

09Г2С — область применения
Изделия из стали 09Г2С применяют для производства конструкций различного назначения. Этому способствует высокая прочность что позволяет использовать более тонкие компоненты конструкций. То есть, там, где толщина материала из обыкновенной стали составляет 5 мм, то из низколегированной, она будет в 1,5 — 2 раза меньше, и при этом надо помнить, то, что стоимость этих разных сталей примерно одинакова.
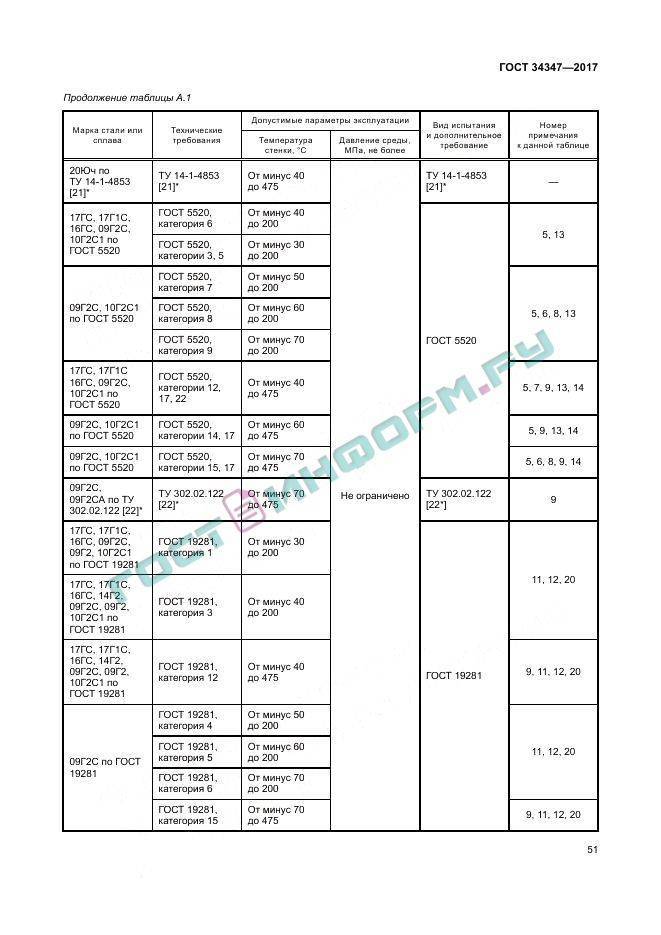
Характеристики, присущие сплаву 09Г2С, позволяют применять ее при изготовлении деталей и узлов, которые будут работать в температурном диапазоне от -70 до +450 градусов Цельсия. Свариваемость, которая в сравнении с другими сталями, существенно выше, позволяет создавать сложные инженерно-технические конструкции эксплуатируемые в судо- и машиностроении, на железнодорожном транспорте. После проведения определенных видов термической обработки, эту сталь применяют для производства трубопроводной арматуры. Кстати, возможность работы этой стали при температуре в -70 градусов, позволила использовать трубы из этого материала для транспортировки углеводородов на севере нашей страны.
Эта сталь, обладающая высокой способностью к свариванию и отменными механическими параметрами, идеально подходит для производства фасонных изделий, например, балки или швеллера. Кроме того, из этой стали производят комплектующие для станкостроения, транспорта, строительной и химической отрасли.
В строительстве широко используют квадратную трубу, выполненную из стали 09Г2С. Из нее производят различные ограждения, в том числе декоративные, возводят рекламные конструкции, малые архитектурные формы. Важную роль этот материал играет и в производстве котельного оборудования, большая часть, которого, произведена именно из него.
Следует отметить, что использование конструкций из стали 09Г2С позволяет функционировать объектам городского хозяйства, транспортным системам, производственным комплексам, расположенным в регионах с суровым северным климатом. Например, широким спросом пользуется такая продукция как фланцы. Опыт показывает, что сталь 09Г2С является оптимальным материалом для их производства. Дело в том, что они могут быть использованы как в помещении, так и при работе в различных температурах, в том числе и низких.
Широкую применяемость стали 09Г2С и ее аналогов, объясняется не только исключительными технологическими свойствами, но, с точки зрения снижения затрат, на производство конкретных изделий. В самом деле, конструкции, сваренные из этого материала проще обрабатываются, имеют меньшую массу и обладают хорошими параметрами по прочности и износостойкости.
Характеристика стали 09г2с
Ст.09г2с также является конструкционным низколегированным сплавом, эксплуатация которого возможна при температуре от -70 до +425 °C. Марка устойчива к морозам, агрессивным средам, подходит для работы в северных регионах страны.
Отличается от первой стали сниженным содержанием углерода (0,09%) и увеличенной концентрацией марганца (до 2%). Состав может быть дополнен серой, азотом, фосфором и другими легирующими добавками, общий процент которых не должен превышать 2%.
- не чувствительна к флокенам;
- сваривается без ограничений;
- морозоустойчивая;
- пластичная;
- не склонна к отпускной хрупкости;
- выдерживает сильные температурные деформации при длительной эксплуатации.
Механические свойства стали 14Х17Н2
Механические свойства стали при повышенных температурах
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 |
| Пруток. Отжиг при 760-780°С, 2 часа, охлаждение с печью. Закалка при 950-975°С, 1 час, масло. Отпуск при 600 °С, 3-6 часов При 20 °С НВ 269-302 | |||||
| 20 | 680 – 710 | 860 – 880 | 19 – 22 | 60 – 63 | 118 – 147 |
| 300 | 620 – 640 | 720 | 16 | 65 – 67 | – |
| 400 | 580 – 590 | 670 – 680 | 14 – 15 | 63 – 64 | – |
| 500 | 510 | 550 – 570 | 17 – 18 | 68 – 70 | – |
| 550 | 430 | 460 | 20 | 81 | – |
| Поковки дисков диаметром 700 мм и высотой 30-80 мм. Отжиг с двумя переохлаждениями при 200-230°С и при 140-180°С. Закалка при 960-980°С, масло. Отпуск при 640-670°С. (Образцы тангенциальные). При 20°С НВ 285 | |||||
| 20 | 630 – 690 | 870 – 890 | 16 | 52 – 55 | 90 – 101 |
| 200 | 630 – 650 | 780 | 12 – 15 | 47 – 53 | 93 – 108 |
| 300 | 610 – 630 | 730 – 760 | 11 – 13 | 50 – 53 | 108 – 132 |
| 400 | 600 – 630 | 730 – 750 | 11 – 12 | 45 | 98 – 117 |
| 500 | 500 – 540 | 560 – 610 | 15 | 54 – 56 | 108 – 122 |
| 600 | 280 – 310 | 330 – 340 | 28 – 30 | 83 – 84 | 127 |
| Деформированное состояние. Скорость деформирования 2,5 мм/мин | |||||
| 700 | – | 215 | 58 | 90 | – |
| 800 | – | 145 | 70 | 92 | – |
| 900 | – | 98 | 75 | 88 | – |
| 1000 | – | 59 | 80 | 90 | – |
| 1100 | – | 29 | 80 | 90 | – |
| 1200 | – | 20 | 80 | 88 | – |
| 1250 | – | 20 | 68 | 80 | – |
Ударная вязкость из стали, KCU, Дж/см2
| Лист толщиной 10 мм в состоянии поставки. Образцы | Т= +20 °С | Т= -20 °С | Т= -40 °С | Т= -60 °С |
| Поперечные | 56 | 51 | 49 | 47 |
| Продольные | 71 | 53 | 53 | 52 |
Коррозийная стойкость стали
| Среда | Температура, °С | Длительность испытания, часы | Глубина коррозии, мм/год |
| Вода дистиллированная | 900 | 50 | 0,08 |
| Пар – воздух | 1000 | 100 | 0,005 |
Жаростойкость стали
| Среда | Температура, ºС | Глубина, мм/год | Группа стойкости или балл |
| Воздух | 650 | 0,904 | Пониженно – стойкая |
| Воздух | 750 | 2,010 | Малостойкая |
Механические свойства стали в зависимости от температуры отпуска
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 | Твердость, НВ |
| Пруток. Отжиг при 760-780°С, 2 ч, охлаждение с печью. Закалка при 950-975°С, 1 час, масло | ||||||
| 300 | 930 – 950 | 1260 – 1280 | 16 | 59 – 61 | 78 – 95 | 400 – 444 |
| 400 | 980 – 1050 | 1290 – 1330 | 16 – 17 | 60 – 62 | 61 – 68 | 388 – 444 |
| 500 | 970 – 1000 | 1110 – 1200 | 14 – 15 | 60 | 54 – 98 | 363 – 388 |
Механические свойства при испытаниях на длительную прочность
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/час | Предел длительной прочности, МПа, | Длительность испытания, часы |
| 400 | – | – | 608 – 686 | 1000 |
| – | – | – | 588 – 666 | 2000 |
| 450 | 274 | 2/100 | 617 | 200 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Поковки. Закалка при 1000-1030 °С, масло. Двойной отпуск при 665-675 °С, печь или воздух | До 100 | 540 | 690 | 15 | 40 | 59 | 228 – 269 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Прутки. Закалка при 975-1040 °С, масло. Отпуск при 275-350 °С, воздух | 60 | 835 | 1080 | 10 | 30 | 49 | – |
| Закалка при 1000-1030 °С, масло. Отпуск при 620-660 °С, воздух | 60 | 635 | 835 | 16 | 55 | 75 | – |
ГОСТ 7350-77
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Листы горячекатаные или холоднокатаные. Закалка при 960-1050 °С, вода или воздух. Отпуск при 275-350 °С, воздух (образцы поперечные) | Образцы | 882 | 1078 | 10 | – | – | – |
Обработка
Относительно малое содержание углерода в данном металле дает возможность применять различные сварные технологии. Причем они могут использовать как с предварительным разогревом, так и без него.
Заготовки со значительной толщиной обрабатываются посредством многослойной сварки. Чтобы провести механическую обработку, чаще всего используется специальное оборудование, в том числе фрезерные установки, токарные аппараты, сверловка, пескоструйный агрегат.
В процессе таких обработок на специальном оборудовании прочность и пластичность металла не будут изменяться. При помощи нагрева и последующего резкого охлаждения проводится закаливание, отпуск, отжиг.
Предварительный нагрев такой стали не потребует слишком много времени. Закалка заготовок позволит значительно повысить прочность, твердость материала. Отпуск устранит напряжение внутри, увеличит эксплуатационный срок металлических изделий.
Термический отжиг придаст изделиям максимально равномерный кристаллический состав, иногда эта процедура проводится для уменьшения пластичности.
Сталь данной марки отлично поддается сварке. Причем она может проходить без подогрева. Кроме того, после такой процедуры не нужно будет дополнительно нагревать металлические заготовки. Электродами для выполнения работ могут стать Э42А, Э50А.
Иногда заготовки перед сваркой все же нагревают до температуры в 120 градусов. Далее разделку кромок выполняют при толщине материала не более 5 миллиметров. Но даже без этого можно будет качественно варить изделия с толщиной до 40 миллиметров.
Иногда применяется полуавтоматическая сварка. Ее выполняют при токе в 200-230 ампер, давление при этом должно достигать 2-2,2 атмосферы. Сразу после этого проводится охлаждение при обычных условиях, что обеспечивает максимальную надежность соединения.
Чтобы избежать появления закалочной структуры, нужно выполнять отпуск при температурном режиме в 600-650 градусов. Затем заготовки отправляют в специальное печное оборудование, там они остывают. Медленное и равномерное остывание позволяет избежать коробления. Если сечение изделия составляет менее 36 мм, то тогда отпуск можно и не производить.
Термообработка заготовок может выполняться как в специальных печах, так и на механических станках. В процессе станочной обработки применяются резка, правка и прочие операции. Все это позволяет придавать металлу необходимую форму.
Коррозионностойкая сталь
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| 1.4003 | X2CrNi12 | |||
| 1.4512 | X2CrTi12 | 409 | SUH 409 | |
| 1.4000 | X6Cr13 | 410S | SUS 410 S | 08Х13 |
| 1.4002 | X6CrAl13 | 405 | SUS 405 | |
| 1.4006 | X12CrN13 | 410 | SUS 410 | 12Х13 |
| 1.4024 | X15Cr13 | (410) | SUS 410 J1 | |
| 1.4021 | X20Cr13 | (420) | SUS 420 J1 | 20Х13 |
| 1.4028 | X30Cr13 | (420) | SUS 420 J2 | 30Х13 |
| 1.4031 | X39Cr13 | SUS 420 J2 | 40Х13 | |
| 1.4034 | X46Cr13 | (420) | 40Х13 | |
| 1.4016 | X6Cr17 | 430 | SUS 430 | 12Х17 |
| 1.4520 | X2CrTi17 | |||
| 1.4510 | X3CrTi17 | 439 | SUS 430 LX | 08Х17Т |
| 1.4113 | X6CrMo17-1 | 434 | SUS 434 | |
| 1.4509 | X2CrTiNb18 | 441 | ||
| 1.4521 | X2CrMoTi18-2 | 444 | SUS 444 | |
| 1.4589 | X5CrNiMoTi15-2 | |||
| 1.4310 | X10CrNi18-8 | (301) | SUS 301 | |
| 1.4318 | X2CrNiN18-7 | 301 LN | SUS 301 LN | |
| 1.4301 | X5CrNI18-10 | 304 | SUS 304 | 08Х18Н10 |
| 1.4303 | X4CrNi18-12 | (305) | SUS 305 | 12Х18Н12 |
| 1.4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03Х18Н11 |
| 1.4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08Х18Н10Т |
| 1.4550 | X6CrNiNb18-10 | 347 | SUS 347 | |
| 1.4401 | X5CrNiMo17-12-2 | 316 | SUS 316 | |
| 1.4404 | X2CrNiMo17-12-2 | 316 L | SUS 316 L | |
| 1.4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10Х17Н13М2Т |
| 1.4561 | X1CrNiMoTi18-13-2 | |||
| 1.4435 | X2CrNiMo18-14-3 | 316 L | SUS 316 L | 03Х17Н14М2 |
| 1.4439 | X2CrNiMoN17-13-5 | S 31726 | SUS 317 | |
| 1.4539 | X1NiCrMoCu25-20-5 | N 08904 | ||
| 1.4565 | X3CrNiMnMoNbN 23-17-5-3 | S 34565 | ||
| 1.4462 | X2CrNiMoN22-5-3 | S 31803 | SUS 329 J3L | |
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| СНГ (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) |
| 03 Х17 Н13 М2 | 1.4404 | X2 CrNiMo 17-12-2 | 316 L |
| 03 Х17 Н14 М3 | 1.4435 | X2 CrNiMo 18-4-3 | — |
| 03 Х18 Н11 | 1.4306 | X2 CrNi 19-11 | 304 L |
| 03 Х18 Н10 Т-У | 1.4541-MOD | — | — |
| 06 ХН28 МДТ | 1.4503 | X3 NiCrCuMoTi 27-23 | — |
| 06 Х18 Н11 | 1.4303 | X4 CrNi 18-11 | 305 L |
| 08 Х12 Т1 | 1.4512 | X6 CrTi 12 | 409 |
| 08 Х13 | 1.4000 | Х6 Cr 13 | 410S |
| 08 Х17 Н13 М2 | 1.4436 | X5CrNiMo 17-13-3 | 316 |
| 08 Х17 Н13 М2 Т | 1.4571 | Х6 CrNiMoTi 17-12-2 | 316Ti |
| 08 Х17 Т | 1.4510 | Х6 СrTi 17 | 430Ti |
| 08 Х18 Н10 | 1.4301 | X5 CrNi 18-10 | 304 |
| 08 Х18 Н12 Т | 1.4541 | Х6 CrNiTi 18-10 | 321 |
| 10 Х23 Н18 | 1.4842 | X12 CrNi 25-20 | 310S |
| 10X13 | 1.4006 | X10 Cr13 | 410 |
| 12 Х18 Н10 Т | 1.4878 | X12 CrNiTi 18-9 | — |
| 12 Х18 Н9 | — | — | 302 |
| 15 Х5 М | 1.7362 | Х12 СrMo 5 | 501 |
| 15 Х25 Т | 1.4746 | Х8 CrTi 25 | — |
| 20X13 | 1.4021 | Х20 Cr 13 | 420 |
| 20 Х17 Н2 | 1.4057 | X20 CrNi 17-2 | 431 |
| 20 Х23 Н13 | 1.4833 | X7 CrNi 23-14 | 309 |
| 20 Х23 Н18 | 1.4843 | X16 CrNi 25-20 | 310 |
| 20 Х25 Н20 С2 | 1.4841 | X56 CrNiSi 25-20 | 314 |
| 03 Х18 АН11 | 1.4311 | X2 CrNiN 18-10 | 304LN |
| 03 Х19 Н13 М3 | 1.4438 | X2 18-5-4 | 317L |
| 03 Х23 Н6 | 1.4362 | X2 CrNiN 23-4 | — |
| 02 Х18 М2 БТ | 1.4521 | X2 CrMoTi 18-2 | 444 |
| 02 Х28 Н30 МДБ | 1.4563 | X1 NiCrMoCu 31-27-4 | — |
| 03 Х17 Н13 АМ3 | 1.4429 | X2 CrNiMoN 17-13-3 | 316LN |
| 03 Х22 Н5 АМ2 | 1.4462 | X2 CrNiMoN 22-5-3 | — |
| 03 Х24 Н13 Г2 С | 1.4332 | Х2 CrNi 24-12 | 309L |
| 08 Х16 Н13 М2 Б | 1.4580 | X1 CrNiMoNb 17-12-2 | 316 Сd |
| 08 Х18 Н12 Б | 1.4550 | X6 CrNiNb 18-10 | 347 |
| 08 Х18 Н14 М2 Б | 1.4583 Х10 CrNiMoNb | Х10 CrNiMoNb 18-12 | 318 |
| 08X19AH9 | — | — | 304N |
| 08X19H13M3 | 1.4449 | X5 CrNiMo 17-13 | 317 |
| 08X20H11 | 1.4331 | X2 CrNi 21-10 | 308 |
| 08X20H20TЮ | 1.4847 | X8 СrNiAlTi 20-20 | 334 |
| 08X25H4M2 | 1.4460 | X3 CrnImOn 27-5-2 | 329 |
| 08X23H13 | — | — | 309S |
| 09X17H7 Ю | 1.4568 | X7 CrNiAl 17-7 | 631 |
| 1X16H13M2 Б | 1.4580 | Х6 CrNiMoNb 17-12-2 | 316Cd |
| 10X13 СЮ | 1.4724 | Х10 CrAlSi 13 | 405 |
| 12X15 | 1.4001 | X7 Cr 14 | 429 |
| 12X17 | 1.4016 | X6 Cr17 | 430 |
| 12X17M | 1.4113 | X6 CrMo 17-1 | 434 |
| 12X17MБ | 1.4522 | Х2 СrMoNb | 436 |
| 12X18H12 | 1.3955 | GX12 CrNi 18-11 | 305 |
| 12X17 Г9 АН4 | 1.4373 | Х12 CrMnNiN 18-9-5 | 202 |
| 15X9M | 1.7386 | X12 CrMo 9-1 | 504 |
| 15X12 | — | — | 403 |
| 15X13H2 | — | — | 414 |
| 15X17H7 | 1.4310 | X12 CrNi 17-7 | 301 |
МЕТОДЫ КОНТРОЛЯ
4.1. Отбор проб для определения химического состава проводят по ГОСТ 7565.








4.2. Химический анализ стали проводят по ГОСТ 22536.0—ГОСТ 22536.12, ГОСТ 27809, ГОСТ 12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 12357, ГОСТ 12358, ГОСТ 12359, ГОСТ 12361, ГОСТ 12364, ГОСТ 18895 или другими методами, обеспечивающими необходимую точность анализа.
При разногласиях в оценке качества оценку проводят методами, установленными в стандарте. (Измененная редакция, Изм. № 1).
4.3. Углеродный эквивалент (Сэ) вычисляют по формуле
где С, Mn, Si, Cr, Ni, Си, V, P — массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора.
4.4. Контроль качества поверхности и размеров листового проката по — ГОСТ 14637, сортового — по ГОСТ 535.
4.5. Расслоение проката при резке контролируют осмотром кромок и торцов без применения увеличительных приборов.
При необходимости качество металла на кромках листов и универсальных полос проверяют снятием стружки: при этом раздвоение стружки служит признаком несплошности металла.
4.5.1. Ультразвуковой контроль сплошности листового проката проводят в соответствии с ГОСТ 22727.
4.6. Отбор проб и изготовление образцов для механических и технологических испытаний проводят по ГОСТ 7564. Из фасонного проката и универсальной полосы образцы вырезают вдоль, из листового — поперек направления прокатки. При испытании на ударный изгиб на образцах с острым надрезом образцы отбирают вдоль направления прокатки.
Для проката диаметром или стороной квадрата более указанных в табл. 1 и 7 допускается механические свойства определять на образцах, вырезанных из заготовок, прокованных или прокатанных на размеры, регламентируемые табл. 1 и 7. Нормы механических свойств в этом случае должны соответствовать табл. 1 и 7.
(Измененная редакция, Изм. № 1).
4.7. От каждой отобранной для контроля штанги, листа, универсальной полосы, рулона отбирают для испытания на растяжение и изгиб по одному образцу, для определения ударной вязкости — по два образца для каждой температуры. Качество гнутых профилей контролируют по заготовке.
4.8. Испытание проката на растяжение проводят на образцах пятикратной длины по ГОСТ 1497. (Измененная редакция, Изм. № 1).
4.9. Испытание на изгиб проводят по ГОСТ 14019.
4.10. Определение ударной вязкости проката с номинальной толщиной до 10 мм включительно проводят на образцах типа 1, 2 или 3, а для категорий 8 и 9 — типа 11, 12, 13 по ГОСТ 9454. Для проката толщиной более 10 мм ударную вязкость определяют на образцах типа 1, а для категорий 8 и 9 — типа 11 по ГОСТ 9454.
Ударную вязкость фасонного и полосового проката толщиной 3—4 мм, листового проката толщиной менее 5 мм допускается определять на образцах шириной, равной толщине проката.
(Измененная редакция, Изм. № 1).
4.11. Ударную вязкость после механического старения определяют по ГОСТ 7268 на образцах с концентратором вида U. Толщина образцов должна соответствовать принятым в п. 4.10.
4.12. При испытании образцов с концентратором вида U допускается снижение ударной вязкости на одном образце на 15 %, при испытании образцов с концентратором вида V допускается снижение ударной вязкости на одном образце на 30 %; при этом среднее значение результатов испытаний должно быть не ниже норм табл. 6 и 7.
4.13. При использовании заводом-изготовителем статистических и других неразрушающих методов контроля механических свойств в соответствии с нормативно-технической документацией, контроль механических свойств изготовителем по методике, предусмотренной настоящим стандартом, допускается не проводить. Изготовитель гарантирует при этом соответствие выпускаемой продукции требованиям настоящего стандарта. При разногласиях в оценке качества и при периодических проверках качества продукции применяют методы контроля, предусмотренные настоящим стандартом.







Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | As | Al | V | Ti | Nb | Ce |
| TУ 14-1-1921-76 | 0.15-0.2 | ≤0.025 | ≤0.03 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | ≤0.03 |
| TУ 14-1-1950-2004 | ≤0.2 | ≤0.02 | ≤0.025 | ≤1.55 | ≤0.3 | ≤0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| ГОСТ 19282-73 | 0.15-0.2 | ≤0.04 | ≤0.035 | 1.15-1.6 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.008 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| TУ 14-3-1138-82 | 0.15-0.2 | ≤0.02 | ≤0.025 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | — | — | 0.015-0.05 | — | — | — | — |
| TУ 14-158-146-2004 | ≤0.18 | ≤0.015 | ≤0.02 | 1.15-1.5 | — | 0.4-0.6 | — | Остаток | — | ≤0.012 | — | — | ≤0.08 | — | ≤0.07 | — |
| TУ 14-3-1573-96 | 0.15-0.2 | ≤0.03 | ≤0.035 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | — | — | — | — | — | — |
Fe — основа. По ГОСТ 19282-73 допускается модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов. По ГОСТ 19281-89 и ГОСТ 19282-73 допускается допускается добавка алюминия и титана из расчета получения массовой доли в прокате алюминия — не более 0,050 %, титана — не более 0,030 %. По ГОСТ 5520-79 при выплавке стали из керченских руд допускается массовая доля мышьяка до 0,15 %, при этом массовая доля фосфора должна быть не более 0,030 %. По требованию потребителя массовая доля серы не должна превышать 0,025, 0,030 или 0,035 %, а фосфора 0,030 или 0,035 %. При выплавке стали в электропечах массовая доля азота должна быть ≤ 0,012 %. По ТУ 14-1-1921-76 вместо Се может быть введен Ca≤0,020%. По ТУ 14-1-1950-2004 химический состав представлен для стали марки 17Г1С-У. В стали марки 17Г1С-У производства ОАО «МК «Азовсталь», предназначенной для производства труб диаметром 1020 мм для транспортирования малосернистого газа, массовая доля серы не должна превышать 0,007%, фосфора — 0,020%. Для газонефтепроводов повышенной коррозионной стойкости с увеличенным ресурсом эксплуатации листы изготовляют из природнолегированной стали марки 17Г1С-У: — первой категории — с массовой долей хрома и никеля по 0,20-0,50%, фосфора — не более 0,030%; — второй категории — с массовой долей хрома и никеля по 0,20-0,50%, меди — 0,15-0,35% и фосфора — не более 0,030%. Сталь марки 17Г1С-У раскисляют алюминием и титаном, суммарная массовая доля которых (по ковшевой пробе) должна быть в пределах 0,015-0,075%, при этом массовая доля алюминия должна быть не более 0,06%. Для глобуляризации сернистых включений допускается присадка церия или кальция. Массовая доля церия или кальция не должна быть более 0,03% и 0,02% соответственно. Углеродный эквивалент должен быть не более 0,46, а для производства труб диаметром 1020 мм для транспортирования малосернистого газа, должен быть не более 0,42. По ТУ 14-3-1138-82 химический состав представлен для стали марки 17Г1С-У. Химический состав стали и эквивалент по углероду принимаются по сертификату завода-поставщика листового проката. В таблице указано допустимое остаточное содержание никеля, хрома, меди и алюминия. Допускается, для глобуляции сернистых включений, обработка стали добавками церия (до 0,03 %) и кальция (до 0,03 %) соответственно. В отдельных плавках допускается содержание марганца до 1,60 %, ванадия до 0,10 %, азота до 0,02 %. Допускается поставка отдельных плавок стали с суммарным содержанием остаточного алюминия и титана в пределах 0,010-0,060 % при условии обеспечения требуемых механических свойств. По ТУ 14-3-1573-96 химический состав приведен для стали марки 17Г1С. Сталь марки 17Г1С-У имеет отличие в химическом составе: С ≤ 0,20 %, Mn ≤ 1,55 %, Si ≤ 0,60 %, Al ≤ 0,060 %, S ≤ 0,020 %, P ≤ 0,025 %. Углеродный эквивалент для обеих марок Сэ ≤ 0,46 %. В отдельных плавках стали марки 17Г1С-У допускается: массовая доля марганца до 1,80 %, при этом Сэ ≤ 0,44; массовая доля ванадия ≤ 0,10 % и (или) ниобия ≤ 0,070 %. Суммарная массовая доля алюминия и титана в стали марки 17Г1С-У должна быть в пределах 0,015-0,075 %. По ТУ 14-158-146-2004 химический состав приведен по ковшевой пробе для 1-го уровня качества труб из стали марок 17Г1С, 17Г1С ПЛ-1, 17Г1С ПЛ-2, 17Г1С-У, предназначенных для производства труб класса прочности К52 и стали 17Г1С-У, для производства труб класса прочности К55. Ниобий и ванадий являются необязательными и вводятся в сталь по расчету при согласовании изготовителя с потребителем.
Преимущества и применение стали 09Г2С
не перегревается и не закаливается в процессе сварки. Ее пластические свойства остаются на высоком уровне, а зернистость не увеличивается. Все эти характеристики делают такой сплав идеальным для использования в сварных конструкциях. Процесс сварки может осуществляться с предварительным подогревом (приблизительно до 100°-120°) и без него.
Именно эта марка позволяет создавать максимально тонкостенные элементы, что отлично подходит для ее применения в судостроении и строительной области. К тому же материал довольно прочный и долговечный, что обуславливает безопасность сооружения.
Листовой прокат из стали 09Г2С легко гнется. Это позволяет создавать сложнейшие конструкции для газодобывающей, нефтяной и химической отрасли. В таких сферах стальные изделия из этой марки представлены в виде труб и трубопроводной арматуры.
Преимущества стали 09Г2С
- Высокая механическая прочность
- Долговечность – срок службы деталей из этой стали более 30 лет
- Широкий диапазон рабочей температуры – от -70°С до +425°С
- Отсутствует склонность к отпускной хрупкости
- После отпуска вязкость стали не снижается
- Не теряет пластичность и не изменяет зернистость при сварке элементов
Виды сталей и особенности их маркировки
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.
Разновидности сталей
Включая в состав стали легирующие элементы, ей можно придать требуемые характеристики. Именно таким образом, комбинируя вид и количественное содержание добавок, получают марки, обладающие улучшенными механическими свойствами, коррозионной устойчивостью, магнитными и электрическими характеристиками. Конечно, улучшать характеристики сталей можно и при помощи термообработки, но легирующие добавки позволяют делать это более эффективно.
Классификация сталей осуществляется и по их назначению. Так, выделяют инструментальные и конструкционные виды, марки, отличающиеся особыми физическими свойствами. Инструментальные виды используются для производства штамповых, мерительных, а также режущих инструментов, конструкционные – для выпуска продукции, применяемой в строительстве и сфере машиностроения. Из сплавов, отличающихся особыми физическими свойствами (также называемых прецизионными), изготавливают изделия, которые должны обладать особыми характеристиками (магнитными, прочностными и др.).

Классификация сталей по назначению
Стали противопоставляются друг другу и по особым химическим свойствам. К сплавам данной группы относятся нержавеющие, окалиностойкие, жаропрочные и др. Что характерно, нержавеющие стали могут быть коррозионностойкими и нержавеющими пищевыми – это разные категории.
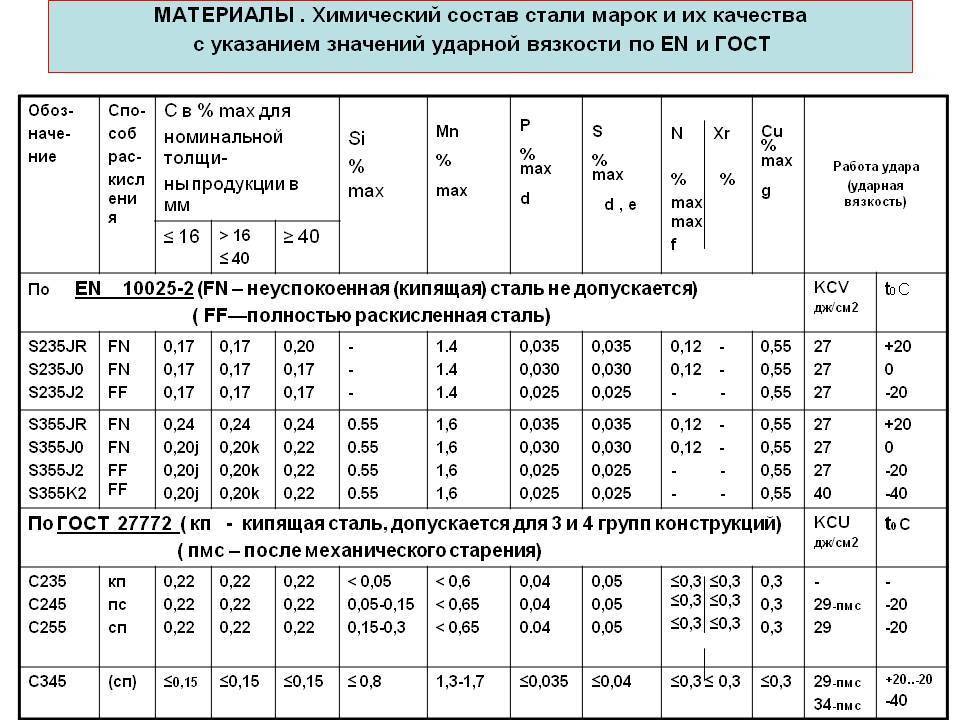
Если рассматривать основные вредные примеси, то фосфор увеличивает хрупкость сплава, особенно сильно проявляющуюся при низких температурах (так называемая хладноломкость), а сера вызывает появление трещин в металле, нагретом до высокой температуры (красноломкость). Фосфор, ко всему прочему, значительно уменьшает пластичность нагретого металла. По количественному содержанию этих двух элементов выделяют стали обыкновенного качества (не более 0,06–0,07% серы и фосфора), качественные (до 0,035%), высококачественные (до 0,025%) и особовысококачественные (сера – до 0,015%, фосфор – до 0,02%).
Маркировка сталей также указывает на то, в какой степени из их состава удален кислород. По уровню раскисления выделяют стали:
- спокойного типа, обозначаемые буквосочетанием «СП»;
- полуспокойные – «ПС»;
- кипящие – «КП».
Область применения
Используется сталь 17Г1С для создания трубопроводов, работающих под давлением 7,5 МПа, подверженных нагреву деталей, несущих конструкций. Для придания металлу антикоррозионных качеств применяется плакирование, которое позволяет создать многослойный материал. Он предназначен для:
- деталей специальных машин, легковых авто, вагонов;
- создания гнутого проката;
- использования в качестве фасонного элемента в трубопроводе (максимальная толщина – 60 мм);
- теплообменников;
- газо- и нефтепроводов;
- теплосетей;
- трубопроводов из электросварных или бесшовных труб.

Благодаря пластическим свойствам и простоте создания сварного шва обеспечивается высокое качество электросварных труб с продольным и спиралевидным соединением. До начала работ не потребуется проведение термообработки или прочих манипуляций с металлом.
Марка стали 17Г1С характеризуется стойкостью к механическим воздействиям и простотой создания сварного соединения, поэтому широко применяется в строительстве. Хладостойкость материала позволяет создавать системы охлаждения, а также использовать его в условиях пониженных температур.
Ударная вязкость определяется на основании рабочей температуры, химсостава и типа термообработки стали. Данные параметры являются определяющими при выборе марки металла в зависимости от условий работы.







Вернуться к содержанию
Химический состав и маркировка
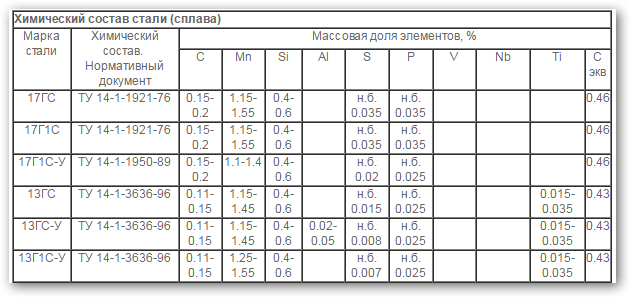
Состав химических элементов в сплаве определяется по ГОСТ 19282-73. Расшифровка маркировки стали 17Г1С обозначает среднее содержание углерода — 0,17%, магранца 1,1-1,5% и кремния менее 1,0%.
Кроме этого в химическом составе присутствуют:
- силициум,
- никель,
- медь,
- сера,
- фосфор
- и незначительное количество других веществ.
Содержание железа может достигать 96%. В том случае, если маркировка стали заканчивается буквой «У» -17Г1С-У, то сталь отличается повышенной прочностью и расшифровывается, как усиленная.
Государственный стандарт допускает модифицирование сплава путем добавления 0,03% кальция и 0,05% редкоземельных элементов. Для увеличения прочности возможно внесение в состав сплава 0,03% титана и не более 0,05% алюминия.
Стоимость
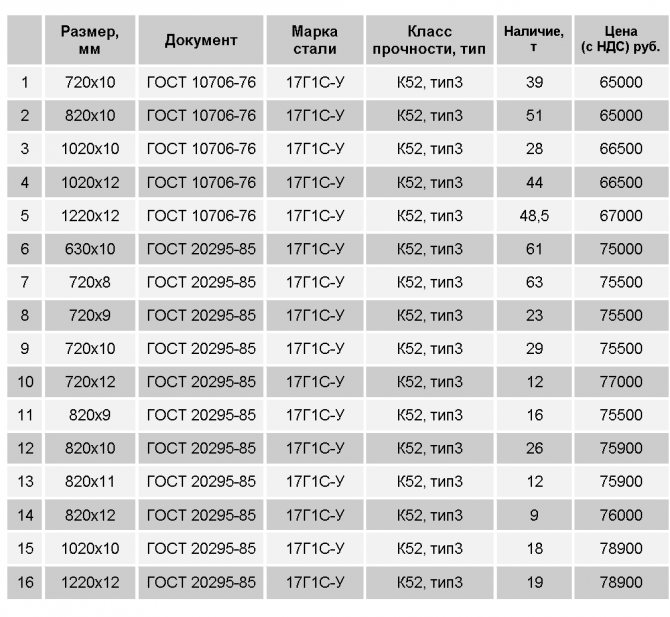
Цена на сталь определяется видом металлопроката, который из нее изготовлен. Кроме этого учитывается удаленность региона и расходы на доставку материалов. Отгрузка проката производится на вес и средняя стоимость листовых изделий в центральных регионах составляет 52000-56000 руб/тн. При больших оптовых заказах можно оговорить вопрос предоставления скидок на покупаемую сталь.
Трубы, уголок, круг, швеллер и другие готовые изделия стоят дороже листового металла. Самые дорогие изделия из 17Г1С это готовые фланцы, отводы, переходы и другие фасонные элементы трубопроводов.
Аналоги стали 17Г1С
Среди марок, производимых за рубежом и аналогичным по характеристикам сплаву 17Г1С, следует назвать:
- Германия, Франция, Англия S355 и P355;
- Швеция 2132-2134;
- Австрия St52F;
- Япония SM490 и SM520;
- Китай 16MN и HP345;
- Южная Корея STKM16;
- Польша 16G и 18G.
Маркировка по стандартам Евросоюза определяет подобные материалы, как Fe52, S235 и S355. При покупке стали зарубежных аналогов следует учитывать более высокую стоимость материалов, связанную с таможенными сборами и транспортировкой. Кроме того приведенные выше марки только аналогичны 17Г1С и не имеют абсолютно точного соответствия по химическому составу.





