

Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки. Фото PDR Center
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
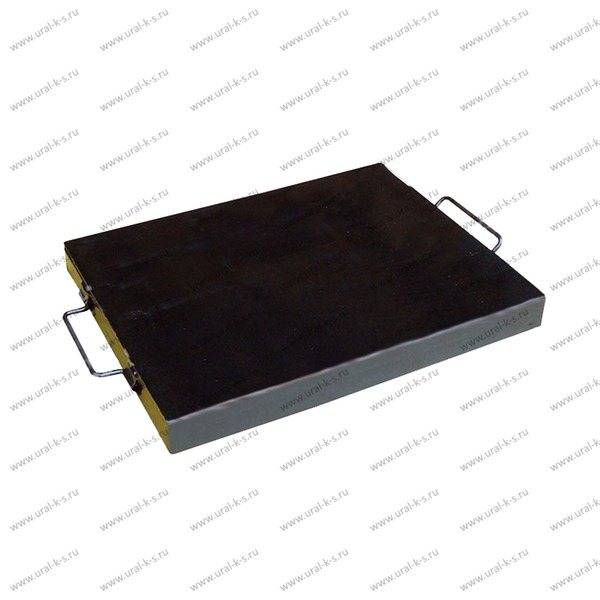
Правильная плита из стали. Фото 4АКБ-ЮГ
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Pereosnastka.ru
Слесарная правка
К
атегория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
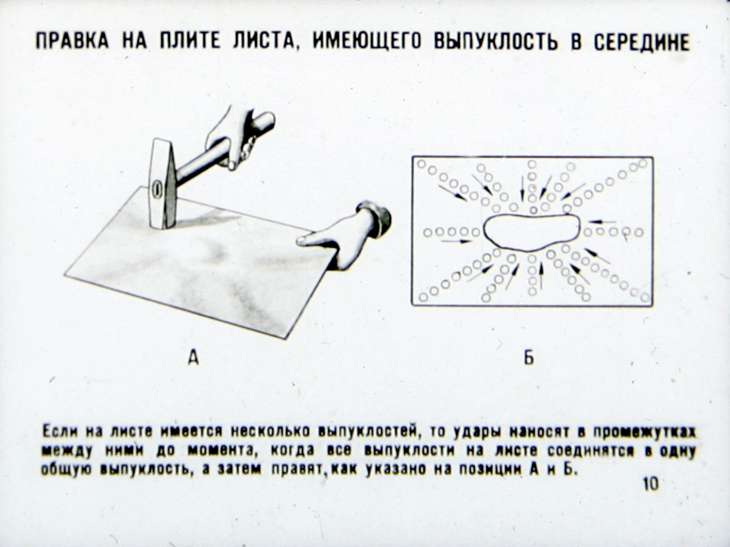
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.

![§ 23. приемы правки [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/8/f/e/8fef254ab70f74ccbe08ce9895f16ed2.jpeg)






Что такое правки?
правка — поправка, исправление, корректив, выправление, корректирование; поправление, отделывание, корригирование, коррекция, отделка.
Правки – обычно подразумевают мелкую коррекцию стиля, стилистики, формы, вида текста. Когда сама суть и смысл текста правильны, и никаких изменений не требуют. А поправки – это работа над явными (чаще орфографическими) ошибками, когда их необходимо именно изменить. Или уж совсем корявым стилем изложения, искажающим суть текста… править – процесс поправить – результат правка – процесс внесения поправок. Правка — это корректорская правка.
Правка и рихтовка металла
Правка металла – слесарная операция, которую выполняют с целью устранения дефектов, имеющих вид вмятины или выпуклости, искривления или коробления у заготовок, изделий и деталей. В процессе ее проведения выполняют сжатие выпуклого и расширение вогнутого слоя металла. Операция исправления дефектов в металлических деталях и заготовках требует применения специальных инструментов и приспособлений. В зависимости от формы и размеров заготовки правку металла осуществляют в его холодном или нагретом состоянии. Она может быть машинной, с применением механически прессов или специальных вальцов, или ручной.
Правка металла
Ручную правку металлических листов выполняют на стальной или чугунной плите с применением специальных молотков со сферическим бойком. Тонкие листы металла подлежат отработке молотками, вставленный боек которых изготовлен из мягкого металла или резины (молоток-киянка). Металлический лист предварительно укладывают на плиту, с помощью линейки определяют места выпуклостей и их границы обводят мелом или маркером. Последовательность (схему) нанесения ударов по металлу определяют в зависимости от количества выпуклостей и их расположения на листе.
В случае исправления одной выпуклости, расположенной в середине листа, удары наносят от края по направлению к самой выпуклости, изменяя при этом силу и место нанесения удара. При наличии нескольких выпуклостей правку металлического листа начинают с нанесения ударов в направлении от промежутков между выпуклостями, постепенно приближаясь к середине выпуклой формы. Правку металла всегда выполняют после укладки листа выпуклостью вверх. Удары специальным инструментом (например, киянкой) должны быть частыми, но не сильными.
Правка
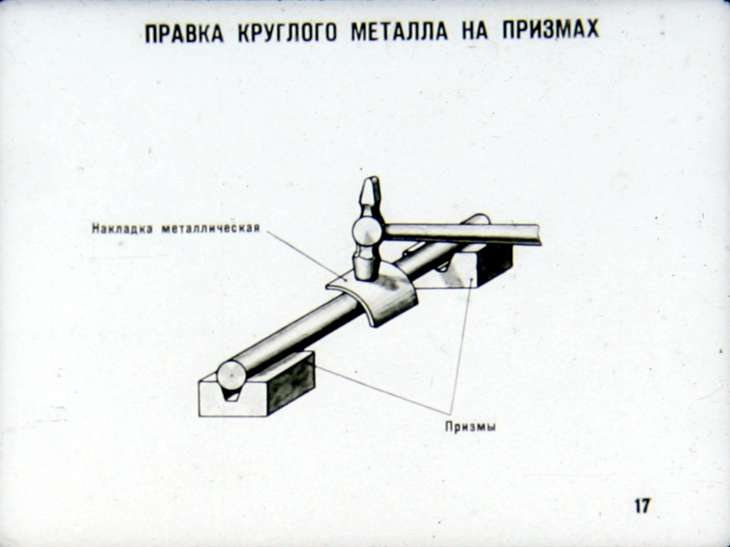
проволоки и заготовок круглого сечения (прутков) выполняется в установленной на плиту призме или с применением ручного пресса. При этом удары молотком наносят по выпуклой части от края дефекта (изгиба) к его середине. Правку проволоки заканчивают легкими ударами с одновременным поворотом изделия вокруг продольной оси.
Правка валов
осуществляется с использованием ручных винтовых прессов. Изогнутый вал размещают на двух призмах, установленных на столе пресса, таким образом, чтобы наконечник штока находился над местом наибольшей кривизны детали. Наконечник винта плавно подводят к месту изгиба и надавливают на исправляемую деталь.
Рихтовка металла
Рихтовка представляет собой разновидность правки. Ее выполняют на деталях, подверженных обработке термическим способом. В процессе рихтовки металла удаление вмятин производят нанесением ударов носком закругленного бойка молотка по вогнутой части детали.
Товары каталога:
| Зажим для стальных канатов DIN 741 |
| Саморез с пресс-шайбой острый РМЗ ТУ 7811-7355 BY 011 |
| Саморез с шестигранной головкой для профиля толщиной до 0,9 мм |
| Талреп крюк-кольцо DIN 1480 |
| Электроды сварочные |
| Твитнуть |
comments powered by Disqus
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
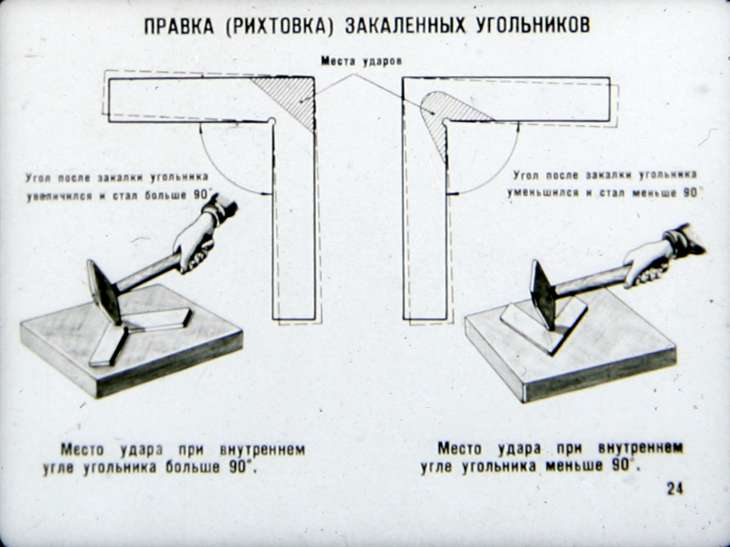
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
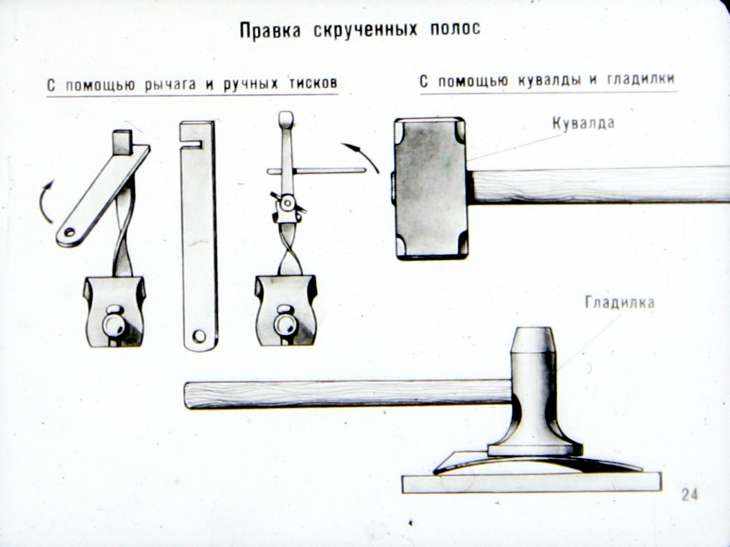
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться. Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;







механическая. Используется в условиях промышленного производства. Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.
Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Техника правки металла
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица (https://stoitex.ru/mid/3/id/107);
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
Метки:Инструмент, Работы с металлом
Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов — осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1…Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2…Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 — стоп.
Разновидности правки металла
Рассматриваемая операция может выполняться в холодном и горячем состоянии. В горячем состоянии правят поковки, которые уже прошли все переходы деформирования, включая и обрезку облоя.
 Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
В листовой штамповке правка выполняется:
- После вырубки-пробивки толстолистового металла, когда перерезывание волокон металла заготовки приводит к возникновению внутренних напряжений;
- После свободной гибки (особенно без прижима), для снятия дефектов формы заготовки, которые возникли вследствие пружинения;
- При штамповке напровал, когда искривление металлической заготовки происходит из-за интенсивного трения изделия по матрице;
- После многопереходной вытяжки деталей с фланцами.
В холодной листовой штамповке различают обжатие гладкими, точечными и вафельными штампами. В первом случае ведется плоская поверхностная калибровка, поэтому данный способ эффективен для тонколистовых заготовок из металлов высокой пластичности. Удельные усилия не превышают 100 МПа, а на поверхности готового изделия отсутствуют отпечатки инструмента. Для заготовок с большей толщиной, а также из металлов повышенной твердости приходится выполнять точечную/вафельную правку. На рабочем инструменте выполняются мелкие насечки в виде зубцов, причем их острия на пуансоне и матрице не должны совпадать. Удельные усилия при этом выше — до 250…300 МПа, зато в результате происходит выправление всех поверхностных дефектов.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Как уменьшить обороты двигателя без потери мощности
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Что такое правка переделка?
Правка-переделка — это специфическая форма обработки представленного в издательство фактического материала. Именно фактического материала, а не рукописи, так как рукопись надо сделать, написать. Понятно, что для лица, представившего материал, нужен соавтор или литературный исполнитель.
Правка-переделка — это коренное изменение текста, автор которого слабо владеет литературным языком. По сути дела, это создание нового текста на основе предложенного. Правка-переделка применяется в тех случаях, когда автор, собравший интересные факты, совершенно не умеет излагать свои мысли на бумаге или настолько занят текущими делами, что не может тратить время на создание текста, предоставляя секретарю лишь наброски, идеи, записи, которые нужно использовать для его составления.
ТЕХНОЛОГИЯ
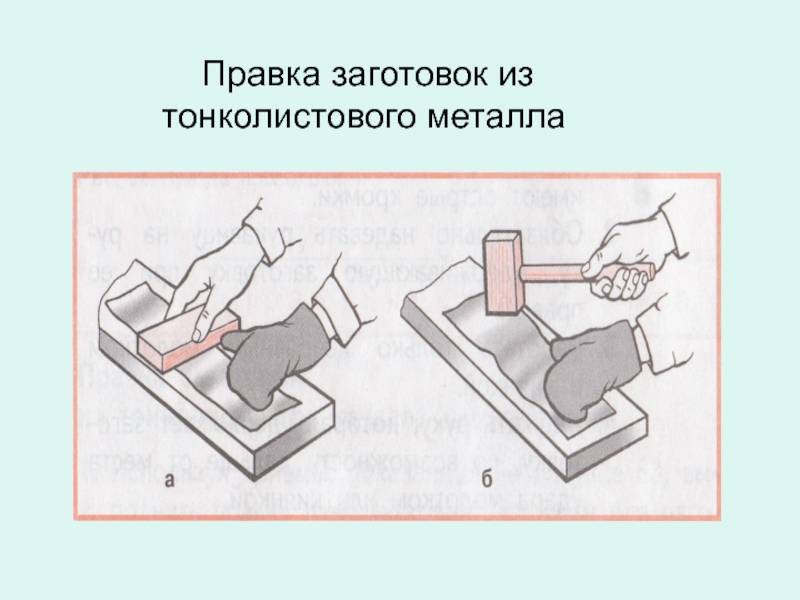
§ 23. Правка заготовок из тонколистового металла и проволоки
У тебя в руках тонколистовая металлическая заготовка. Но она неровная, волнистая, а проволока, из которой ты хочешь изготовить необходимую деталь, свёрнута в моток. Как же их распрямить?
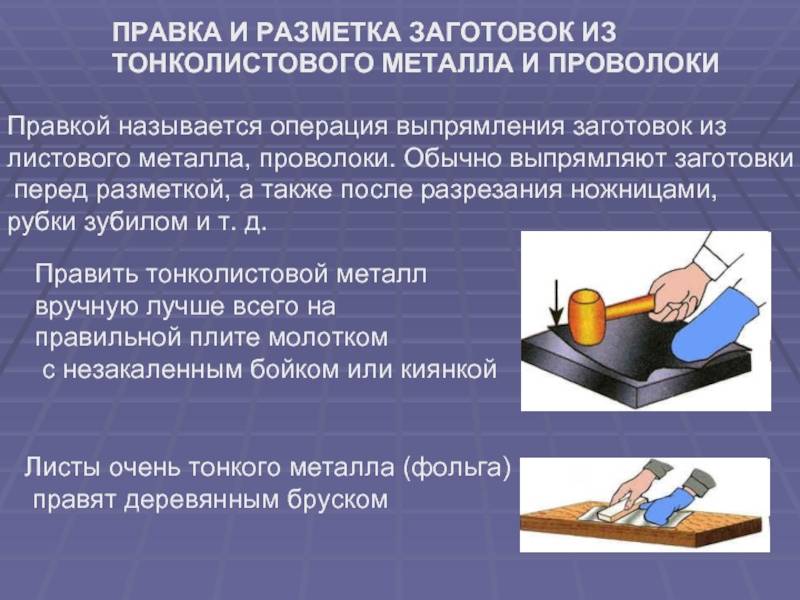
Прежде чем приступать к разметке выбранной заготовки из жести или проволоки, её надо выровнять. Эту слесарную операцию называют правкой. Правка необходима также после резания заготовок.
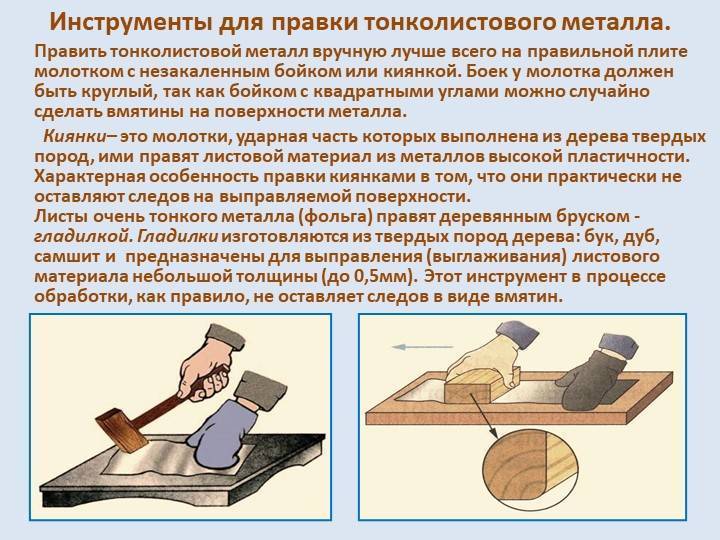
Очень тонкий листовой металл — фольгу — распрямляют на гладкой поверхности ватным тампоном.
Заготовку из жести (алюминия, меди, мягкой стали) толщиной до 0,3 мм правят так: её укладывают на гладкую твёрдую поверхность, прижимают левой рукой с надетой рукавицей и проглаживают деревянным бруском, перемещая его вдоль заготовки (рис. 104). Чтобы не повредить заготовку из жести, нижние рёбра бруска должны иметь радиусные закругления.



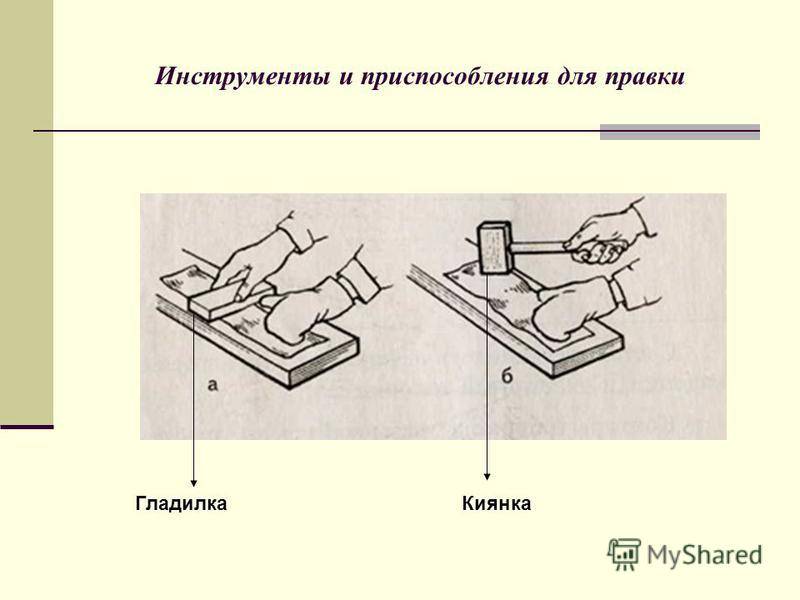

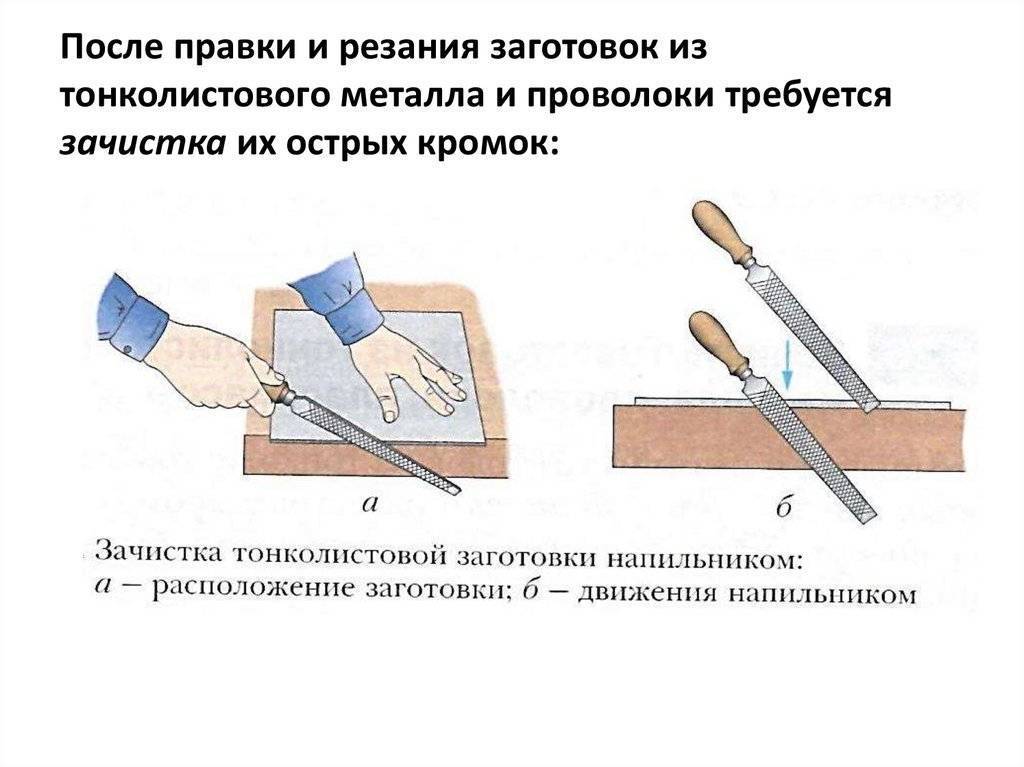



Рис. 104. Правка жести с помощью деревянного бруска — гладилки
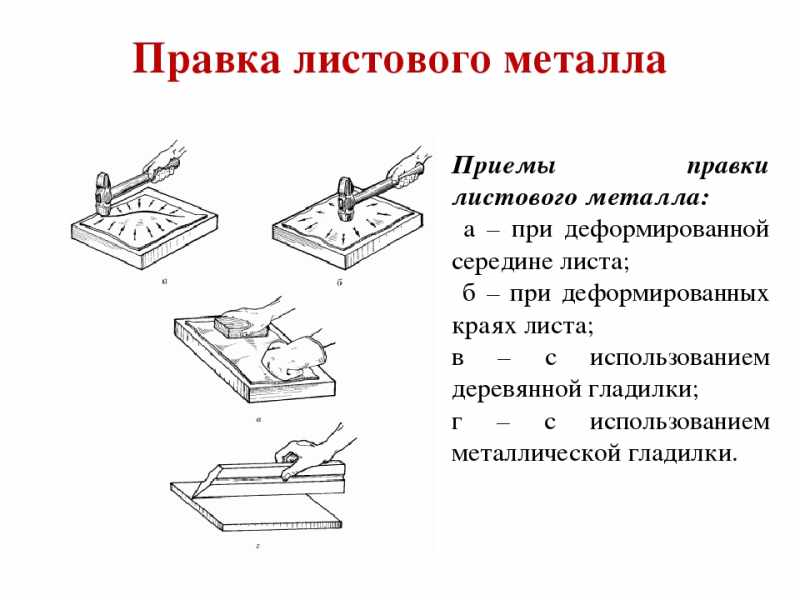
Тонколистовой металл толщиной более 0,5 мм правят деревянным молотком — киянкой. Для этого лист укладывают на металлическую (правильную) плиту (рис. 105) выпуклым участком вверх. Удары наносят киянкой, начиная с краёв листа, постепенно приближаясь к выпуклости. Вблизи выпуклого участка удары наносят чаще, но с меньшей силой. По самой выпуклости удары не . наносят, так как неровность от этого только увеличивается.
Рис. 105. Правка тонколистовой заготовки киянкой
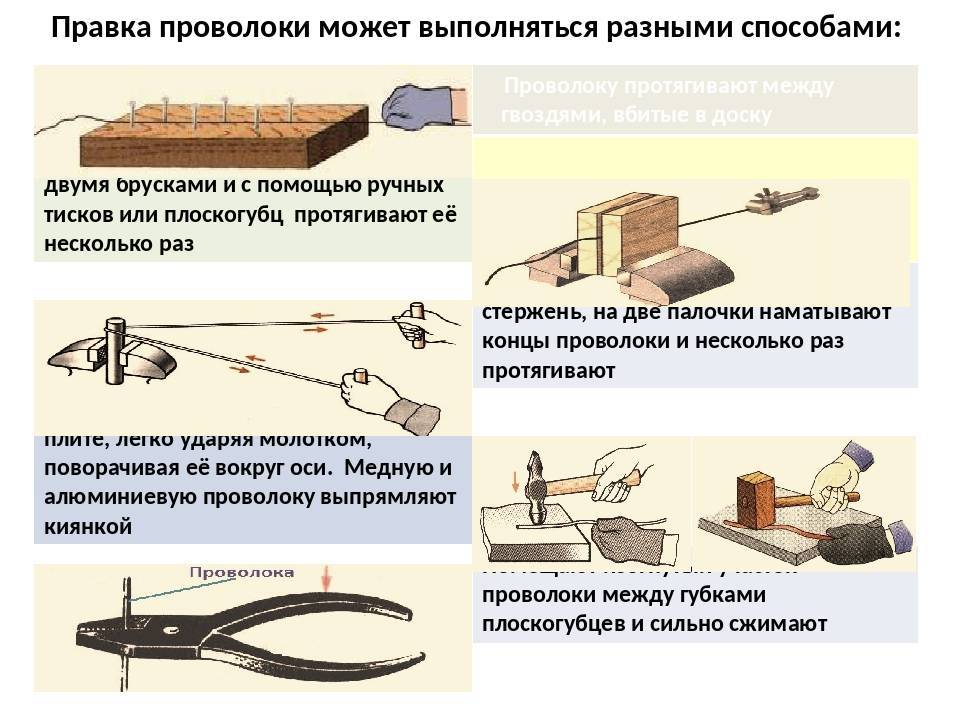
Правку мягкой (например, медной) тонкой проволоки можно выполнять, протягивая её между двумя деревянными брусками, зажатыми в тисках (рис. 106, а) или перемещая её вокруг цилиндрической стальной оправки (рис. 106, б).
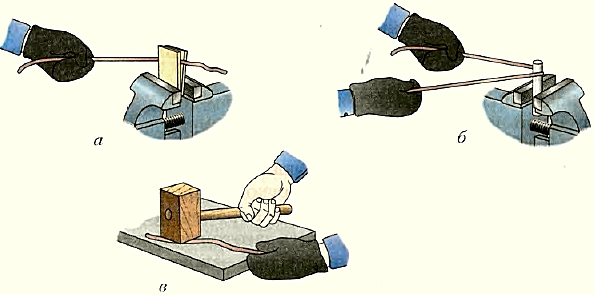
Рис. 106. Правка проволоки: а — в тисках протягиванием между брусками; 6 — в тисках протягиванием вокруг цилиндра; в — на плите киянкой
Толстую алюминиевую или медную проволоку правят киянкой (рис. 106, в), а стальную — молотком.
Качество правки проверяют, прикладывая линейку к тонколистовой заготовке или проволоке и рассматривая заготовку на просвет.
На предприятиях диеты металла правят, пропуская их между гладкими валками листоправильных машин. Проволоку правят на проволочно-правильных машинах, протягивая её через вращающиеся кольца.
Правила безопасной работы
На руку, удерживающую заготовку при правке, следует надевать рукавицу; держать эту руку дальше от места удара киянкой и молотком.
Остерегаться острых кромок листовой заготовки и проволоки.
При правке проволоки надёжно закреплять в тисках деревянные бруски и стальную оправку.
- Боёк молотка и киянки должен быть хорошо закреплён на ручке.
Практическая работа № 21
Правка заготовок из тонколистового металла и проволоки
Подготовь тонколистовую или проволочную заготовку одного из изделий, изображённых на рисунках 97, а — в; 98; 101, а; 102, а; 176; заготовку, выданную учителем или заготовку для твоего проектного изделия. Выбери подходящий способ правки.
Выполни правку заготовок из тонколистового металла и проволоки, соблюдая правила безопасной работы.
- Проверь, правильно ли выправлены заготовки.
Проверяем свои знания
С помощью каких инструментов выполняют правку тонколистового металла и проволоки?
Что будет, если толстую алюминиевую или медную проволоку править не киянкой, а молотком?
Почему для правки проволоки (рис. 106, а) берут деревянные бруски небольшой толщины?
- Можно ли толстую медную проволоку править не на правильной плите, а на деревянной доске?
Бренды и модели
На рынке производства и продажи оборудования для правки присутствуют российские и иностранные предприятия. Среди зарубежных компаний особенно выделяются Roundo (Швеция), MG SP (Италия), Kohler (Германия), российский предлагает широкий выбор правильно-отрезных и гидравлических прессов.
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C»;
- вертикальные гидравлические прессы П6330 и П6324 от ;
- листоправильные вальцы Kohler Peak Performer GC.





