

Обслуживание
Чтобы снизить изнашиваемость направляющих, необходимо правильно ухаживать за станком. Чем реже будет производиться ремонт, тем дольше послужит оборудование.
- Когда рабочий принимает станок от сменщика, он должен вначале проверить состояние оборудования. Для этого включается станок, на слух определяется исправность двигателя, работа насоса, целостность станины и направляющих. Надо проверить заземление и убедиться в том, что защитные приборы исправны. Только после этого можно принимать смену.
- Согласно графику своевременно нужно смазывать оборудование. Проверять все смазочные щели, очищать их от забившейся пыли.
- Во время работы ни в коем случае нельзя класть заготовки или инструменты на направляющие. Для этого предусмотрены специальные планшеты.
- Чтобы надёжно закрепить инструмент, категорически запрещено стучать по нему молотком для полной фиксации. Чтобы инструмент нормально фиксировался, он должен быть чистым и смазанным.
- Нельзя оставлять включённым станок на длительное время.
ВНИМАНИЕ! Если прекращается подача электроэнергии, необходимо обесточить станок
- После работы необходимо убирать станок, сметать стружку специальной щёткой, следить за тем, чтобы на станине не оставалась грязь, пыль, вода, другие вещества и стружка.
Если на станке вначале обрабатывалась заготовка из чугуна, а потом нужно перейти к стали, естественно инструмент придётся смазать охлаждающей смазкой. Поэтому вначале необходимо прочистить станину с направляющими от чугунной стружки, собравшейся грязи и накапавшей смазки. Для этого используется тряпка, которую смачивают в керосине. Затем по направляющим проходят сухой тряпкой и снова смазывают.
- Станок должен крепко стоять на фундаменте. Если основание начинает шататься, необходимо сообщить об этом механику цеха.
Советы по ремонту и эксплуатации токарных станков

Любое оборудование рано или поздно выходит из строя, поэтому осуществлять просто необходимо, поскольку приобретение нового станка может вылиться в круглую сумму, да и смысла, честно говоря, в этом нет.
Для начала рассмотрим, что собой представляет токарная обработка, устройство станка, а также поговорим про капитальный ремонт задней бабки токарного станка.
Что такое токарная обработка?
Технологический процесс токарной обработки заключается в уменьшении диаметра обрабатываемого предмета при помощи резца, который оснащен специальной режущей кромкой.
Благодаря вращению обрабатываемого предмета происходит процесс резки, подача и поперечное перемещение осуществляется резцом.
Благодаря этим трем составляющим: вращению, подаче, перемещению, можно воздействовать на величину съема материала, также от этого зависит качество обрабатываемой поверхности, форма стружки и пр.
Основные элементы токарного станка:
- Станина с направляющими для задней бабки и суппорта;
- Спереди станины находится передняя бабка, а также шпиндель и патрон;
- К фронтальной части станины крепится коробка передач;
- Суппорт с салазками для поперечной резки;
- На поперечных салазках располагается держатель резца.
Данные элементы являются основными, в зависимости от модификаций можно получить центровой, токарно-револьверный, многорезцовый и другие станки, которые должны проходить обязательное техническое обслуживание.
Подготовка к ремонту
Самыми распространенными проблемами можно считать износ подшипников, направляющих, вилок включения шестерен и пр.
Капитальный ремонт можно делать только после подготовки оборудования.
Перед тем как остановить станок, необходимо проверить, как он работает вхолостую, чтобы определить повышенный уровень вибраций, шумов.
Чтобы определить состояние качения опор шпинделя, нужно обработать образец. Осевое и радиальное биение шпинделя также подвергается проверке.
Эти действия позволят правильно выявить возникшие проблемы, поскольку они не всегда очевидны.
Вообще на предприятии должно осуществляться обслуживание станков согласно календарному графику.
Таким образом, можно своевременно устранить поломки и недочеты, чтобы избежать капитального ремонта.
ВАЖНО ЗНАТЬ: Как работает токарный станок с ЧПУ по металлу?
Если отправлять станок на капитальный ремонт, то его предварительно нужно помыть от грязи и пыли.
Также требуется слить масла и эмульсии, проверить, чтобы все детали были на месте.
Чистка и смазка направляющих см. на видео.
Ремонт направляющих
Капитальный ремонт направляющих станины можно выполнить несколькими способами: шабрением, шлифовкой, строганием.
Чтобы определить величину износа направляющих своими руками необходимо зачистить поверхность, удалить забоины.
После этого измеряется зазор между направляющими с помощью линейки по всей длине станка. Замеры делаются с шагом в 30-50 см.
Листки необходимо разложить на направляющих и придавить не тяжелым предметом.
При нормальной прямолинейности вытащить листочки целыми из-под предмета не получится, только обрывками.
Шабрение осуществляется после установки оборудования на покрытие, отличающееся своей жесткостью (специальный стенд).
Далее необходимо проверить направляющие (продольные и поперечные) по описанному выше методу.
Также можно определить отклонения по уровню, который перемещается по направляющим или по мостику задней бабки.
Для ориентира в качестве базовой поверхности обычно выбирают направляющие, расположенные снизу задней бабки, поскольку они подвергаются меньшему износу.
Далее выполняется шабрение с постоянной проверкой на параллельность деталей.
Перед шлифовкой необходимо зачистить поверхности, чтобы убрать все забоины.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.










Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Примечание: Если скорость вашего Интернета не позволяет смотреть ролик в on-line режиме, нажмите на ссылке правую кнопку мыши и в появившимся меню выберите “Сохранить как”.
Представляем Вам установку ДПСС-1М для шлифовки направляющих станины.
Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру.
Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное.
Шлифование базовых деталей
Шлифование базовых деталей торцом чашки алмазного круга диаметром 100–175 мм со скоростью 30–40 м/с производится при наклоне оси шпинделя на 1–3° или строго перпендикулярно шлифуемой поверхности (рис. 1).

Рис. 1. Шлифование торцом чашки алмазного круга:
а — при наклоне оси шпинделя; б — при перпендикулярном расположении оси шпинделя
Во втором случае качество обработки поверхности получается значительно выше, но ухудшаются условия удаления стружки и теплоотвода, поэтому шлифование необходимо вести на пониженных режимах – при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно обрабатываемой поверхности определяют по узору на ней, образующемуся в результате пересечения штрихов.
Основные поломки, причины и методы их устранения
Первоначальная причина возникновения большинства неисправностей в работе токарного станка – неправильная эксплуатация и уход за оборудованием. Мастеру следует знать, как обслуживать агрегат. Это позволит в будущем сэкономить немалые суммы, так как капитальный ремонт токарных станков обходится недешево, даже если вы будете производить починку своими силами.
Специалисты рекомендуют перед тем, как впервые приступать к работе за станком, подробно изучить рекомендации по эксплуатации и другую документацию, которая поставляется в комплекте с оборудованием. Если вы приобретаете б/у станок без инструкции, то имеет смысл найти всю документацию, касающуюся агрегата 1К62 или любой другой модели, самостоятельно в сети.
Теперь, когда вы узнали о тонкостях эксплуатации вашего «помощника», настало время изучить самые распространенные поломки и способы их устранения. Для удобства восприятия приведем советы по ремонту токарного станка 1К62 в виде списка:
- Станок не включается. Самая распространенная и наиболее простая в решении проблема. Она, скорее всего, связана с отсутствием сетевого напряжения. Мастеру рекомендуется проконтролировать наличие и показатели напряжения.
- Не удается с помощью рукояти переключить блок шестерен, агрегат издает типичный звук проскальзывания. Такого рода проблема связана с тем, что блок не выводится из холостого положения. Рекомендуется запустить повторно электромотор и осуществить включение передачи «на выбеге».
- Электромотор самопроизвольно отключается в процессе работы. Скорее всего, это срабатывает реле, защищающее силовой агрегат от чрезмерной нагрузки. В этом случае мастеру стоит снизить интенсивность резания или подачи.
- Недостаточно высокий крутящий момент шпинделя, который не достигает предела, указанного в документации. Проблема может состоять в недостаточно сильном натяжении ремней. Увеличив его, вы повысите крутящий момент. Еще одной причиной проявления проблемы может быть плохо затянутая фрикционная муфта, увеличив натяжение которой, вам также удастся повысить крутящий момент.
- Медленное торможение шпинделя. В большинстве случаев причина этой неисправности – недостаточно сильное натяжение ленты торможения. Увеличив этот параметр, вы отметите, что торможение стало более динамичным.
- Усиление подачи суппорта не достигает показателей, указанных в документации. Чтобы справиться с проблемой, специалисты рекомендуют сильнее затянуть пружину перегрузочного устройства.
- Охлаждающий насос не функционирует. Обычно возникновение этой проблемы связывают с недостаточно высоким уровнем охлаждающей жидкости в системе. Долив ее, в большинстве случаев вам удастся устранить неисправность. Также причиной этой проблемы может оказаться выход из строя предохранителей. Обычная замена на новые решит внезапно возникшую перед вами задачу.
- Чрезмерная вибрация станка во время работы. Причин это этому может быть несколько. Первая – это некорректный монтаж агрегата по уровню. В этом случае нужно выверить станок. Вторая возможная причина – это износ стыка направляющих суппорта. Подтяните прижимные клинья и планки, и, скорее всего, ситуация исправиться. Также чрезмерные вибрации часто связывают с некорректным подбором режима резания или с неправильной заточкой режущего инструмента.
- Точность обработки заготовки неудовлетворительная. Есть четыре основные причины такой проблемы. Это – поперечное смещение задней бабки, чрезмерный вылет зафиксированной в патроне конструкции, недостаточно жесткая фиксация держателя резца или патрона. В первом случае вам необходимо настроить положение бабки, во втором – поджать конструкцию центром или поддержать люнетом. В третьем и четвертом случае вам следует подтянуть рукоять держателя резца или ремни крепления патрона.
Нередко ремонт токарного станка 1К62 нужно произвести по причине неисправности смазочной системы. Если в маслоуказателе отсутствует слабая струя смазки, то это говорит о том, что винт упора рычага насоса не настроен. Мастеру нужно отрегулировать положение плунжера.
Кроме того, неисправность пружины плунжерного насоса может привести к полному отсутствию струи смазки в маслоуказателе. Заменив пружину, вы устраните проблему. Если же смазочная жидкость не подается на направляющие станины, то причина, скорее всего, лежит в загрязнении одного из клапанов плунжерного насоса. Опять же, ремонт заключается в тщательной промывке.
Итоги
Как видно, ремонт токарных станков можно производить самому, если разбираться в способах устранения основных неисправностей. Надеемся, что представленная информация сэкономит вам деньги и массу времени.
Шлифование базовых деталей
Шлифование базовых деталей торцом чашки алмазного круга диаметром 100–175 мм со скоростью 30–40 м/с производится при наклоне оси шпинделя на 1–3° или строго перпендикулярно шлифуемой поверхности (рис. 1).

Рис. 1. Шлифование торцом чашки алмазного круга:
а — при наклоне оси шпинделя; б — при перпендикулярном расположении оси шпинделя
Во втором случае качество обработки поверхности получается значительно выше, но ухудшаются условия удаления стружки и теплоотвода, поэтому шлифование необходимо вести на пониженных режимах – при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно обрабатываемой поверхности определяют по узору на ней, образующемуся в результате пересечения штрихов.
Ремонтные работы со станиной
В процессе работы станина станка может быть изношена, что ведет к необходимости ее ремонта. Основные неисправности станины:
- Наличие трещин чугунного материала. Для восстановления небольших трещин применяют сварку электродами из биметалла. Когда трещина достигает размеров свыше 5 мм, то вместо сварки применяют соединение хомутами. Первоначально вдоль трещины по обе стороны просверливают отверстия и вставляют закладные из стали. Далее эти закладные соединяют хомутами на сварку.
- Износ направляющих станины. Чтобы восстановить эти детали станины, применяют метод шабрения. Его суть состоит в том, что проводится строгание поверхностей начисто при помощи широких резцов шаберов.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).








Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
Стоимость ремонта токарные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Ремонт бабки станка
Бабка — важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров — все это можно узнать из статьи
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее
Как правильно станок наладить
Но прежде, чем начать работу все станки необходимо наладить. О том, как это и происходит, и что значит, написано ниже в статье.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Устройство суппорта токарного станка
Общий вид суппорта в сборе с фартуком

Суппорт токарно-винторезного станка
Суппорт универсального токарного станка
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов — каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.








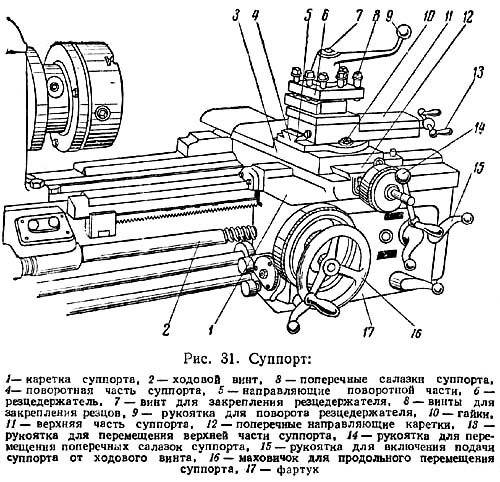
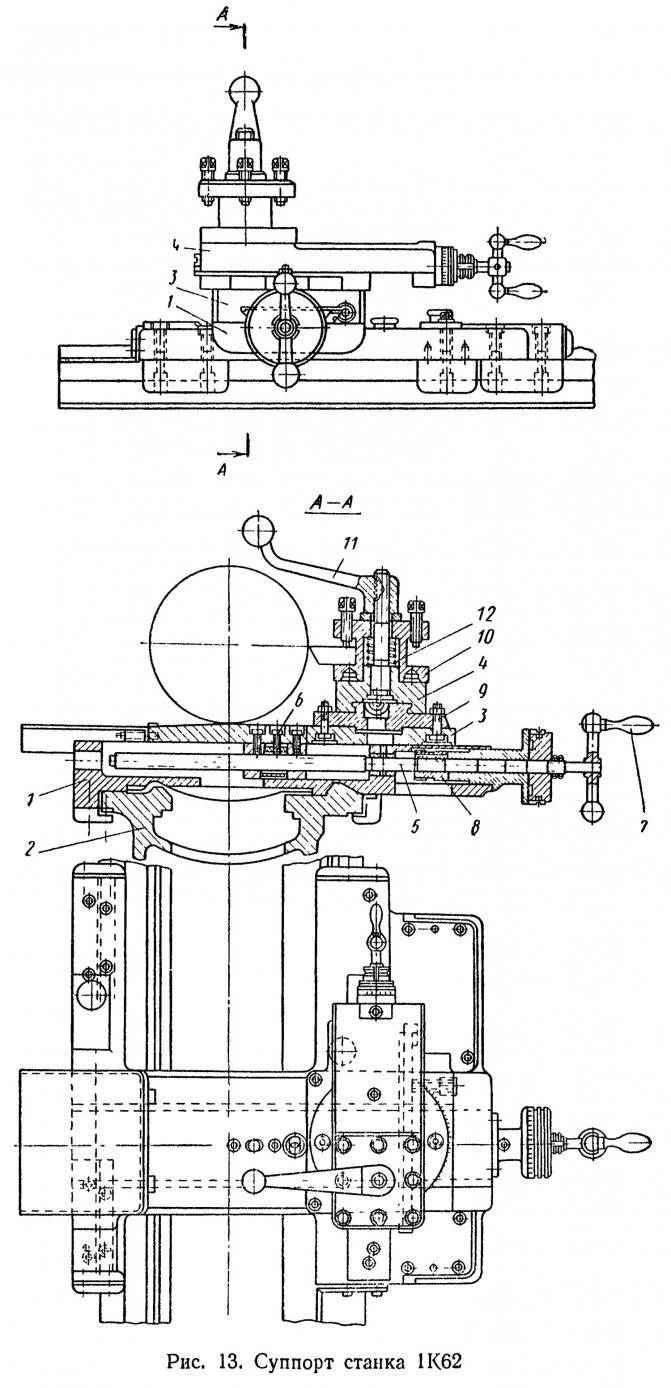
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото поперечных салазок и каретки суппорта
Каретка суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука, жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба .. 1 мм
Виды и особенности ремонтных работ
Классификация всех проводимых ремонтных работ осуществляется на основе системы планово-предупредительного ремонта (ППР). Этот комплекс включает в себя:
- техническое (межремонтное) обслуживание – обеспечивает работоспособность станка между ремонтами. ТО подразумевает уход за эксплуатируемым оборудованием и его мелкий ремонт. Может выполняться операторами станков и слесарями дежурных служб;
- текущий ремонт – осуществляется в процессе эксплуатации оборудования для его гарантированной работоспособности. В ходе ТР происходит замена или восстановление частей станка, а также необходимая регулировка и наладка;
- капитальный ремонт – выполняется для восстановления исправности оборудования. При выполнении капитального ремонта возможна замена основных узлов станка;
- непредвиденные поломки и аварийные ситуации устраняются на внеплановом ремонте. При этом заменяются или подлежат восстановлению только пострадавшие элементы.
Подготовительные работы
Перед началом ремонтных работ необходимо выявить и определить все неисправности. Для этого станок необходимо тщательно осмотреть, проверить на точность и ознакомиться с записями в журналах неисправностей, оценить объём ремонта. Необходимо изучить устройство станка, ознакомившись с чертежами и техническим паспортом.
Важно правильно определить порядок разборки механизмов и выделить подходящее для этого место. Осуществляем очистку станка от пыли и технических жидкостей и заготавливаем необходимый для ремонта инструмент
Последний шаг – обесточить оборудование и повесить предупреждающую табличку
Последний шаг – обесточить оборудование и повесить предупреждающую табличку.
Малый
Малый ремонт характеризуется заменой или восстановлением небольшого количества изношенных деталей или узлов. При выполнении малого ремонта производят проверку станка на точность и чистоту обработки, регулируют или меняют подшипники, зачищают ходовые винты, меняют изношенные элементы крепления. В случае необходимости ремонтируют систему подачи СОЖ и смазки.

Средний
Во время проведения среднего ремонта токарного станка происходит разборка узлов агрегата, замена или восстановление нескольких узлов или механизмов, шлифовка направляющих, а также выполняют настройку и проверку под нагрузкой. При проведении среднего ремонта составляется Ведомость дефектов.
Капитальный
Самый сложный и наиболее затратный вид планового ремонта. Включает в себя полный разбор всех узлов и агрегатов станка с занесением замеченных неисправностей и отклонений в дефектную ведомость, полный ремонт задней бабки и шпинделя, замену или восстановление всех неисправных агрегатов. В рамках капитального ремонта может также проходить техническая модернизация оборудования, с целью повышения производительности и снижения брака.





