

Подготовка поверхностей
Сварка аргоном литых дисков начинается с подготовки поверхности. Если вам необходимо только заварить трещину, то ее придется несколько расширить и удалить краску с поверхности литого диска на расстояние не менее 1 см от трещины с обеих сторон.
Если диск имеет скол (а это бывает чаще, чем трещина), то придется потрудиться над самим диском и куском, который вы хотели бы приварить. Будет получаться хорошо, если это часть самого диска. В случае же использования «донорской» части от иного диска, рекомендуется перепроверить составы свариваемых поверхностей.
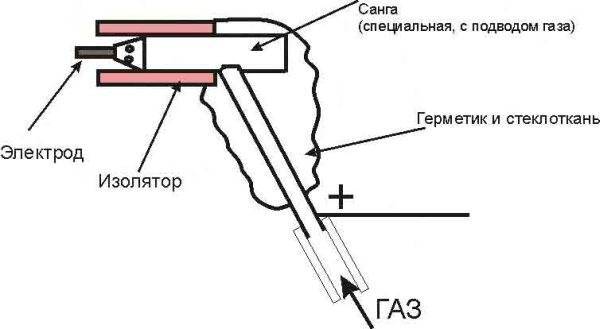 Схема горелки для аргоновой сварки.
Схема горелки для аргоновой сварки.
Здесь работают те же правила: малейшее отклонение от состава изделия – и вся ваша работа будет напрасной. Подогнать заимствованный кусок под размер имеющегося в колесном диске скола несложно: приклейте к поврежденной части лист бумаги и обведите карандашом границы скола. Далее бумага перекладывается на «донорский» диск, и по полученным линиям контур переносится на поверхность. По этим линиям и придется вырезать заплатку.
Детали зачищаются от неровностей в месте скола, и место сварки освобождается от краски на расстоянии не менее 1 см. Делается это с помощью болгарки. Зачистить изделие от краски иным способом довольно сложно, так как краска эта имеет очень специфический состав и держится на поверхности просто отлично. При сварке краска будет гореть с выделением большого количества едкого дыма. По этой причине сварка колесных дисков производится в проветриваемом помещении или при наличии хорошей вытяжки.
Если опыт сварочных работ у вас отсутствует, то приступать непосредственно к ремонту вам не стоит. Необходимо приобрести хотя бы малейшие навыки и лишь после этого пытаться что-то сделать. Опробовать сварочный аппарат в работе и приобрести навыки работы с ним можно на любых алюминиевых деталях. Желательно, чтобы этот процесс проходил в присутствии более опытного мастера.
Сварка аргоном
Сварочный аппарат
Ремонт литых автомобильных дисков (когда производится сварка аргоном) имеет свои нюансы, обусловленные самой структурой алюминия. В силу его большой теплопроводности (в 5-6 раз больше обычной стали), необходимо большое внесение тепла в зону свариваемых поверхностей. Это достигается за счет мощности сварочной электрической дуги.
Чтобы качественно заварить легкосплавный диск, необходимо установить мощность аргонного сварочного аппарата в 150-170 ампер. Конкретное значение выставляется исходя из толщины металла.
Важно!
При проведении сварки не стоит крепить «массу» аргоно-дугового сварочного аппарата на внешнюю сторону колеса, касаясь лакокрасочного покрытия. Иногда это может привести к порче покрытия
Лучше для этого использовать неокрашенное место под крепежные болты.
Если аргоновое заваривание полости, оставшейся после пропила, выполняется, используя сплавный электрод, необходимо использование присадочной проволоки. Она подается в место дефекта, и, расплавляясь, заполняет полость, замещая собой утраченный металл. Горелка при этом ведется впереди присадочной проволоки. Лучшим вариантом является возможность проварить дефект с двух сторон. Но для этого сам диск должен обладать большой толщиной. Если металл слишком тонкий, есть риск перегреть, и это скажется на его эксплуатационных качествах.
При проведении заваривания скола предварительно производится подгон «донорской» части к форме скола. В идеале, это должен быть отколовшийся фрагмент.
Важно!
Сплав, из которого изготовлена «донорская» часть и диск, должен быть одинакового состава. Условно, нельзя фрагмент из основы с кремнием приваривать к диску из сплава с магнием.. Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона
После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки
Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона. После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки.
После того как остынет сварочная ванна, шов необходимо зашлифовать и покрасить диск в оригинальный цвет.
Заварить литой диск — процесс не очень легкий, подойти к делу стоит ответственно. Главное, взвешенно оценить степень повреждений и принять решение, стоит ли его «спасать».
Сварка литых дисков — аргонная сварка, ремонт автомобильных дисков
Аргонодуговой метод является одним из самых надежных и чистых видов сварки металлов. Его принцип довольно прост: электрическая дуга при температуре +4000…+6000 градусов Цельсия позволяет приваривать присадочный материал к детали, и, чтобы на металле не образовывалась оксидная пленка, в зону сваривания подается аргон, вытесняющий кислород. Применение аргона позволяет сделать соединение прочным и качественным. Все операции требуют предельной внимательности, поэтому выполнять их должны только специалисты. В автотехцентре «Гражданин» работают именно такие сотрудники. Сварка аргоном литых дисков выполняется нами на высоком профессиональном уровне.
Почему важно правильно заварить диск аргоном
Заваренная трещина
Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые
Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой.. Может произойти некачественное заполнение сварной полости присадочным материалом
В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.









Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Правка литых дисков
| Ремонт литых дисков и сварка Аргоном | легковые автомобили / внедорожники | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| R 13 | R 14 | R 15 | R 16 | R 17 | R 18 | R 19 | R 20 | R 21 | R 22 | |
| Ремонт литого диска | 1050р.* | 1225р.* | 1400р.* | 1600р.* | 1850р.* | 2150р.* | 2500р.* | 2850р.* | 3250р.* | 3700р.* |
| Устранение «восьмёрки», исправление вмятин диска | 1500р.* | 1650р.* | 1850р.* | 2050р.* | 2300р.* | 2600р.* | 2950р.* | 3300р.* | 3700р.* | 4150р.* |
| Полировка бортов | 1250р.* | 1750р.* | ||||||||
| Аргоновая сварка | Шов — 100р. за 1см. Наплавка — 200р. за 1см. | |||||||||
| Химическая чистка дисков (за 1 диск) | 250р. | 300р. | 350р. | 400р. | 450р. | |||||
| Косметический ремонт | Цена договорная |
* — Стоимость может варьироваться в зависимости от степени повреждения/загрязнения диска.
Выбор типа сварки и электрода
Один из самых эффективных способов ремонта – сварка аргоном литых дисков. Для выполнения этих работ потребуется сварочный аппарат, в последнее время все чаще в качестве генератора сварочного тока применяют инверторные аппараты. Их преимущества очевидны, при минимально габаритно-весовых параметрах эти аппараты способны генерировать ток необходимых для выполнения сварочных работ по литым дискам. Практика показывает, что сварка под защитным газом вручную не самое лучшее решение, поэтому зачастую применяют полуавтоматическую. То есть сварочный генератор должен быть оснащен устройством подачи сварочного материала и газа.
Сварка магниевых дисков
Сварку дисков, выполненных из магниевых сплавов, выполняют с помощью вольфрамового электрода. Ее выполняют в среде защитных газов. Для этого используют аргон первого сорта. Иногда допустимо использовать сварку с помощью плавящегося электрода. Для этой сварки необходимо использовать генератор переменного тока.
Перед сваркой необходимо подготовить кромки, восстанавливаемого места. Но, если свариваемый металл меньше 3 мм, то кромки можно не разделывать. При большей толщине необходимо выполнить подготовку в виде буквы V. Сварка должна выполняться на повышенной скорости. Скоростной режим гарантирует минимизировать эффект от теплового воздействия сварки на металл. Дуга не должна превышать 1 – 1,5 мм. Это позволяет разрушать оксидную пленку, возникающую на поверхности детали, и гарантирует высокое качество шва.
Виды повреждений
Если сравнивать различные типы дисков, то можно заметить, что кованным дискам присуща высокая хрупкость, а литые и штампованные легко гнутся. В зависимости от этого требуются различные методы их восстановления.
Сварка дисков становится необходимой при следующих повреждениях:
- сколы;
- искривление обода;
- смещение относительно оси;
- отсутствие некоторых частей;
- разломы;
- трещины;
- царапины;
- задиры;
- повреждение поверхности.
Эти повреждения поддаются исправлению, за исключением трещин на ступице, а также критичных отклонений от геометрии. Для исправления повреждений используется сварка дисков аргоном. Особенно целесообразно использовать этот метод при образовании трещин и сколов. Правка литых дисков сваркой осуществляется именно этим способом.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.

Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.
 Таблица применения присадочных прутков
Таблица применения присадочных прутков
Зона термического влияния при сварке алюминия
Металлургия сварки плавлением
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться .
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
- рекристаллизация и/или рост зерна в нагартованных материалах;
- перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки .
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.










Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
 Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх в зоне термического влияния сварки
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх в зоне термического влияния сварки
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
 Рисунок 4 – Механические свойства термически упрочненного сплава 6061 в зоне термического влияния сварки
Рисунок 4 – Механические свойства термически упрочненного сплава 6061 в зоне термического влияния сварки
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) .
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) .
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния .
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) .
Ремонт и варка автодисков
Самой частой проблемой, с которой сталкиваются автомобилисты, становятся именно трещины. Возможны сколы, они требуют большего внимания к себе, т. к. фактически диск приходится собирать из двух частей, следя за тем, чтобы не нарушилась его геометрия.
Диски без дефектов
При ремонте трещин и сколов сначала производится подготовка:
- Удаляются загрязнения в области ремонта.
- Счищается краска на расстоянии 1 см от места повреждения.
- Осуществляется пропил по трещине — так называемое «раскрытие», которое способствует выравниванию металла в области дефекта и, как следствие, обеспечит более качественный результат.
К сведению!
Продольная трещина прорезается насквозь, поперечная только расширяется. Вырезание металла в этом месте лучше проводить с небольшим запасом, так как в глубине может быть небольшое скрытое продолжение трещины.
Еще одним вариантом будет просверлить в месте, где заканчивается трещина, и вести прорезание от внешнего края к месту просверливания.
Последовательность действий при ремонте и заваривании автомобильного диска следующая:
Ремонт диска
- После снятия покрышки надо тщательно все осмотреть, наметить все сколы, трещины (некоторые могут быть совсем небольшими).
- Очистить покрытие до голого металла вокруг места предстоящей работы.
- При помощи болгарки или другого инструмента прорезать области трещин.
- Зачистить и обезжирить место будущего сварного шва.
- Провести сваривание с помощью присадочной проволоки и аргонодуговой сварки.
- После того как остынет сварной шов, произвести его шлифовку вровень с поверхностью.
Покраска литых дисков
| Покраска дисков (за 1 диск) | |||||||
|---|---|---|---|---|---|---|---|
| R10 — R14 | R15 — R16 | R17 — R18 | R19 — R20 | R21 — R22 | R23 — R24 | R25 — R26 | |
| Пескоструйная обработка диска | 600р. | 700р. | 800р. | 900р. | 1000р. | 1100р. | 1200р. |
| Порошковая окраска дисков (включает стоимость пескоструйки) | от 7000р. | от 8000р. | от 11400р. | от 13000р. | от 14400р. | от 16600р. | от 18600р. |
Даже при аккуратной езде, диски автомобиля со временем теряют свой внешний вид и эксплуатационные качества. Замена литых дисков на новые (особенно, оригинальных) не всегда экономически целесообразна. Специалисты Best-Tyres готовы решить эту проблему за вас, предложив услугу ремонт литых дисков.
Основными дефектами литых дисков являются:
- царапины, сколы лакокрасочного покрытия диска;
- вмятины, трещины;
- различного рода деформации диска (осевое или радиальное смещение).
Мы производим ремонт литых дисков любого уровня сложности. В своей работе мы используем профессиональное итальянское оборудование. Цены на ремонт и покраску дисков указаны без учета шиномонтажных работ.
Шиномонтаж в подарок при покупке колес за наличные. Про оплате колес картой онлайн или в офисе скидка на монтаж составит 50%.
Особенности процесса сварки
Сварка с использованием защитной среды инертного аргона может осуществляться с применением плавящих и не плавящих электродов. Их диаметр подбирается в зависимости от характеристики соединяемых деталей. В зависимости от состава металла свариваемого диска выбирается вид присадочной проволоки. Различают три способа аргонно-дуговой сварки:
- ручной с использованием не плавящегося вольфрамового электрода;
- автоматическая с использованием аргона и плавящихся электродов;
- автоматическая с использованием аргона и не плавящихся электродов;
Для ремонта колесных дисков в условиях автомастерских в основном применяется ручная сварка с использованием не плавящегося электрода.
Порядок проведения ремонтных работ
Для исправления повреждений на литых дисках необходимо привлечение специалистов, которые занимаются их ремонтом. Кроме этого будет востребовано специализированное оборудование и инструменты. Так что, своими руками можно только восстановить защитное покрытие.
В мастерской по ремонту будет проделан примерно такой перечень работ. Подготовка – любой диск перед началом работ должен пройти ревизию. Для выполнения этой операции его необходимо почистить от грязи и лишь только потом станут заметны все повреждения. При выявлении трещин, диск придется отправлять на сварку. Сварку литых дисков выполняют на оборудовании, которое позволяет выполнять работы под защитой инертных газов. Для ремонта дисков, выполненных из алюминия, применяют электроды марки АГ, для дисков, выполненных из магниевых сплавов необходимо использовать электроды марки АМГ. После того, как заварены все трещины, поверхность диска необходимо зачистить от следов сварки. При необходимости необходимо использовать специальное оборудование. После зачистки диска выполняется проверка его геометрических параметров. Для этого готовый диск устанавливают в специальный патрон. Для восстановления геометрических параметров применяют гидравлический цилиндр, оснащенный специальными насадками. Таким способом устраняют биения и само собой геометрические параметры.
После того, как устранены дефекты диск будет отшлифован, обезжирен и отправлен на покраску. Для нанесения покрытия часто применяют покрытия, которые выполнены на основании эпоксидной смолы. Самая последняя операция – это балансировка.
Почему важно правильно заварить диск аргоном
Заваренная трещина Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.










Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые
Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Вам это будет интересно Литые автомобильные диски для машин
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Покраска
Заключительный этап изготовления разварки своими руками – это покраска диска. Наилучшим для покраски принято считать порошковый состав. Конечно, прежде чем приступать к покраске нужно очисть диск, и обезжирить его поверхность. После нужно нанести грунтовку, а только после этого приступать к нанесению краски. Лучше всего нанести несколько слоев краски. Теперь следует дождаться, когда краска полностью высохнет и нанести защитный лак. Таким образом, покрытие будет держаться долго
Важно перед покраской прокатать диски и устранить биение
С одной стороны изготовление разварки своими руками кажется проще простого и с ним может справиться любой автовладелец беж инженерных навыков. А вот если посмотреть с другой стороны – это изменение заводских параметров подвески автомобиля. Конечно, нужно сделать балансировку после полной установки широких дисков, но это не изменит ускоренного износа автомобиля.
Мнения относительно использования разварок делятся на категорическое «против» и такое же категорическое «за». Те, кто «против», считают, что разварки теряют надежность, маневренность и увеличивают расход топлива и нагрузку на ходовую часть автомобиля. А вот те, кто «за», твердят, что данный тип дисков еще не так давно использовался для тюнинга гоночных автомобилей, поэтому он не может быть ненадежным и небезопасным. Так или иначе, пока не попробуешь сам, узнать кто прав, наверняка не получится. Одно можно утверждать однозначно, главное все делать с умом и «на совесть».
Процесс сварки
Чтобы сварка коленных дисков аргоном прошла успешно, необходимо следовать такому алгоритму действий:
- Для начала нужно тщательным образом прогреть все место сварки. Делать это необходимо до тех пор, пока металл не раскалится до характерного цвета (для каждого материла этот цвет уникален). При этом линия шва должна наблюдаться с обеих сторон диска.
- Если речь идет о приваривании скола, желательно для начала скрепить его по краям. Это придаст обоим фрагментам детали четкое положение относительно друг друга.
- Когда фрагменты в достаточной степени прогреты и зафиксированы, необходимо поднести к месту стыковки электрод. Если все было сделано правильно, он достаточно быстро расплавится и заполнит весь шов.
- Если толщина детали достаточно большая, то сварка колесного диска проводится в несколько этапов — по одному слою накладывается сверху и снизу до тех пор, пока поверхность не станет ровной.
- Когда шов будет готов, необходимо дождаться его остывания и приступать к шлифовке. После нее линия стыка не должна быть видна.
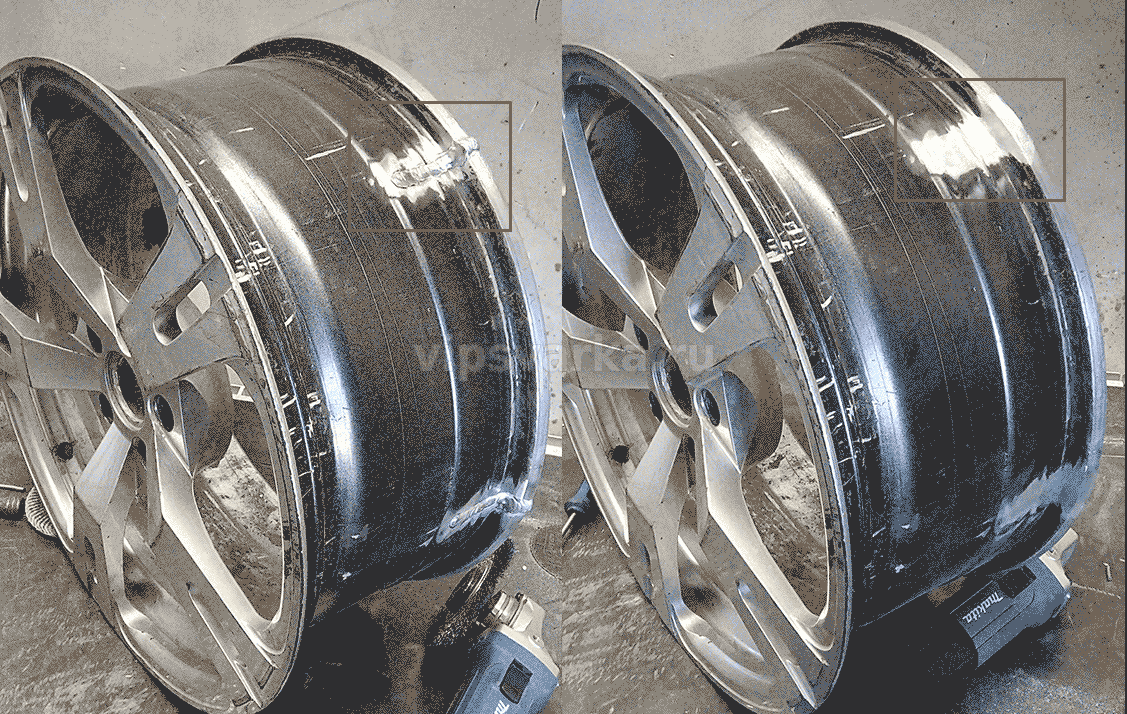
Ремонт литых дисков. До и После Сварка колесных дисков на этом будет завершена.
Аргоновая сварка дисков
Легкосплавные диски придают автомобилю стильный внешний вид, имеют большой эксплуатационный срок, способны выдерживать высокие нагрузки на неровностях дорожного покрытия. Благодаря их практичности, они используются на большинстве современных автомобилей. Какими надежными не бы ли бы легкосплавные диски, низкое качество отечественных дорог рано или поздно приведет к возникновению трещин, сколов и прочих дефектов, которые исключают дальнейшую возможность использования диска.
Для ремонта и реставрации поврежденного диска потребуются сварочные работы. Если для сварки стальных дисков подойдет любой метод, то для легкосплавных используются специальные технологии. Одним из вариантов, обеспечивающим полное восстановление технических параметров диска, является аргоновая сварка. Если варить диск в воздушной среде, шов через короткое время повредится и потребуется повторный ремонт. Выполнение сварки с применением аргона исключает окисление шва, обеспечивая ему высокую прочность и однородность практически, как у основного металла диска.





