

Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Трудности при сварке плавлением алюминиевых и медных изделий
Hegesztésмеди с алюминием довольно затруднительно производить при помощи сварки плавлением.Происходит это из-за того, что состав расплавленного металла регулировать практическиневозможно, а механические свойства сварного соединения сильно зависят от содержанияв нём меди, это хорошо видно из диаграммы (см. рисунок слева).
Если в медно-алюминиевом сплаве содержание меди превышает 12%, то предел прочностипри растяжении перестаёт увеличиваться, а вязкость сплава и его коррозионнаястойкость резко падают. Поэтому, при содержании меди в металле сварного шваболее чем 12%, соединение становится очень хрупким и склонным кобразованию трещин после сварки.
Практические исследования по свариванию алюминия и меди при помощи угольногоэлектрода, не дали положительных результатов. Соединять медь и алюминий припомощи сварки плавлением возможно в том случае, если плавится, будет, преимущественно,alumínium. Часто применяется, так называемое, «замковое» соединение,где это возможно.
«Замковое» соединение алюминия и меди
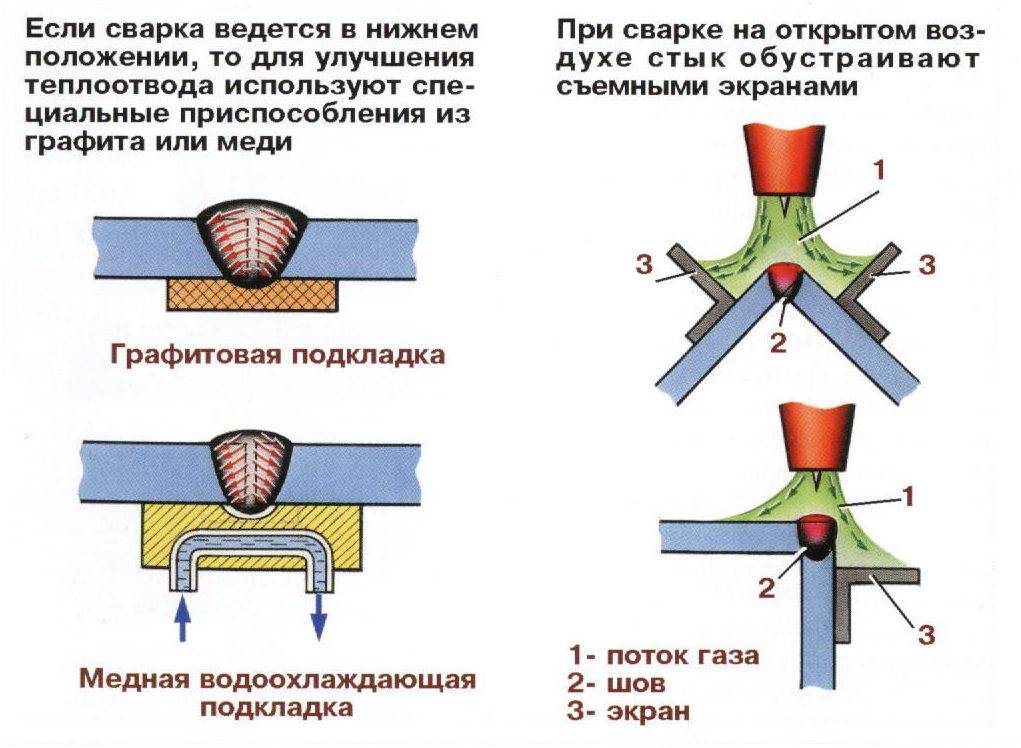
Lényeg«замкового» соединения (см. рисунок слева) состоит в следующем. Налист из алюминия, поз.1 накладывают медную накладку поз.2 и обваривают её повсему периметру сварным швом, вровень с накладкой. Далее выполняют наплавкупоз.3, которая соединяет сварные швы, наплавленные по периметру медной накладки.Таким образом поучается что-то вроде замка из алюминиевого сплава. Процесс сваркинеобходимо производить с формирующими графитовыми планками.
Режимы сварки алюминия и меди
Режимы сварки алюминия с медью очень схожи срежимами сварки алюминия. Характер сварочного тока — постоянный, прямойpolaritás. В качестве присадочного материала используются прутки из литогоалюминия диаметром 12-20мм для толщины алюминия 29-30мм и меди 10мм. Сила сварочноготока 500-550А. Напряжение электрической дуги 50-60В, а её длина 20-25мм. -Raсварки выбираются графитовые электроды диаметром 15-20мм.
Оснащение и механизмы для сварки труб
Для качественного результата необходимо выполнить несколько несложных условий. Во время сварочных работ температура должна быть 425 градусов и меньше, но, ни в коем случае не больше. Самым главным условием является то, что во время спаивания они должны находиться между собой на самом минимальном расстояние, для капиллярного метода этот нюанс очень важен. Сейчас мы вели речь о трубах с участием в спаивании твердых паек, но при использовании мягких паек температура припаивания должна быть меньше 424 градусов.
Виды паек для сварки труб из медного сплава :
1. Классическая пайка используется чаще всего. Ее можно использовать для спаивания труб из меди, белой жести и латуни, если вы хотите сварить их для водоснабжения, то, к сожалению, такая пайка не подойдет. 2. Пайка мягкого типа используется во время соединения деталей с муфтой из латуни. 3. Пайка твердого типа используется в отопительной и сантехнической системе. Пайка этим видом для сварки не требует использование муфт. 4. Пайка из меди и фосфора используется и участием флюса. Не нужно использовать с никелевыми и бронзовыми трубами 5. Пайка с содержанием серебра.
Инструменты для сварки медных труб
1. Резьба для труб. Нужна для нарезания их на отрезки. Вид резки вы можете выбрать по ее диаметру. Стоит отметить, чем выше цена, тем больше труборез для медных труб. 2. Механизм для снятия фаски. Они бывают двух видов: карандаш либо круглый корпус.
3. Расширитель для труб используется во время ее расширения для встройки определенной муфты. Выбирать его нужно в зависимости от размера диаметра трубопровода. Возьмите на заметку! Для того чтобы работы с участием этого инструмента прошли успешно, то для начала создайте трубам мягкость. 4. Щетки и губки для очищения механизмов от излишков. 5. Горелки с газовым снабжением. Используется и выбирается в зависимости от материала трубопровода. Последовательность работ во время сварки труб из меди 1. Для начала проведения работ подготовим наружные стенки трубопроводов. Очищаем их специальной щеткой либо ершиком от пыли и грязи, придаем ей блестящий внешний вид.
2. Если работы будут проводиться при монтировке деталей в системах водоснабжения, отопления, где самая высокая температура достигает не больше 110 градусов, то в таких случая использование муфт не потребуется. Вместо них используется расширитель для труб, которые расширяет ее для того, чтобы образовать достаточное пространство между ними. Теперь вставляем ее с расширением в другую трубу, и пространство заполняем с помощью спаивания. 3. С помощью горелки с газовым снабжением мы после того, как соединили трубы, прогреваем их по всей длине. Тепло должно распространяться равномерно и по всему диаметру трубопровода. 4. Чтобы понять, когда они достаточно прогреты нужно всего лишь поднести к ним небольшой пруток. Если он при контакте начинает плавиться, то соединения считаются достаточно прогретыми. Для улучшения конечных работ пруток для спаивания хорошо прогреваем. 5. В случае если наружные стенки труб прогреты хорошо и приобрели достаточную температуру, то приложите к нему пруток для спаивания и тогда вы увидите, как припой заполнит с помощью капиллярного метода пространство между трубопроводами. 6. После проделывание сварочных работ соединенные детали укладывают на поверхность с ровным покрытием. В таком состоянии они должны находиться не меньше часа, после этого времени их можно использовать.
A réz hegesztése rozsdamentes acélból
A hidrogén jelenléte és a légkörhöz való hozzáférése befolyásolja a rozsdamentes acél hegesztésének végső eredményét. Ez a réz porozitást okozhatja, és tovább repedést képezhet a hegesztési varrásban. A hidrogén oldhatósága a védőgázok légkörének hőmérsékletétől és részleges nyomásától függ. A kristályosodás folyamatában a rézben lévő hidrogén kétszer olyan gyorsan feloldódik, mint egy másik mirigyben.
A rézben lévő kén 0,1%-ig van jelen, folyékony formában oldva, de szilárd rézben oldhatatlan. A hegesztés minőségének nincs jelentős befolyása.
A fenti tulajdonságok miatt vannak bizonyos nehézségek a réz rozsdamentes acél hegesztésére:
- Különböző kémiai összetétel. A rézben lévő hidrogén és oxigén jelentősen csökkentheti a hegesztés minőségét.
- A hővezető képesség különböző együtthatói (rozsdamentes acélból sokkal alacsonyabb).
- Az olvadás eltérő hőmérsékleti módja: a rozsdamentes acél 1800 -as o -nál olvad, és réz 1085 os os, aktívan reagál a légköri gázokkal.
- A réz oldó együtthatója rozsdamentes acélban legfeljebb 0,4%.
- Az acél és a réz közötti hegesztés kialakítása során éles szegély alakul ki az acélból történő átfutott túlteljesítmény miatt.
- Valószínűleg képződik acélrétegekben olyan mikrotörésekkel, amelyek réztel töltik meg. Ennek elkerülése érdekében a hegesztési ívet a réz részre kell mozgatni: így a réz zsarukat a varrás területére szállítják.
Könnyebb a rozsdamentes acél hegesztése tiszta rézzel, mint további zárványokkal. Van egy ilyen összetétel kevésbé szennyeződések nélkül, tehát a hegesztett módszer megválasztása és a hegesztési folyamat fő technológiája megegyezik a többi nemfém fémekkel.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.



Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
https://youtube.com/watch?v=6zZS5FoNzPs
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.




Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева.Hasonló tulajdonságokat birtokolnak az EC és az EG lengyel márkák. Amikor egy csővel meleg hordozóval javítják, akkor szem előtt kell tartani, hogy az ilyen módon elkészített varratok hő- és elektromos vezetőképessége ötször kevesebb, mint a rézé.
Az alkatrészek vastagságától függően az elektróda áramszilárdságát és átmérőjét a táblázat tartalmazza:
Réz vastagsága, mm | Elektróda átmérője, mm | Az áram értéke, és |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Automatikus hegesztés a fluxus alatt
A munkához szüksége lesz egy hegesztőgépre, amely váltakozó és egyenes áramot jelent. A fluxust alkalmazzák a csatlakoztatott üregek mindkét oldalára. A kerámia fluxus alatti hegesztést váltakozó árammal végezzük, a többi esetében a fordított polaritást beállítják. A 10 mm -nél vékonyabb alkatrészek csatlakoztatásához hagyományos fluxusokat használnak. A vastagabb üres üres helyeket száraz szemcsés alá forraljuk.
A hegesztést egy átjáróval végezzük, rézből készült izgalomhuzal segítségével. Ha a hő- és elektromos vezetőképesség jellemzői nem fontosak, akkor a bronz helyettesíti, hogy növelje a kapcsolat szilárdságát. Annak érdekében, hogy a varratok mindkét oldalán egyidejűleg hozzanak létre, a Fluxból származó párnák a kereszteződés alatt a kereszteződés alatt vannak kialakítva.
A rézkel és ötvözeteivel való munka során mérgező gázok szabadulnak fel. A sárgarézből fűtéskor a cink elpárolog, mérgező oxidot képezve. Ezért légzőkészülékekben és védőruházatokban kell dolgozni, kipufogó szellőztetéssel rendelkező helyiségekben.





