

Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:

Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
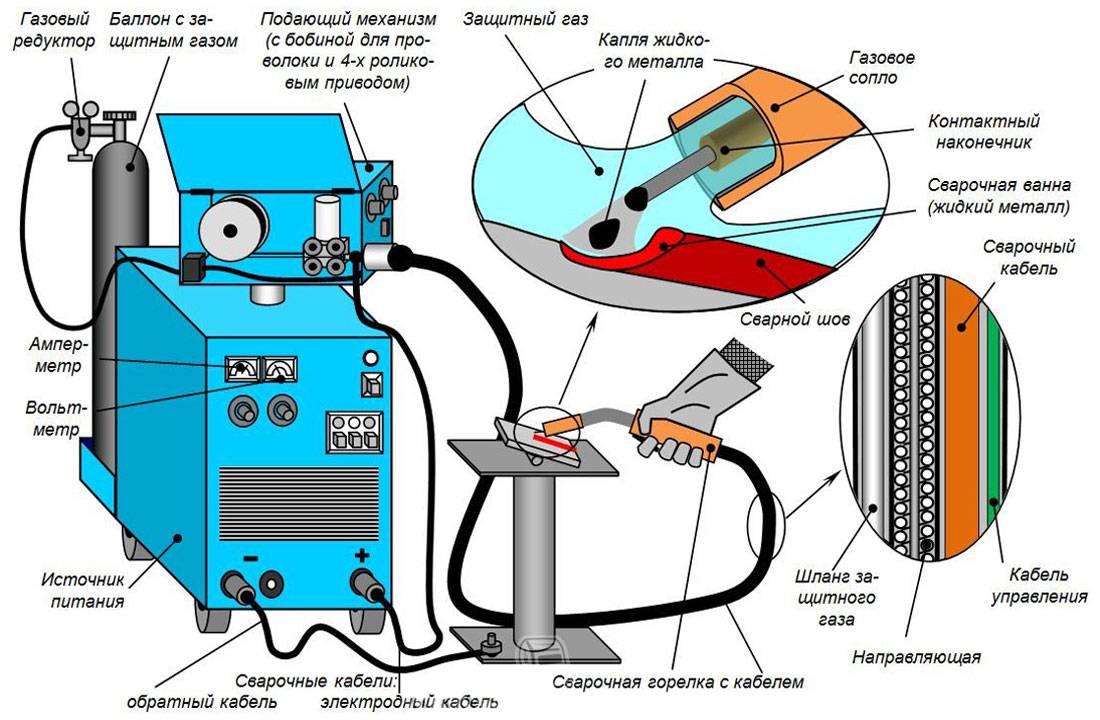
Полуавтоматическая сварка: что и как происходит
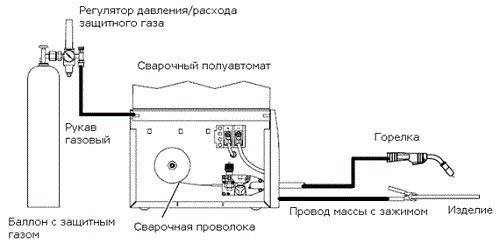
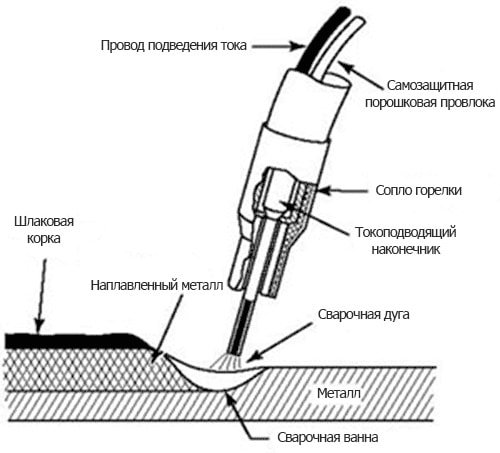
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.

В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Сварка флюсовой проволокой:
Флюсовая проволока не терпит формирования сварного шва углом вперёд и отлично формирует шов лишь при подачи сварочной проволоки углом назад .
Сварной шов после сварки флюсовой проволокой получает такую же шлаковую корку, как и при сваривании классическим электродом, но меньшей плотности. Этот шлак с поверхности шва также необходимо удалять любыми зачистными инструментами.
Объём сварного шва из-за небольшой силы тока и прямой полярности получается также небольшим, что позволяет выполнять миниатюрные и аккуратные швы.
Пожалуй самое полезное применение самозащитной проволоки — это возможность сваривания качественного вертикального шва сверху-вниз на малой силе тока.
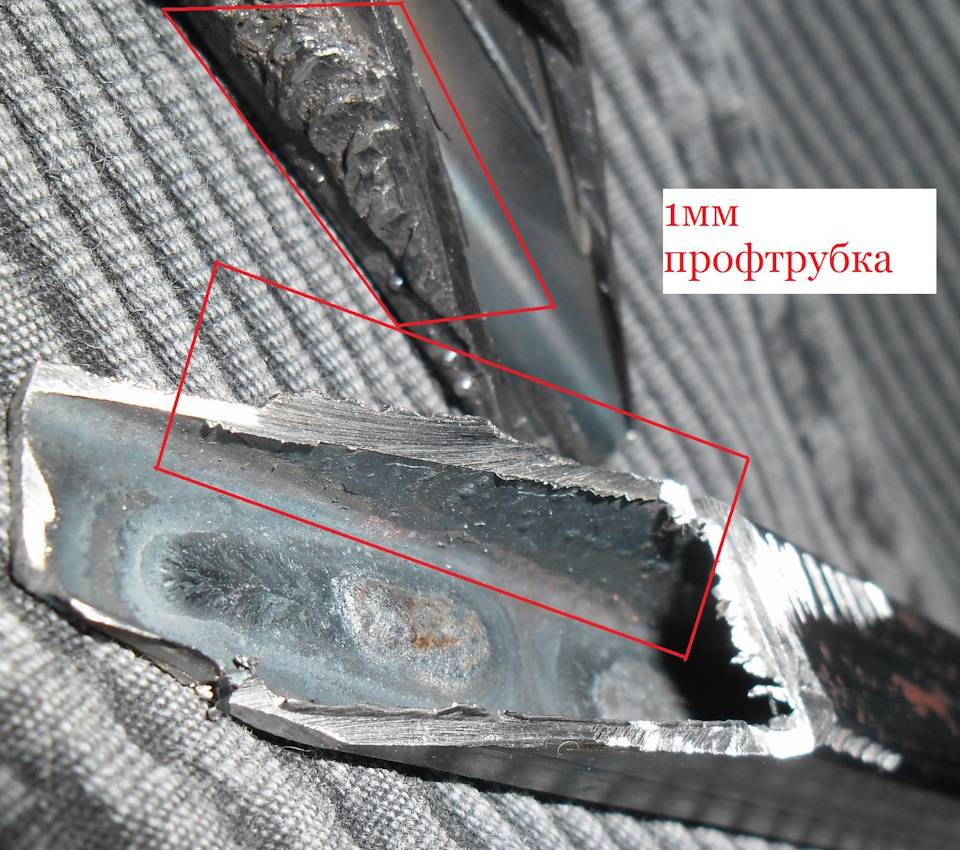
Полезнее всего таким методом пользоваться при сварке труб, в особенности тонкостенных. Метод сваривания труб сверху-вниз флюсовой проволокой не требует серьёзных навыков от сварщика, является качественным и очень быстрым.
Для примера я проварил таким образом часть неповоротной трубы и получил отличный обратный валик, а также выполнил сварку в разы быстрее, чем я это мог бы сделать при помощи классического электрода (снизу-вверх):
Для сваривания подобных швов с зазором под формирование корня шва с обратным валиком лучше перемещать горелку одним из двух классических методов: чуть вверх — чуть вниз или равномерным спуском
В обоих случаях важно следить за формированием технологического окна, по-простому «шарика» впереди сварочной ванны
Также одним из важных «плюсов» самозащитной проволоки, кроме ненадобности возиться с тяжёлыми балонами, является её возможность сваривать на открытом воздухе под порывами даже очень сильного ветра .
Из моего опыта сварки классическим полуавтоматом с использованием газа на открытом воздухе, могу сказать, что порой приходилось при сильном ветре увеличивать расход газа до более чем 20-ти литров в минуту, что мягко говоря не экономно. При сварке флюсовой проволокой этой проблемы не существует вовсе , поскольку дуга получается небольшой, её газовая защита протекает очень плотно и ветер попросту не «цепляет» её, как это бывает, порой, даже при сварке классическим электродом.
Технология
Получить качественный шов в сварке порошковой проволокой без газа с помощью полуавтомата-инвертора, мне помогло соблюдение следующего ряда правил:
- Места стыковки предварительно зачистил и обезжирил.
- На подающем механизме выставил минимальную скорость и аналогичное ему значение напряжения.
- Полярность подсоединил в соответствии с правилом для порошковой сварки.
- Ведение шва начал с верха траектории стыковки.
- Держак вел углом вперед или к верху под углом 35-45°.
- Движение пытался производить без задержек, чтобы не допустить образования капель.
- Проволоку подавал к переднему краю сварочной ванны.
- В местах соединения тяжеловесных конструкций проводил 2-ой шов, но только после очистки 1-го от шлака.
Видео о том, как научиться варить полуавтоматом без газа:
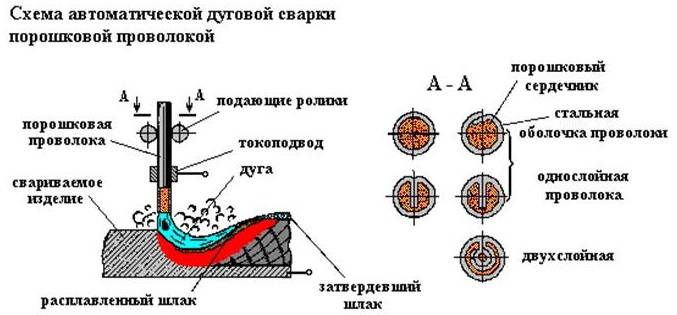
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.

Оболочка служит в качестве присадочного материала.
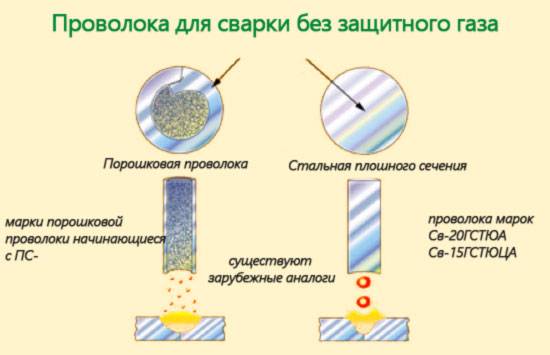
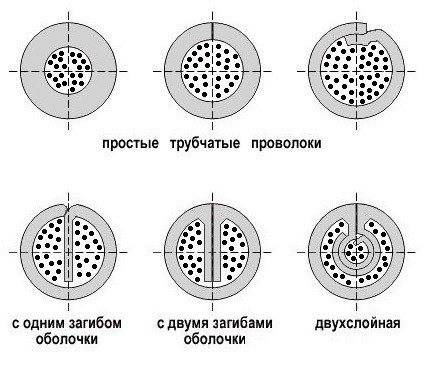
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.

Виды профилей поперечного сечения порошковой проволоки.
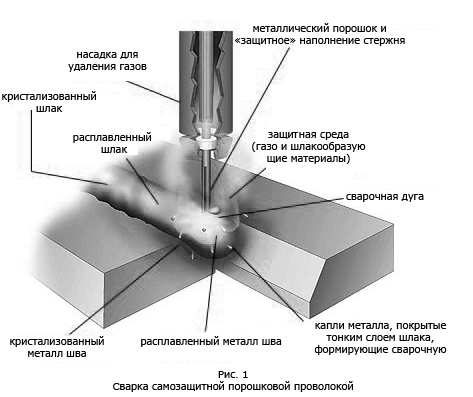
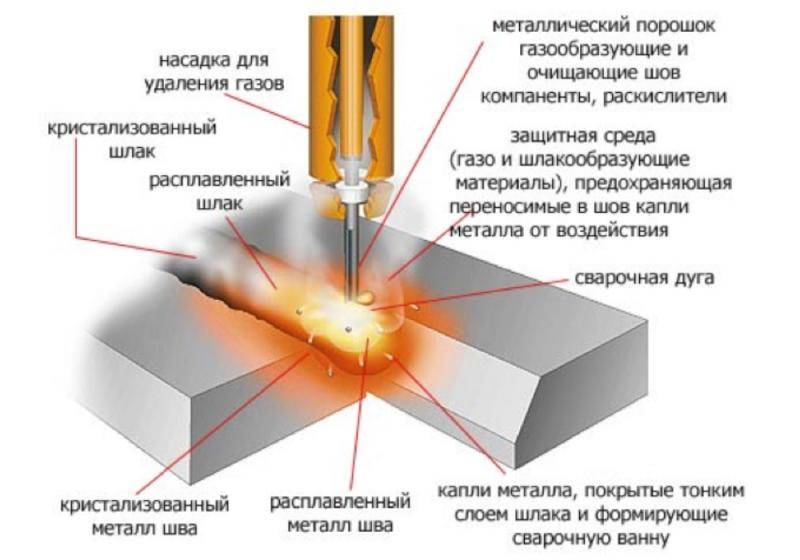
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
В чем преимущества порошковой проволоки
Многих из тех вышеперечисленных недостатков в сварке полуавтоматом, лишена порошковая проволока. Это специальная проволока с флюсовым наполнителем внутри, для сварки которой абсолютно нет необходимости использовать углекислоту или какой-то другой защитный газ.

Варить порошковой проволокой также легко полуавтоматом, как и с газом. При этом отсутствуют многие недостатки, такие как:
- Необходимость заправлять баллоны углекислотой;
- Транспортировать газобаллонное оборудование в труднодоступные места;
- Боязнь сквозняков и сильного ветра, который сдувает защитный газ для сварки.

Поэтому самое верное решение, чем можно заменить углекислоту для полуавтомата, является именно порошковая проволока. Высокое качество сварного соединения, а главное безопасность проведения работ без газа, гарантируют скорость и высочайшее качество сварки полуавтоматом.





Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет электрода 10-13 сантиметров.
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
 Чертеж полуавтоматической сварки с защитным газом.
Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
https://www.youtube.com/watch?v=OvpbnoHZlSM
Недостатки порошковой проволоки:
Что касаемо минусов использования порошковой проволоки, то тут можно высказаться коротко — это излишнее разбрызгивание с образованием шлаковой корки , на очистку которых приходится тратить дополнительное время, а также сильное задымление , сопоставимое с плавящимися электродами, что делает такой метод сварки не комфортным и небезопасным в закрытых помещениях без вентиляции.
Стоит ли приобретать такую проволоку или нет решайте сами, однако я считаю, что в арсенале сварщика порошковой проволоке место всё же отвести нужно, хотя бы на случай внезапного, как это обычно бывает, окончании сварочного газа в баллоне в самый разгар работы;)
Хороший и недорогой аппарат, заточенный чисто под сварку порошковой проволокой Вы можете найти в обзоре по данной ссылке .
Источник
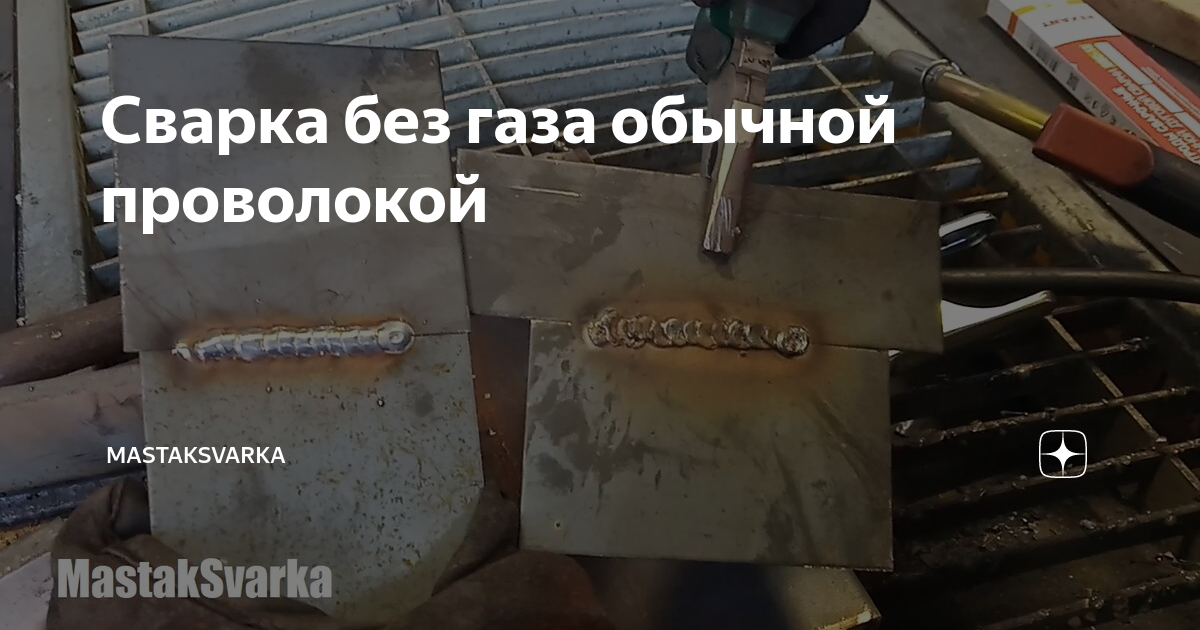
Как правильно варить полуавтоматом без газа?
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.

Техника сваривания

Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну
При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему
Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными. Никто без защитной экипировки не подпускается к месту сварки
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.








После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
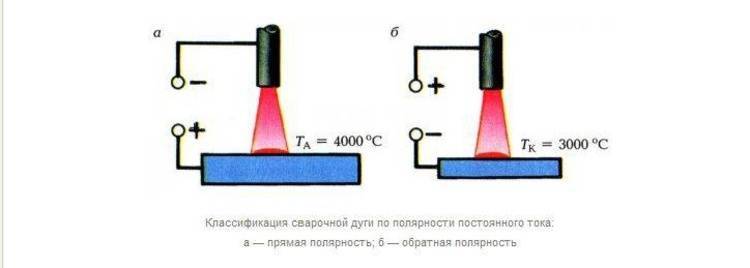
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 – 2 | 25 – 50 |
| 2 | 2 – 3 | 40 – 80 |
| 2,5 | 2 – 3 | 60 – 100 |
| 3 | 3 – 4 | 80 – 160 |
| 4 | 4 – 6 | 120 – 200 |
| 5 | 6 – 8 | 180 – 250 |
| 5 – 6 | 10 – 24 | 220 – 320 |
| 6 – 8 | 30 – 60 | 300 – 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
Наполнение и внешняя оболочка
Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки. Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери.
- Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево. Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед. В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла.
- Углом назад. Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность. Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах.
- Большой выбор специализированных проволок. На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом.
- Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона. Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий. Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее. Проверка выставленных параметров на пробном образце
Для данного этапа оптимально подойдут небольшие куски металла
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса. Установка переключателя в положение вперед. Нажатие на кнопку запуска сварочных работ. Зажигание электрической дуги. Поворот горелки на 5 градусов относительно вертикальной оси.








Начало движения электродом вдоль предполагаемого соединения. Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе. Завершение сварного шва, по средствам заполнения кратера расплавленным металлом. Остановка сварочного аппарата и отключение его от сети электропитания.
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.
В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Особенности метода

Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной
Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Плюсы и минусы
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.





