

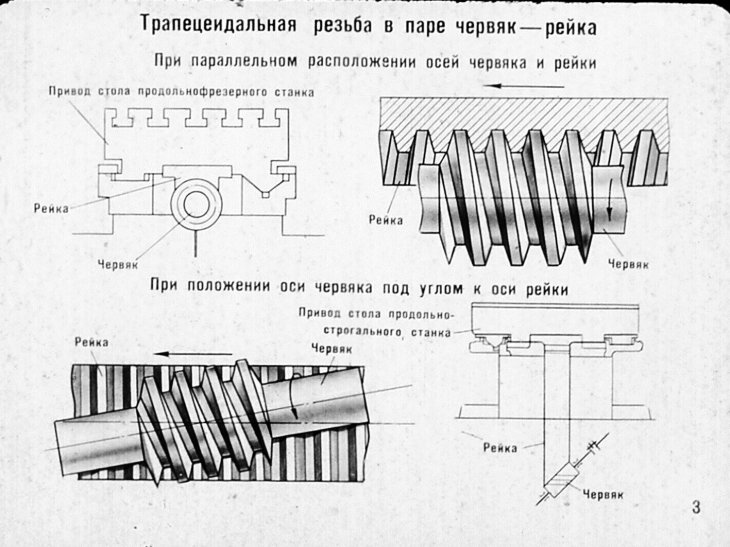
Трапецеидальная резьба
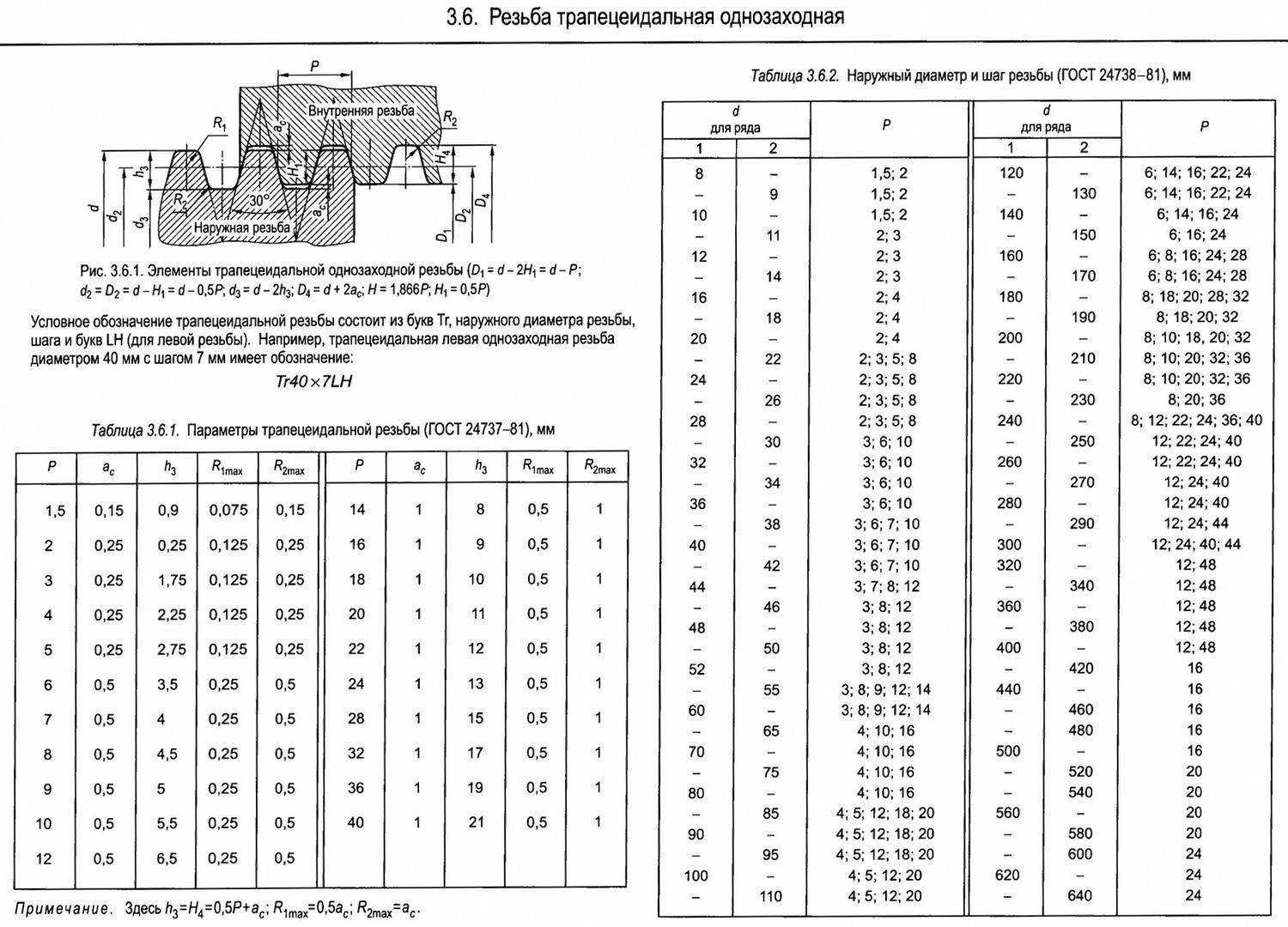
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу. Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.  На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм. При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры. Требования к параметрам изложены в ГОСТ 24738-81.
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм. При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры. Требования к параметрам изложены в ГОСТ 24738-81.
Резьба многозаходная
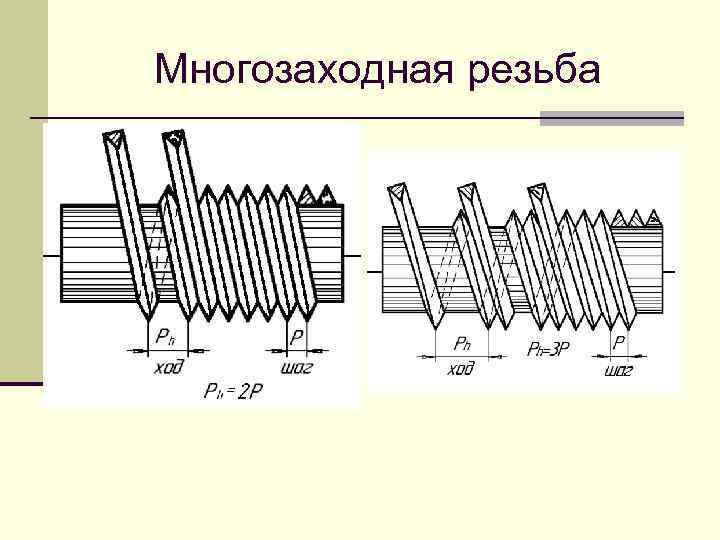
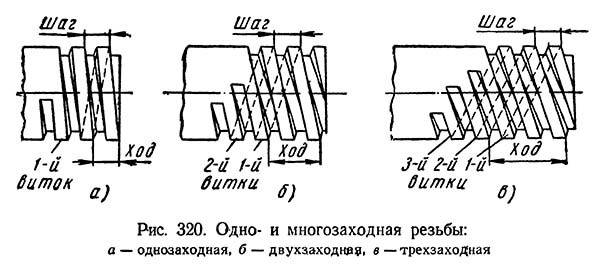
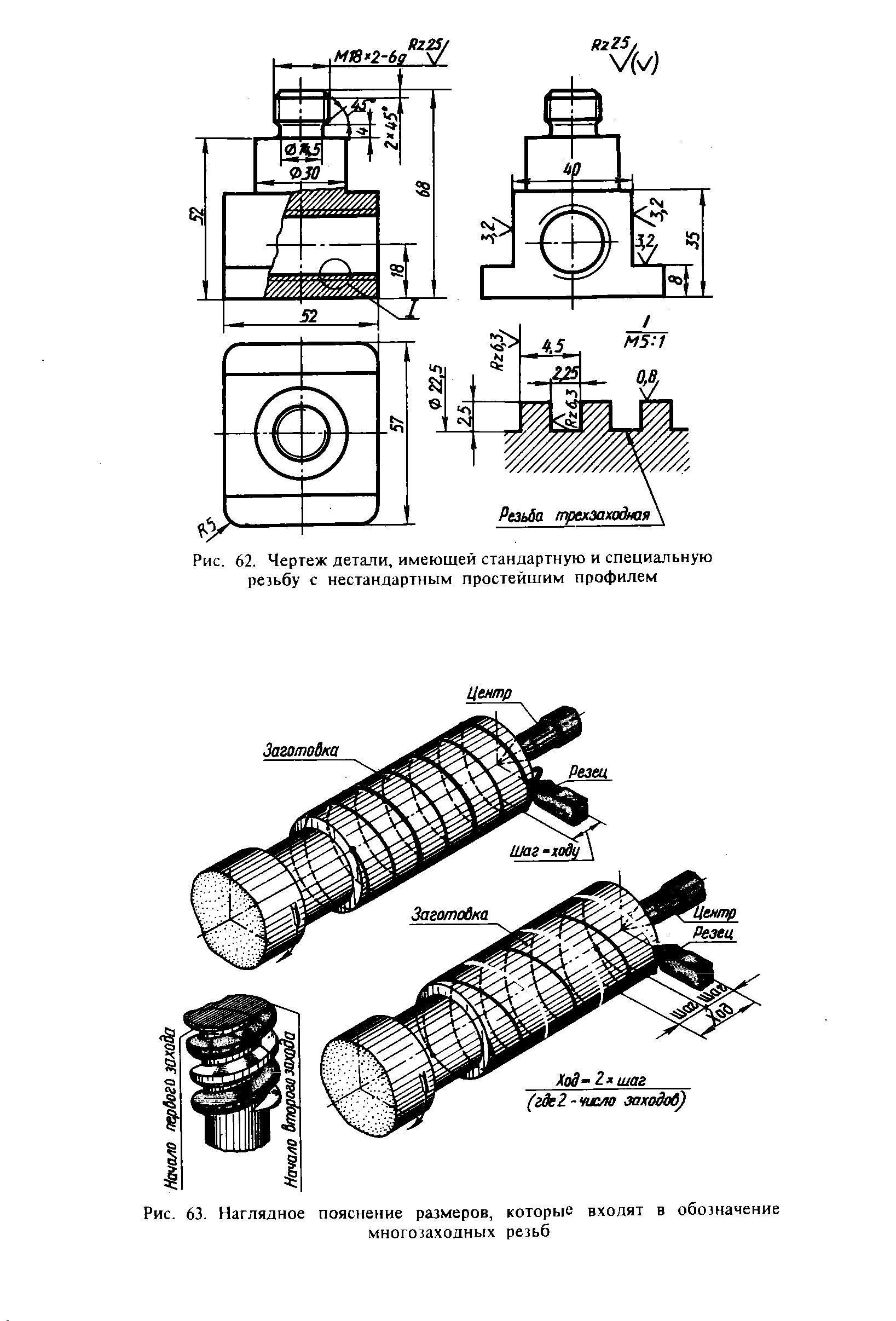
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.

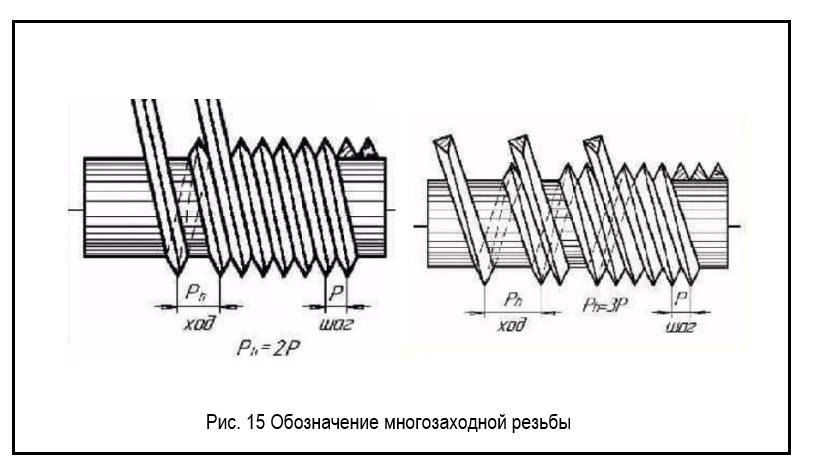
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
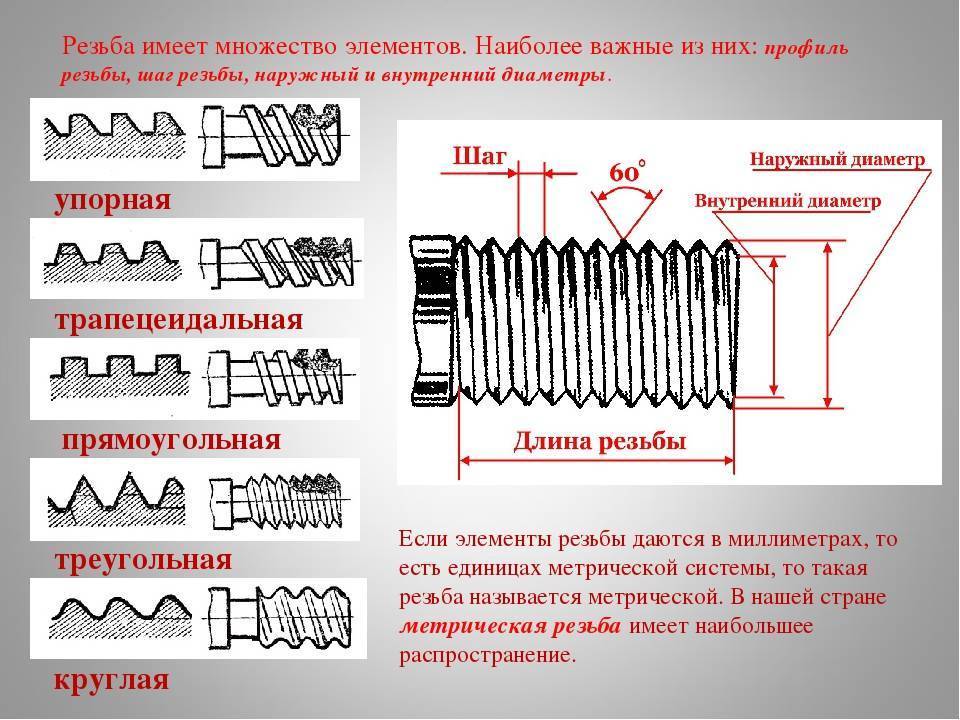
Кроме числа заходов вид многозаходной резьбы определяется формой вырезаемых зубьев.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).

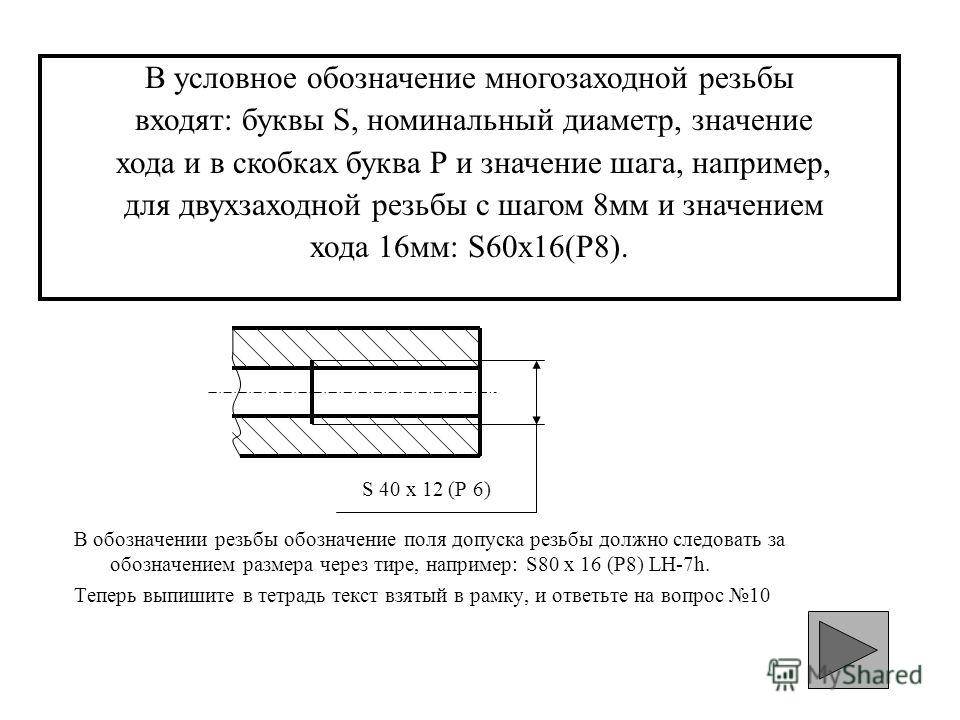
Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Определение шага резьбы
Удобное определение шага винтовой нарезки производится специальными калиброванными шаблонами — резьбомерами. Устройство выполнено в виде набора пластинок с вырезанными профильными зубцами имитирующих профиль резьбы соответствующих размеров. На каждом шаблоне указана величина межвиткового размера, соответствующего при полном совпадении с измеряемым профилем витков крепёжного элемента.
Резьбовые шаблоны
Прикладыванием зубчатой пластинки в профиль резьбовых витков подбирают пластинку, зубцы которой будут полностью совпадать. Для удобной идентификации полного совпадения зубцов шаблона с витками опытную пару просматривают на против источника света.
Определение шага резьбы шаблоном
При отсутствии шаблонов шаг можно определить имеющимися в наличии измерительными приборами линейками штангенциркулем или изготовленным шаблоном самостоятельно.
Замер нескольких ниток линейкой
Крупные шаг можно измерять обычной миллиметровой линейкой. При определения более мелкого шага, осуществляя визуальный контроль измерения, можно использовать увеличительное стекло. Естественно мелкие виды резьбы на маленьком сечении миллиметровой линейкой измерять шаг будет сложней.
Замер нескольких ниток
При определении шага мелких резьб простым действенным приёмом есть измерение длинны сразу нескольких шагов ниток резьбы. Проще всего измерение сделать штангенциркулем. Определив длину нескольких шагов, величину одного шага определяют делением на число ниток, захваченных штангенциркулем при измерении. Также для облегчения проведения замера можно пользоваться приёмом оттиска профиля резьбы на бумаге при предварительном окрашивании резьбы детали маркером или любым другим способом.
Например, вы при измерении длинны 10 ниток резьбы получили результат 4 мм. Делим 4:10 получаем шаг резьбы 0.4 мм. При соответствии наружного диаметра 2 мм, к данному шагу, согласно таблице основных шагов метрических резьб, измерение показывает, что данный крепёж имеет стандартную метрическую резьбу марки М2.
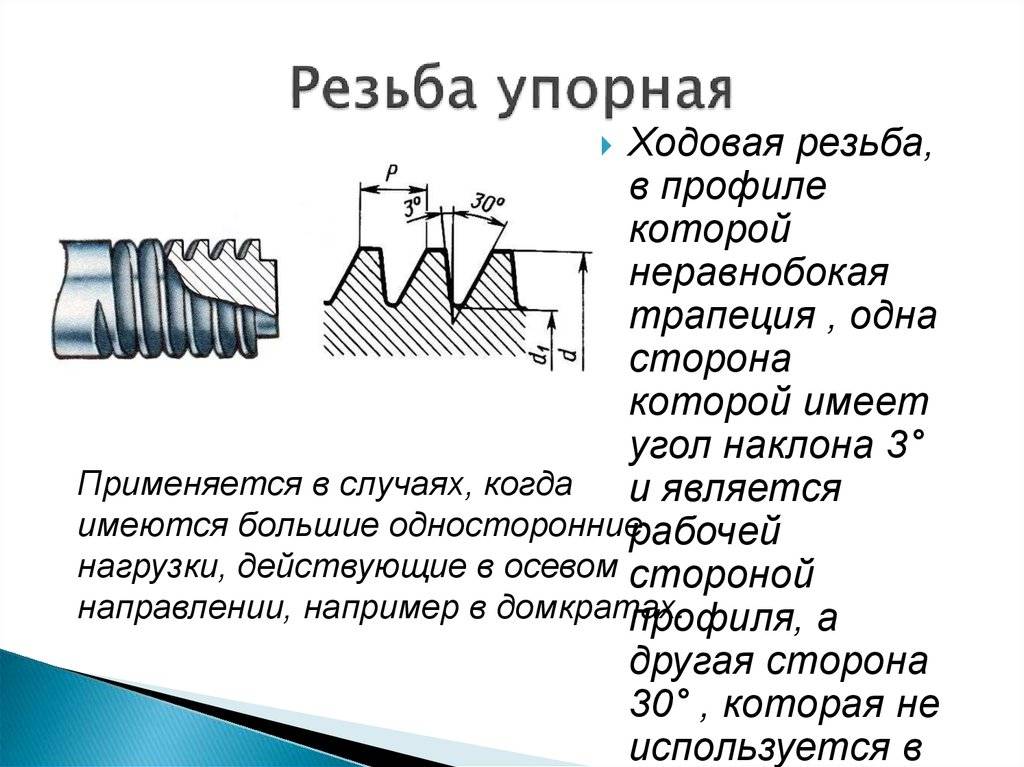
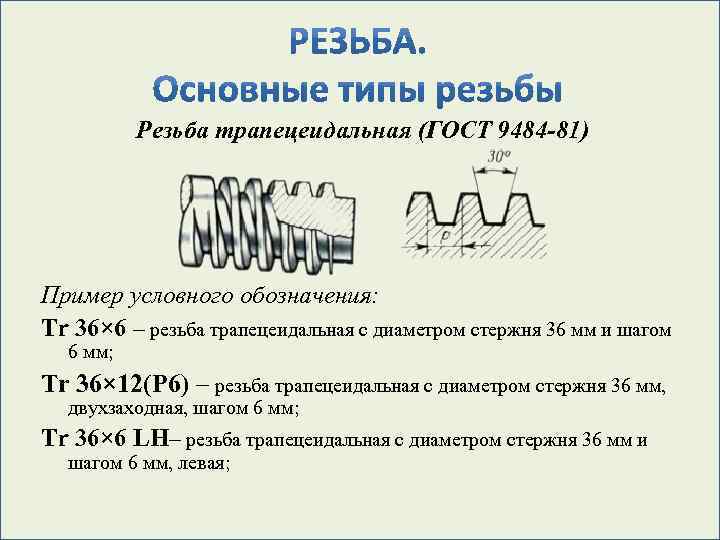
Особенности трапецеидальной резьбы
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.

Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах. На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.

Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
Однозаходные и многозаходные резьбы
В общем случае в обозначение резьбы входят * :
1. б уквенный знак резьбы;
2. н оминальный размер в миллиметрах или дюймах;
4. д ля многозаходной резьбы – значение хода с указанием шага;
5. б уквы LH для левой резьбы;
6. б уквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. ц ифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.


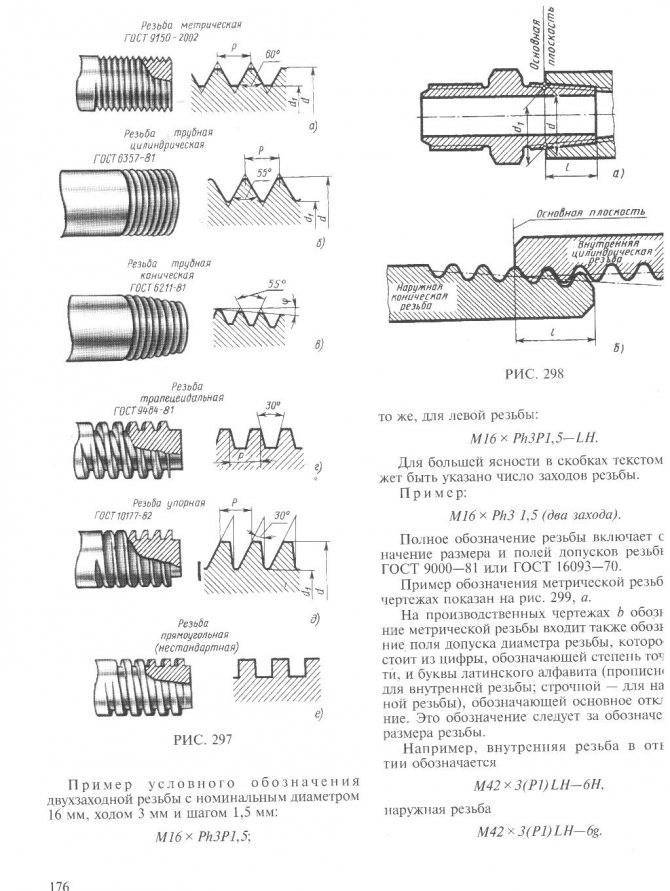

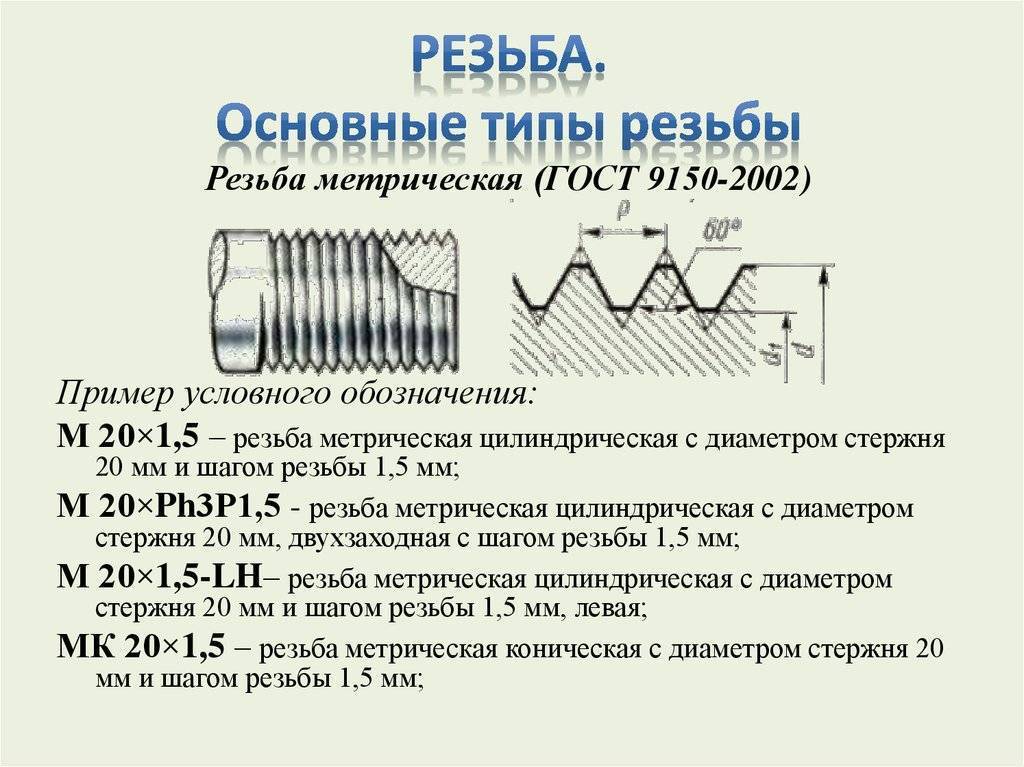
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Р h , значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм , с шагом 1 мм и значением хода 3 мм: М 24 ´ Р h 3 Р 1- LH .
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
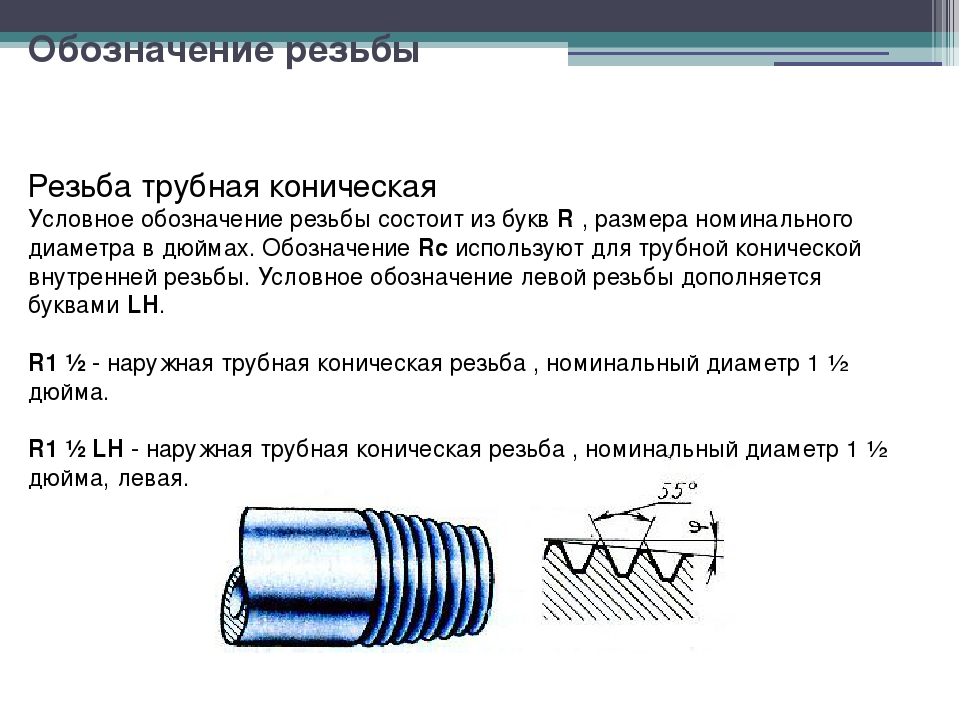
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и R с (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr , наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
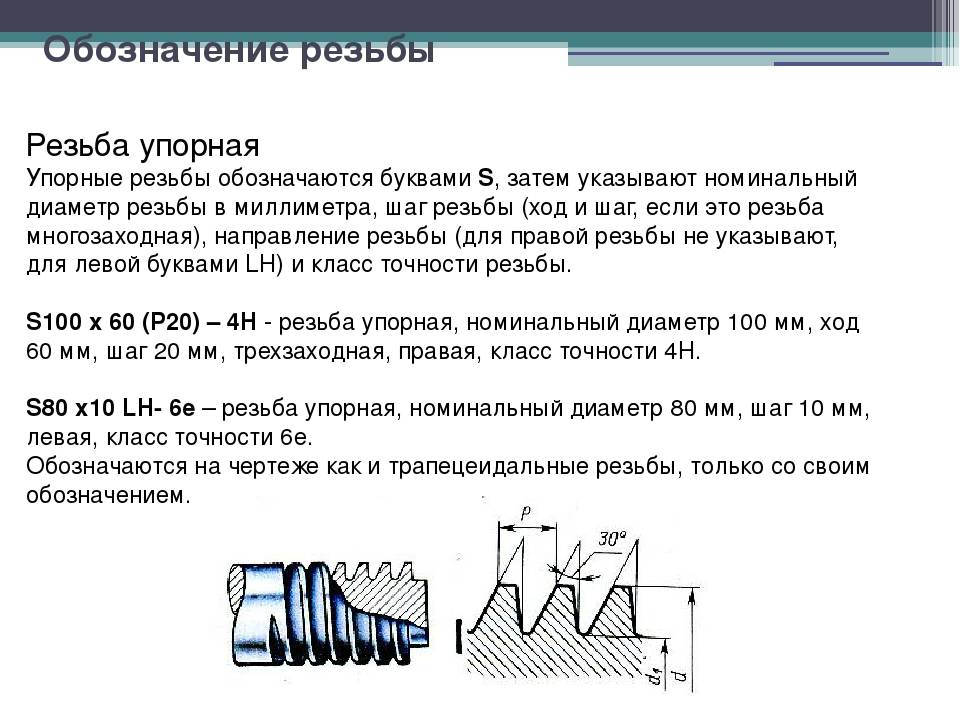
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S 28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S 28×10( Р5) LH . Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ 28108-89 состоит из букв Е (серия) и наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
* В данном пособии пункты 6, 7 в обозначение резьбы не включены.
голоса
Рейтинг статьи
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Способы изготовления
Важно знать, как нарезать трапецеидальную резьбу, чтобы избежать неисправностей во время ее эксплуатации. Трапециевидная резьба легко изготавливается в промышленных масштабах
Ее методика изготовления имеет сходства с производством резьбы прямоугольной формы. Существуют следующие способы нарезания:
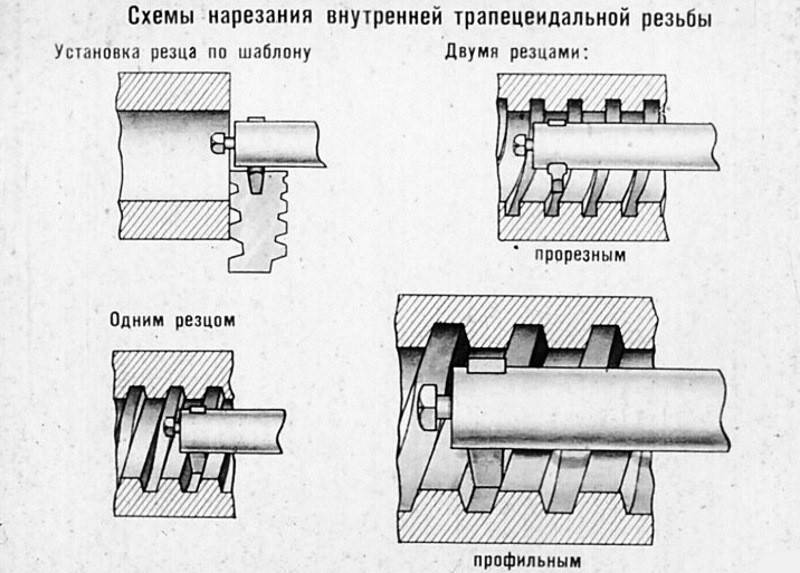
С применения 1 резца
Перед проведением данной процедуры важно подготовить обрабатываемую заготовку под нарезание: произвести измерение ее длины и ширины при помощи линейки или штангенциркуля. Изделие располагается на столе токарного станка
В заготовке нужно проточить канаву, в которую будет входить режущий инструмент. Во время приложения резца стоит проверить правильность его местоположения, расположив параллельно оси резьбы. После завершения подготовительных работ можно включать станок. Во время обработки режущая кромка инструмента совершает поступательные движение, образуя резьбу на профиле детали. Важно после завершения рабочего процесса сравнить обработанную деталь с шаблонном. Их профили должны совпадать. Из-за неточности режущего инструмента могут возникнуть незначительные погрешности.
Использование 3 резцов. Перед осуществлением процедуры также производятся подготовительные работы: налаживание токарного станка, расчет размерных параметров изделия и настройка 3 резцов. Режущие инструменты прикладываются к впадинам заготовки и проверяются на предмет надежности крепления. В соответствии с диаметром и углом подъема изделия резцы для нарезания могут быть установлены параллельно сторонам винтовой канавки и противоположно оси резьбы. 3 резца выполняют поступательные движения, формируя окончательный профиль. Проверка точности обработки осуществляется посредством сравнения получившейся детали с шаблоном.
При создании винтовых конструкций используется иной способ нарезания. При помощи резца проделывается неполная канавка. После этого необходимо выбрать режущий инструмент меньшего размера и увеличить длину канавки до внутреннего диаметра. Завершение процедуры проводится профильным резцом. Проверка результата обработки производится при помощи номинальных и предельных калибров.
Во время проведения нарезания важно соблюдать основные правила техники безопасности во время работы с режущими приспособлениями и токарными станками:
Работу с инструментами должен осуществлять специалист, соответствующий инструктаж.
Человек Работник обязан иметь специальную униформу, состоящую из производственного халата, защитных очков с прозрачными линзами, головного убора, ботинок и перчаток. Спецодежда должна быть отремонтированной и чистой


Перед работой с инструментами важно убедиться, что костюм полностью застегнут и плотно прилегает к телу.
На рабочем месте нельзя располагать посторонние предметы.
Перед проведением заточки важно проверить состояние токарного станка. На нем должны присутствовать механизмы для отвода производственного мусора, трубки и шланги для охлаждения, щитков для отражения эмульсии
Проверку токарного станка следует проводить на холостом ходу, оценивая работоспособность его основных комплектующих.
На патроне токарного станка не должны присутствовать стружка или инородные предметы.
Во время проведения обработки важно проверять прочность крепления режущих инструментов и местоположение заготовки.
Нельзя закреплять заготовку весом больше 16 кг и производить замеры во время ее вращения.
Нужно своевременно удалять производственный мусор при помощи специальных стружкоотводов.
Для нарезания деталей из вязких металлов применяются специальные режущие инструменты с заточкой.
Во время обработки заготовок запрещается облокачиваться на станок, смазывать детали, поддерживать изделие руками, избавляться от стружки при помощи струи воздуха.
При токарных работа необходимо применять люнеты, если обработка осуществляется на высокой скорости.
Важно следить за отводом СОЖ из токарного станка.
Нельзя отходить от станка во время его эксплуатации.
При пожарах на производстве необходимо выключить станковое оборудование, отойти на безопасное расстояние и оповестить компетентные органы. Соблюдение техники безопасности снизит риск возникновения чрезвычайных ситуаций.
Как обозначить резьбу в Автокаде
Чтобы нарисовать болт с метрической резьбой в Автокаде обычно используют интерфейс 3D-моделирования. С помощью команды «Условное обозначение резьбы» можно получить необходимый чертеж с нужными параметрами. При моделировании в 2D наружную резьбу проще чертить набором линий — для этого выбираем в верхней командной строке иконки «Отрезок» или «Спираль» и чертим также, как делали бы это не листе ватмана.
Лайфхак
Лайфхак: чтобы сократить время на вычерчивание, используйте библиотеки резьбовых соединений, которые выставлены в сети «Интернет». Библиотека называется «Сервисные инструменты», далее «Отверстия и резьбы».
Рисунок 7. Как обозначить резьбу в Автокаде
Нарезание многозаходной резьбы
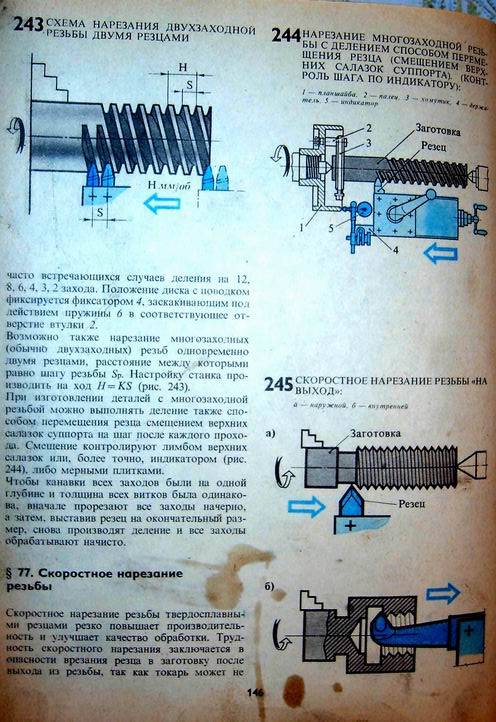
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
После завершения первой канавки осуществляют расчёт положения второй. С этой целью значения полной окружности 360° делят на число указанных заходов.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.

Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
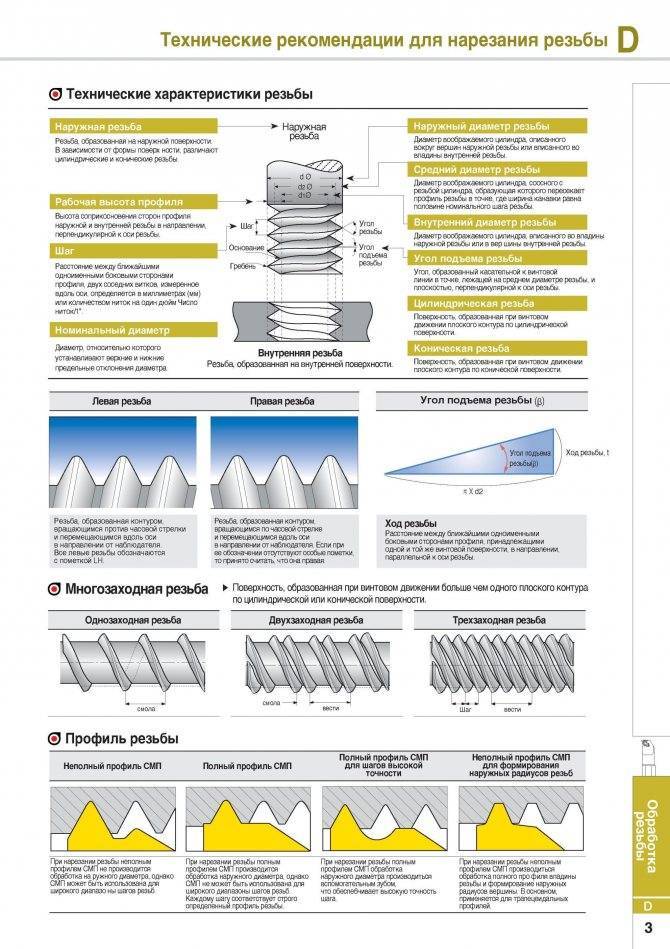
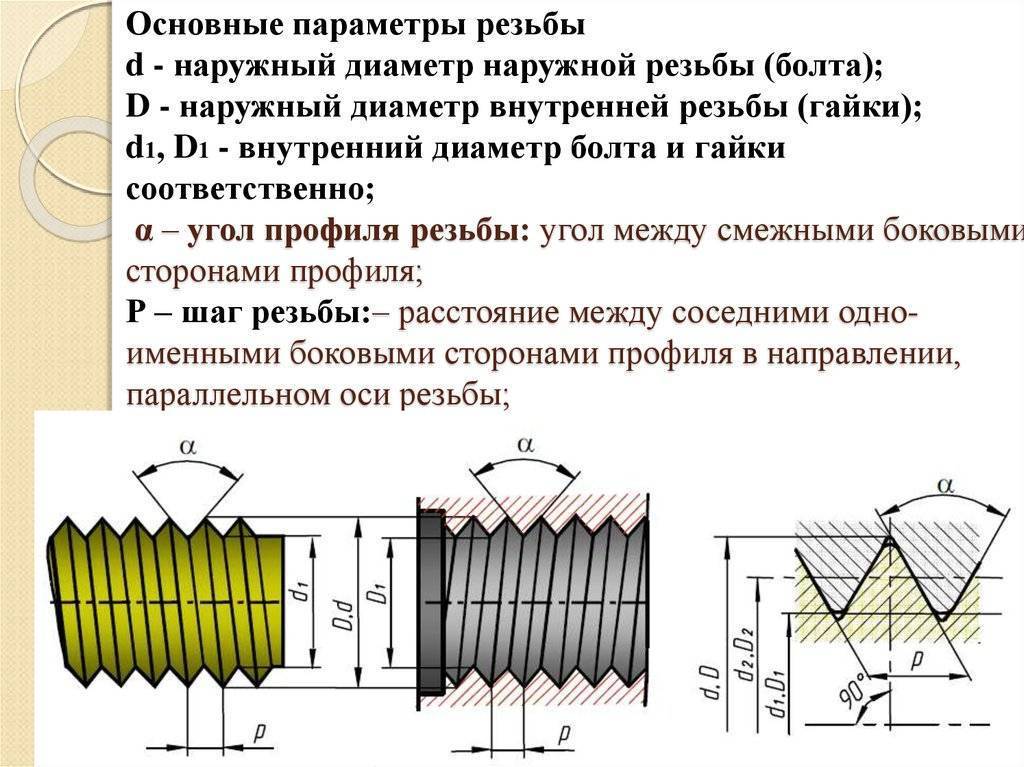
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
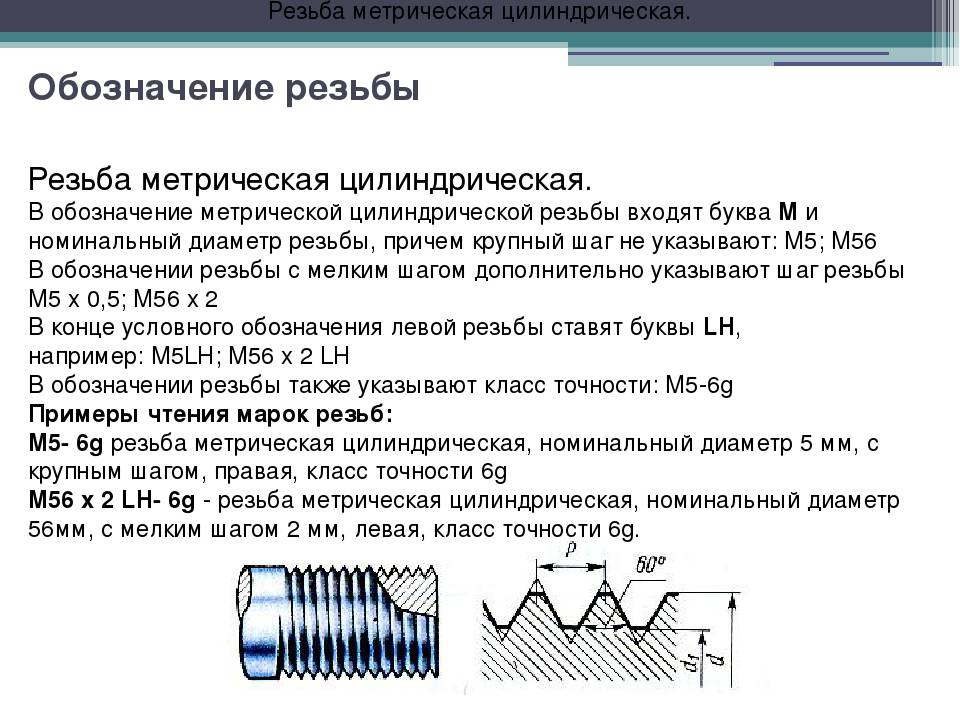
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404. Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread). Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм. Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник. Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Нарезания многозаходной резьбы.
Чтобы нарезать многозаходную резьбу необходимо настроить станок на определенный шаг. Параметры резьбы следующие — диаметр 20 мм, шаг 2 мм, количество заходов 3 (Tr 20-6 (P2)). Путем перемножения получаем ход резьбы PH=2*3=6 мм. Станок настраиваем на шаг 6мм. Уточняю, шаг резьбы = 2 мм, ход = 6 мм станок настраиваем именно на ход резьбы то есть 6 мм.
После того как настроен станок, стандартным методом нарезаем первый ход до полного профиля и отводим резец от заготовки. Для деления на последующий заход перемещаем резец в продольном направлении верхними салазками суппорта на величину PH/Z , в данном случаи 6/3=2мм. Контроль размера ведут по лимбу верхних салазок.
Можно увеличить точность данного метода поставив индикатор между резцедержателем и патроном (см рис 3).
Третий и последующие заходы нарезаются по данному алгоритму.
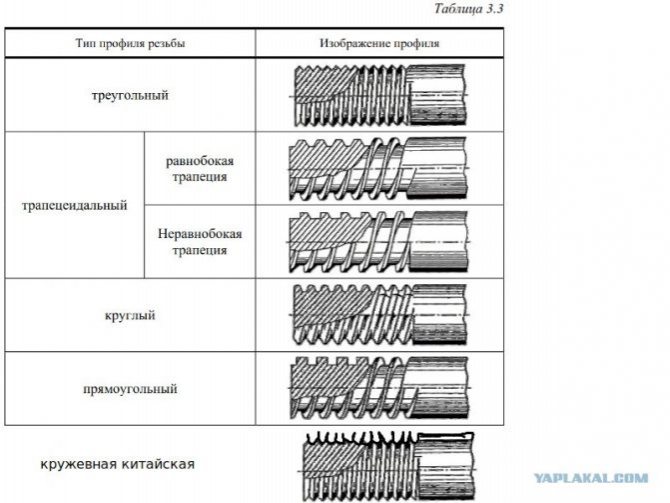
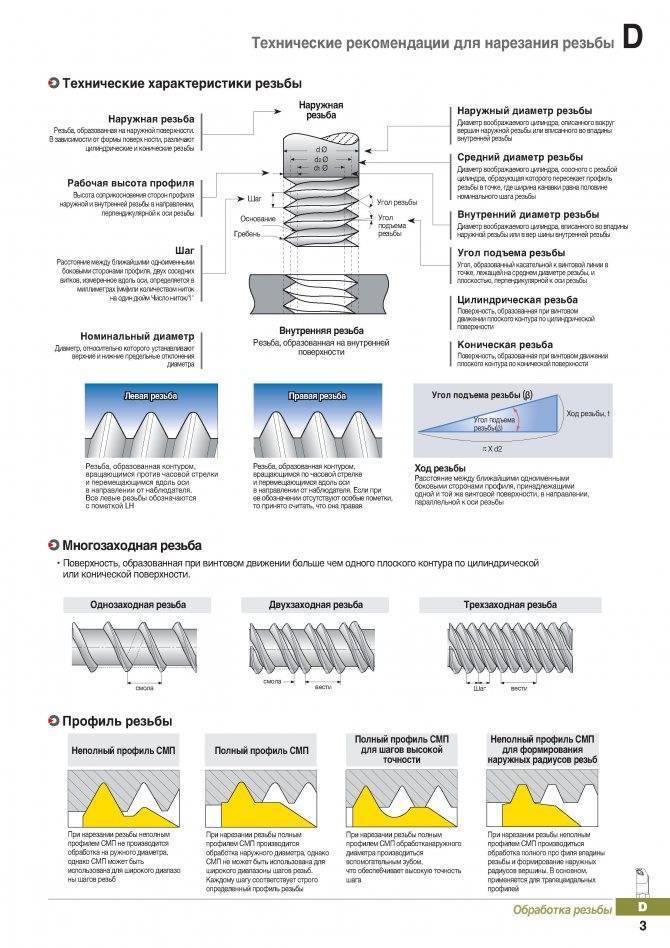
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров
Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.



Резьба по ОСТ-266
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.


К таким стандартам относятся:
- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Скачать ГОСТ 9484-81
Скачать ГОСТ 24739-81
Скачать ГОСТ 25347-82
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Применение
Трапецеидальная резьба, благодаря тормозящим свойствам и большой силой трения, не требует дополнительной фиксации. Благодаря этой особенности, она активно применяется в подъемных технологиях. Чаще всего трапецеидальная резьба выступает в роли ходового винта и привода для винтовых прессов. Она выполняет следующий набор операций:
- подача движений на токарных станках;
- контроль перемещения подъемных устройств;
- передвижение изделий на сборочных контейнерах;
- движение конструкций пресса в вертикальном направлении.
Также она применяется при изготовлении станков и регулировочных механизмов. Основными сферами применения являются автомобиле строение (изготовление устройств для моторных редукторов), паровозостроение (создание тормозных устройств для шахтных локомотивов, функционирующих при помощи электрической энергии) и иные производственные сферы машиностроения.





