

Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Конструкция станка
одна и та же кинематическая схема
Особенностью самодельных станков является то, что при пользовании им довольно частыми является ситуации, когда обрабатываемые заготовки сплющиваются. Это приводит к возникновению на участке изгиба заломов. Заготовки, которые имеют подобные дефекты, уже не подходят для использования.
Однако в силах каждого избежать столь неприятных результатов. Добиться этого можно, если еще на начальном этапе будет отработана технология загиба на профильных трубах, имеющих различные сечения. Если опираться на практический опыт, то сегодня есть достаточно людей, которые заинтересованы в услугах по выгибанию профильной трубы. В первую очередь сюда следует отнести владельцев дач, которым часто приходится строить теплицы своими руками. Предоставлять подобную услугу можно лишь при условии, что предприниматель решит вопрос с главным компонентом, без которого невозможно оказывать их — купит станок для гибки труб.
Чтобы выбираемое оборудование наиболее эффективно решало задачу по гибке изделий, следует учитывать такие параметры:
- вариант исполнения, который может быть переносным или стационарным;
- управление, которое может быть автоматическим и ручным;
- тип привода, который бывает ручным и электрическим.
Если говорить о цене той или иной модели, то основное внимание следует уделять опциям, которые предусмотрены у выбираемого аппарата. Если покупатель не заинтересован в высокой точности изделий, то он вполне может ограничиться приобретением станка, имеющего простую конструкцию
Также здесь может быть и альтернатива — изготовление трубогиба своими руками.
Станок своими руками
Принимая решение, сделать трубогиб своими руками, нужно детально изучить чертеж устройства.
Агрегат состоит из следующих узлов:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Каждый узел собирается по отдельности, после чего выполняется сборка станка в целом.
Перед тем как приступить к изготовлению, необходимо приготовить все материалы, детали и устройства, из которых комплектуется станок.
Для работы потребуется сварочный аппарат и комплект инструментов. Первым шагом готовятся все основные элементы, а затем производится их сборка в определенной последовательности.
Сборка станины
Станина по форме представляет собой обычный стол или верстак. Исходные материалы и комплектующие изделия указаны в спецификации.
В качестве ножек можно взять швеллер или использовать отрезки трубы диаметром 100 мм.
При сборке, которая выполняется с помощью сварки, нужно строго выдержать габаритные размеры, указанные в чертеже.
После того как станина собрана и зафиксирована, на нее нужно установить транспортер.
Сборка и крепление транспортера
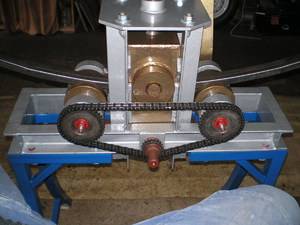
Транспортер состоит из двух роликов, которые крепятся на противоположных сторонах станины. Чертеж транспортера содержит все необходимые данные для того, чтобы выполнить монтаж.
Очень важно точно и надежно закрепить звездочки цепной передачи на валах. Следующим шагом крепится натяжной механизм, который тоже имеет такую же звездочку
Она предназначена для того, чтобы регулировать степень натяжения приводной цепи.
Сборка прижимного механизма
В качестве прижимного механизма используется обыкновенная струбцина. И на этом этапе необходимо руководствоваться данными, указанными в чертеже
Важно выдерживать все установочные размеры
Если будут какие-то отклонения, то степень прижима не обеспечит должной точности при изготовлении продукции. Точно так же с требуемой точностью нужно установить и прокатные ролики.
Для этого берутся трубы различного диаметра, которые должны подвергнуться изгибу по заранее заданным параметрам.
Важно, чтобы заданные геометрические размеры строго соответствовали полученным результатам. В этом контексте следует отметить, что собранный трубогиб может работать как с обычными трубами круглого сечения, так и с профильной продукцией
В этом контексте следует отметить, что собранный трубогиб может работать как с обычными трубами круглого сечения, так и с профильной продукцией.
На видео показан станок для гибки профилей, который собран своими руками.
Видео:
Если на станке планируется организовать регулярное выполнение заказов, то следует разработать инструкцию по правилам его обслуживания.
Разновидности гибочных приборов для профильной трубы
Совет: Прежде, чем срываться и начинать поиск деталей на механический агрегат, определитесь с выбором, какой вид установки подходит для вас. Ну а после выбора можно понять, как сделать самодельный агрегат и начинать собирать будущее железное детище.
Эти механические устройства различаются по нескольким критериям:
- По разнообразию установки, то есть по способу применения станины (на производстве, в определённом месте и т.д.).
- По вариации приводного использования (с использованием электричества или ручной силы и т.д.).
Рассмотрим первый критерий различия гибочных станков, которые встречаются в повседневной жизни. По способам установки станка разделяют три вида:
Первый вид относится к стационарному местоположению
Такие агрегаты имеют очень большую массу.
Без специального оборудования и техники такие аппараты не переместить собственными силами. Их применяют на больших производствах для серийного изготовления. Станок, указанный на фото, имеет заводское название УГС-6/1А. Однако такой много габаритный узел будет неуместным в вашем гараже или мастерской.




Второй вид
Переносной самодельный агрегат. Он может быть чуть небольших размеров.
Вес у такого приспособления не большой, достаточен для переноса с одного места на другое.
Такой станочек используется при малых производствах или имеет частное применение. Его можно использовать непосредственно в том месте, где вы собираетесь работать.
Третий вид
Это компактный, малогабаритный станочек, относящийся к виду носимых инструментов.
Такой инструмент можно с лёгкостью носить с собой, к примеру, если вас попросил сосед, либо знакомый.
Или вам нужно отвезти его на дачу, так можно смело положить его в багажник и не знать проблем. Деталей на создание этого произведения железного инструментария требуется совсем немного.
Гидравлическое воздействие
Упомянутый тип привода обладает пневмогидравлическим автомобильным домкратом. Именно за счёт него и подаётся главное воздействие на заготовку.
Воздействие ручной силы
В указанном случае под приводом подразумеваются руки человека, а усилие передаётся за счёт сокращения мышечной системы. Именно такой привод имеет большую популярность среди собственноручных станочков.
Электрический привод
В данном приводе используется электрический мотор, за счёт которого всё усилие распределяется на все необходимые детали механизма. Как правило, такие приводы применяются на производствах.
Отличие станков по способу изгиба труб и профилей
Ввиду того, что готовые изделия из металла имеют различные радиусы, диаметры и так далее, существуют и различные виды изгиба. В современном обществе различают всего четыре разновидности изгибания изделий:
Изгибание металла по заготовленному шаблону
В данном случае используются деревянные детали. Такой мини-станок обычно называют «лучковым» или «выгибным». Применяются для сгибания трубок из мягких металлов. Воздействие на сгиб производится строго ручной силой. Точного диаметра, в данном случае, добиться практически не возможно. Проще собрать аппарат по заводским размерам.
Посредством выдавливания
Является прессовкой без матрицы посредством одного пуансона. Пуансон — это деталь механизма, которая непосредственно воздействует на прессуемую деталь.
Следствием прокатки
Прокатка металла производится за счёт протягивания детали через два параллельных ряда валиков.
Совет: Если вы собираетесь сгибать трубу в домашних условиях, то заполните её простым, речным песком и обязательно осадите его молоточком. Это позволит придать трубе сохранность, а также улучшится распределение усилий на круглую трубу.
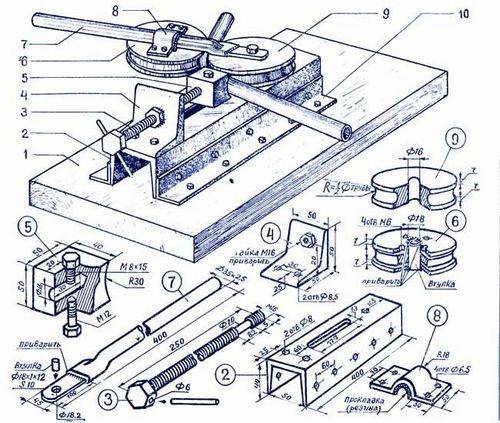
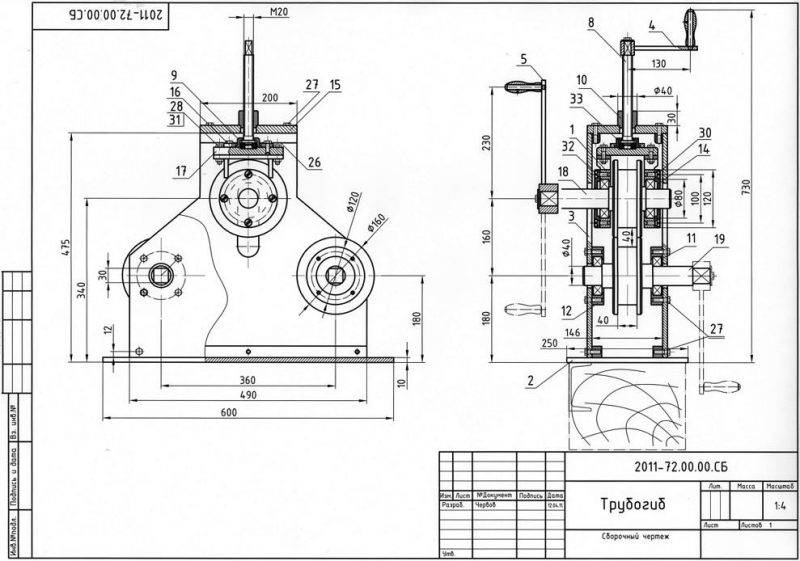
Чертежи для изготовления самодельного гибочного устройства
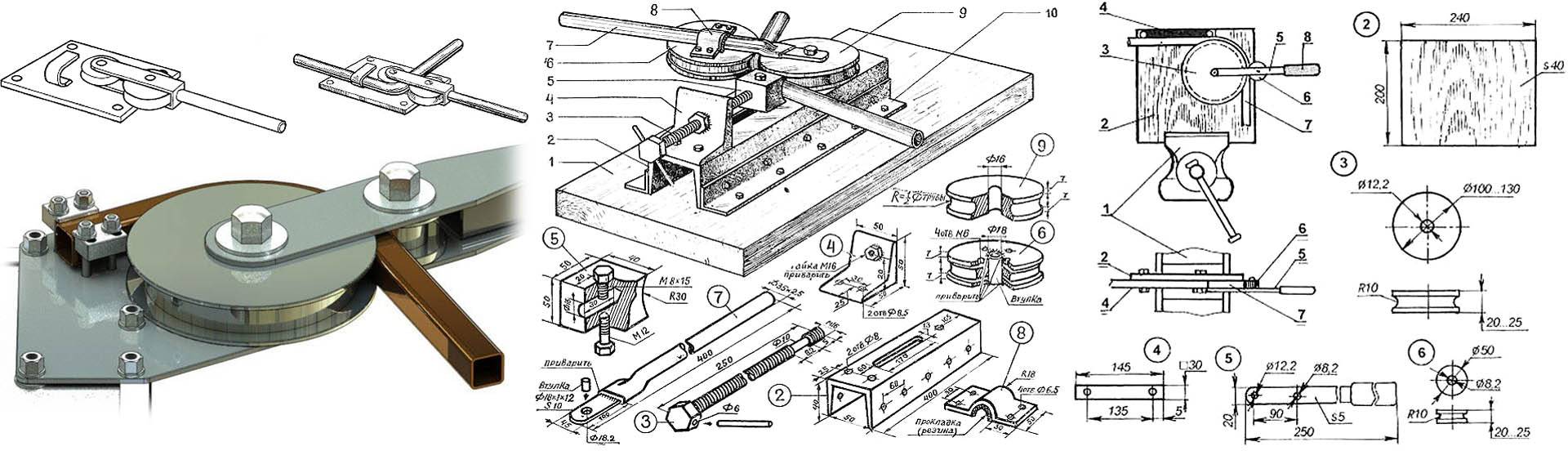
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
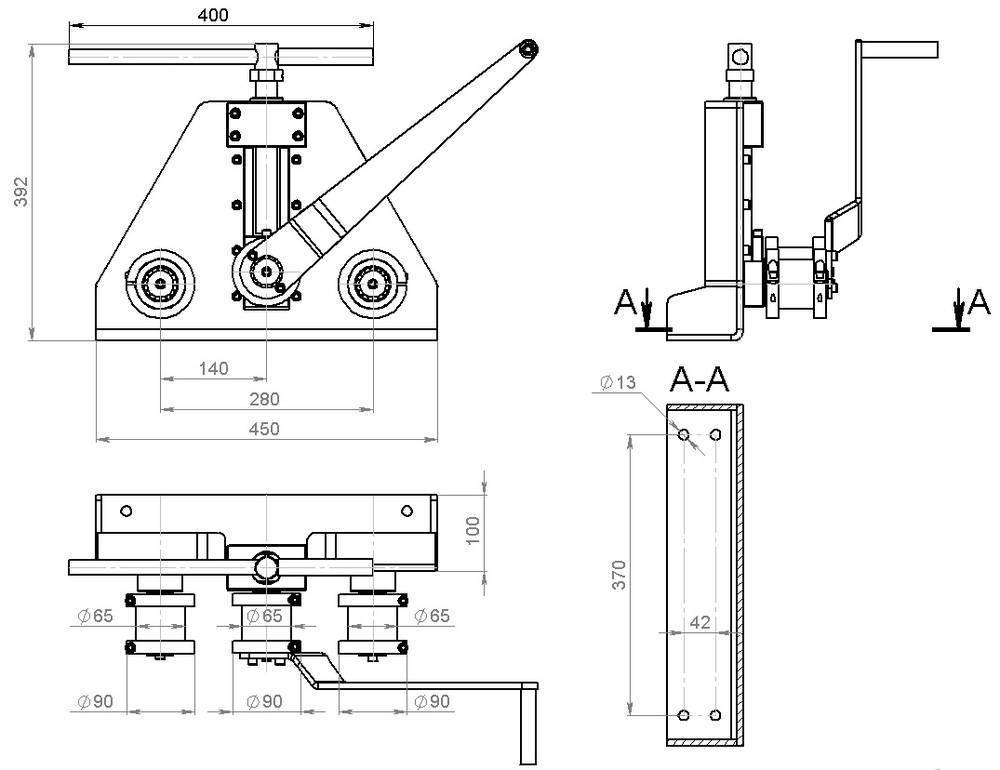
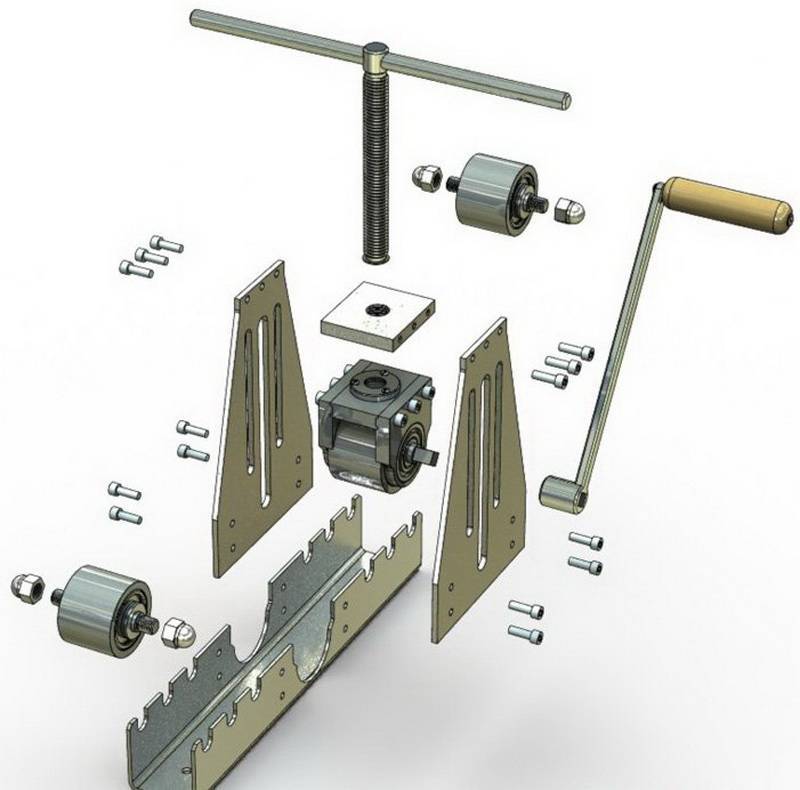
Чертеж ручного профилегиба с тремя роликами
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
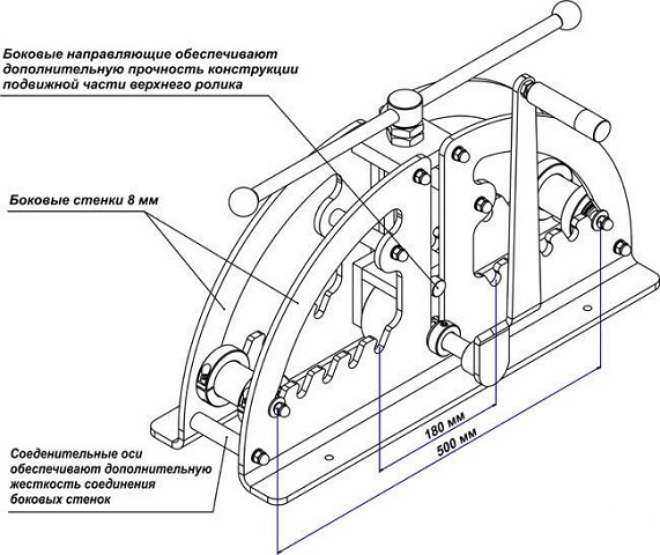
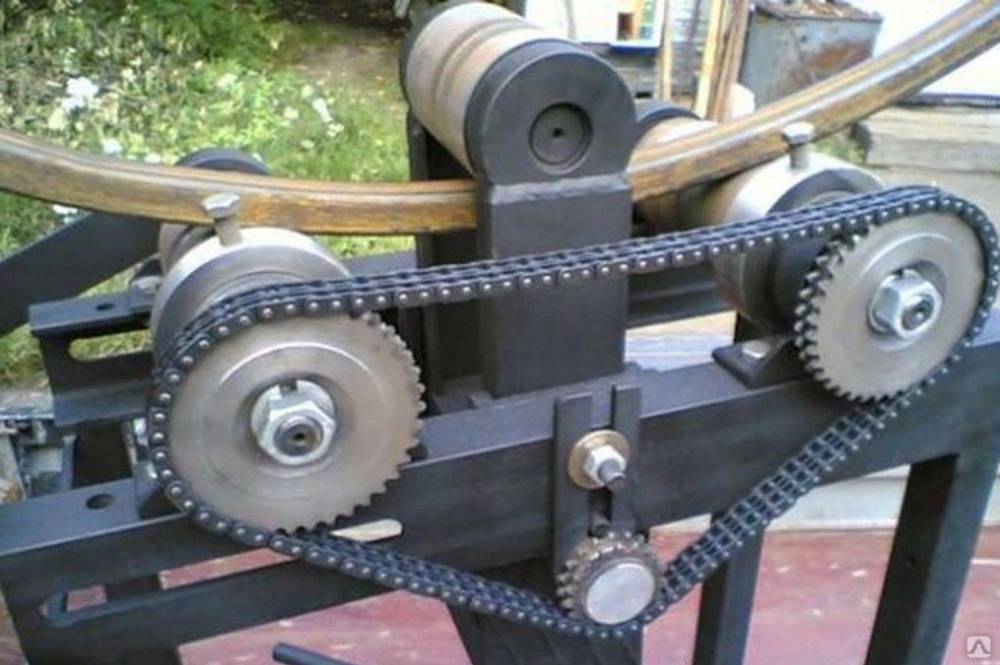
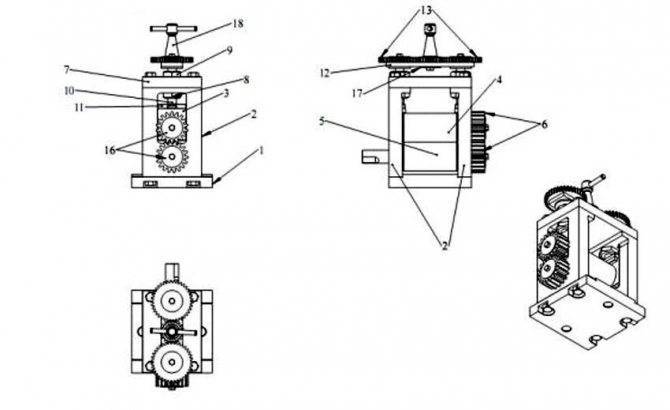
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства

Внешний вид готового заводского профилегиба
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
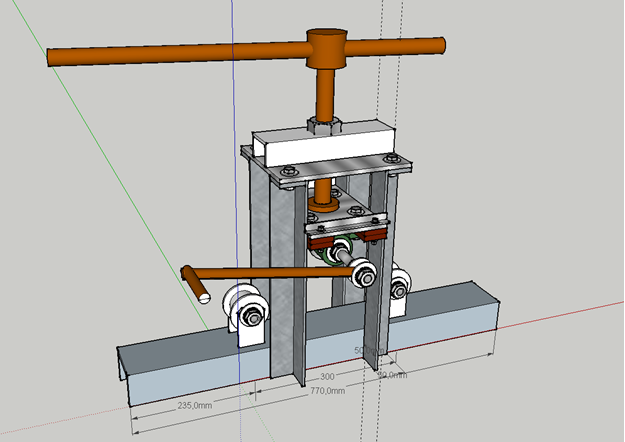
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)

Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Эксплуатация и обслуживание станка

редко возникают неисправности
Наибольшую угрозу для него представляют осадки. В первую очередь следует защитить от контакта с влагой прокатные ролики, поскольку это чревато образованием ржавчины. Для решения этой задачи можно использовать брезентовое укрытие.
Если изначально рассматривался вариант с созданием переносного трубогиба, то в качестве места хранения для него следует использовать сухое помещение. Закончив работу по гибке профильных труб, станок необходимо привести в порядок, удалить с его рабочих узлов пыль, грязь и песок. Чтобы стационарные станки для гибки профильных труб, оснащенные электрическим приводом, могли на протяжении длительного времени демонстрировать высокую производительность и эффективность в работе, им необходимо обеспечить регулярное обслуживание и профилактику.
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
Изгиб ограничивается минимально допустимым диаметром.
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится. Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Роликовый ручной трубогиб
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.








 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке
Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
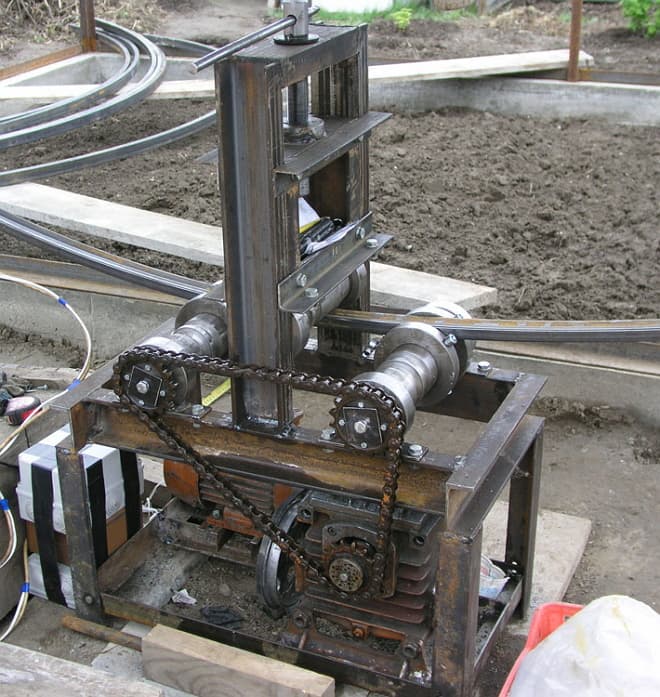
Конструкция станка
На видео показано, как работает трубогибный агрегат с электрическим приводом. Кинематическая схема механизма, который применяется в станках разной конструкции, одинакова.
Видео:
Принимаясь за изготовление такого станка своими руками, об этом надо помнить. Чертеж станка предпочтительнее изготовить самостоятельно.
При эксплуатации самодельного станка трубы часто подвергаются сплющиванию. На месте изгиба образуются заломы. Для дальнейшего использования такие изделия непригодны.
Повседневная практика показывает, что услуга по выгибанию профильной трубы пользуется спросом у определенной категории населения. В частности, у дачников, которые сооружают теплицы своими руками.
Для оказания такой услуги предприниматели предпочитают приобрести станок для гибки труб.
При выборе надо обращать внимание на следующие особенности станка:
- переносной или стационарный;
- с автоматическим управлением или с ручным;
- с ручным приводом или с электрическим.
Стоимость конкретной модели определяется опциями, которыми оснащен агрегат. Если высокая точность изделий не требуется, то можно приобрести более простую конструкцию или сделать трубогиб самому.
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
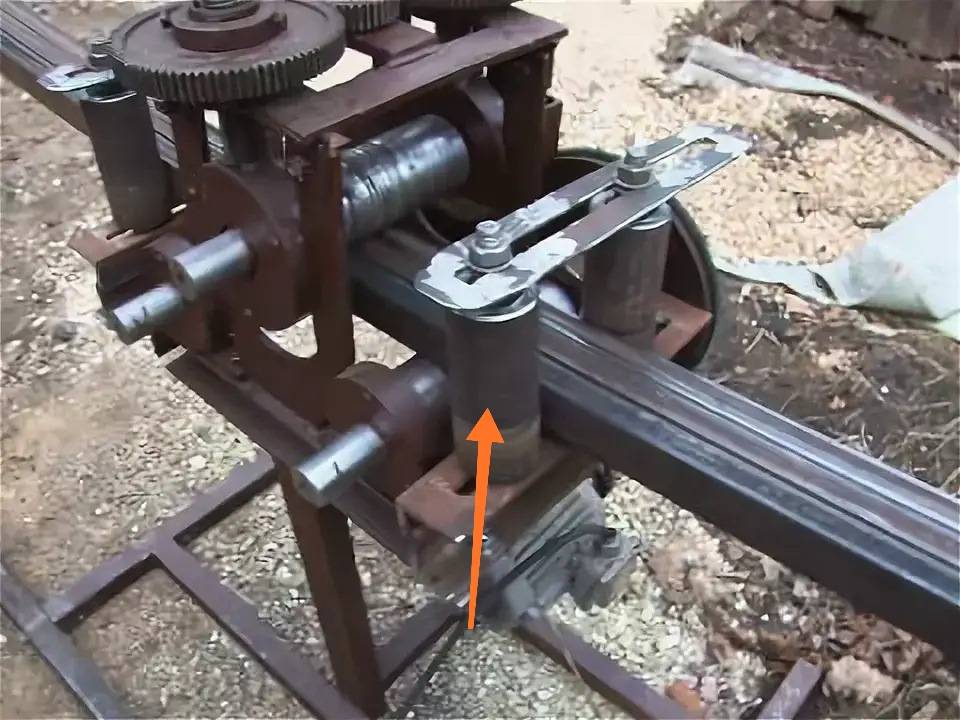
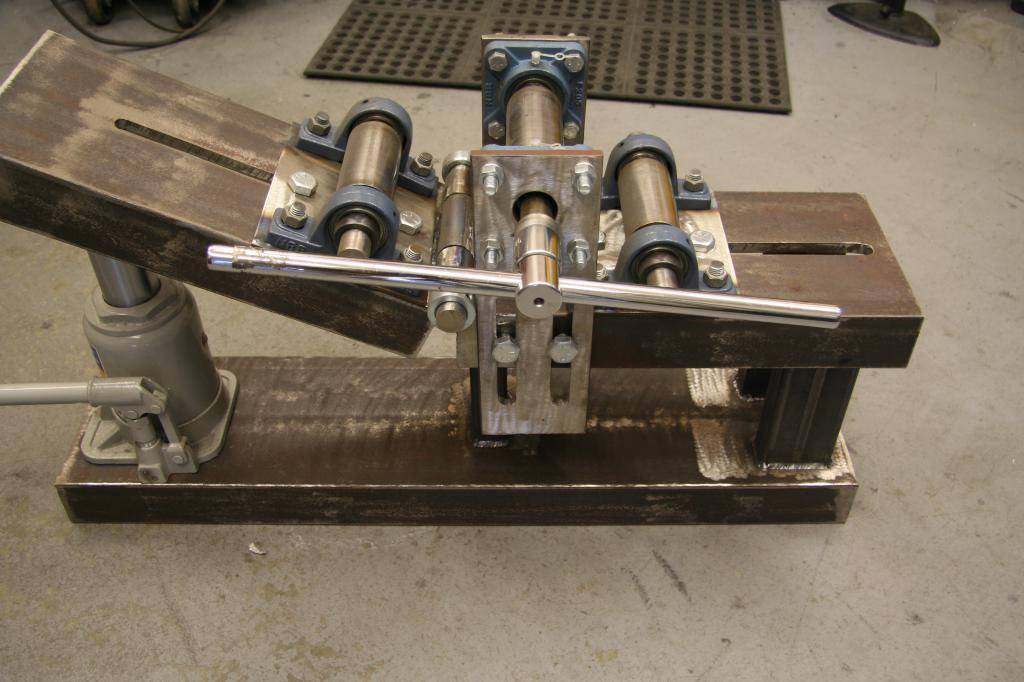
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
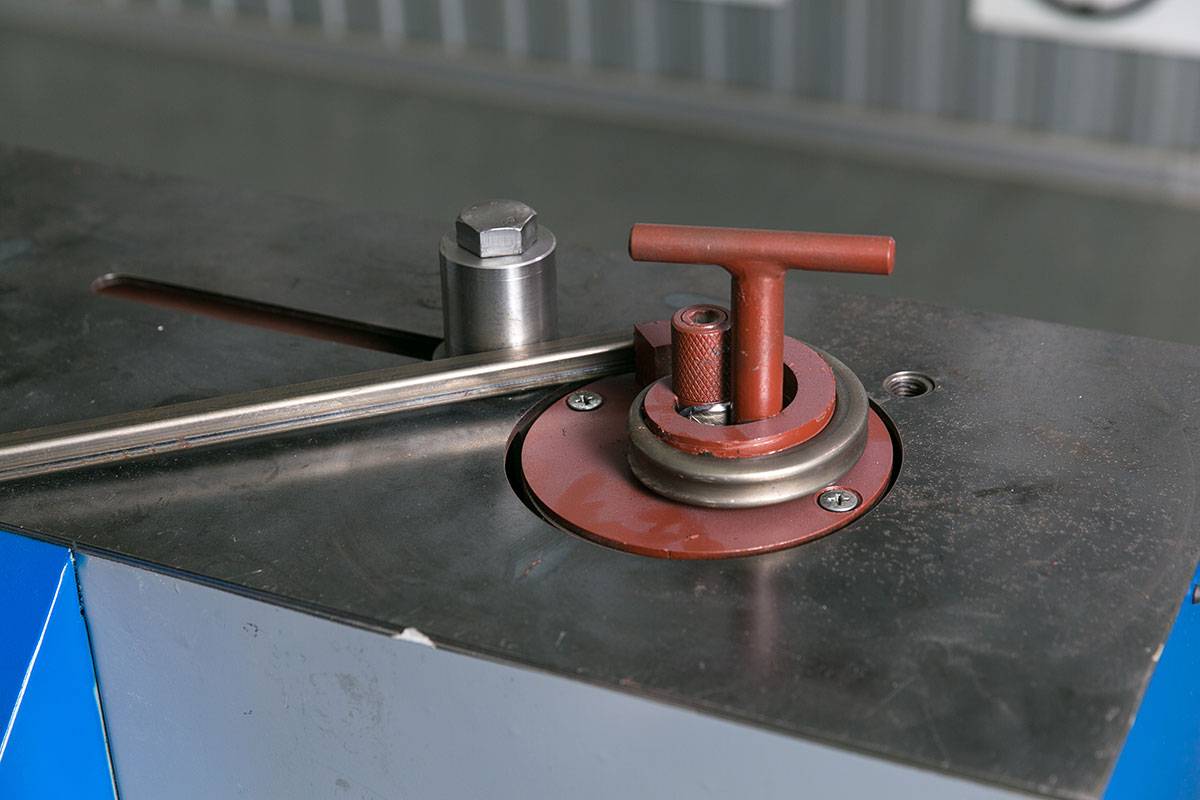
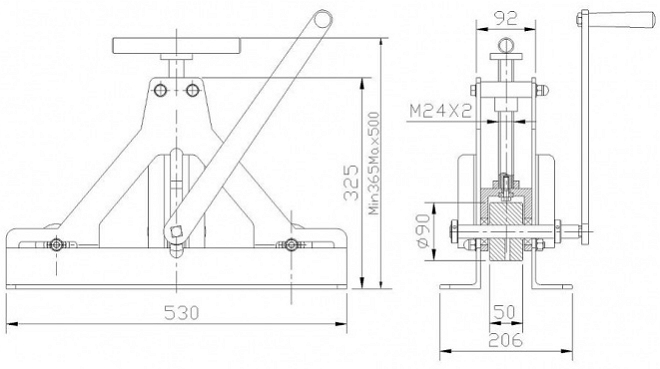
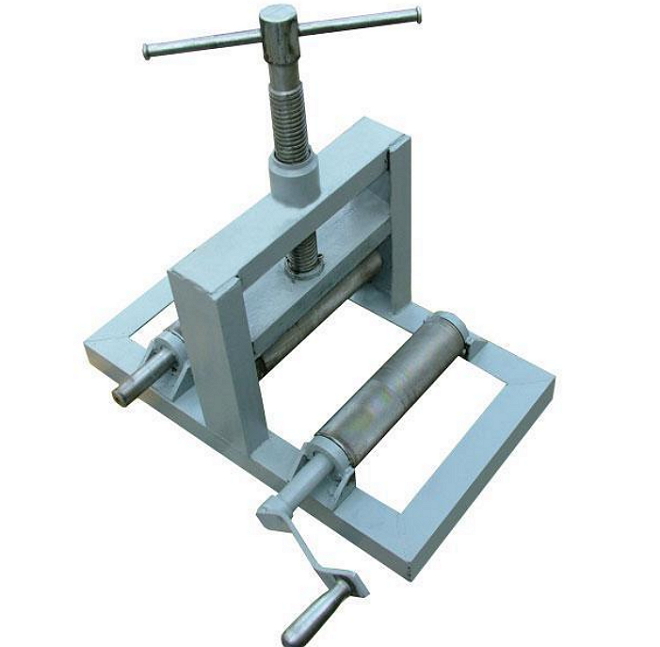
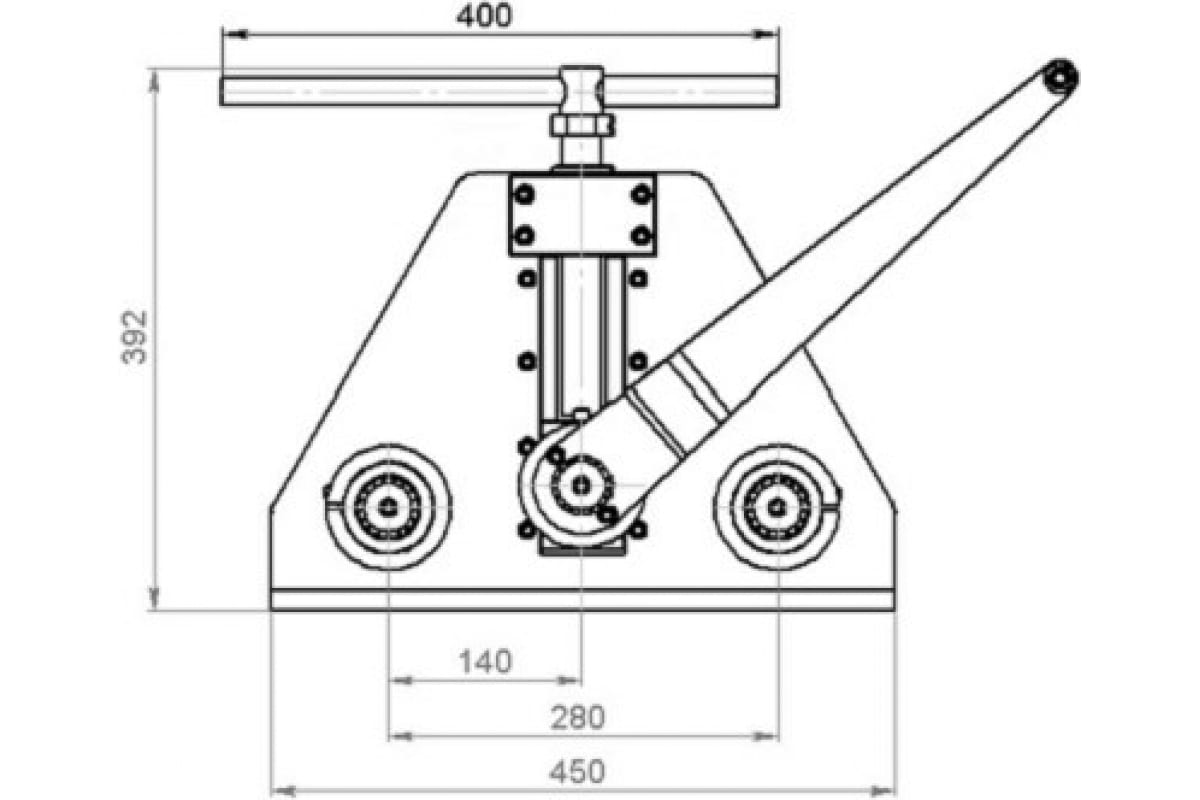
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.






Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
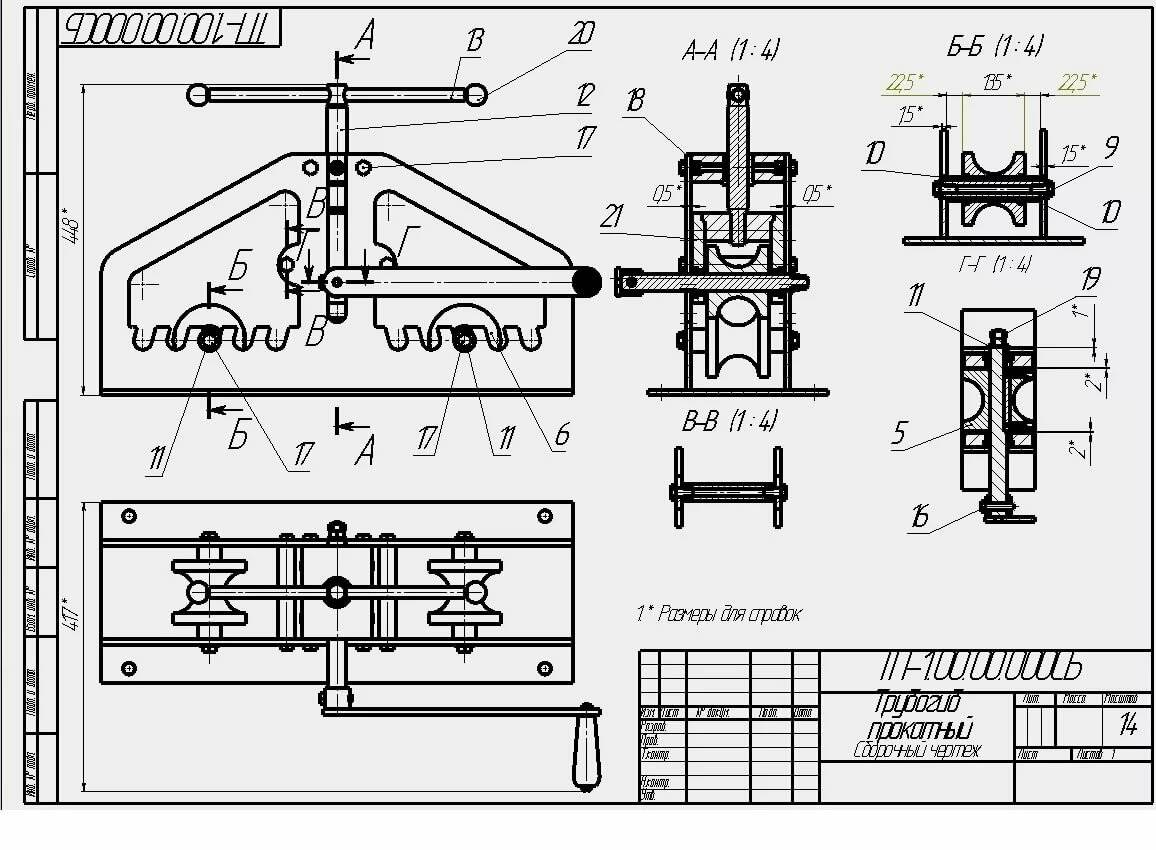
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Как работает трубогиб для профильной трубы?
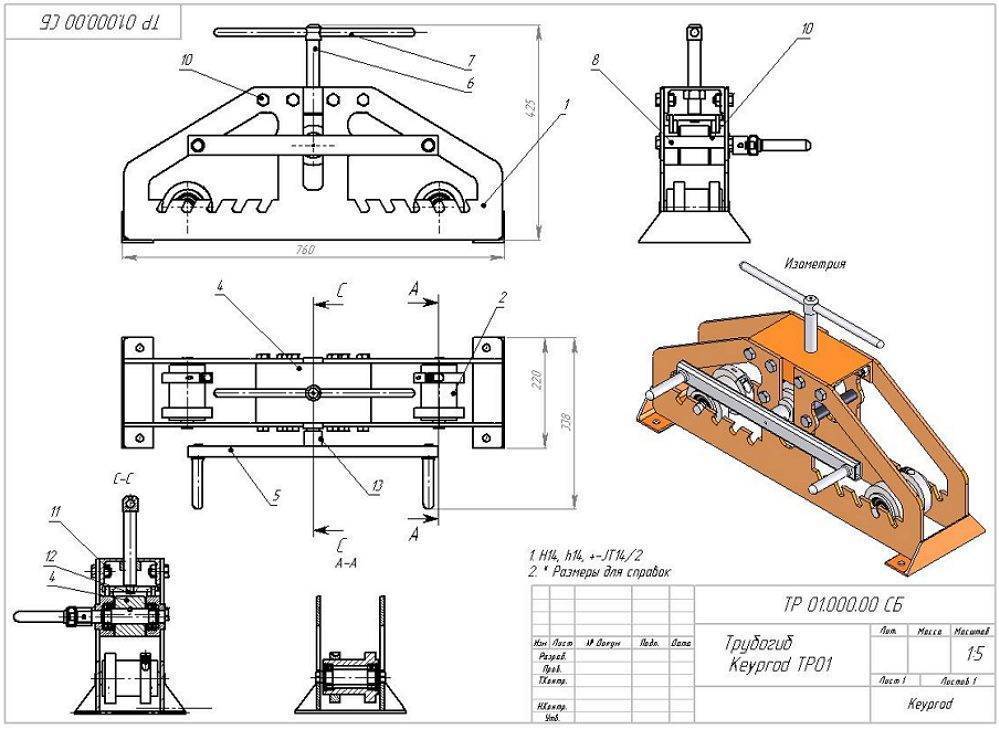
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.
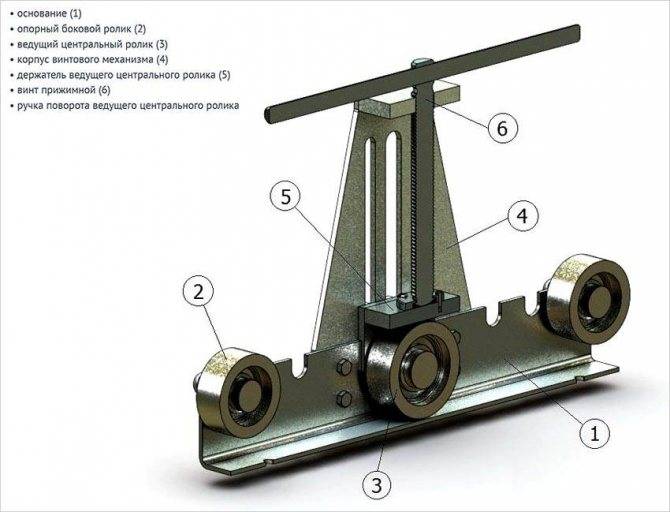 Схема простейшего профилегиба
Схема простейшего профилегиба
 Чертеж вальцев для профильной трубы
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
 Простой в использовании ручной профилегибочный станок
Простой в использовании ручной профилегибочный станок
 Современное электромеханическое устройство
Современное электромеханическое устройство





