

Типы и основные размеры
Стальную проволоку разделяют на два типа: с цинковым покрытием и без него. Этим покрытием является цинк. Также стальная проволока подвергается термической обработке и нет. Продукция после термообработки получается светлого и чёрного цвета. Толщина такой стальной проволоки колеблется от 0,16 мм до 10 мм. Размерный ряд изделий с цинковым покрытием составляет от 0,2 мм до 6 мм. Само покрытие подразделяется на два класса: первый класс и второй класс. Отличие одного класса от другого заключается только в толщине покрытия. Все изделия второго класса имеют более плотное цинковое покрытие, а следовательно и более толстое. Изделия второго класса являются более прочными.
Проволока стальная по ГОСТ 3281–74
Продукция круглого сечения и общего назначения занимает лидерские позиции по популярности и широте области применения. Получают низкоуглеродистую стальную проволоку из катанки методом холодного волочения.
Типы и размеры
Различают типы изделий без покрытия и с цинковым покрытием. Изделия без покрытия обрабатывают при высокой температуре. Термически обработанную продукцию выпускают светлого или чёрного цвета толщиной от 0,16 до 10 мм. Проволоку с цинковым покрытием производят от 0,2 до 6 мм по толщине.
Покрытие бывает двух классов. Цинковое покрытие класса 2 более плотное и толстое, чем покрытие класса 1 у изделий одной и той же толщины. 1Ц и 2Ц — так обозначают продукцию с покрытием первого и второго класса.
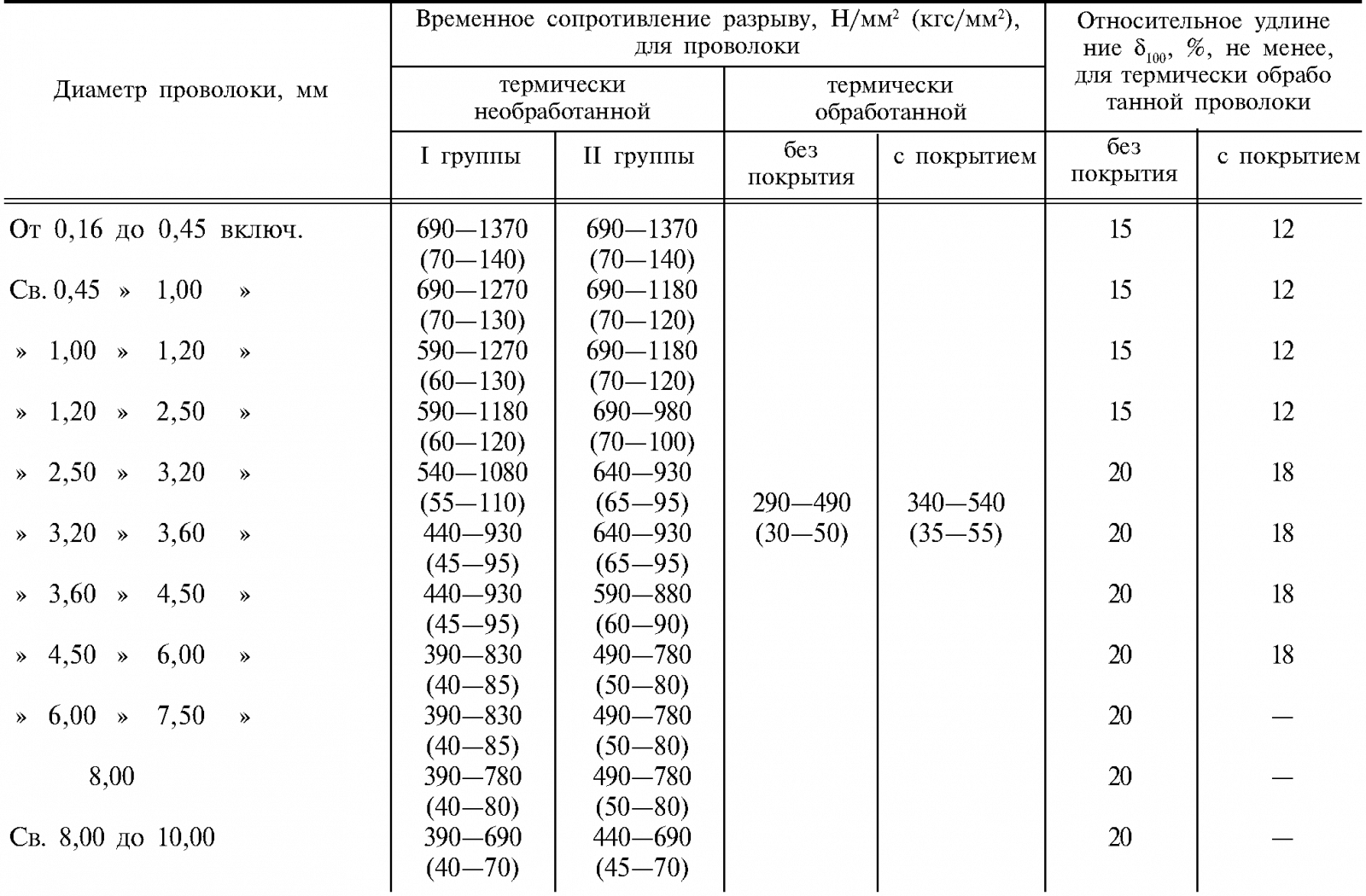
Термически обработанную продукцию обозначают буквой О. Светлую термически обработанную — ОС, а чёрную — О. Ч. Изделия без термической обработки по механическим свойствам подразделяют две группы. Прочность продукции группы II выше, чем у группы I для одного и того же размера сечения.
Маркировка и упаковка
Стальную термически обработанную чёрную проволоку сечением 0,85 мм, обозначают: Проволока 0,85 — О — Ч — ГОСТ 3281–74 .
Термически необработанную проволоку сечением 1,4 мм второй группы с цинковым покрытием второго класса обозначают: Проволока 1,4 — II — 2Ц — ГОСТ 3281–74 .
Проволоку производят в мотках и на катушках. Намотку осуществляют без спутывания витков, укладывая последовательные ряды, которые обеспечивают свободную размотку. В катушке допускается до трёх отрезков, а моток должен содержать только один отрезок.
Поставляется продукция в катушках, мотках или бухтах. В бухты могут быть связаны мотки только одной партии. Каждую партию снабжают ярлыком, на котором указывают условное обозначение по ГОСТ, наименование предприятия-изготовителя и клеймо приёмки технического контроля.
Мотки с сечением до 0,5 мм упаковывают в промасленную бумагу и складывают в ящики. Проволоку толщиной от 0,5 до 1,0 мм запаковывают в бумагу и полиэтиленовую плёнку. Мотки и бухты проволоки сечением более 1,0 мм могут поставляться без упаковки.
Области применения
Термически обработанную проволоку стальную ГОСТ 3282–74 применяют:
- В качестве увязывающего материала для связки брёвен, досок, кип хлопка, макулатуры и мусора.
- Для увязывания арматуры в производстве железобетона и в строительстве.
- При закреплении теплоизоляции на трубопроводах.
- Для изготовления искусственных цветов, ёлок и венков.
- В производстве тканых сеток.
Термически необработанную проволоку стальную низкоуглеродистую ГОСТ 3282 с цинковым покрытием и без него используют:
- При производстве скрепок и скоб.
- Для изготовления гвоздей.
- В производстве плетёных сеток в том числе сетки Рабица.
- Для крепления проводов линий связи.
- При устройстве заземления.
- Для изготовления металлических плечиков для одежды, ручек для вёдер, колец для брелоков.
- При изготовлении украшений и декора из бусин, поделочных камней, бисера.
Сферы применения стальной проволоки
Применение рассматриваемой стальной проволоки распространено на многие отрасли: промышленность, строительство, сельское хозяйство. В частности её применяют:
- для изготовления широко ассортимента метизной продукции (гвоздей, саморезов, крепёжных скоб)
- изготовления различной формы ограждений;
- стальных проводов для системы электропередач, связных коммуникаций;
- осуществления связки проводов и крепления их к изоляторам;
- в полиграфии для сшивания готовой продукции;
- производство стальных сеток различного назначения;
- в виноделии для изготовления стальных мюзле;
- на стройках и домостроительных комбинатах для армирования железобетонных конструкций;
- проволочной стальной фибры, позволяющей устранять трещины в бетонных конструкциях.
Область применения:
Термонеобработанная проволока
- изготовления гвоздей диаметрами от 1,0—6,0 мм, без покрытия и оцинкованная;
- изготовления плетеной сетки (рабицы), диаметрами от 1,0—8,0 мм, без покрытия и оцинкованная;
- подвешивания сетки рабицы, подвешивания телефонных и других кабелей (д. 3);
- изготовление ведерных ручек, изготовления металлических щеток и ершей, колец для брелков, плечиков для оджеды;
- устройства растяжек мачт и стоблов, устройство заземления (д. 5, 6);
- крепление картонных коробок и деревянных ящиков;
- армирования электропроводов;
- производство скрепок и скоб.
Термообработанная проволока
- изготовления тканых сеток диаметрами от 0,2—2,5 мм, без покрытия и оцинкованная;
- увязки арматуры, в строительстве и производстве ЖБК, диаметрами от 0,8—2,0 мм, с покрытием и без покрытия;
- закрепления сеток, армирующих теплоизоляцию при ведении работ по утеплению трубопроводов, дииаметрами от 0,8—2,0 мм;
- увязки кип: макулатуры, мусора, хлопка, слитков ( в металлургии), леса от 3,0—8,0 мм;
- изготовление елок, венков от 6,0—1,0 мм.
ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается
партиями. Партия должна состоять из проволоки одного диаметра, одной точности
изготовления, одного вида обработки, одного вида поверхности, одного класса и
одной группы и должна быть оформлена документом о качестве, содержащим:
товарный знак или
наименование и товарный знак предприятия-изготовителя;
условное обозначение
проволоки;
результаты проведенных
испытаний;
массу нетто партии.
(Измененная редакция, Изм.
№ 5).
3.2. Проверка качества
поверхности проводится на каждом мотке или катушке. Проверку размеров проводят
на 5 % мотков или катушек от партии, но не менее чем на трех мотках или
катушках.
3.3. Для проверки
механических свойств проволоки и качества покрытия от партии отбирают 3 %
мотков или катушек, но не менее двух мотков или трех катушек.
3.4. При получении
неудовлетворительных результатов испытаний хотя бы по одному из показателей по
нему проводят повторные испытания на удвоенной выборке.
Результаты повторных
испытаний распространяются на всю партию.
3.2 – 3.4. (Измененная
редакция, Изм. № 3).
Основные разновидности
Основными признаками, по которым подразделяют продукцию, являются:
- Размер и форма поперечного сечения;
- Вид конечной обработки;
- Вид поверхности;
- Химический состав стали;
- Область применения.
По толщине продукцию разделяют на группы. Изделия первой группы самые тонкие, их толщина составляет менее 0,1 мм. К девятой группе относят продукцию, размер сечения которой более 8 мм. Изделия по ГОСТ изготавливают круглого, квадратного, многогранного и фасонного профиля.
Конечная обработка обеспечивает требуемые механические свойства. Для упрочения механической прочности и стойкости продукцию обрабатывают термически: закаливают, отжигают и стабилизируют.
По виду поверхности изделия подразделяют на покрытые, без отделки и с отделкой. В качестве покрытия стали используют цинк, медь, алюминий и латунь. Для отделки поверхность шлифуют, полируют или травят.
Виды по назначению и области применения:
- Общего назначения;
- Для производства сеток;
- Для армирования конструкций из железобетона;
- Канатная;
- Сварочная;
- Струнная;
- Пружинная;
- Конструкционная;
- Для воздушных видов связи;
- Для проводов и кабелей;
- Увязочная;
- Полиграфическая;
- Игольная.










В зависимости от назначения и требуемых эксплуатационных характеристик продукцию изготавливают из стали различных типов и марок. Продукцию общего назначения, а также увязочную и применяемую для армирования железобетонных изделий делают из низкоуглеродистой стали. Для производства пружин, сердечников проводов, спиц и канатов используют углеродистые, легированные и высоколегированные стали. Для некоторых конструкционных видов выдвигают особые требования к стали по содержанию углерода, хрома, никеля и других химических элементов.
Наши события
11 августа 2023, 18:19
Аналитика кабельного рынка за неделю. Отчет №14 от 11 августа 2023 года
11 августа 2023, 09:58
RusCable Insider #323 – ЭКМ Холдинг готовится к “Армия-2023”, ЭКСПЕРТ-КАБЕЛЬ во главе экспортного “бума” и должен ли электрик быть универсалом
4 августа 2023, 16:00
Аналитика кабельного рынка за неделю. Отчет №13 от 4 августа 2023 года
4 августа 2023, 10:22
RusCable Live – Розовые очки кабельного рынка. IEK, DKC, Кавказкабель, Москабельмет Эфир 04.08.2023
3 августа 2023, 09:14
Горные кабели под угрозой, или решение в стальной оболочке
31 июля 2023, 10:53
RusCable Insider #322 – Потенциал возрождения “Кавказкабеля”, качество как стратегия выживания, маркировка оптоволокна и AGROпроволока!
Вес 1 метра проволоки, размеры и вес бухты. Перевод массы проволоки в длину
| Диаметр, мм | Теоретическая масса, г/м |
|---|---|
| 0.2 | 0.2465 |
| 0.4 | 0.9860 |
| 0.6 | 2.2184 |
| 0.8 | 3.9438 |
| 1.0 | 6.1623 |
| 1.2 | 8.8736 |
| 1.4 | 12.0780 |
| 1.6 | 15.7754 |
| 1.8 | 19.9657 |
| 2.0 | 24.6490 |
| 2.2 | 29.8253 |
| 2.4 | 35.4946 |
| 2.6 | 41.6568 |
| 2.8 | 48.3120 |
| 3.0 | 55.4603 |
| 3.2 | 63.1014 |
| 3.4 | 71.2356 |
| 3.6 | 79.8628 |
| 3.8 | 88.9829 |
| 4.0 | 98.5960 |
| 4.2 | 108.7021 |
| 4.4 | 119.3012 |
| 4.6 | 130.3932 |
| 4.8 | 141.9782 |
| 5.0 | 154.0563 |
| 5.2 | 166.6272 |
| 5.4 | 179.6912 |
| 5.6 | 193.2482 |
| 5.8 | 207.2981 |
| 6.0 | 221.8410 |
| 6.2 | 236.8769 |
| 6.4 | 252.4058 |
| 6.6 | 268.4276 |
| 6.8 | 284.9424 |
| 7.0 | 301.9503 |
| 7.2 | 319.4510 |
| 7.4 | 337.4448 |
| 7.6 | 355.9316 |
| 7.8 | 374.9113 |
| 8.0 | 394.3840 |
Также имеем возможность поставки следующих видов проволоки:
- ТУ 14-178-276-95 колючая двухосновная оцинкованная
- ГОСТ 15892-70 стальная оцинкованная для воздушных линий связи
- ТУ 14-4-1457-87 стальная углеродистая для проводов и кабелей Ж
- ТУ 14-4-1075-80 отожженная для цельнометаллической пильчатой ленты
- ТУ 14-4-1109-80 для изготовления рукавов высокого давления
- ТУ 14-4-936-78 термообработанная оцинкованная для увязки целлюлозы
- ГОСТ 1668-73 для воздушных линий связи
- ГОСТ 1526-81 для бронирования электрических проводов и кабелей
- ТУ 14-4-1128-81 для изготовления МЮЗЛЕ ТУ 14-4-1128-81
- ТУ 14-4-1563-89 углеродистая стальная для сеток
Как купить проволоку стальную ГОСТ по низким ценам:
- заполните простую форму “Оформить заказ” вверху страницы;
- позвоните по телефону +7 (4862) 43-90-47;
- отправьте заявку на электронную почту metizorel@yandex.ru;
Доставка по РФ:Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул,
Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск,
Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург,
Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь,
Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.

Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий,
носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
| Проволока стальнаяЭлектроды сварочныеКанат стальнойКрепежные изделия | Сетка металлическаяБолты шестигранныеГайка ГОСТ, DINЗаклепки стальные | Шплинты разводныеШайбы ГОСТ, DINШпильки резьбовыеПрокат калиброванный | Стропы, такелажГвозди строительныеТрос стальнойВинты ГОСТ, DIN |
Проволока стальная низкоуглеродистая общего назначения и её виды
- по виду обработки: термически обработанная (светлая или черная) и термически необработанная;
- по виду поверхности: без покрытия и с покрытием (оцинкованная).
Виды степени раскисления стали:
Кипящие — КП; полуспокойные — ПС, спокойные — без индекса или с индексом СП
Степень раскисления — это способ удаления кислорода из жидкой стали. Существуют три вида раскисления: спокойная сталь — при затвердевании слитка после его разливки не происходит выделения газов; полуспокойная сталь — выделение газов при ее раскислении удаляется не полностью, так как сталь раскисляется частично; кипящая сталь — раскисляют только марганцем, это приводит к образованию в наружной оболочке слитка относительно чистого железа и внутренней сердцевины с высокой концентрацией легирующих элементов и примесей, особенно, углерода, азота, серы и фосфора, которые имеют низкую температуру плавления.

УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток должен быть прочно перевязан термически обработанной проволокой не менее чем в трех местах, равномерно расположенных по окружности мотка.
Концы проволоки в мотке должны быть аккуратно уложены и легко находимы.
Мотки проволоки диаметром менее 0,8 мм допускается перевязывать свободным концом того же мотка.
Верхний конец отрезка проволоки на катушке должен быть закреплен петлей или на щеке катушки.
(Измененная редакция, Изм. N 5).
5.2. Мотки проволоки одной партии могут быть связаны в бухты.
(Измененная редакция, Изм. N 1).
5.3. Проволоку смазкой не покрывают. По требованию потребителя проволока должна быть покрыта тонким слоем консервационного масла типа НГ-203 марок А, Б по ОСТ 38.01436, К17 по ГОСТ 10877, ЖКБ и ЖКБ-1 по нормативно-технической документации или индустриального масла марок И-12А, И-20А, И-25А, И-30А, И-40А, И-50А по ГОСТ 20799 с добавлением присадок КП по ГОСТ 23639 (15-20%) или АКОР-1 (15-25%) по ГОСТ 15171.
Допускается применение консервационных масел другого типа, обеспечивающих защиту проволоки от коррозии.
5.4. Мотки проволоки диаметром 0,50 мм и менее должны быть обернуты слоем бумаги и упакованы в деревянные ящики типа II по ГОСТ 18617, типа II-I по ГОСТ 16536 или другой нормативно-технической документации.
Мотки проволоки диаметром 0,5-1,00 мм должны быть обернуты слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химических волокон.
Допускается проволоку упаковывать в ящичные металлические поддоны по ОСТ 14-43 или другой нормативно-технической документации или деревянные двухтонные ящики по ГОСТ 18617, выстланные изнутри упаковочной бумагой.
При механизированной упаковке моток проволоки должен быть обернут слоем бумаги по ГОСТ 10396 или бумаги КМВ-170, или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с закреплением упаковки.
В качестве упаковочных материалов применяют:
бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной бумаги по ГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;
нетканые материалы (тарное холстопрошивное полотно или клееное полотно), ткани из химических волокон по нормативно-технической документации, ткань упаковочную технического назначения по ГОСТ 5530. Допускается применение ленты, сшивной из весового лоскута, по нормативно-технической документации.










Проволоку диаметром более 1,0 мм упаковывают по требованию потребителя.
Мотки проволоки массой 500-1500 кг не упаковывают.
При транспортировании в контейнерах проволока упаковывается по требованию потребителя.
Проволока, отправляемая в районы Крайнего Севера и приравненные к ним местности, упаковывается и транспортируется по ГОСТ 15846.
(Измененная редакция, Изм. N 4, 5).
5.5. Грузовые места формируют в транспортные пакеты по ГОСТ 24597, ГОСТ 21650.
Масса грузового места (пакета) не должна превышать 1500 кг. По требованию потребителя масса грузового места не должна превышать 80 кг.
(Измененная редакция, Изм. N 5).
5.6. К каждой катушке, мотку или бухте должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение;
клеймо технического контроля.
(Измененная редакция, Изм. N 3, 5).
5.7. (Исключен, Изм. N 3).
5.8. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При транспортировании крытым транспортом масса грузового места не должна превышать 1250 кг. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов*, утвержденным Министерством путей сообщения. Транспортирование по железной дороге – повагонными, малотоннажными или мелкими отправками.
________________
* Вероятно, ошибка оригинала. Следует читать: “Технических условий погрузки и крепления грузов”. – .
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
(Измененная редакция, Изм. N 5).
5.9. Транспортная маркировка – по ГОСТ 14192.
5.8, 5.9. (Введены дополнительно, Изм. N 3).
5.10. Проволока должна храниться по условиям 5 ГОСТ 15150.
(Измененная редакция, Изм. N 4).
Электронный текст документа
и сверен по:
, 2007
Правила приёмки
К принимаемой продукции установлены требования, которые позволяют следить за её качеством. В перечень этих требований включены следующие положения:
- проволока принимается выпускаемыми партиями;
- каждая партия должна включать изделие одинаковых технических показателей (класса, диаметра, способа обработки, вида покрытия);
- каждая партия оформляется документально;
- в документ включена следующая информация: наименование товара, реквизиты изготовителя, маркировка согласно ГОСТ, результаты испытаний;
- массогабаритные характеристики.
По установленному порядку проверка качества поверхностного покрытия производится на каждой катушке или мотке. Проверка диаметра и допусков осуществляется выборочно на 5% готовой продукции. Проверке механических свойств подвергаются только три процента от всей партии.  Если результаты получены неудовлетворительные производят повторную выборку, испытания повторяют снова. Конечные результаты считаются приемлемыми для всей партии.
Если результаты получены неудовлетворительные производят повторную выборку, испытания повторяют снова. Конечные результаты считаются приемлемыми для всей партии.
Методы испытания
Проверка соответствия качества выпускаемой продукции разработаны следующие методы:
- весовой;
- объёмно-газометрический;
- погружения.
Их надёжность основана на выборочном методе общей теории статистики. Поэтому, как показывает опыт, достаточно осуществить выборку одного образца из каждой заданной партии. Первый метод предполагает визуальную проверку и взвешивание. Визуальный осмотр позволяет определить состояние выбранного образца, определить диаметр, глубину обнаруженных дефектов. Эти параметры обычно измеряют с помощью соответствующих измерительных приборов. Диаметр и степень овальности стальной проволоки измеряют в двух плоскостях с помощью микрометра. Затем полученные данные сверяют с ГОСТ 6507-78. Обязательным условием подобных измерений для оцинкованной проволоки является отсутствие чрезмерных наплывов.  На основании этого метода массы цинка, расположенного на поверхности образца определяется вычислением разницы массы образца с цинком и массы образца с удалённым покрытием. Далее по известной формуле вычисляют среднеарифметический показатель. Погрешность таких оценок при тщательном проведении испытаний, не превышает 0,001 г. Далее приступают к оценке образца по следующим показателям: на изгиб, растяжение, разрыв. Если величина диаметра выбранного образца, не превышает 0,5 мм, возможна замена обычного испытания на величину разрыва с образованным узлом.
На основании этого метода массы цинка, расположенного на поверхности образца определяется вычислением разницы массы образца с цинком и массы образца с удалённым покрытием. Далее по известной формуле вычисляют среднеарифметический показатель. Погрешность таких оценок при тщательном проведении испытаний, не превышает 0,001 г. Далее приступают к оценке образца по следующим показателям: на изгиб, растяжение, разрыв. Если величина диаметра выбранного образца, не превышает 0,5 мм, возможна замена обычного испытания на величину разрыва с образованным узлом.









После этого проводят проверку на так называемую навивку. Осуществляют накручивание стальной проволоки на стержень такого же диаметра как у самой проволоки Если диаметр превышает 6мм, то диаметр стержня должен составлять двойной диаметр образца. Затем измеряют весовые характеристики. Его применяют при решении спорных ситуаций, для проведения арбитражных анализов.
Объемно-газометрический метод.
При подготовке к исследованиям снимают всё цинковое покрытие образца до стальной поверхности. С этой целью его погружают в специальный раствор. Итоговый результат рассчитывается как среднеарифметический показатель нескольких результатов испытаний.  Порядок реализации этого метода определяется следующей последовательностью операций:
Порядок реализации этого метода определяется следующей последовательностью операций:
- из представленного образца выбирают несколько кусков проволоки одинаковой длины (разница в длине не должна превышать 0,5 мм);
- каждый отрезок тщательно обезжиривают (обезжиривающими растворами могут быть: спирт, бензин или другие подходящие химические растворы);
- затем используя химические свойства цинка растворяют его (стараются уловить весь выделяющийся водород);
- в лабораторных условиях измеряют объём полученного водорода;
- по известной формуле рассчитывают поверхностную плотность цинка;
- в серной или соляной кислоте производят так называемое стравливание цинка.
Метод погружения
В данном методе выбранный образец погружают в раствор сернокислой меди. Плотность раствора должна составлять 1,116 г/см3. При температуре 18 °С. В этом случае для получения результатов соблюдается следующий порядок:
- готовят несколько испытательных стальных брусков одинаковой длины (обычно 150 мм);
- производят обезжиривание с промывкой дистиллированной водой;
- каждый стальной образец тщательно протирают от следов жидкости и высушивают;
- затем опускают в приготовленный раствор (он имеет в своём составе сернокислую медь);
- расстояние от места положения брусков до поверхности раствора должна составлять 100 мм, время погружения – 60 сек;
- одновременно испытывают шесть стальных образцов;
После проведенного испытания проверяют остатки медного покрытия на поверхности брусков. Если на поверхности хотя бы одного стального бруска окажутся участки с остатками медного покрытия – образец не выдержал испытания. Оценка производится визуально.
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток должен быть прочно перевязан термически обработанной проволокой не менее чем в трех местах, равномерно расположенных по окружности мотка.Концы проволоки в мотке должны быть аккуратно уложены и легко находимы.Мотки проволоки диаметром менее 0,8 мм допускается перевязывать свободным концом того же мотка.Верхний конец отрезка проволоки на катушке должен быть закреплен петлей или на щеке катушки.(Измененная редакция, Изм. N 5).
5.2. Мотки проволоки одной партии могут быть связаны в бухты.(Измененная редакция, Изм. N 1).
5.3. Проволоку смазкой не покрывают. По требованию потребителя проволока должна быть покрыта тонким слоем консервационного масла типа НГ-203 марок А, Б по ОСТ 38.01436, К17 по ГОСТ 10877, ЖКБ и ЖКБ-1 по нормативно-технической документации или индустриального масла марок И-12А, И-20А, И-25А, И-30А, И-40А, И-50А по ГОСТ 20799 с добавлением присадок КП по ГОСТ 23639 (15−20%) или АКОР-1 (15−25%) по ГОСТ 15171.Допускается применение консервационных масел другого типа, обеспечивающих защиту проволоки от коррозии.
5.4. Мотки проволоки диаметром 0,50 мм и менее должны быть обернуты слоем бумаги и упакованы в деревянные ящики типа II по ГОСТ 18617, типа II-I по ГОСТ 16536 или другой нормативно-технической документации.Мотки проволоки диаметром 0,5−1,00 мм должны быть обернуты слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химических волокон.Допускается проволоку упаковывать в ящичные металлические поддоны по ОСТ 14−43 или другой нормативно-технической документации или деревянные двухтонные ящики по ГОСТ 18617, выстланные изнутри упаковочной бумагой.При механизированной упаковке моток проволоки должен быть обернут слоем бумаги поГОСТ 10396 или бумаги КМВ-170, или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с закреплением упаковки.В качестве упаковочных материалов применяют:бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной бумаги поГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;нетканые материалы (тарное холстопрошивное полотно или клееное полотно), ткани из химических волокон по нормативно-технической документации, ткань упаковочную технического назначения по ГОСТ 5530. Допускается применение ленты, сшивной из весового лоскута, по нормативно-технической документации.Проволоку диаметром более 1,0 мм упаковывают по требованию потребителя.Мотки проволоки массой 500−1500 кг не упаковывают.При транспортировании в контейнерах проволока упаковывается по требованию потребителя.Проволока, отправляемая в районы Крайнего Севера и приравненные к ним местности, упаковывается и транспортируется по ГОСТ 15846.(Измененная редакция, Изм. N 4, 5).
5.5. Грузовые места формируют в транспортные пакеты по ГОСТ 24597, ГОСТ 21650.Масса грузового места (пакета) не должна превышать 1500 кг. По требованию потребителя масса грузового места не должна превышать 80 кг.(Измененная редакция, Изм. N 5).
5.6. К каждой катушке, мотку или бухте должен быть прочно прикреплен ярлык, на котором указывают:товарный знак или наименование и товарный знак предприятия-изготовителя;условное обозначение;клеймо технического контроля.(Измененная редакция, Изм. N 3, 5).
5.7. (Исключен, Изм. N 3).
5.8. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.При транспортировании крытым транспортом масса грузового места не должна превышать 1250 кг. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов*, утвержденным Министерством путей сообщения. Транспортирование по железной дороге — повагонными, малотоннажными или мелкими отправками.________________* Вероятно, ошибка оригинала. Следует читать: «Технических условий погрузки и крепления грузов». — Примечание изготовителя базы данных.Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.(Измененная редакция, Изм. N 5).
5.9. Транспортная маркировка — по ГОСТ 14192.
5.8, 5.9. (Введены дополнительно, Изм. N 3).





