

Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.  По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться. Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку. 
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Сварочная проволока для газовой сварки сталей
Сварочная проволока для газовой сварки и наплавки изготавливается по тем же стандартам, что и для ручной дуговой сварки. Стальная проволока из низкоуглеродистых и легированных сталей изготавливается в соответствии с требованиями ГОСТ2246.
Ответственные сварные изделия и металлоконструкции, к которым предъявляются повышенные требования при эксплуатации, сваривают с использованием низколегированной проволоки. Наилучшее качество сварки получается при использовании кремнемарганцевой и марганцевой проволок следующих марок: Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Сварной шов, полученный при использовании проволоки таких марок, обладает высокими механическими свойствами.
При сварке низколегированных сталей рекомендуется выбирать низколегированную, хромосодержащую проволоку. Сварные швы, получаемые при её использовании, имеют предел прочности 460-540МПа. Для сварки высоколегированных сталей сварочную проволоку выбирают аналогичную свариваемому металлу по химическому составу.
Разновидности
Проволока для сварки ацетиленом должна выбираться для каждого вида свариваемых деталей. От этого в сильной степени зависит качество получаемого результата.
- Омедненная. Омедненное покрытие делает меньше контактное сопротивление, защищает поверхность проволоки от механических повреждений. Обеспечивает бесперебойную работу оборудования. Гарантирует минимальное разбрызгивание металла.
- Неомедненная. Используется при работе с деталями, изготовленными из стали низкоуглеродистых сортов.
- Порошковая. Представляет собой трубочку из малоуглеродистой стали. Внутри она заполнена особыми порошками, представляющими собой раскислители и шлакообразующие вещества. Вместе с металлом внутри трубки может содержаться флюс. Как правило, применяется для автоматической сварки. Образование шлака является минимальным, что способствует легкости отделения шлаковой корки.
- Сплошного сечения. Может служить для изготовления электродов. Самостоятельно применяется для сварки автоматическим или полуавтоматическим способом.
- Активированная. Имеет форму трубки, но порошков внутри находится незначительное количество. Роль активаторов выполняют различного вида окислители.
- Газосварочная. Используется для сваривания с такими видами стали, как углеродистая и низкоуглеродистая.
- Алюминиваемые. Используются для сварки алюминиевых конструкций в полуавтоматическом режиме. Способствует уменьшению пористости шва.
- Из нержавейки. Применяется для сварки сталей нержавеющих марок.
- Флюсовая. Используется для сварки стали различных марок полуавтоматическим методом.
- Легированная. Обеспечивает возможность производить сварку в различных газах.
Проволока сварочная для ацетиленовой сварки выбирается в зависимости от марки материала свариваемого изделия с целью получения шва хорошего качества.
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.

Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Нюансы выбора

Разбираясь в модельных видах сварочных прутков нужно знать, что каждый тип имеет свое назначение. То есть, каждая присадочная проволока подходит для определенного типа сварочных работ.
Поэтому перед тем, как взять какой-либо вариант нужно узнать, для какой обработки металлов она будет использоваться. Не нужно брать для резки прутки, предназначенные для сварки.
Помимо разделения по применению, существуют версии разных диаметров. Показатель диаметра зависит от толщины детали, которая будет вариться. Проволока больших размеров берется для толстых деталей, меньших – для тонких.
Встречаются размеры от 0,8 до 12 мм. Чаще всего применяются трехмиллиметровые прутки.
Как уже было сказано, этот присадочный материал используется для обработки разных видов металлов
Поскольку пруток всегда соответствует металлу детали, то на этот параметр тоже нужно обратить внимание
Немаловажную роль играет состав присадочного элемента. Существуют модели с разным наполнением, а также легированностью. Чтобы подобрать модель правильно, нужно изучить эти показатели и сравнить с требуемыми для свариваемой детали.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.










Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.

Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Общие характеристики метода
Чем отличается обычный сварочный процесс от аргонодугового? В первую очередь использованием аргона, характеристики которого исключают возникновение химических реакций в зоне горения и расплавления металла. Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Технология сварки предполагает использование двух способов, при которых применяются плавящиеся или неплавящиеся электроды. За счет применения неплавящегося электрода обеспечивается качественное образование сварных швов и поддерживается равномерная глубина плавки металла. Данный способ является основным для сварки стыков в трубопроводах и соединения элементов из сплавов титана и алюминия.

Марки электродов и их предназначение.
При работе дуга оборудования горит между электродом и свариваемой деталью. В аргонодуговой сварке принято использовать электроды, изготовленные из вольфрама. Этот металл давно зарекомендовал себя с самой лучшей стороны, являясь очень надежным и отличаясь высокой степенью тугоплавкости.
Для улучшения характеристик вольфрама при изготовлении электродов в него добавляют некоторые химические соединения. Если необходимо использование присадочного материала, он подается в зону горения сбоку, что исключает его контакт с электрической цепью.
Сварка с использованием плавящегося электрода не так популярна, как вышеописанная технология, и применяется достаточно редко.
Назначение
Присадочная проволока для газовой сварки по своему назначению разделяется на проволоку общего применения и специального. Проволоку общего назначения имеется возможность применять для сварочных работ изделий всех видов стали. Также они используются для осуществления наплавки.
Проволоку специального назначения применяют при необходимости соединения изделий из таких материалов, как чугун или особого вида сплавов. Также с их помощью можно выполнять сварочные работы по соединению изделий, расположенных под водой.
Соединение может быть особо качественным, если химический состав сварочной проволоки будет совпадать или быть идентичным аналогическим показателям основного металла.
Сварочная проволока: что это такое, виды и применение
Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие
При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.

Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.

- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Разновидности
Присадочная проволока для газовой сварки может различаться по содержанию легирующих элементов. Марки с низким содержанием предназначаются больше для чистых металлов, а не для сплавов. Причем это касается преимущественно материалов, которые обладают хорошими свойствами свариваемости. К примеру, если сварка алюминия будет производиться чистым алюминием, то итоговый результат будет плохого качества.










Проволока для сварки алюминия
Среднелегированная сварочная проволока для газовой сварки является одним их самых распространенных вариантов, так как подходит для наиболее распространенных металлов, которые используются в промышленности. Это материалы средней свариваемости, которые требуют дополнительной защиты, но не обладают критически плохими свойствами.
Среднелегированная сварочная проволока
Высоколегированная проволока для сварки в защитных газах предназначена для самых сложных случаев. Простым примером является сварка нержавейки, для которой нужна не только сильная защита от вешних факторов, но и восполнение выгорающих элементов состава, для чего и требуется высокий уровень легирования.
Высоколегированная сварочная проволока
Вне зависимости от своего состава, некоторые марки могут обладать омедненной поверхностью, которая уменьшает контактное сопротивление во время соединения, увеличивает степень взаимодействия и защищает поверхность от повреждений и загрязнений.
Медная сварочная проволока
Порошковая проволока сварочная 4 мм для газовой сварки используется преимущественно для автоматических аппаратов. Она содержит в себе необходимые дополнительные вещества, которые повышают качество соединения без контроля человека.
Порошковая проволока сварочная 4 мм
Проволока флюсованная имеет внутри прослойку из флюса, который специально подобран для данного вида сплава. Она имеет более высокую стоимость, чем обыкновенная, но намного удобнее в использовании.
Флюсованная проволока для сварки
Виды присадочных проволок
Этот присадочный материал разделяют на три вида, в соответствии с которыми он бывает сплошным, порошковым (флюсовым) и активированным.
Пруток сплошного сечения – это чистый металл без каких-либо дополнительных примесей, включений, веществ. Его просто производить и использовать, а потому он достаточно распространен. Применяется он в работах в среде защитного газа, такого как аргон.
Потому что порошковый пруток сконструирован особым образом. Несмотря на то, что выглядит он как цельная модель, внутри он полый. По сути, он представляет собой трубку.
Эта трубка заполнена специальными веществами в форме порошка, которые способны заменить воздействие защитного газа. Полая проволока применяется на высоте, и в других условиях, куда невозможно доставить газовую аппаратуру.
Активированный тип присадочных проволок – это результат слияния технологий цельного и полого типов. Он взял от сплошных и порошковых моделей лучшие параметры, совместив их в себе: цельность сплошного вида и защитные характеристики полого.
Результатом стала цельная проволока, покрытая равномерным слоем включений, защищающих его от пагубных воздействий воздуха.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Марки сварочной проволоки
Типы сварочной проволоки подразделяются по химическому составу. Предположим, если в конце марки стоит буква А, значит здесь небольшое количество фтора и серы. Когда АА – процент добавок минимальный.
Виды сварочной проволоки + для полуавтомата, в том числе, определяются на основании ГОСТ, в 3 классах из 77 марок (с процентом легирующих элементов):
- Легированная – 30 типов (2,5-10%);
- Низколегированная – 6 видов (2,5%);
- Высоколегированная – 41марка (10%).
Наиболее популярные марки ПП2ДС, Св06Х19Н9Т, ОК Autrod 19,40 (зарубежная), Св08ГСМТ.
Маркировка сварочной проволоки
Регламентируется проволока стальная сварочная ГОСТом 2246-70. Маркировка выражается в буквенно-цифровом виде. В каждой марке заключена информация о химическом составе и назначении. Первые две буквы характеризуют применение:
- ПП – порошковая для сварки без газа;
- НП – для наплавки;
- СВ – ведения сварочных работ.
Остальные литеры – примеси металла.
| Проволока стальная сварочная ГОСТ (буквенные обозначения) для полуавтомата. | |
| ОБОЗНАЧЕНИЕ | МЕТАЛЛ |
| А | Азот |
| Б | Ниобий |
| В | Вольфрам |
| Г | Марганец |
| Д | Медь |
| М | Молибден |
| С | Кремний |
| Т | Титан |
| Ф | Ванадий |
| Ц | Цирконий |
| Ю | Алюминий |
При расшифровке нужно руководствоваться цифрами – присутствие элемента, в процентах. Без указания числа содержание металла меньше 1%.
Расход сварочной проволоки
Выбрать сварочную проволоку, а также метраж нужно правильно, потому что при сварке автоматом или полуавтоматом, работа над созданием шва ведется без отрыва. Чтобы не ошибиться существует специальная формула для расчета материала – N=G*K.
- N – определяемая величина, количество расхода материалов на метр шва;
- G – масса наплавленного металла на 1м;
- K – параметр, влияющий на переход от массы продукта наплавки к расходу использованного металла.
Чтобы узнать данные G, в вопросе как выбрать сварочную проволоку, нужно использовать формулу G=P*у*L, где:
- F – площадь (в миллиметрах) поперечного сечения шва;
- У – удельный вес проволоки.
К величине L используется 1, из расчета на один метр. То есть от метража, который следует определить, меняется и литера L.
Диаметр сварочной проволоки
Размеры сварочной проволоки разные. Расходный материал выбирают в зависимости от силы сварочного тока, толщины металла для сварки. К продукции 3-5 мм подходят расходники 2 мм.
Размеры сварочной проволоки на западе отличаются от отечественных стандартов. Но большая часть оборудования сварщика – это зарубежные аппараты. Чтобы покрыть запросы, в стране используют проволоку нижеследующих диаметров:
- Для полуавтоматов от 0,6 до 6 мм;
- Для сварки присадочными прутками и электродами от 1, 6 до 5 мм.
Чтобы правильно выбрать материал придется учитывать величину сварочного тока, толщину свариваемого металла.
Таблица подбора диаметра проволоки в зависимости от металла, силы тока, и толщины свариваемых деталей.
Источник
Сварка чугуна
Материал для соединения деталей из железного сплава низкой плавки так же характеризуется своим номером ГОСТа — 30430-96.
Согласно последнему, сварочный материал для чугуна выпускается двух видов — А, Б.
Первым пользуются при соединении конструкционных элементов с подогревом всей части, марка Б подходит для горячей сварки с использованием местного подогрева.
Прутки по железному сплаву низкой плавки имеют свои марки — НЧ1, НЧ2. Используются в процессе низкотемпературной сварки литых чугунных деталей.










Для предотвращения износа применяются марки электродов ХЧ либо БЧ. Покрытие из сварочных прутков увеличивает ресурс конструкционных элементов.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.

Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
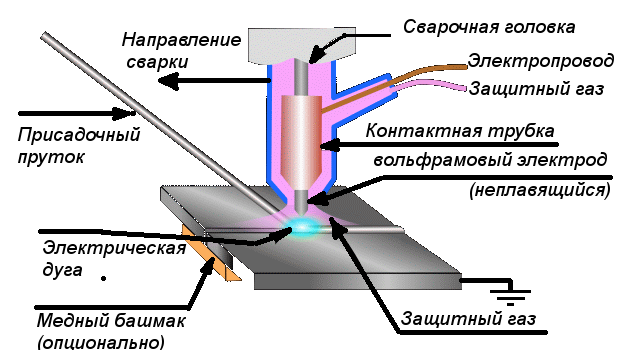
Схема сварки при использовании присадочной проволоки
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.





