Выбор режима сварочного аппарата
Для тонколистовых изделий применяют следующие настройки сварочного аппарата и параметры расходного материала:
| Толщина металла, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2,5 | 2,5–3 |
| Ток, А | 10–20 | 30–35 | 35–45 | 50–65 | 65–100 |
 Таблица основных настроек инвертора
Таблица основных настроек инвертора
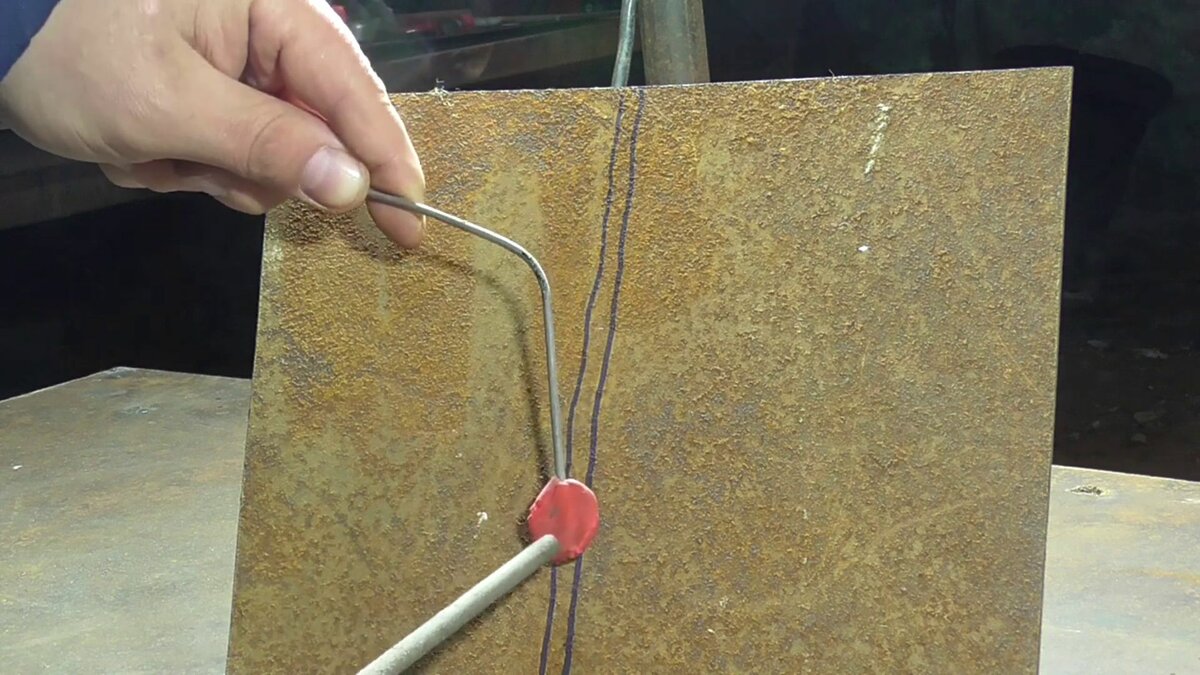
Сварка тонколистового металла происходит на малых токах (10–30 А значение на амперметре). Когда минимальный регулируемый показатель выше этих значений, тогда силу тока понижают, создавая дополнительное сопротивление в цепи. Его получают путем установки высокоуглеродистой стальной пружины между кабелем массы и металлом или используют установку дополнительного балластника.
Тонкая сталь сваривается прерывистой дугой, которую можно получить на аппаратах, поддерживающих импульсный режим. Благодаря ему происходит разрыв сварочного процесса и параллельно остывает металл.
Чтобы избежать прожога при формировании дуги и начать варить в месте соединения, нужно выставить стартовое напряжение на 20% меньше, чем уровень рабочего сварочного тока (если это позволяют сделать настройки аппарата). В противном случае электрод зажигается на толстом участке и переносится на стык.
Работа при малых токах требует использования электродов со специальным, качественным, не тугоплавким покрытием. Оно обеспечивает быстрое разжигание, хорошее горение и препятствует окислению сварочного шва. Плавка электродов такого типа происходит медленно, образуя жидкотекучий металл, с помощью которого получается ровный, неглубокий, аккуратный шов.
Необходимые электроды
Подходящий тип электрода для сваривания тонколистовых изделий – «ОМА-2». В его состав входит ферромарганцевая руда, титановый концентрат, специальные добавки и мука. Они обеспечивают стабильность горения дуги. В качестве аналога часто используют и другой тип электрода – это «МТ-2».
Электроды подбираются в зависимости от марки свариваемого металла. Среднеуглеродистая или низкоуглеродистая сталь варится углеродистыми электродами. Подобным образом происходит выбор электрода и для легированной стали.
 Электроды ОМА-2
Электроды ОМА-2
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при сварке металла, толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Схема сварочного электрода.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | <78 | – 20 |
Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг |
23,5 | 90 | 1,7 |
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные
В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод
Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод
Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
Режимы и особенности применения
Толщина заготовки, мм | 0,8 | 1 | 1,5 | 2 |
Толщина электрода, мм | 1 | 1,6 | 2 | 2,5 |
Сила тока, A | 10…20 | 30…35 | 35…45 | 50…65 |
Главной особенностью применения является более высокая скорость сваривания. В отличие от сварки нержавейки, где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.







Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250оС.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия – это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Как варить тонкий металл?
Сваривание тонколистного железа проводится с помощью различных технологий. При точечном воздействии высоких температур исключается образование прожога для качественного шва.
Подготовка
Как сварить тонколистовой металл известно не всем. Существуют правила подготовки к процедуре:
- Подбирается электрод и коэффициент сварного тока. На корпусе устройства указывается параметр для различной толщины материала. Оптимальным выступает 35–40 А.
- Нужный электрод ставится, зажимается клемма на свариваемом продукте.
- Сварные детали должны прочно присоединяться друг с другом.
Сварка
При малой толщине материала обработка проводится небольшими участками или в шахматном порядке. Применение этой технологии дает возможность ровно распределять тепловые качества:
- Работу начинают с прихвата электродом по краям, затем ставится точка в центре. Таким образом деталь не может быстро нагреваться, равномерно распределяя напряжение.
- После нанесения область зачищают металлической щеткой, чтобы удалить шлак.
- Сварка проводится точечно. Не стоит спешить, нужно дать заготовке остыть.
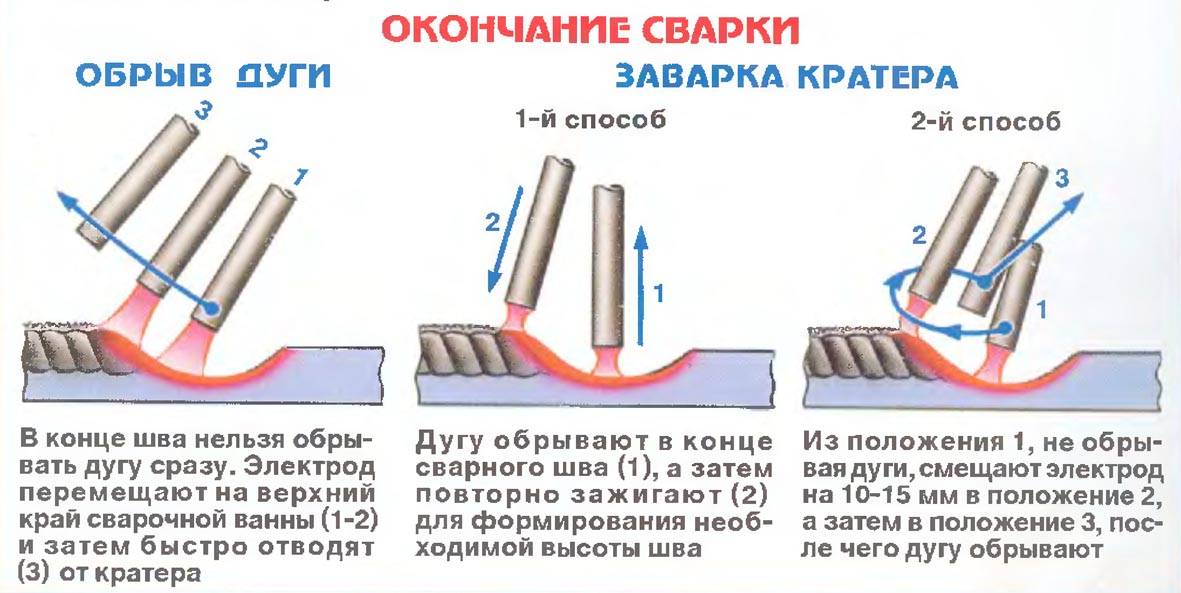
- Когда шов станет ровным, для максимальной герметичности проходят полосой на короткой дуге.
Специалисты советуют наклонять изделие от линии горизонта и делать шов от нижней к верхней части. Тогда лишнее станет выходить и самостоятельно выдуваться посредством давления сварочной дуги.

Точечное соединение металла
Сварка тонкого металла: каковы сложности работы
Схема непрерывистой роликовой сварки.
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Особенности сварки






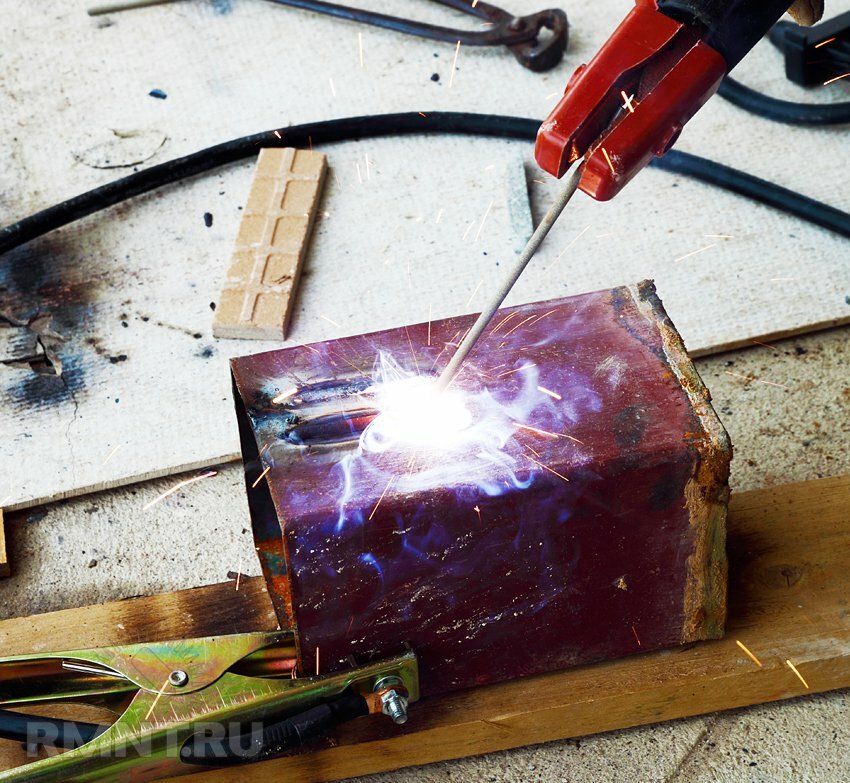
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Работа с оцинкованной сталью

Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Основы ручной сварки
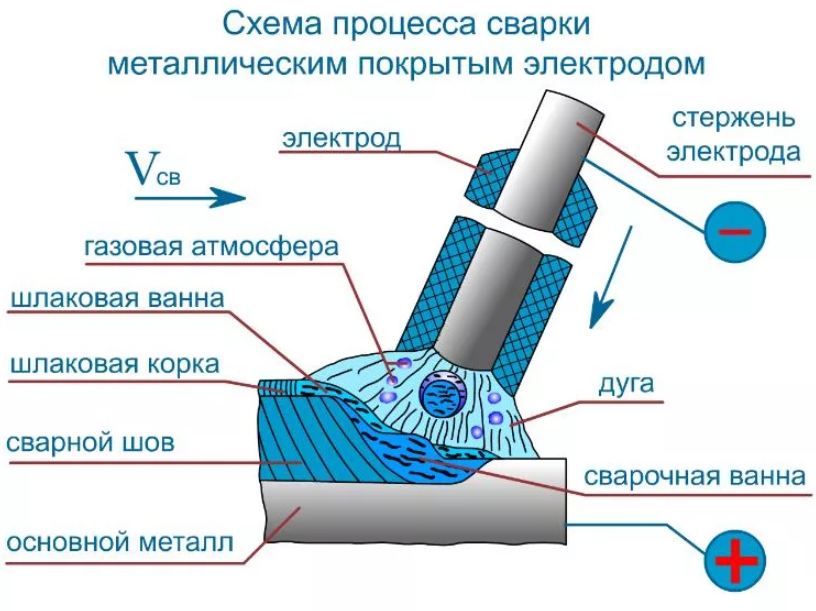
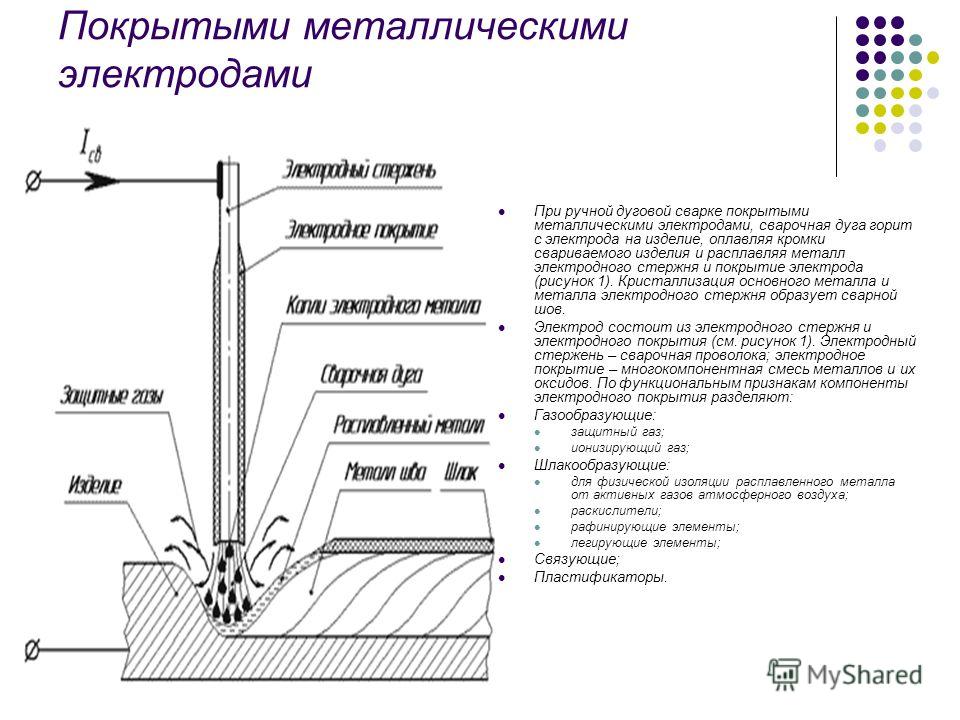
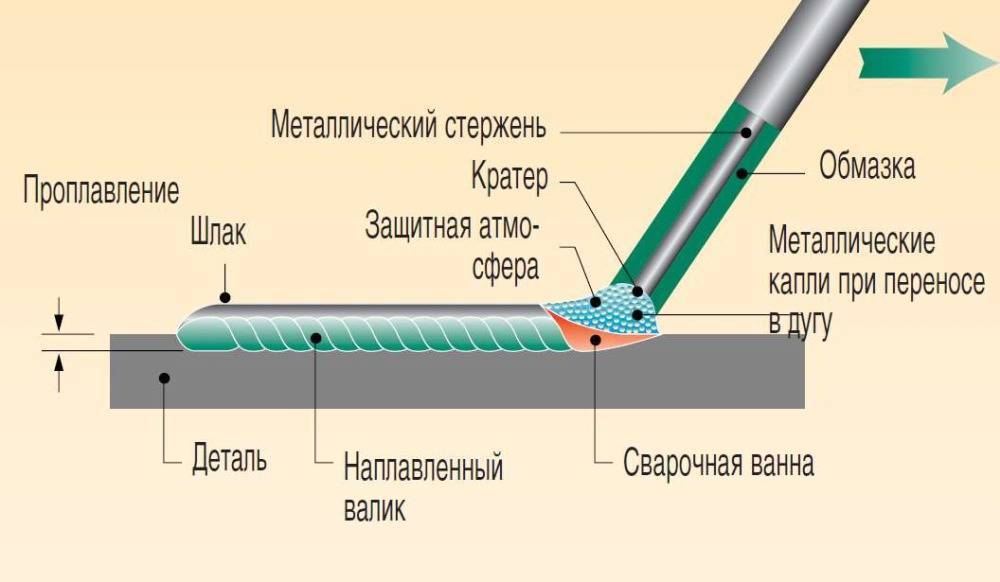
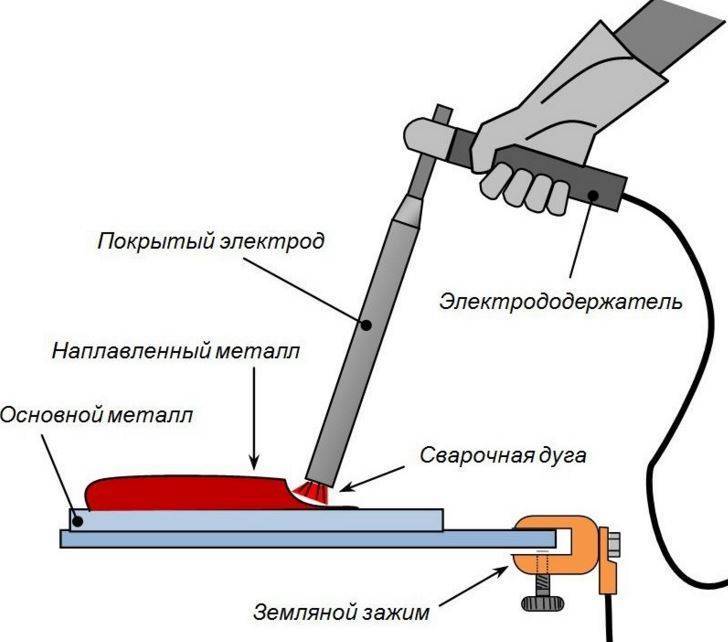
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
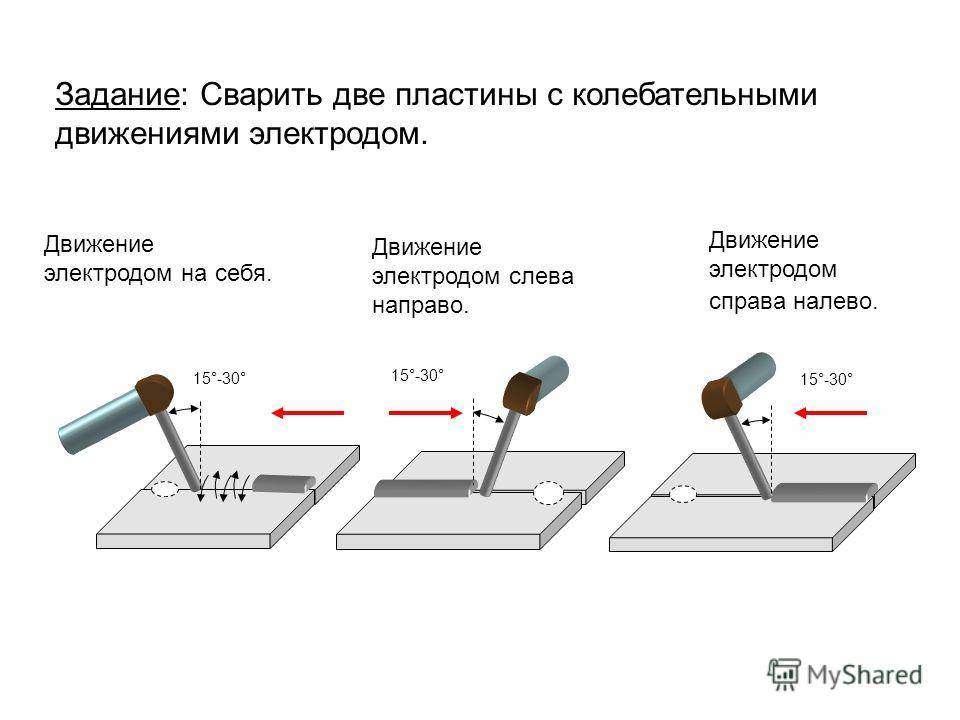
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
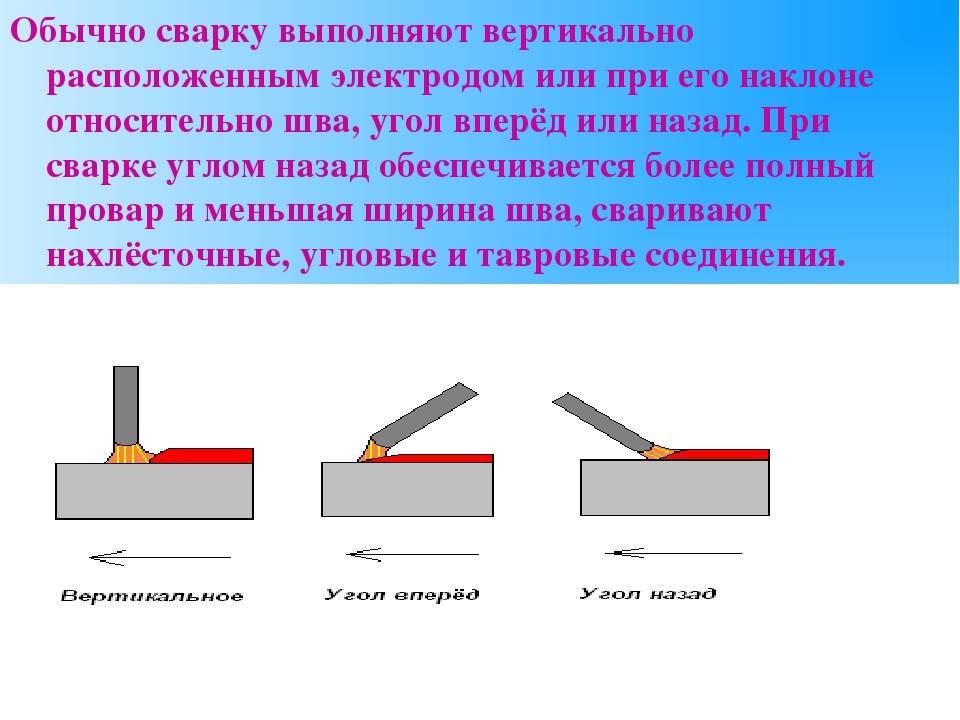
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Читать также: Габариты газового баллона 50 литров
Как сварить тонкую заготовку с более толстой
Рекомендуется выполнить следующую последовательность действий:
Зачистить заготовки от краски и ржавчины, это поможет быстро зажигать дугу.
Надежно зафиксировать детали друг относительно друга. Зазор между ними должен быть минимальным.
Зажигать дугу нужно на толстой заготовке.
После образования сварочной ванны следует поочередно переводить электрод с толстой детали на более тонкую и обратно, долго держать дугу на листе не нужно.
Сварку лучше производить с отрывом электрода: зажигание дуги, перевод на тонкую заготовку, отрыв, снова поджиг на толстой детали
Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс. Угол наклона электрода должен быть направлен так, чтобы как можно меньше воздействовать на тонкую заготовку, а больше – на толстую
Выбирается опытным путем и зависит от реальной толщины деталей.
Если сварка производится в горизонтальном положении, то отрывать электрод необязательно.