

Как работает трубогиб
Домкрат с пуансоном на штоке устанавливается по центру станка. Под ролики, на опорную рабочую часть, устанавливается труба параллельно боковым сторонам рамы. Воздействуя на рукоятку домкрата,оператор поднимает шток и труба прижимается к роликам. При дальнейшем поднятии штока, ролики начинают давить на трубу вниз, образуя два плеча сил, длина которых определяется расстоянием от центра штока до точки касания к трубе. Центральная часть заготовки продолжает подниматься, труба охватывает поверхность пуансона, изгибаясь с заданным радиусом. При достаточном ходе штока, можно согнуть трубу под углом в 900 без особых усилий.
Такой трубогиб может работать как в вертикальном, так и в горизонтальном положении. Но во втором случае необходимо несколько изменить конструкцию самого домкрата.
Простота конструкции самодельного трубогиба позволяет сделать его как в домашних условиях, так и в слесарной мастерской. Купить придется только гидравлический домкрат. По сравнению со стоимостью промышленного станка, затраты будут на порядок ниже. Даже при не слишком частом использовании инструмента, он окупится очень быстро.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.
- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Примерил детали.

- Собрал корпус гибочного станка из швеллера.
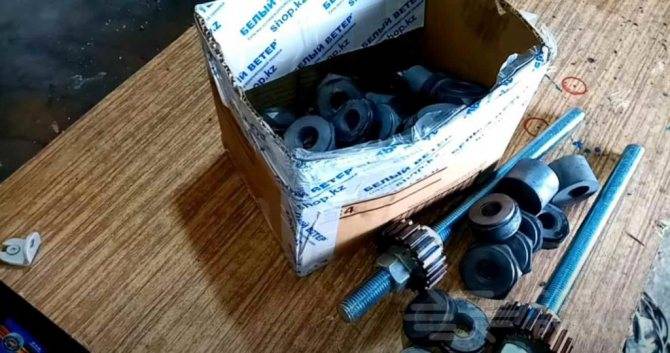
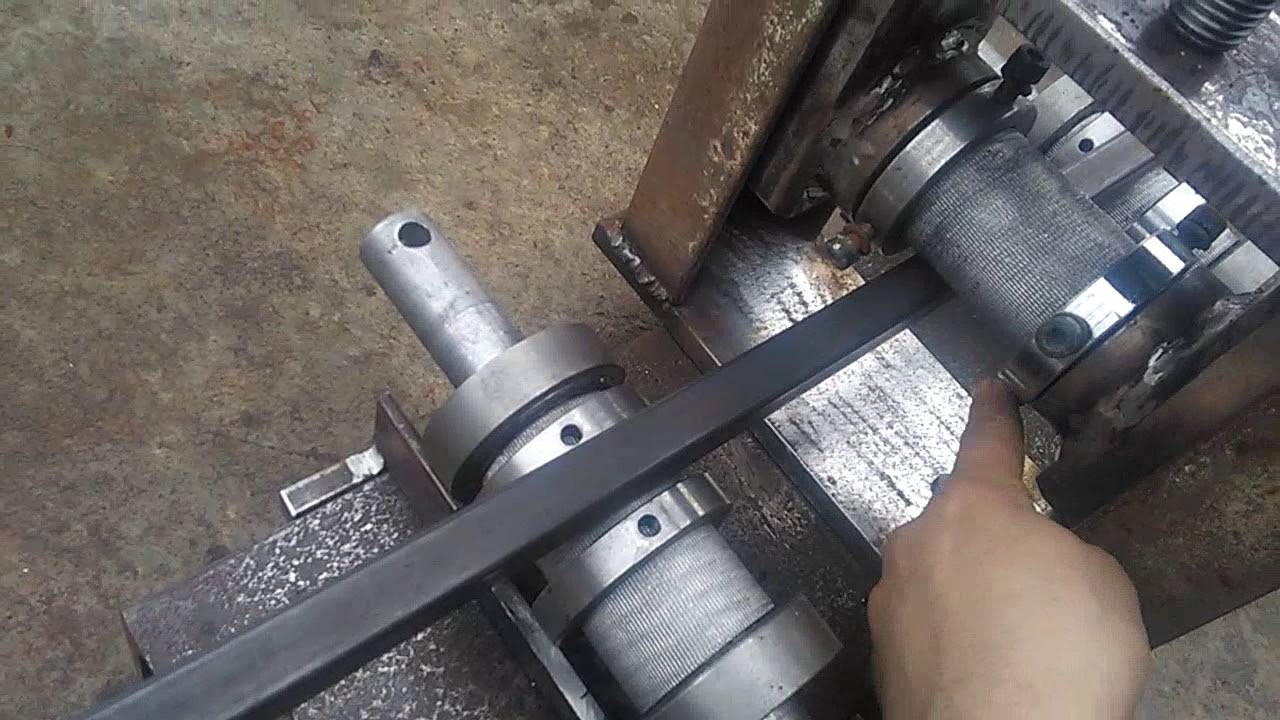
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.


Ролики смастерили из набора гаек, подшипников и шайб.

- Этапы изготовления нажимного ролика.

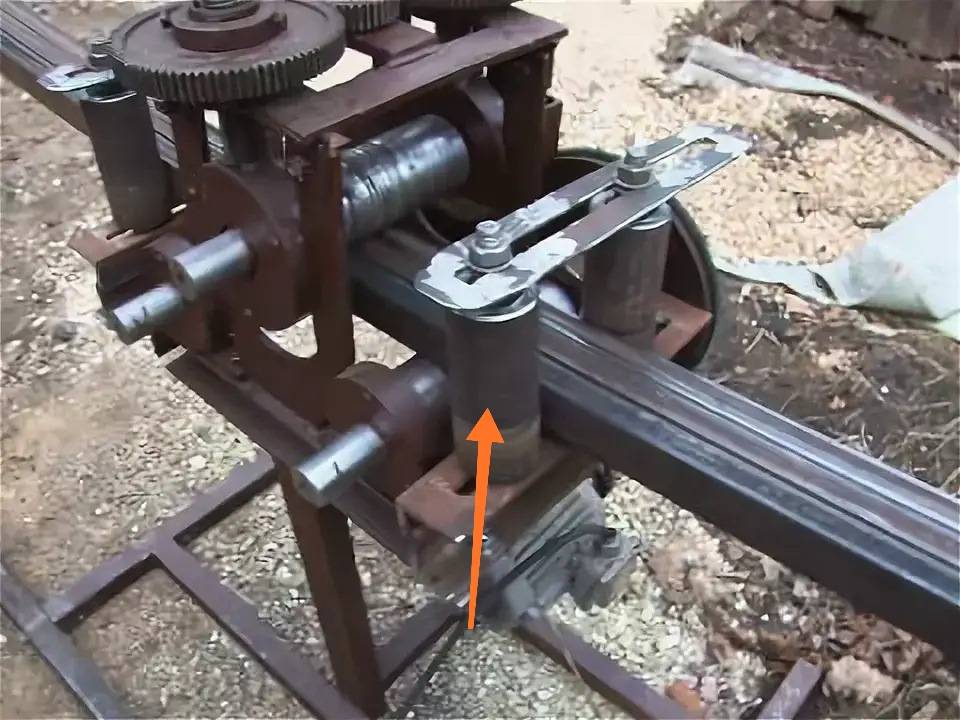
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.


Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
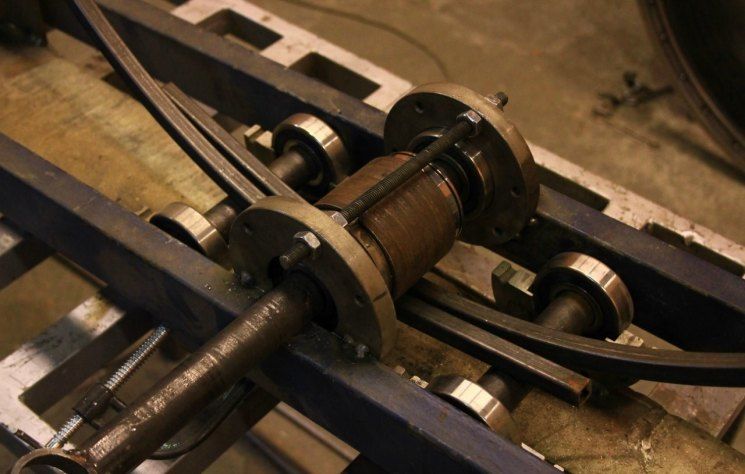
Конструкция в сборе.

Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.

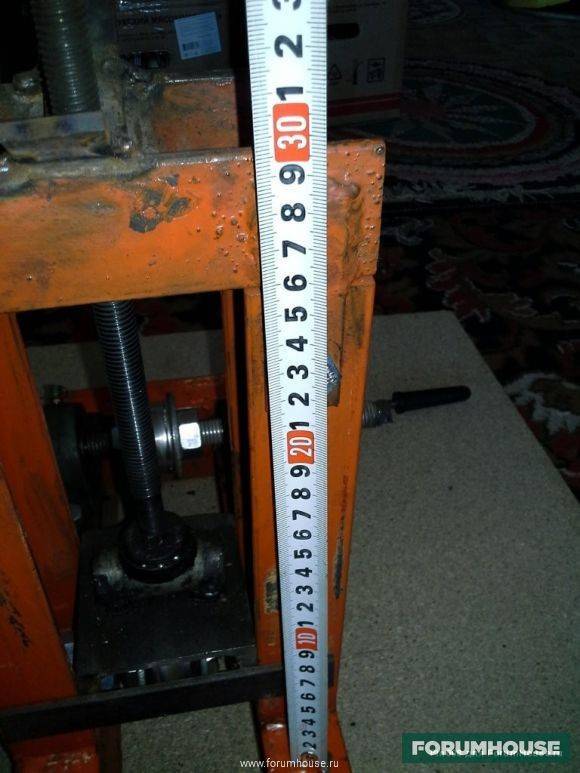
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.
Pin008Участник FORUMHOUSE
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Пуансон
Головная рабочая часть трубогиба — пуансон. Он непосредственно соприкасается с трубой и вокруг его полукруглой стороны загибается труба. Распределение сил на пуансоне позволяет сохранить целостность внутренней части изгиба без образования брыжей, впадин и трещин при сохранении целостности шва сварной трубы.

Если необходимо согнуть шовную трубу, то линия соединения должна находиться сбоку под углом в 90 0 к вектору приложения сил. Только в этом случае шов не разойдется и труба сохранит целостность конструкции.
Пуансон можно купить в заводском исполнении с различными диаметрами пазов, под трубы разного размера. Он представляет собой идеальный полукруг, в нижней срезанной части которого приварено гнездо под шток домкрата
При использовании пуансона важно, чтобы гнездо находилось точно по центру окружности. Только в этом случае эффективность действия домкрата будет максимальной
Трубогиб из гидравлического домкрата своими руками можно сделать и с самодельным пуансоном
Для этого можно использовать любой шкив подходящего диаметра, разрезав его пополам и приварив в нижней части гнездо под шток
Трубогиб из гидравлического домкрата своими руками можно сделать и с самодельным пуансоном. Для этого можно использовать любой шкив подходящего диаметра, разрезав его пополам и приварив в нижней части гнездо под шток.
Сделать можно несколько таких пуансонов разного диаметра с различными размерами пазов. Но преимущество опорных деталей промышленного изготовления в том, что для них используются очень прочные сплавы, они хорошо отцентрированы и не деформируются при действии гидравлики. Пуансоны из шкивов могут не только деформироваться, но и разрушиться, особенно при гибке толстостенных труб.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:









- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Конструкция профилегибочного станка
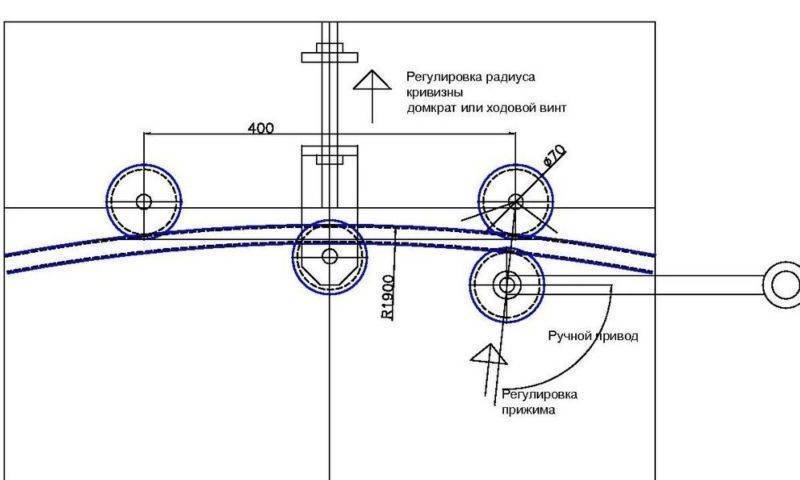
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения. Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
 Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
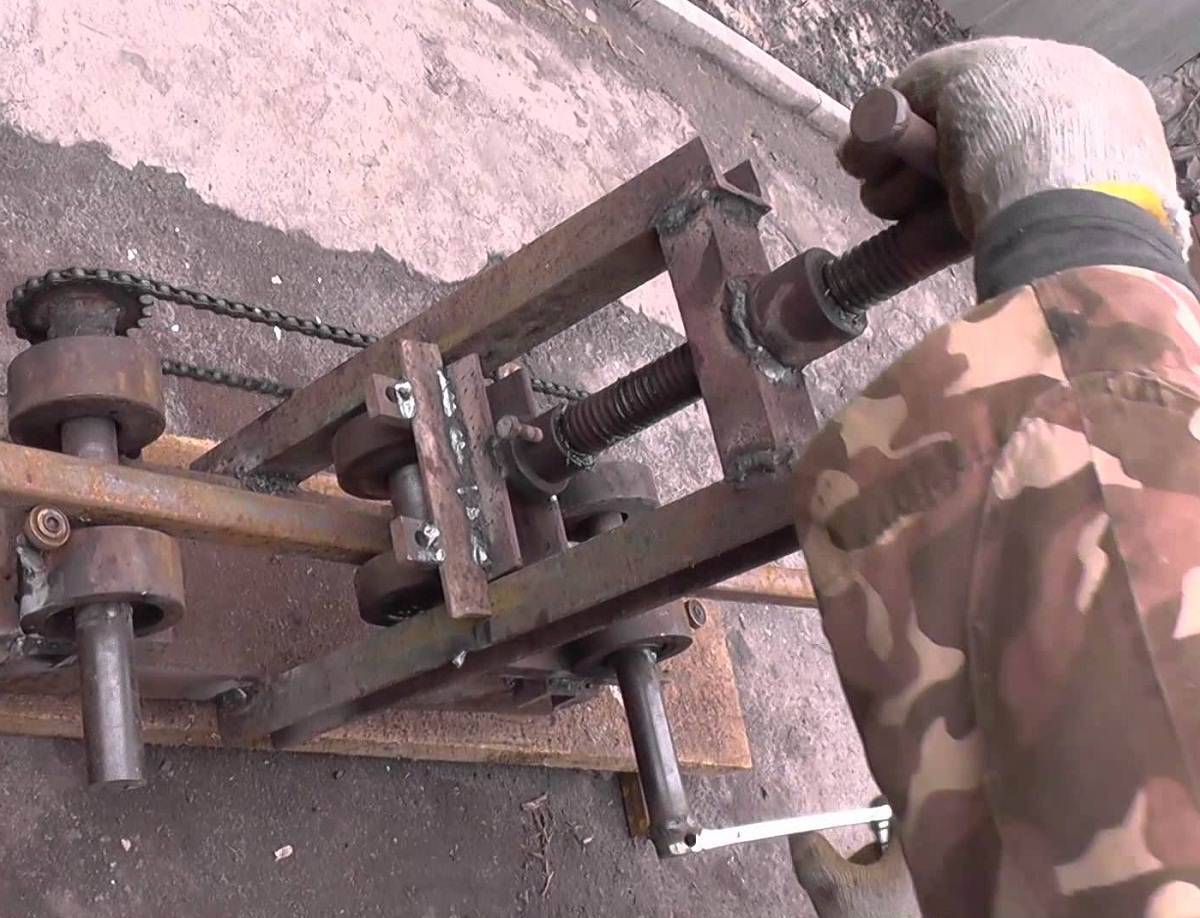
Ручной привод, велосипедная цепь
Возможно, конструкция не такая эстетичная, как фабричный экземпляр – но работает исправно, а запас прочности гораздо выше, чем у типовых моделей.
ВАЖНО! Оба опорных ролика должны вращаться синхронно, поэтому их необходимо соединить цепью. Для изготовления станины понадобятся:
Для изготовления станины понадобятся:
- Стальной швеллер 140 мм;
- Стальные швеллеры 50 мм;
- Уголки 50 мм.
Подвижные элементы собраны из опорных подшипников от какого-то механизма времен СССР и классического лома из той же эпохи. Винтовой упор взят от старой струбцины.
ВАЖНО! Винт должен быть с силовой резьбой, трапециевидной или прямоугольной. Метрическая резьба не выдержит давления
Все эти компоненты приобретены в пункте сбора металлолома. Стоимость определил приемщик по весу, с учетом своей прибыли. За все богатство по кругу получилось чуть более 1000 рублей. Сумма не идет ни в какое сравнение с готовым изделием.
Для сборки нужна мощная дрель, болгарка и сварочный аппарат.
Силовую основу составляет станина с П-образным кронштейном для винтового упора. Варится обычным полуавтоматом. Качество швов должно быть высоким, поскольку именно к этому элементу конструкции прикладывается усилие на разрыв.
В верхнем швеллере проделываем отверстие и привариваем гайку. Вкручиваем опорный винт. Это и будет регулятор высоты прижимного катка.
Опорные ролики выполнены из обычного лома. В данной конструкции просто подошел диаметр под опорные подшипники. Заготовка отпилена болгаркой.
Как и планировалось, оба опорных ролика будут вращаться синхронно. Для этого на каждую ось привариваем одинаковые велосипедные звездочки, и привариваем опорные подшипники таким образом, чтобы соблюсти симметрию с центром станины. Цепь при этом должна была натянута.
Одна из осей делается длиннее, для закрепления ручного привода. Опорные катки необходимо установить на подиумы. Сделано это для того, чтобы при максимально опущенном центральном ролике, радиус изгиба заготовки не был слишком большим.
В качестве ручки для привода, использован шатун от велосипедных педалей. Его просто привариваем к длинной оси одного из опорных роликов.
Специальные ролики для профилегиба использовать не пришлось, поскольку заготовка ровно стоит на опорных осях из лома, и не пытается вывернуться при изгибе.
Для увеличения усилия на воротке прижимного ролика, на него можно надеть трубу подходящего диаметра.
При помощи такого приспособления за пару выходных была собрана арочная теплица на даче. На изготовление самого трубогиба ушел один рабочий день, включая время на поиски подходящих комплектующих.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Как работает устройство?
Вне зависимости от того, сделан профилегиб своими руками или он заводского исполнения, главный принцип работы этого инструмента заключается именно в прокате заготовок, а не загибе. Для начала станок надежно закрепляют на основании. Если есть такая потребность, установку заземляют, а также проверяют надежность электрической цепи и механической конструкции.









Первому пуску предшествует удаление консервирующей смазки ветошью. После этого станок должен поработать в режиме «без нагрузки» около получаса. Возникшие за это время недочеты устраняют. После этого детали, которые предстоит загнуть, должны быть очищены от масла и мусора. Деталь располагается между валами, после чего начинается процесс проката.
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Cоветуем: Как сделать печь для пиццы из старой бочки
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.
Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
https://youtube.com/watch?v=632L9dAszKY
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
 Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные

Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.








Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготовление профилегиба своими руками
Решив заняться изготовлением профилегиба собственноручно, нужно основательно подойти к вопросу об организации работы. Поскольку нужно подготовить определенные материалы, инструменты.

Если разделить заранее работу на несколько этапов, то она займет меньше времени. Поэтому лучше не пренебрегать этой возможностью.

Подготовка инструментов и материалов
Первый этап – это подготовка тех инструментов и материалов, которые потребуются мастеру в работе. Таковыми являются:
- ступицы – не нужно спешить приобретать машинные ступицы, поскольку идеально подойдут и велосипедные;
- лом – сделать его можно и самостоятельно. Для этого достаточно просто отрезать ту длину, которая необходима, и надеть специальные подшипники. При этом диаметр следует заранее измерить, чтобы не ошибиться;
- редуктор – изготовить его самостоятельно слишком сложно и велика вероятность негативного результата, поэтому лучше просто приобрести устройство;
- пластины – для работы потребуется несколько пластин с разной толщиной. Помните, что основная пластина, которая является несущей, обязательно должна быть более массивной;
- трубы и шайбы – это вспомогательные элементы, без них выполнить работу попросту не получится.






Как только все материалы будут под рукой, можно приступать к следующему этапу.

Определение размеров и подготовка чертежей
При работе мастеру потребуется чертежи. Поскольку по ним работать всегда гораздо проще.

А вот для создания этих чертежей обязательно нужно заранее произвести ряд измерений. Нужно четко определить размеры будущей конструкции и каждого его элемента.
Пошаговый процесс выполнения работ
Если чертежи уже подготовлены, то можно смело приступать непосредственно к выполнению работ по созданию профилегиба.

Чтобы процесс не казался слишком сложным, разобьем его на так называемые шаги:
- Производим фиксацию уголков на несущей конструкции.
- Фиксируем ролики.
- К нижней части конструкции также привариваем два уголка, чтобы сделать ее более жесткой.
- К верхним торцам необходимо прикрепить пластину, которая оборудована отверстием. Размер этого отверстия должен быть несколько больше, чем у винта.
- Производим установку рабочего винта с тем типом привода, который является более предпочтительным.











