

Выбор подходящего исполнения
Естественно, что в первую очередь во внимание принимаются существующие возможности экскаватора. Однако, если такое оборудование приобретается вместе с навесным комплектом, то внимание обращают на следующее:
- Конструкцию ножей: челюсти гидравлических навесных ножниц должны иметь составную конфигурацию, обеспечивающую наиболее надёжный захват лома в момент начала его разделения.
- Способа переустановки и регулировки зазоров между ножами, который должен быть простым и надёжным.
- Наличия защитных пластин, которыми предотвращается смятие тонколистового лома вследствие повышенного зазора между рабочими ножами.
- Жёсткость системы управления подвижны ножом, что обеспечивает возможность реза материала с предельными высотными размерами разделяемой конструкции.
- Степень защищённости штока силового цилиндра от внешних воздействий.
- Надёжность регламентного обслуживания и смазки механизмов ножниц.
Выбор модели гидроножниц следует выполнять также с учётом минимальных габаритных размеров площадки, на которой предполагается их последующее применение (с учётом зоны текущего обслуживания).
Ручные гидравлические ножницы
Ручные гидравлические ножницы – незаменимый, а главное мобильный инструмент для резки метала арматуры. Широко применяются в строительстве, в сносе зданий, а также спасателями для извлечения пострадавших из искорёженного автомобиля.
Ручные гидравлические ножницы
Устройство и принцип работы
Устройство ручных гидравлических ножниц для резки метала напоминает обычные ножницы но несколько отличается от них тем что, в привычной модели мы передаем механическую силу от руки сразу на режущий агрегат.
Здесь же наша механическая сила преобразуется в гидравлическую, и только потом подается на режущие лезвия. Ручкой мы качаем насос которой создает давление в результате чего ножницы сдвигаются и собственно режут.
Основные принципы устройства:
Устройство ручных гидравлических ножниц
- Исполнение режущей части. Два основных открытый кромочный и гильотинный. Оба представлены на рисунке. Кромочный применяется для резки листов метала, а гильотинный для резки проводов и пучков кабелей.
- Функции режущей части. Есть агрегаты, в которых режущая часть крутится относительно привода и ручек, что делает ножницы более практичными в использовании.
- Габариты. Устройство обладает весьма большими габаритами, происходит это из-за того, что оно оборудовано гидроприводом, его установку выполняют на неподвижной ручке гидравлических ножниц. Габариты агрегата прямо пропорциональны длине штока гидропривода.
- Подача давления. Также имеет 2 вида комплектации. Первая это встроенный плунжерный насос, который работает от мускульной силы оператора. Второе, это внешняя компрессорная станция.
Технические характеристики
Ручные гидравлические ножницы имеют ряд характеристик, которые стоит учитывать при их эксплуатации. Эти параметры можно увидеть в техническом паспорте устройства.
Характеристики гидравлических ножниц:
- Предельная величина силы разреза или тяги, измеряется в Ньютонах и Тоннах;
- Промежуток между режущими элементами, в мм;
- Предельная режущая величина. Указывает максимальную толщину листа либо диаметр прутка которые можно разрезать за одну итерацию.
- Размеры и вес агрегата.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Возможные неисправности
- Не создается необходимое давление в инструменте.
- Засорение гидравлической системы, следует заменить масло;
- Не закрыт рычаг сброса давления соответственно его следует закрыть;
- Шток не встает в начальное положение.
- Подтеки масла
Распространенные модели
Рассмотрим несколько самых распространённых моделей ручных гидравлических ножниц по металлу и их технические характеристики.
Ножницы НРГ 53
Основное назначение: Для резки кабелей и твердых металлов.
Технические характеристики НРГ 53:
Технические характеристики ножниц НРГ 53
Ножницы НРГ 85
Основное назначение: Резка проводов АС, СИП-3, стальных канатов, тросов, прутков из низко углеродной стали, бронированного и телефонного кабеля.
Технические характеристики:
Технические характеристики гидравлических ножниц НРГ-65 и НРГ-85
Ножницы СТ40 и СТ20
Основное назначение: Режущая способность до 40 мм, широкий спектр металлов, которые они режут.
Гидравлические ножницы CT-40
Технические характеристики:
Технические характеристики ножниц СТ20 и СТ40 Ручные гидравлические ножницы Ссылка на основную публикацию
Выполнение технологических операций с металлом на высечных (вырубных) ножницах
Для резки металла возможен один из следующих способов:
- Прямыми ножами, как и в обычных листовых ножницах. Нижний нож при этом неподвижен, а тот, что расположен в ползуне, выполняет возвратно-поступательные перемещения. Заготовка подаётся вручную и направляется по фигурным линейкам, закреплённым на столе или станине. Значительные вибрации исполнительного механизма (которые увеличиваются с возрастанием числа ходов) могут стать причиной вмятин на металле, деформации конечной заготовки, образования заусенцев (особенно для пластичных металлов: алюминия, низкоуглеродистой стали и т.п.);
- Методом просечки, когда образуется узкий длинный отход. При этом деформации подвергается именно он, а кромки заготовки получаются ровными и без дефектов. Уменьшается также вибрация. Однако просечку невозможно применить, если предусматриваются вырубные операции по малому радиусу, менее 40 мм. Для точной разметки стоит применять шаблоны, либо – при значительных программах выпуска однотипных деталей – заблаговременно изготовить фигурные направляющие;
- Методом перфорации, когда установленным комплектом «пуансон-матрица» последовательно производится отделение образующихся отходов металла. При надрезке – частичном внедрении пуансона в заготовку, толщина металла всегда принимается меньшей. Это связано с тем, что в начальный момент резки крутящий момент резко возрастает, что приводит к замедлению вращения электродвигателя, и даже к его полной остановке. Поскольку вырубные ножницы не имеют системы включения, то двигатель может сгореть.
В ручных вырубных ножницах иногда конструируют специальный механизм поворота подвижного ножа, при этом поворот производится вдоль оси ползуна. При этом необходимость в направляющих отсутствует. Поскольку трение на контактных поверхностях при этом возрастает, то данную конструкцию целесообразно использовать лишь при резке металла малой толщины (до 1,5 мм).
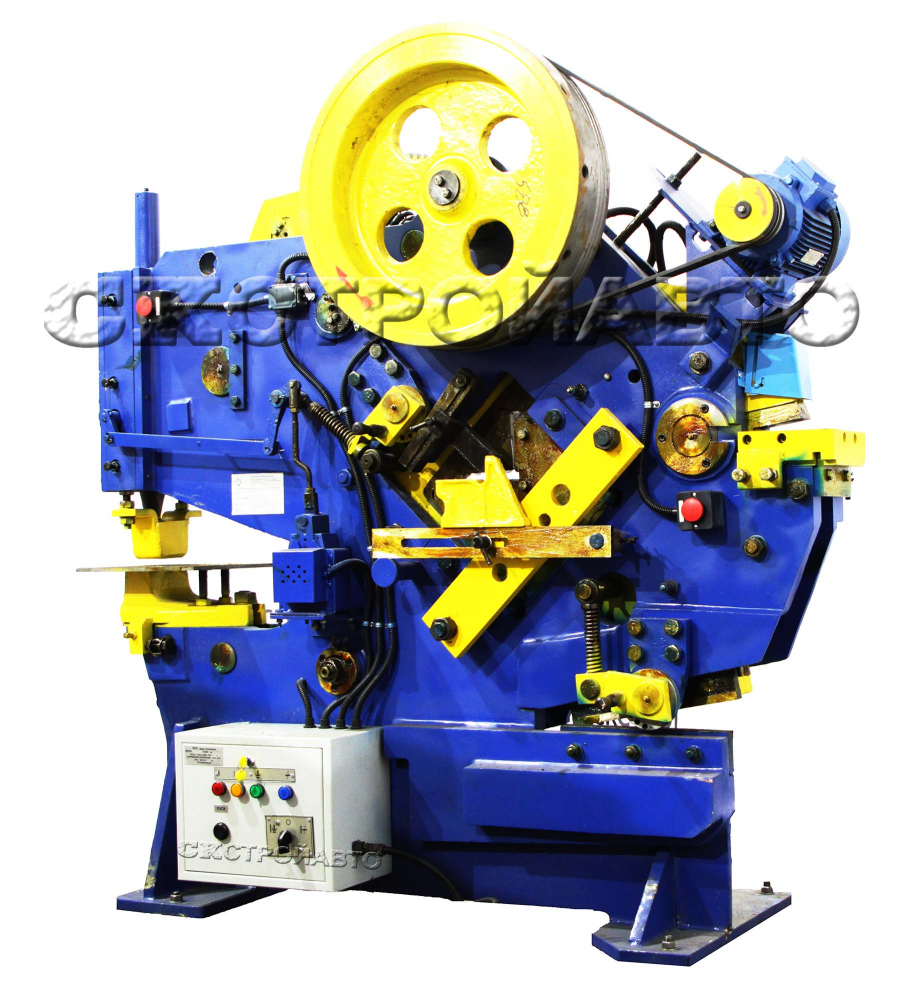
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.









Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
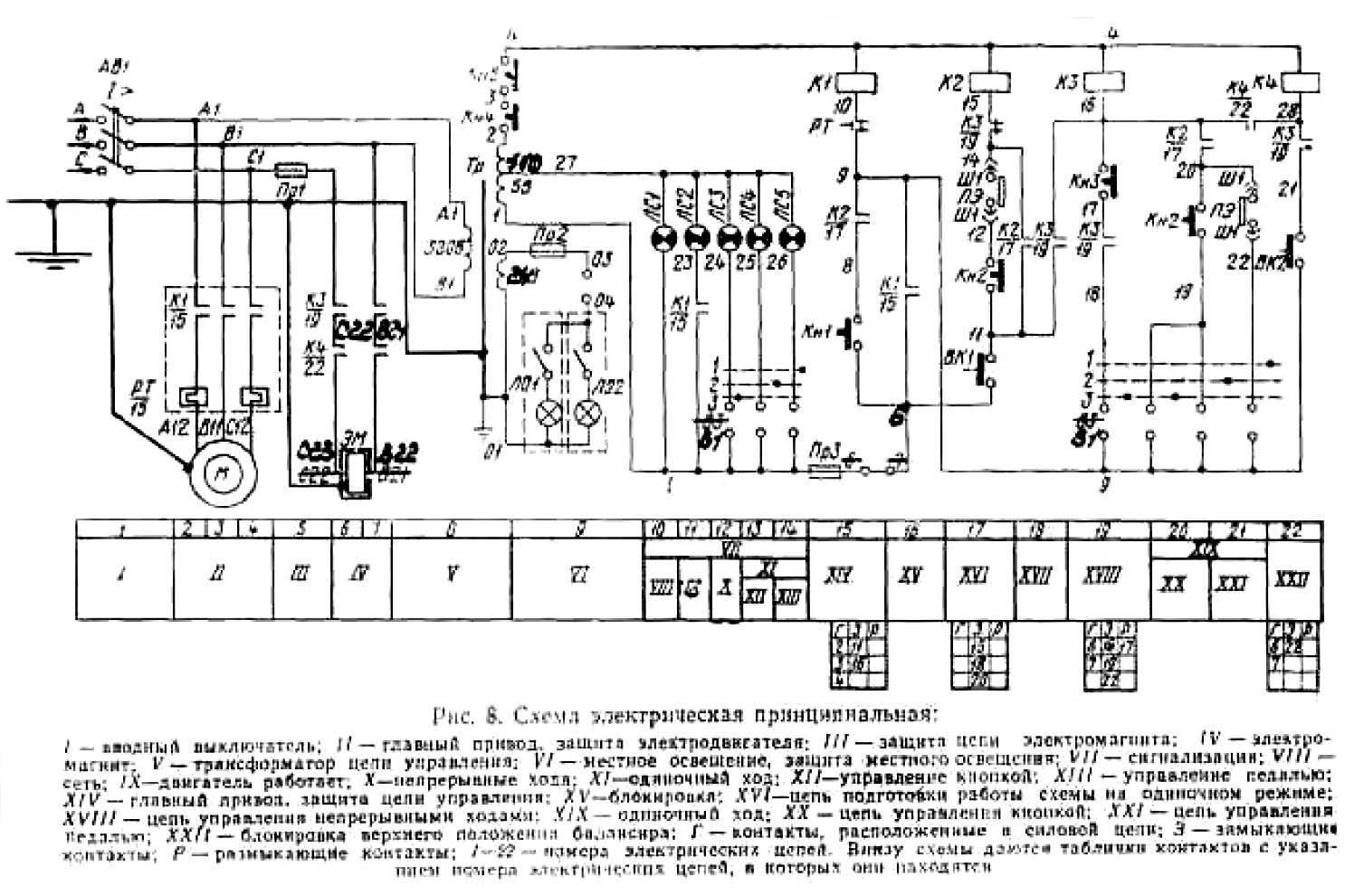
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
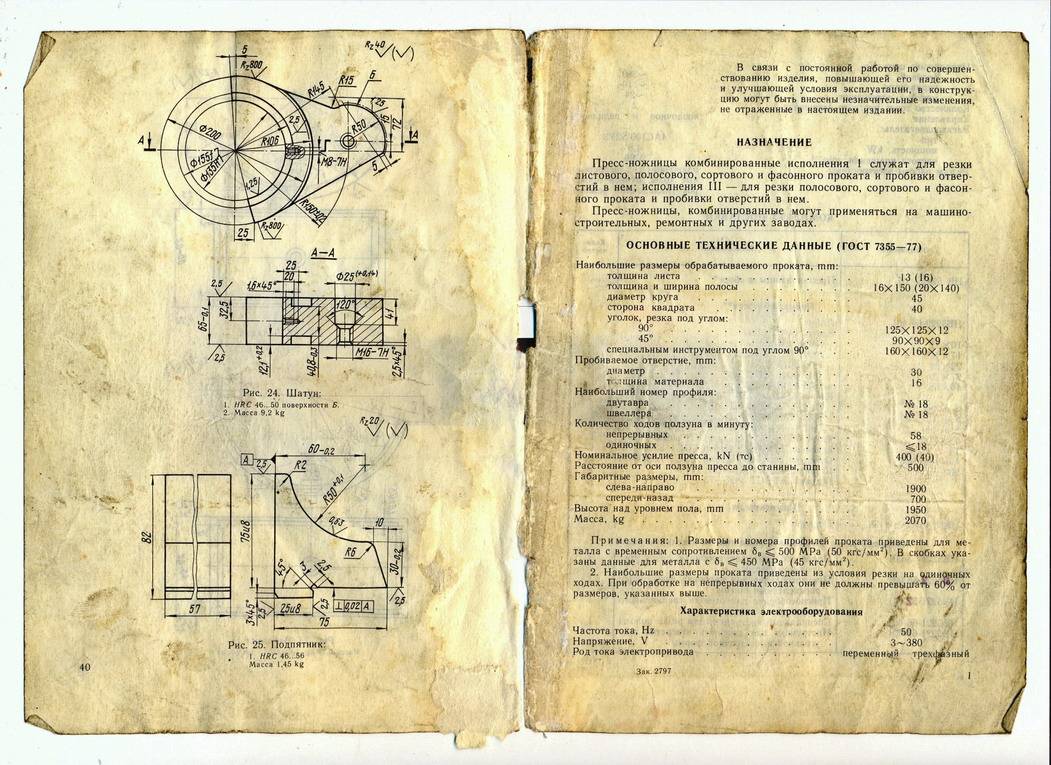
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Принцип действия
Цикл разрезки металла состоит из нескольких этапов. Резка происходит в следующей последовательности:
- Оператор включает рольганг и отправляет профиль в рабочую зону аппарата. Необходимая длина при этом выставляется при помощи заднего упора.
- Обрабатываемый материал фиксируется зажимным приспособлением. Для обеспечения постоянства горизонтальной оси металла в процессе, он подпирается компенсатором.
- Включается электродвигатель, срабатывает муфта включения. Ленточный тормоз размораживает вал.
- Крутящий момент передается на кривошипный вал через зубчатую передачу. Там с помощью кривошипно-шатунного механизма вращение преобразуется в поступательное движение рабочего ножа.
- Отрезанная часть изделия попадает на приемный лоток, а после — в специальный ящик для заготовок.
- Одновременно с этим кривошипно-шатунный механизм возвращается наверх, в свое исходное положение — начинает работу система включения.
- Вал фиксируется автоматически с помощью тормоза ленточного типа.
Гидроножницы фото.
В разделе гидроножницы фото опубликованы фотографии гидравлических ножниц для экскаватора применяемых при демонтаже строительных конструкций из металла, бетона, железобетона, включая модели для резки и разделки металлолома.
| Фото гидроножницы MS-500 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-2000 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-3000 Delta Engineering Group, Co, Ltd, Корея |
| Масса ножниц, кг- 500 Развиваемое усилие, т- 152 Раскрытие челюстей, мм- 288 Вес экскаватора, т- 4…8 | Масса ножниц, кг- 2000 Развиваемое усилие, т- 172 Раскрытие челюстей, мм- 522 Вес экскаватора, т- 18…26 | Масса ножниц, кг- 2450 Развиваемое усилие, т- 256 Раскрытие челюстей, мм- 571 Вес экскаватора, т- 26…32 |
Технические параметры
Они определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 относятся:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальное значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться с помощью пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
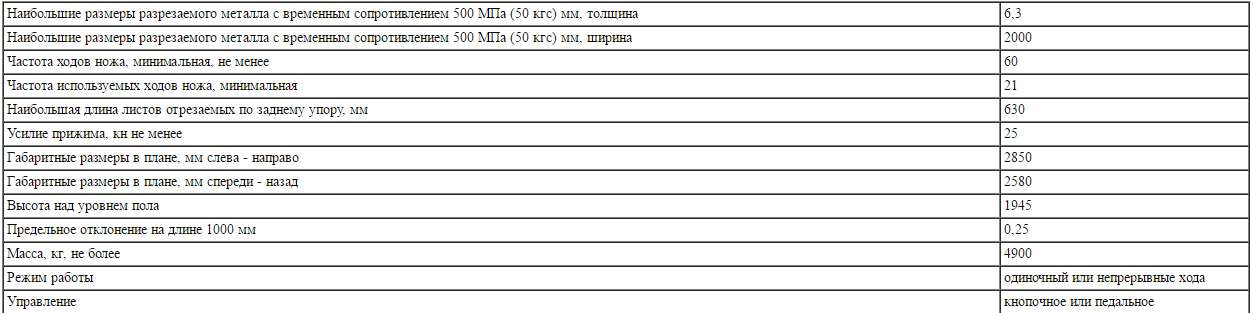
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке металла.
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.









Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Настройка пресс-ножниц НВ5223
- Работать на комбинированных пресс-ножницах НВ5223 допускается только после ознакомления с особенностями их обслуживания, эксплуатации и мерами безопасности. Перед началом работы убедитесь в надежности инструмента.
- При работе на пресс-ножницах НВ5223 для защиты органов слуха оператора необходимо применять противошумные наушники или противошумные вкладыши.
- По окончании работы пресс-ножницы НВ5223 обесточьте.
Особенности пресса НВ5223 для пробивки отверстий
- Перед началом работы на прессе закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала.
- После центрирования рукоятку верните в верхнее положение.
- После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
Особенности работы сортополосовой секции пресс-ножниц НВ5223
1.Перед работой на сортовой секции проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала и не должен превышать 0,2…0,5мм.
При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
2.Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее. Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке.
Пресс-ножницы НВ522 оснащены автоматическими прижимами.
При работе с автоматическим прижимом за счет хода ползуна через систему рычагов и пружин усилие передается на кулак и в момент реза фиксирует заготовку, при этом перед резом прижимной рычаг должен находиться в соприкосновении с заготовкой и быть зафиксированным отверстием на кулачке. После реза прижим автоматически возвращается в исходное положение.
И все последующие циклы выполняются автоматически.
Автоматические прижимы изготовлены из конструкционной качественной стали прошедшей термическую обработку. Автоматические прижимы предназначены для защиты оператора от воздействия удара при резке заготовок.
Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала.
Внимание!
Пресс-ножницы рассчитаны на обработку материалов с временным сопротивлением δ ≤ 498 Мпа.
 Схема крепления ножевых плит сортовой секции пресс-ножниц НВ5223
Схема крепления ножевых плит сортовой секции пресс-ножниц НВ5223
Особенности работы зарубочного устройства пресс-ножниц НВ5223
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности, зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, быть хорошо закрепленными и сухими. Крепление ножей зарубочного устройства показано на рис.9. Зазор между ножами зарубочного устройства не должен превышать 1/30 толщины разрезаемого материала.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей, ножей для отрезки полосы и зарубочного устройства дыропробивной зоны.
 Схема крепления ножей зарубочного устройства НВ5223
Схема крепления ножей зарубочного устройства НВ5223
Мобильные пресс-ножницы для металлолома
Мобильные пресс-ножницы для металлолома с усилием реза 500, 600 и 800 тонн.

Мобильные пресс-ножницы для металлолома – это полностью автономное оборудование, является машиной особенно подходящей для резки и пакетирования негабаритного черного лома. Конструкция наших мобильных пресс-ножниц разработана с учетом всех возникающих статистических и динамических нагрузок на несущие элементы и обеспечивает Пользователю длительную бесперебойную эксплуатацию.
Поставляем мобильные пресс-ножницы для лома с усилием реза 500, 600 и 800 тонн.
Стандарты мобильных установок полностью соответствуют европейским дорожным стандартам. Мобильные пресс-ножницы для лома, установленные на шасси, легче перемещать в сравнении с транспортируемыми или стационарными. Для их перевозки требуется только тягач.
Успешно поставляем Российским пользователям мобильные пресс-ножницы для переработки металлического лома различной производительности. Это классическая конструкция гидравлических пресс-ножниц для лома с верхними крышками загрузочной камеры. Мобильные и транспортируемые пресс-ножницы полностью автономное оборудование (возможна комплектация как с электрическим, так и с дизельным двигателями).
Принцип камеры сжатия основан на работе 3-х компрессионных крышек.

Уникальная конструкция крышек дополняется режимом подпрессовки, что позволяет получать пакет высокой плотности.
Это давно запатентованная разработка закрытия крышки на 120° вместо 90°. Получаемый пакет металлолома спрессовывается сильнее обычного, вследствие чего прохождение готового брикета уменьшает износ конструкции. Приемная камера с закрывающей крышкой является сварной конструкцией, с облицовкой из высокопрочных стальных листов HARDOX. Массивные крышки, прикрепленные шарнирами к приемной камере, позволяет перерабатывать лом, имеющий большие габариты, чем приемная камера. Облицовка камеры выполнена из высокопрочной шведской стали HARDOX, при необходимости они легко снимаются и заменяются на новые облицовочные плиты.








Hожи и сама гильотина выполнены из высокопрочной стали, нижний и верхний ножи заменяемые. Смазка гильотины происходит через системы автоматической централизованной смазки гильотины. На гидроцилиндре реза установлена система рекуперации гидравлического масла, обеспечивающая быстрый холостой ход штока повышающая скорость работы. Специально разработанная конструкция рамы, облегчают доступ к креплению ножей. Гидравлическая блокировка нижних ножей является одновременно и системой безопасности: происходит постоянный контроль давления и, в случае падения давления, резка прекращается. Гидравлические устройство постоянно контролирует правильность установки и крепления ножей. Усиленный ход гидроцилиндра толкателя, позволяет пропустить вперед металл в случае невозможности резки.
| Усилие реза, т | 505 | 605 | 805 |
| Прижим, т | 150 | 154 | 154 |
| Ширина ножа, мм | 820 | 820 | 820 |
| Высота ножа, мм | 610 | 610 | 610 |
| Длина реза, мм | 10 — 1500 | 10 — 1500 | 10 — 1500 |
| Резов в минуту, раз | 6 — 7 | 6 — 7 | 6 — 7 |
| Размер камеры, мм | 5000 х 2200 | 6000 х 2400 | 6000 х 2400 |
| Размер пакета, мм | 800 х 600 | 800 х 600 | 800 х 600 |
| Усилия крышек, т | 180 х 3 | 240 х 3 | 240 х 3 |
| Усилия толкателя, е | 160 | 160 | 160 |
| Мощность, л.с. | 220 | 240 | 280 |
Блоки гидравлики и блок управления машины Parker-Denison-Rexroth.
Насосы Parker. Danfoss.
Пропорциональный клапан гидравлики для управления давления Rexroth.
Электронная система PLC SIEMENS.
Лучшая цена на рынке на стационарные пресс-ножницы для металлолома с усилием реза 800 тонн и камерой 6 метров►
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом. Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления. Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное. Основные технические характеристики регламентированы государственным стандартом. Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры. Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть. Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов. На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная. Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.





