Технология разработана для проведения ремонтов. В ремонтируемой детали сверлят отверстие, в него вводят стержень из такого же сплава, что и сама деталь. В ходе вращения штифта выделяется большое количество тепла, нагревающего металл. Это один из немногих мобильных способов сварки трением.

Линейная сварка
В отличие от остальных технологий, использующих трение, в этой вращение не применяется. Детали двигаются друг относительно друга прямолинейно, возвратно – поступательно и нагреваются до необходимой температуры. В этот момент движение прекращают и сильно прижимают заготовки друг к другу. Излишки металла в состоянии пластичности частично выдавливается из зоны сварки, образуется сварочный шов. Существует вариант технологии, при котором обе свариваемые детали неподвижны, а зоне шва о них трется инструмент специальной формы.

Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
SU1493424A1 * | 1988-02-15 | 1989-07-15 | Институт Электросварки Им.Е.О.Патона | Способ инерционной сварки трением |
US5893507A * | 1997-08-07 | 1999-04-13 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Auto-adjustable pin tool for friction stir welding |
US20050010209A1 * | 2000-06-07 | 2005-01-13 | Lee Fred T. | Radiofrequency ablation system using multiple prong probes |
US20050006441A1 * | 1999-02-12 | 2005-01-13 | Adams Glynn Paul | Stir-friction hot working control system |
RU2289496C1 * | 2005-06-08 | 2006-12-20 | Федеральное государственное унитарное предприятие “Государственный космический научно-производственный центр им. М.В. Хруничева” | Способ фрикционной сварки с перемешиванием материала заготовок (варианты) |





