

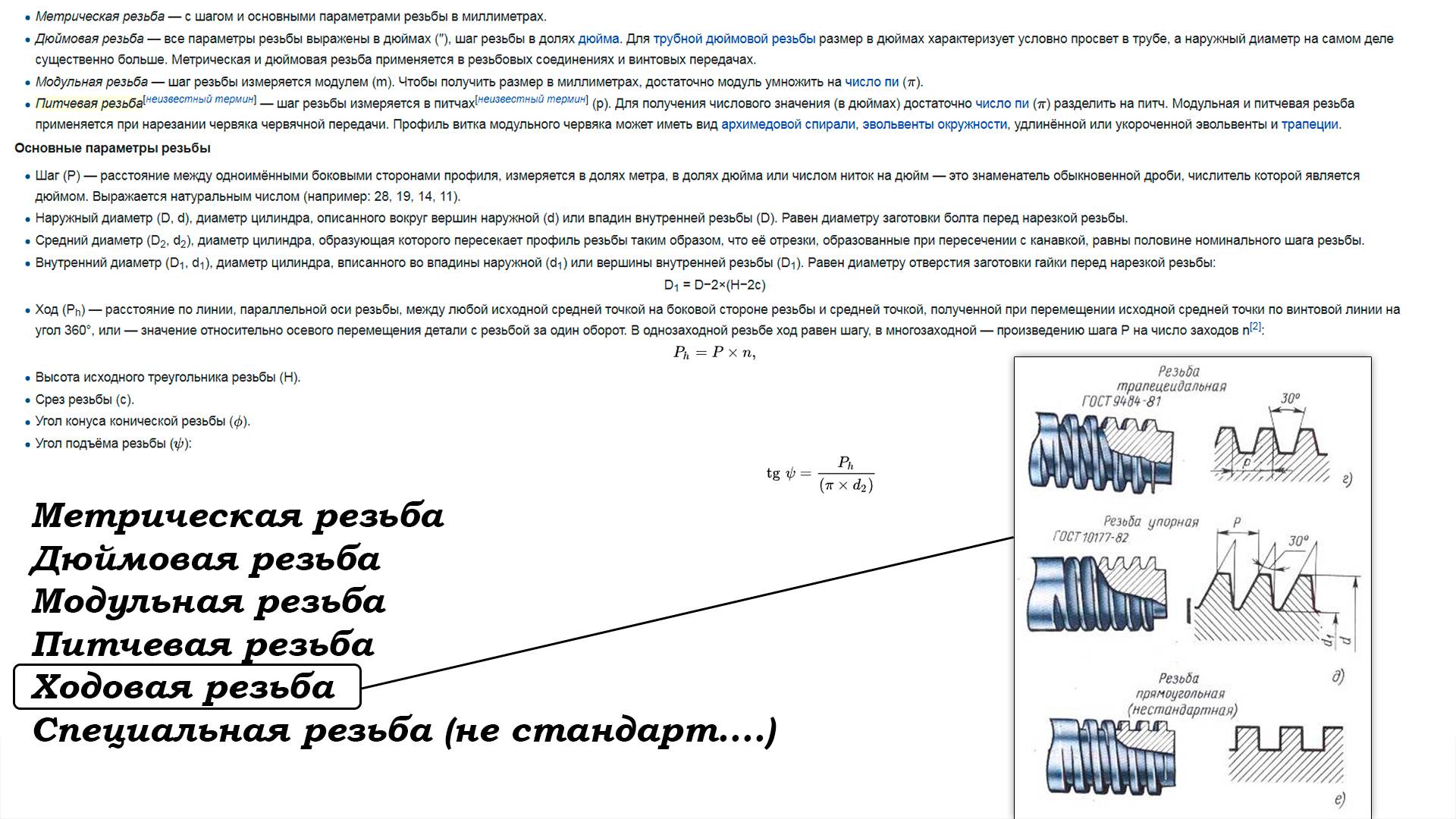
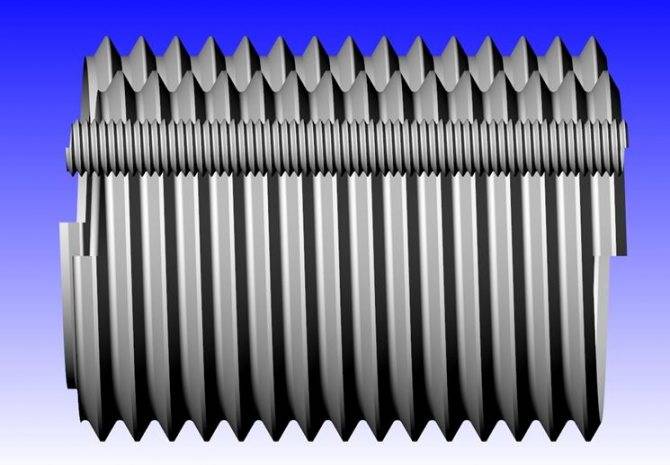
Питчевая резьба: определение и принцип работы
Питчевая резьба — это один из видов резьбы, при котором резьбовая линия образована витками, которые расположены на поверхности цилиндрического или конического предмета. Основным элементом питчевой резьбы является резьбовой виток, состоящий из горизонтальной верхней поверхности — гребня, и наклонных боковых поверхностей — впадин.
Питчевая резьба используется в широком спектре областей, включая машиностроение, металлообработку, электротехнику, автомобилестроение и многие другие. Она является неотъемлемой частью механизмов и конструкций, позволяющих соединять детали, регулировать их положение и передавать силу.
Принцип работы питчевой резьбы основан на вращательном движении и взаимодействии резьбы с вторым резьбовым элементом, например, гайкой. При вращении гайки в одном направлении она перемещается вдоль резьбовой линии и прижимает или отводит соединяемые детали. Резьба служит для обеспечения надежного контакта и фиксации элементов в нужном положении.
Питчевая резьба характеризуется несколькими параметрами, включая диаметр, шаг и угол наклона резьбы. Диаметр определяет размер резьбы, шаг — расстояние между соседними витками, а угол наклона — угловое положение витков.
В зависимости от требований и условий эксплуатации, питчевая резьба может иметь различные параметры и конфигурации. Например, мелкозернистая резьба обеспечивает высокую точность и герметичность соединения, а крупнозернистая — простоту и быстроту монтажа.
Примеры областей применения питчевой резьбы
Машиностроение
Металлообработка
Электротехника
Соединение резьбовых соединителей
Изготовление резьбовых отверстий и отверстий для болтов
Соединение электрических контактов
Регулировка положения деталей
Создание резьбовых соединений в металлических конструкциях
Изготовление резьбовых отверстий в электронных устройствах
Питчевая резьба является одним из основных инструментов современной промышленности, и понимание ее определения и принципа работы является важным для широкого круга специалистов и инженеров в различных областях.
Инструмент для нарезания резьб
Плашка. На наружной поверхности резьба нарезается плашками. Их изготавливают в виде гайки. Для получения режущих элементов и отвода стружки в них просверлены отверстия. С каждой стороны плашка имеет режущие элементы, образующие заборный конус (угол 20⁰–30⁰). В средней части расположена калибрующая зона.
Плашку фиксируют в воротке при помощи винтов. Нужно после каждого оборота плашки поворачивать её назад на треть окружности. Это нужно для очистки отверстий от стружки и получения качественной резьбовой поверхности.
Метчик. Метчик используют для нарезания внутренней резьбы. Он имеет режущие кромки, получаемые при изготовлении продольных или винтовых канавок. Канавки формируют передние поверхности на зубьях. Рабочая зона метчика образует заборный и калибрующий участки. Заборный участок ещё называют режущим. Он конической формы и врезание происходит постепенно.
Различают ручные, машинные и гаечные метчики. Ручные метчики изготавливают одинарными и в комплекте: для чернового и чистового проходов при нарезании резьб. Комплект состоит и из 3 метчиков. Номер его указывают количеством круговых рисок на хвостовике (1 — черновой, 2 — получистовой, 3 — чистовой).
Резец. Резьба нарезается вершиной резца, закреплённого в суппорте, при перемещении его относительно вращающейся заготовки. При этом шаг резьбы, образуемый резцом, равен расстоянию между вершинами соседних выступов по оси детали.
Резцы для нарезки резьб конструктивно выполняют:
цельными (изготавливают из быстрорежущей стали или твердого сплава); с напаянными пластинами из твердого сплава (ГОСТ 18885–73); сборными с мехкреплением СМП (сменных многогранных пластин).
Резьбовой резец с напайной или сменной многогранной пластиной (СМП) должен иметь углы заточки, обеспечивающие получение соответствующего профиля на резьбе. Такие резцы используют для нарезания метрической и трапецеидальной резьбы.
Резцы с СМП используют на токарно-фрезерных станках с ЧПУ, которые могут обеспечить необходимые режимы резания и получение готовой детали за один цикл обработки (обрабатывающие центра).
Для обеспечения качества резьбы при её нарезании обязательно применяют СОЖ (эмульсию, сульфофрезол и другие).
Марки быстрорежущей стали для резцов: Р6М5К5, Р6М5, Р9М4К8, Р9К5, Р12Ф3, Р9М4К8.
Модульная резьба
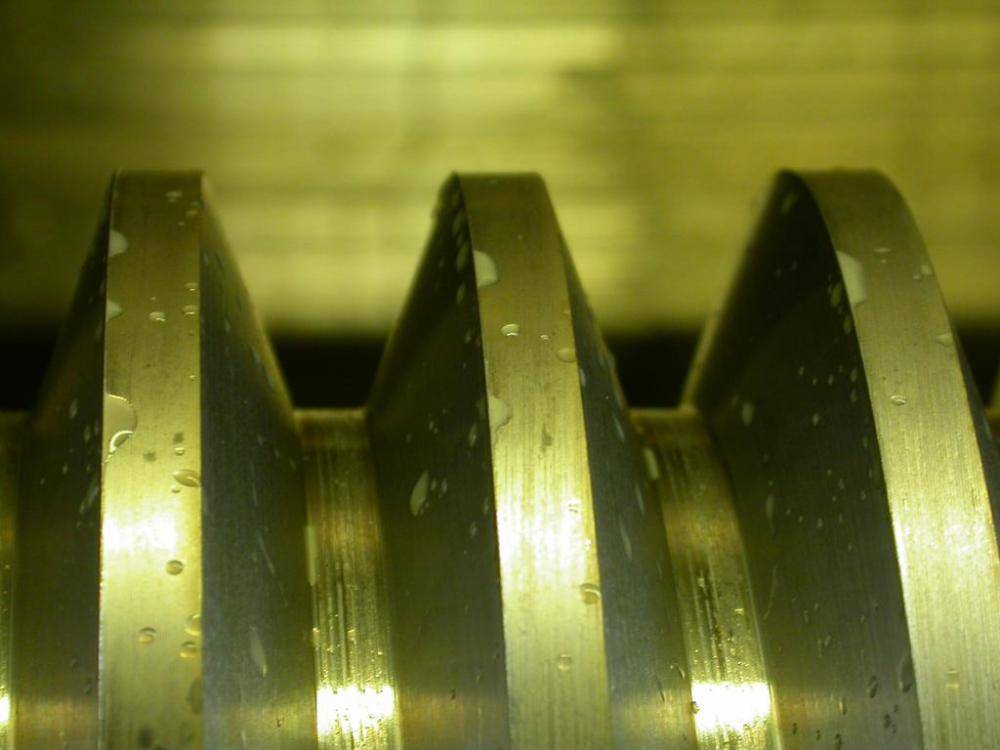
У ряда станков включение на модульную резьбу производят без подсчетов, по таблице подач станка. Однозаходный или многозаходный винт с модульной резьбой , являющийся составной частью червячной передачи.
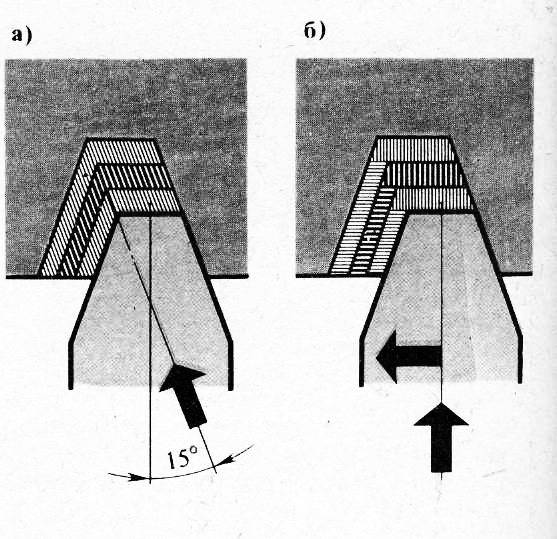
Передний угол Y чистовых резцов для модульной резьбы делается равным нулю.
Звено увеличения шага обычно используют для нарезания мно-гозаходных метрических и модульных резьб с повышенными значениями шага резьбы обрабатываемой детали.
Если нортоновская коробка должна быть построена для нарезания модульных резьб , соответствующих значениям модуля / к, т, от.
Когда производится обтачивание гладких поверхностей и нарезание метрической или модульной резьбы , шестерня 92 ( рис. 30) должна быть установлена в левом положении.
Нарезание цилиндрических червяков профильными резцами выполняют на токарно-вкнторезных станках, позволяющих нарезать модульную резьбу . Наиболее благоприятные условия резания создаются в случае установки резца вдоль оси заготовки. Это следует учитывать при черновом нарезании витков, когда могут быть использованы резцы прямолинейного профиля при условии, что возникающая погрешность профиля будет исправлена при чистовой обработке.
Рассмотренная схема передачи движения имеет место при ведущем конусе Нортона и применяется при нарезании метрических и модульных резьб . Коробка подач при этом обеспечивает получение 32 различных передаточных отношений.
Этот станок предназначен для выполнения всевозможных токарных работ, в том числе для нарезания метрических, дюймовых и модульных резьб .
Станок предназначен для получистовых и чистовых токарных работ высокой точности, а также нарезания метрических, дюймовых и модульных резьб . Шпиндель станка смонтирован в гидростатических подшипниках. Изменение частот вращения шпинделя бесступенчатое, посредством вариатора с широким ремнем.
Станок предназначен для всевозможных токарных работ в центрах и патроне, а также для нарезания метрических, дюймовых и модульных резьб . Он является малопроизводительным по сравнению с более новыми моделями станков и не отвечает требованиям передовой технологии в части скоростного точения, а также не оснащен приспособлениями и некоторыми механизмами для сокращения вспомогательного времени.
По первому направлению нарезают дюймовые и питчевые резьбы, а также торцовую резьбу: по второму направлению нарезают метрические и модульные резьбы ; по этой же цепи осуществляется продольная и поперечная подачи.
Наладочное перемещение торцешлифовального приспособления производится маховиком 5 через косозубое колесо z 14 посредством рейки, выполненной в виде модульной резьбы , на подвижной штанге приспособления. За один оборот маховика перемещение равно 66 мм.
Путем переключения рукояток можно получить подачи, необходимые для продольного и поперечного точения, а также для нарезания необходимых метрических, дюймовых и модульных резьб . Эта настройка производится по готовым таблицам, имеющимся на станке.
Высота ic и ширина а притупления резца должны быть не больше соответственных величин впадины резьбы, указанных в таблице размеров модульной резьбы .
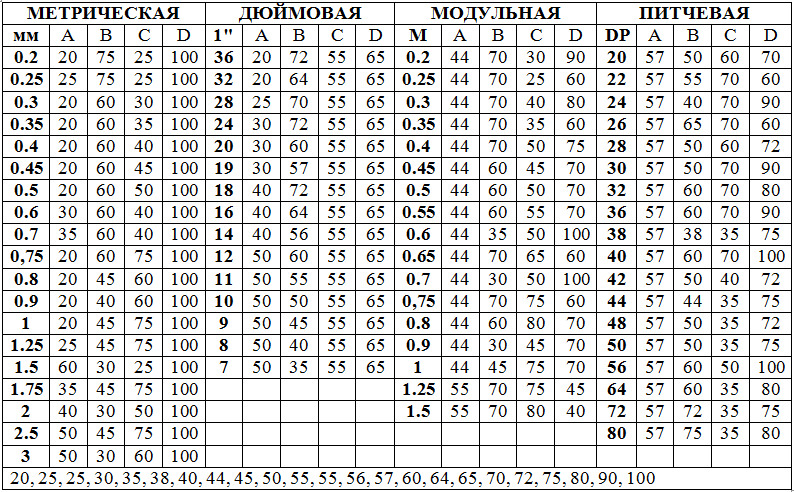
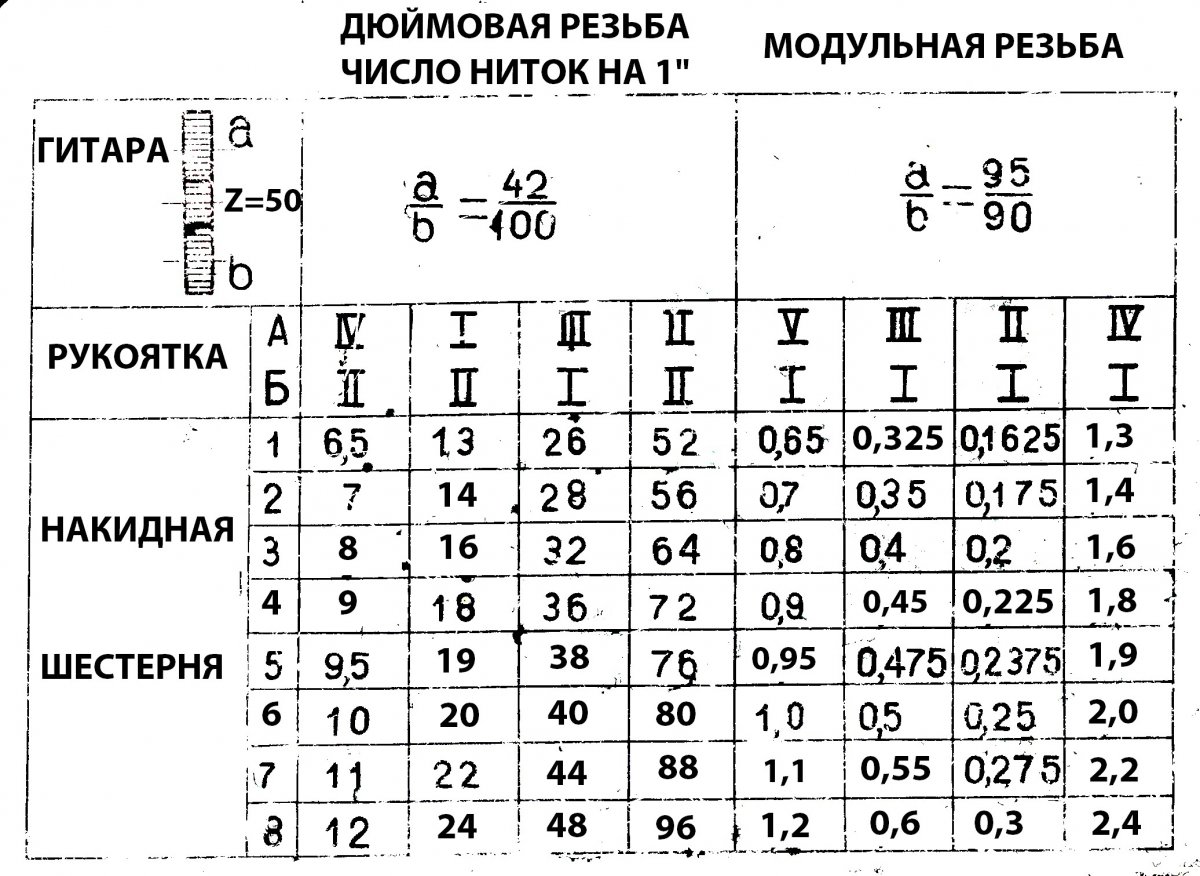
При нарезании дюймовой резьбы шаг определяется числом ниток к резьбы на один дюйм длины заготовки, т. е. Ри = = 25,4/к; в этом случае исм = 25,4/Лмпосг.
При нарезании модульной резьбы шаг определяется значением модуля т (мм), т. е. Р„ = пт; в этом случае ит — кт/ипосг
При нарезании питчевой резьбы шаг зависит от значения питча р», т. е. Р„ = n/р» (в дюймах); в этом случае исм



Число 25,4 представляют дробью 127/5, и поэтому в набор сменных зубчатых колес включают колесо z = 127, а % заменяют отношением тг = 22/7. Подбор остальных сменных колес производится по методу разложения на множители.
В станке 16К20 при нарезании метрических и дюймовых резьб устанавливают следующие сменные зубчатые колеса: (а/Ь) ■
Если установить в гитаре подач комбинацию (а/Ь) ■ (c/d) = = (60/86) • (86/48), то можно нарезать метрические и дюймовые резьбы с шагом, вдвое больше табличного.
Для настройки гитары сменных зубчатых колес на нарезание резьбы с шагом, не предусмотренным таблицами станка, пользуются формулой (а/Ь) ■ (c/d) = (5/8) • (Р„/РТ), где Рн — шаг нарезаемой резьбы (мм); Рт — табличное значение шага резьбы, ближайшее к Р„ (мм).
При установке (а/Ь) ■ (c/d) = (60/73) • (86/36) можно нарезать модульные и питчевые резьбы. При нарезании резьб с шагом, не предусмотренным таблицами станка, пользуются формулами:
для модульной резьбы (а/Ь) ■ (c/d) = (60/73) • (86/36) • mn/mT;
для питчевой резьбы (а/Ь) ■ (c/d) = (60/73) • (86/36) • P’jPr, где mH и Р», — соответственно модуль и питч нарезаемой резьбы, а тт и Р», — соответственно табличные значения модуля и питча, близкие к щ, и
Нарезка резьбы на стояки стоящие рядом к стене
Расскажите чем нарезаете резьбы на стояках стоящих близко к стене?Замучались мудрить с советскими плашками, а клупом не подлезть.Меня терзают смутные сомнения что наверное что то есть в продаже.Просвятите?
есть .. бош gbh 5-40 . подрабатывается им выемка в стене и- вперед клуппом.
2SpiKeR Если клуппом не подлезть, долбите стену, чтобы можно было подлезть.
переходники Gebo рулят
Причем тут переходники??Сварка не пойдет, мы полипропилен ставим.Неужели только выборку у трубы делать, у некоторых бывает плитка положена, бюджетный такой ремонтик.Так что не всегда так прокатит.
При бюджетных ремонтиках стояки не трогают.
не понял причём сдесь пп варите с резьбой или я точно чегото не понял
а где именно на стояке?
как это при чем? Вам, насколько я понял от обрезанного стояка на выходе надо получить резьбу, так? Если так, то эти переходники как раз предназначены для подключения к стальным трубам. Трубу обрезал ровно, снял грат, шкуркой место от краски под фитинг зачистил, одел фитинг, зажал попкой и дальше уже хоть пропиленом, хоть бутиленом ведите. Если вам принципиально ИМЕННО нарезать резьбу, то тогда долбите, Шура, долбите стены.
Виноват, не понял сразу )) Если можно, то поподробнее с этого места!У нас и без бюджетного ремонта трогают если приспичит, потихоньку сыпется.Народ лучше без ремонта посидит, но с водой.
есть переходники Gebo для подключения к стальным трубам. цанговый принцип соединения. удобная штука. погуглите, где можно в вашем городе купить. кстати, сделаны из чугуна.
О как. Какого хрена я резьбы резал, корячился? Но, имхо, цанги только на идеально цилиндрическую трубу годятся. А как заранее знать геометрию ея? А если в качестве уплотнителя там резина или любой другой эластичный материал, то это гумно. Лучше уж с нарезкой резьбы покорячится.
Малёха стену продобить и плашкодержатеь с трещёткой в самый раз, с одной ручкой нарежете резьбу.
Если клупп с трещеткой не влазят, можно использовать только клупп и вращать его за грани рожковым ключем
не помню в мм какой допуск в отклонении от цилиндра. Но фитинги с немецкой сертификацией. Уплотнений там несколько в том числе и резина, точнее EPDM, Доверять им или нет — дело лично каждого. Но для меня лично клеймо DVGW уже говорит о том, что дальше вопросов о качестве задавать нет смысла. И, кстати, не факт, что переходник Gebo потечет раньше, чем треснет труба по нарезанной резьбе. Плус-то в том, что нет ослабления трубы (нарезка резьбы — это и есть ослабление). Хотя, конечно, муровать их (переходники) не стоит. Всеж таки цанга.
Расшифровка написания резьб
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».

Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
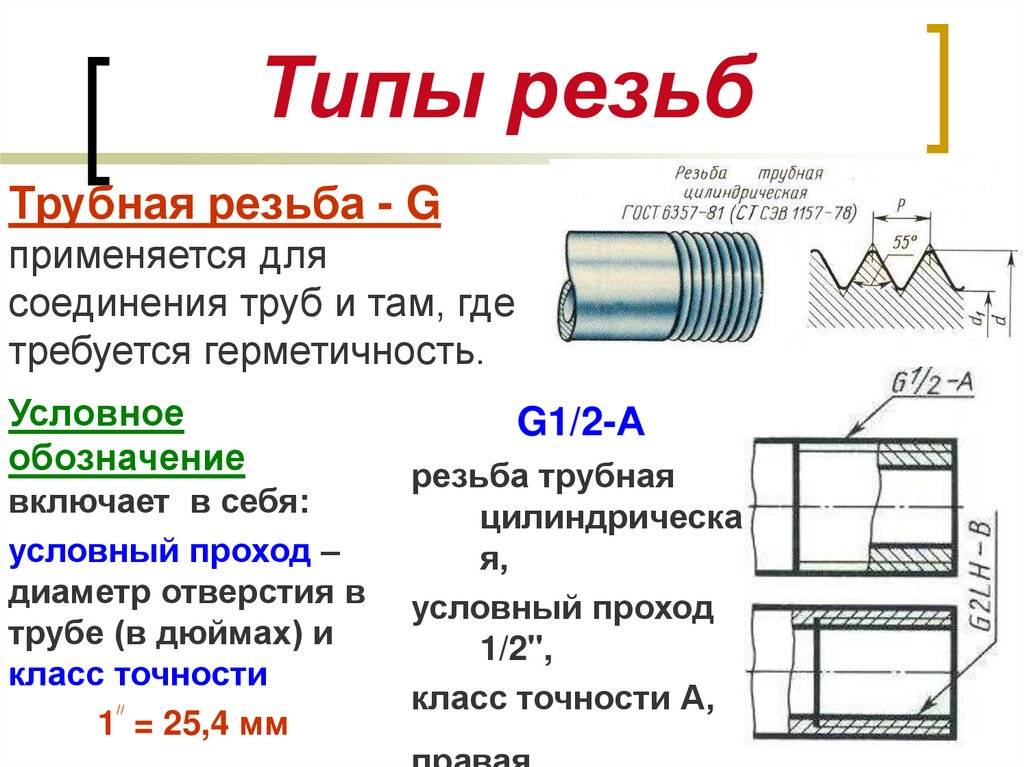
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.

История[править | править код]
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.




Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 1227 дней].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Модульная система.
Модульная система принята в странах с метрической системой мер; единица длины в модульной системе — миллиметр. В этой системе нормировано отношение шага по делительной окружности к π, которое называется модулем и равно: Модуль равен отношению шага к числу π.
Все элементы нормального зубчатого колеса в этой системе прямо пропорциональны модулю. В таблице приведены размеры зубьев нормального не корриогировнного колеса в зависимости от модуля.

В СССР стандарт ОСТ 1597 регламентирует следующий ряд модулей (в мм): 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; I; 1,25; 1,5; 1,75; 2; 2,25; 2,5; (2,75); 3; (3,25); 3,5; (3,75); 4; (4,25); 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 26; 28; 30; 33; 36; 39; 42; 45; 50. Данный ряд модулей распространяется на все виды зубчатых колес: цилиндрические, конические, червячные и косозубые, для последних — по нормальному шагу, т. е. M = Mn. Модули, стоящие в скобках, по возможности рекомендуется не применять. Если требуются модули выше 50 мм, то их следует брать кратными пяти. В довоенной Германии значения модулей были нормализованы стандартом ОЖ780, который регламентирует ряд модулей в пределах 0,3 — 75 мм включительно. Стандартные значения модуля по БМ 780 (в мм). 0,3; (0,35); 0,4; (0,45); 0,5; (0,55); 0,6; «(0,65); 0,7; 0,8; 0,9; 1; 1,25; 1,5; 1,75; 2; 2,25; 2,5; 2,75; 3; 3,25; 3,5, 3,75; 4; 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 27; 30; 33; 36; 39; 42; 45; 50; 55; 60; 65; 70; 75.
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
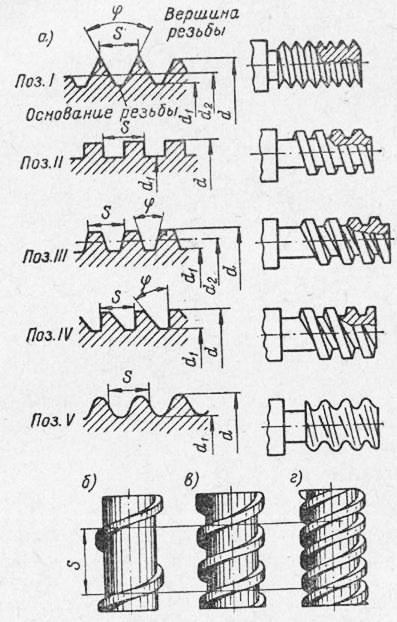
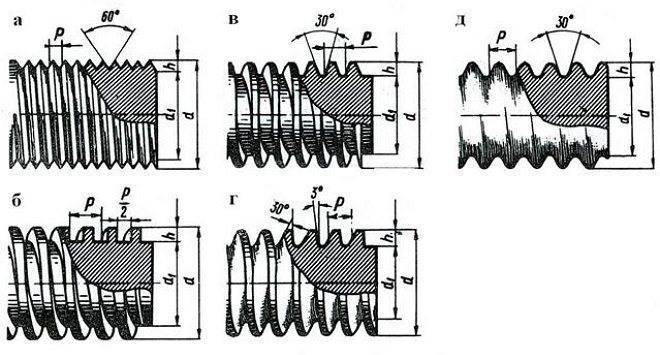
 Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
 Резьбонарезные резцы
Резьбонарезные резцы
Виды метрических резьб
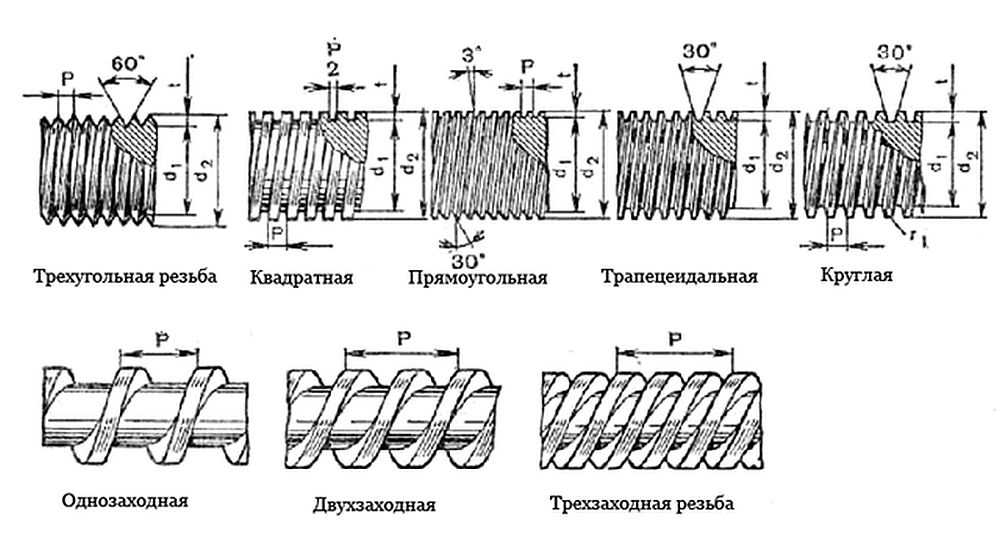
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.

Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.

Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.





Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
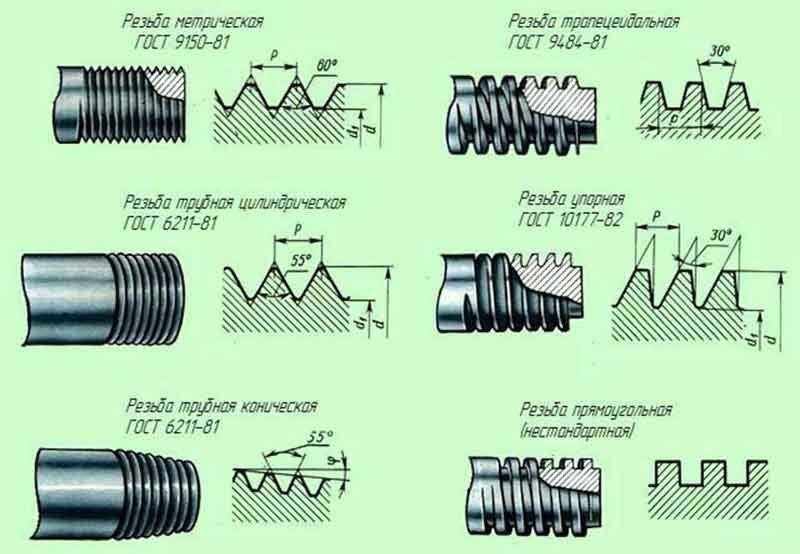
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
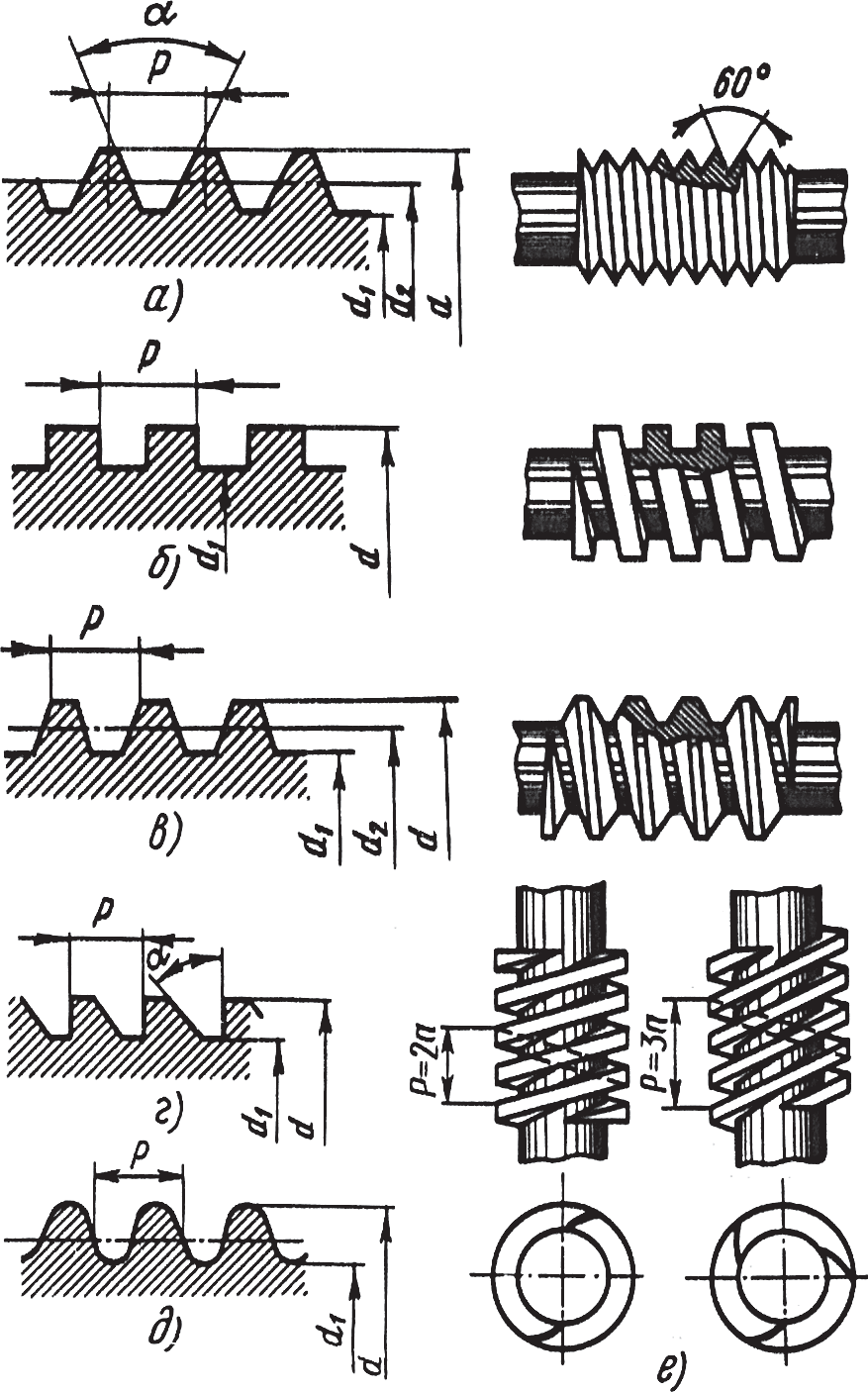
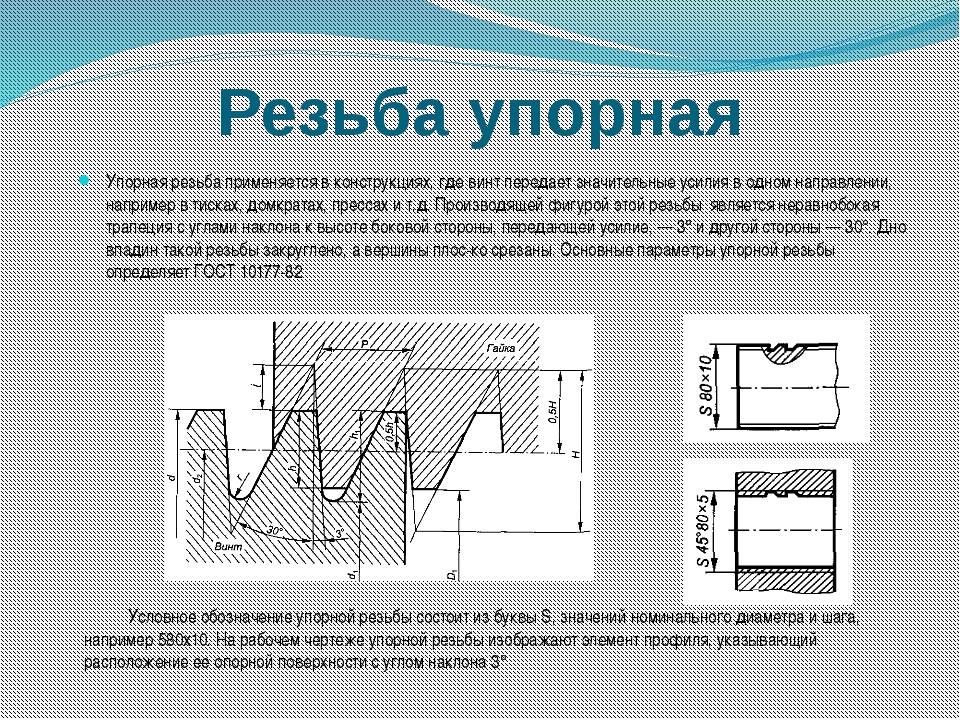
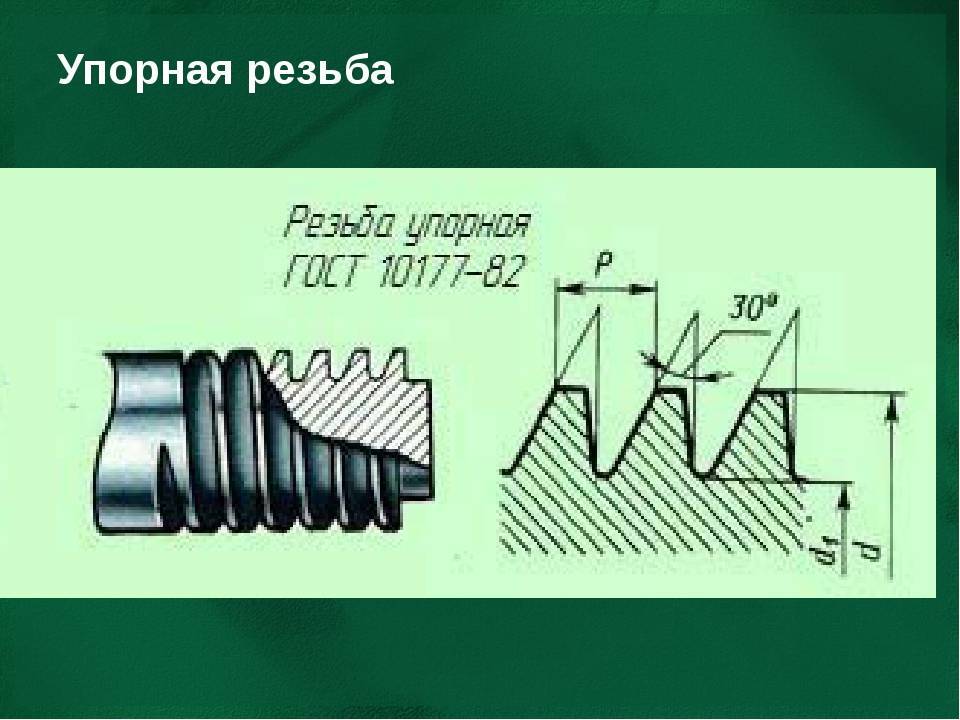
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Упорные резьбы S, S45o
Стандарт S соответствует ГОСТ 10177-82. Резьба с профилем в форме неравнобокой трапеции с углами наклона 30о и 3о, исполняющей роль упора, используется в условиях односторонних усилий в направлении оси. К сферам применения относятся винтовые и гидравлические прессы, нажимные механизмы прокатных станов и другое промышленное оборудование. Многозаходная упорная резьба известна как пилообразная. Существует и усиленный тип, который обозначается S45o. Такая маркировка обусловлена углом наклона, составляющим не 30о, а 45o.
Важный момент. Рабочая сторона профиля асимметричной трапеции наклонена под незначительным углом 3°. Эта техническая особенность существенно повышает КПД упорной резьбы. Закругленные впадины наружной поверхности снижают концентрацию напряжений при усилении динамической прочности. Преимущества функциональных упорных резьб S и S45o удачно дополняются относительной простотой нарезания.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.

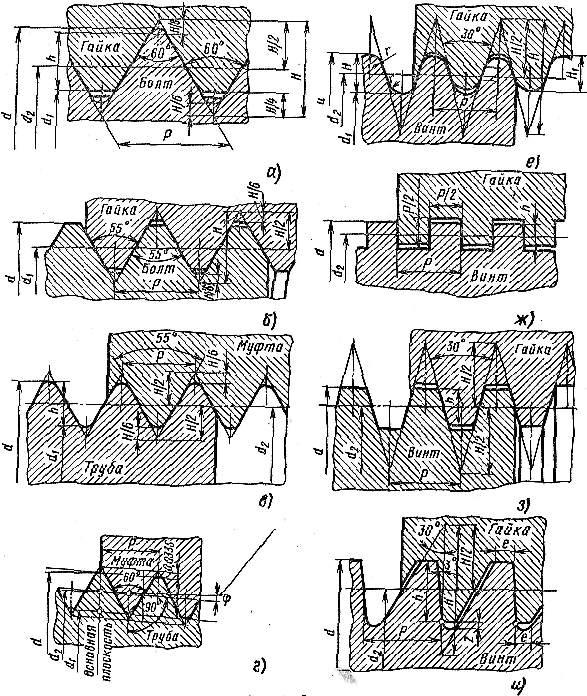
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.





