

Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.
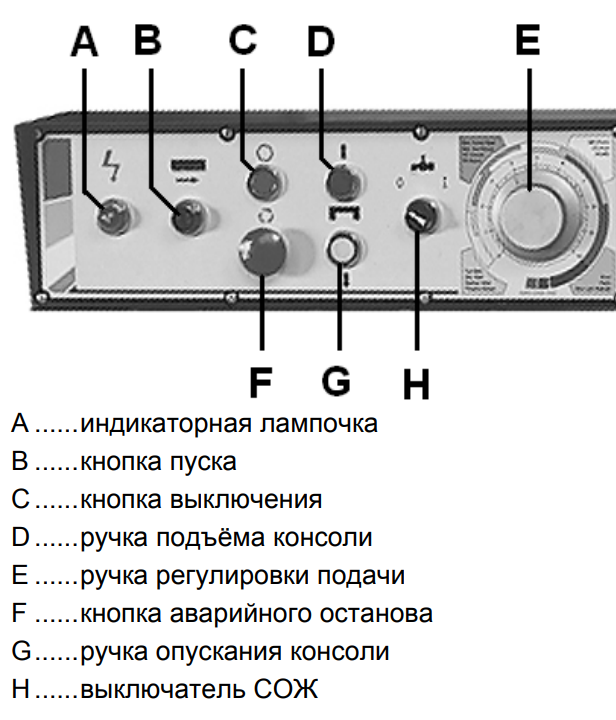
Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.
Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.
Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.
Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
Разновидности оборудования
Классификация происходит по типу полотна и зубцов, которое устанавливается на станину. Устройство может быть со следующей оснасткой:
- Беззубые. Зубцы все же есть, но они настолько небольшие, что фактически не видны. Зато они производят большое трение, дополнительно нагревают обрабатываемое вещество (обычно это металлические плашки или листы), за счет чего происходит разрез.
- Зубчатые. Самые классические модели, оснащенные непрерывным рядом зубьев различного диаметра и наклона, с разным шагом. Они подходят для работы с деревом или пластмассой, иными синтетическими материалами.
- Электроискровые. Очень прочные, износостойкие и дорогостоящие. Они ставятся в промышленных цехах, где нужно обрабатывать большое количество деревянного массива с большой шириной, например, объемные цельные бревна. Древесина не лопается, а разрезается ровными пластами — слэбами.
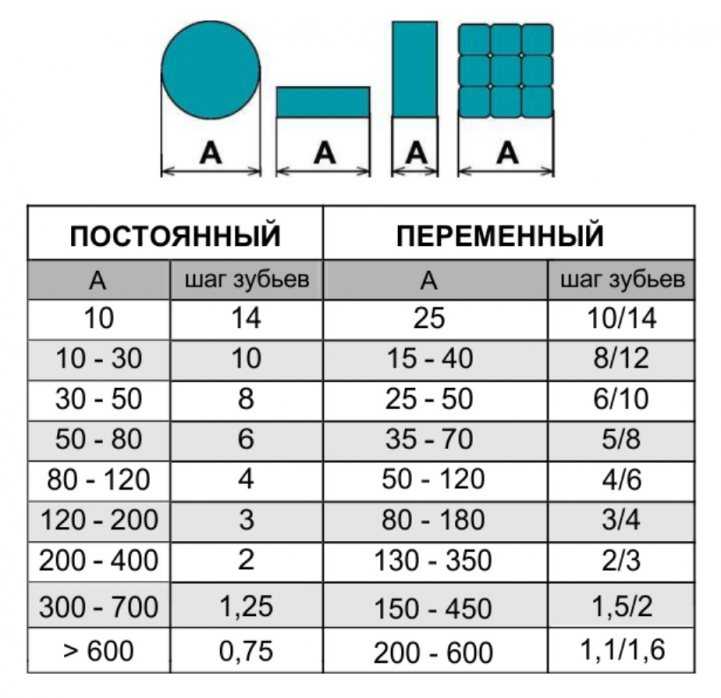
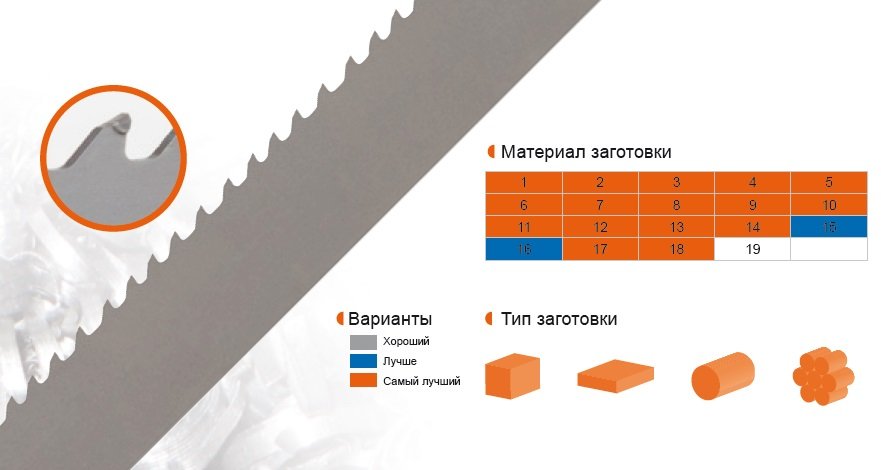
Пример подбора полотна для ленточной пилы
Допустим, у некого производства есть задача пилить 2 вида заготовок на ленточнопильном станке с лентой размерами 4700х34х1,1 мм:
- Кругляк из нержавеющей стали диаметром 110 мм
- Швеллер № 12
Разберем пункт 1:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: по Таблице 1 мы видим, что нержавеющей стали подходят несколько моделей полотен, но, учитывая, что пилить нержавейку нужно будет большими партиями, то материал выберем М71, и т.к. для конкретной задачи лучше иметь узкоспециальную пилу, остановим свой выбор на Magnum HL.
Шаг 3: т.к. у нас полнотелая заготовка воспользуемся таблицей 2, диаметр 110 мм входит в диапазон 80-150 мм, значит выберем шаг 3/4.
Для кругляка диаметром 110 мм из нержавеющей стали выбрано полотно: Amada Magnum HL 4700х34х1,1 с шагом 3/4.
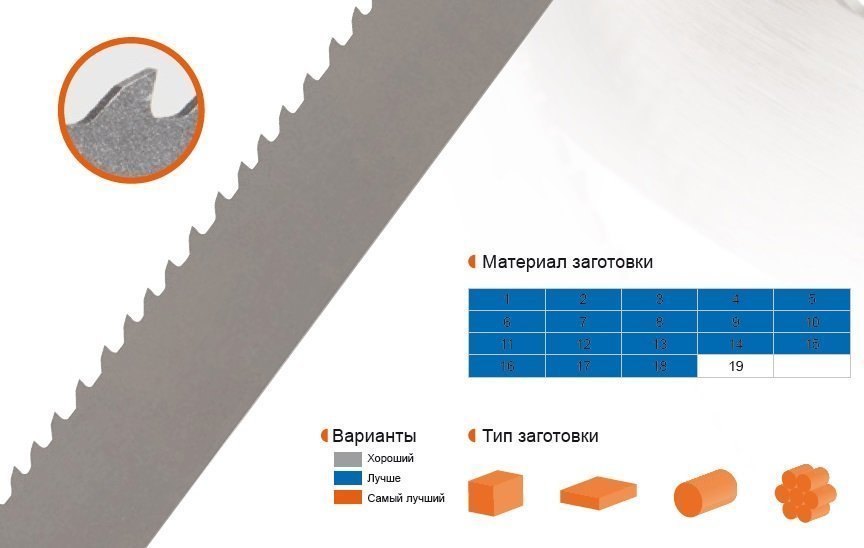
Разберем пункт 2:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: т.к. материал обычная конструкционная сталь, то мы, даже не заглядывая в таблицу 1, выбираем SGLB, т.к. это самая популярная модель как раз потому что она для конструкционной стали.
Шаг 3: т.к. швеллер относится к полым заготовкам, то для подбора шага воспользуемся таблицей 3, толщина стенок 12-го швеллера примерно 5 и 8 мм и ориентируемся на диаметр 120 мм, поэтому выбираем шаг 5/8. (вообще эти размеры не дают однозначный ответ, рекомендуется 2 шага 6/10 и 5/8, сначала выбираем покрупнее, если в процессе будут вибрации или не устроит качество реза можно попробовать шаг мельче).
Для швеллера № 12 выбрано полотно: Amada SGLB 4700х34х1,1 с шагом 3/4.
Лучшие ленточнопильные станки по металлу
3 Главные параметры правильной эксплуатации ленточного полотна
Режим резания (скорость и подача) определяется несколькими важными показателями:
- материал заготовки;
- к какой группе сплавов и сталей материал относится;
- размер заготовки.
На основании этих данных выбирают шаг зуба
Для определения режима резания также немаловажно то, какой компанией изготовлено полотно для ленточной пилы. Продавцы ленточнопильного оборудования дают рекомендации по оптимальной скорости полотна для конкретного типа станков
Неплохо зарекомендовали себя установки европейского производства, оснащенные бесступенчатым вариатором изменения скорости, который позволяет подобрать оптимальный режим резания для конкретного вида материала.

Помимо этого, такое оборудование может быть дополнительно оснащено встроенным устройством контроля натяжения полотна (тензометром), что также немаловажно для значительного увеличения срока эксплуатации ленточной пилы. Скорость подачи определяется из следующих соображений
Для оптимальной резки необходимо, чтобы каждый отдельный зуб полотна срезал стружку предусмотренной конструкцией определенной толщины.
Производственная технология
Поставляется лента от изготовителя в бухте целым куском. После она режется на части и при помощи специализированного станка сваривается с готовое изделие. В совершенстве после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем показателям. Полотно не должно потерять в прочности, шероховатость ленты не должна быть больше возможных норм, а форма и шаг зубьев сохранены.











Выбор изделий с разной длинной, толщиной, шагом зубьев довольно большой. Производство пытается предложить самый большой выбор полотен для пользователя с некоторыми геометрическими и рабочими характеристиками. При закупке нужно тщательно проанализировать таблицы с рекомендуемыми параметрами пил для определенных вариантов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют немалое значение. Скорость движения ленты и подача отделываемого материала являются базовыми техническими параметрами, опираясь на которые определяются идеальные модели пил, шаг зубьев и разводка.
Технология резки
К главному достоинству работы с ленточной пилой можно отнести производительность и ряд операций недостижимых при использовании циркулярных станков и оборудования с возвратно-поступательным принципом действия. Возможность изменять вектор движения в процессе резки дает возможность обрабатывать криволинейные поверхности с высокой точностью. Ценное качество в столярном производстве, где при работе по дереву часто необходимо выполнить сложные по форме детали. Эффективны ленточные полотна и при распиле профилей, труб. По популярности применения подобное оборудование конкурирует с другими устройствами подобного класса. При повреждениях возможен ремонт, полностью восстанавливающий рабочие характеристики.
Принцип резки заключается в непрерывном движении режущего полотна из стали, сваренного в кольцо в специальном механизме. Это дает ряд преимуществ в работе. Прижимная сила направлена вниз, и отсутствие обратного хода делает необязательным при некоторых операциях дополнительное фиксирование детали. Часто при работе по дереву деталь удерживают в руках, и рез ведется по отметкам. Главным недостатком циркулярных пил, при всех их достоинствах, является невозможность выполнить криволинейный рез и отсутствие вертикальной его линии. Место распила всегда получается радиальным, повторяющим угол и диаметр диска. Лента лишена этих недостатков. Срез по всей длине и кромка получается строго вертикальный, перпендикулярный плоскости обрабатываемого материала. Способы резки зависят от модели ленточнопильного станка. Современные версии оснащены необходимым дополнительным оборудованием и оснасткой для автоматического или полуавтоматического режима работы.
Перечень наиболее известных пил
Мы даем только краткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.
| Наименование марки | Краткое описание технических характеристик и сферы использования |
| Пила изготовлена из двух марок стали (биметаллическая). Режущая часть – инструментальная сталь HSS M42, твердость 68 HRc. За счет специального угла разводки зубьев пила не клинит в пропиле при резании тяжелого профилированного проката. Ударопрочная марка стали эффективно гасит сильные динамические нагрузки и поглощает вибрацию, такие свойства увеличивают время пользования режущим инструментом. |
| Сталь для подложки имеет не менее 4% хрома, что придает ей высокую твердость при одновременном сохранении гибкости, зубья из легированной стали с увеличенным до 8% содержанием кобальта. За счет разработки уникального переднего угла режущей кромки зуба появляется возможность разрезать толстостенные трубы на станках маятникового и двухколонного типа. |
| Твердость металла изготовления зубьев ≈ 68 HRc. Пила считается оптимальным режущим инструментом во время обработки цельных заготовок из легированных и высоколегированных сталей. Может устанавливаться на станках двухколонного типа или вертикальных моделях. Передний угол наклона зуба 16°, заточка трехгранная, специальная разводка минимизирует риски заклинивания из-за несвоевременного удаления опилок. |
| Переменная высота зубьев оказывает положительное влияние на процесс резания твердых марок сталей. Передний рабочий зуб имеет наклон 10°, зубья с трех сторон обработаны эльбором – в разы увеличивается износостойкость поверхности. Загребенная разводка позволяет уменьшать нагрузку на основания зубьев и увеличивает гарантированные часы эксплуатации. |
| Для режущей кромки пилы использована сталь HSS M51, увеличенное процентное содержание вольфрама (до 10%) повышает жаропрочность. Сталь отлично противостоит термическому и абразивному износу, не меняет своих первоначальных свойств при длительном воздействии повышенных температур. Ресурс полотна возрастает, разрешается резание заготовок с большим поперечным сечением. |
| Биметаллическая пила, основание изготовлено из стали с содержанием хрома не менее 4%, для режущих зубьев применяется быстрорежущая сталь марки HSS М51/ материал №. 1.3207. Положительный угол заточки 16°, использована патентованная разводка, облегчающая рабочий ход и уменьшающая ширину пропила. Рекомендуется для обработки сплавов на никелевой основе, твердость может достигать 50 HRc. |
| Патентованная заточка типа Sinus Set создает на зубьях различные по вместительности стружкосборники – облегчается усилие рабочего хода, понижается температура нагрева зубьев. Рез повышенного качества, в большинстве случаев не требует финишной доводки. Пила рекомендуется к использованию на всех типах лентопилочного оборудования. Может резать заготовки с большими внутренними напряжениями. |
| CERRUS CONTINUOUS | Полотно не имеет привычных зубьев, распил делается специальным карбид-вольфрамовым напылением. Такие пилы могут резать самые твердые сплавы и марки стали. Кромка напыления непрерывная, наносится по инновационной технологии, за счет чего увеличивается ресурс пилы. Размер зерен выбирается в зависимости от технических требований к качеству среза и свойств заготовок. |
| SUPER | Изготавливается из одной марки стали, прочность зубьев повышается при специальной термической обработке. Зубья токами высокой частоты нагреваются до заданной температуры, выдерживаются и охлаждаются по расчетному графику. В результате закаливания твердость повышается с 43 HRc до 66 HRc. Пила предназначена для резки низколегированных сталей, твердость заготовок не должна превышать 22 HRc. Полотна могут иметь зубья с наклоном 10° (форма K) или без наклона (форма S). |
| SINUS TNF B | Используется для резки сплавов на основании алюминия, устанавливается на высокопроизводительное высокоскоростное оборудование. Наличие положительного переднего угла наклона зуба с увеличенной впадиной для выхода стружки обеспечивает оптимальные режимы резания металла. |
 SECURA / BIMETAL M42
SECURA / BIMETAL M42 DELTA / BIMETAL M42
DELTA / BIMETAL M42 RADIAL / BIMETAL M42
RADIAL / BIMETAL M42 MASTER / BIMETAL M42
MASTER / BIMETAL M42 DURATEC / BIMETAL M51
DURATEC / BIMETAL M51 AURUM / BIMETAL M51
AURUM / BIMETAL M51 SINUS SET TSS
SINUS SET TSSШирокий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах. За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.
Российские производители отрезных ленточнопильных станков
- Астраханский станкостроительный завод – двухстоечный полуавтомат Аллигатор-900
- Барановичский станкостроительный завод БЗС Атлант – двухстоечный автомат БЗС5001
- Краснодарский станкостроительный завод Седин (Седин-Шисс СП) — двухстоечный автомат КСА8532
- Кимрский машиностроительный завод — двухстоечный автомат СКА8550
- Подолье Станкоторговый центр г. Москва – двухстоечный автомат СЛП-8535
- РусРеза г. Волгоград – консольный ручной Реза-350
- Роста г. Воронеж – двухстоечный автомат СРЗ-200
- Станкостроительный завод им. Кирова г. Минск — двухстоечный автомат МП6-1920-001
- Эксен (Exen) Группа Компаний г. Нижний Новгород — двухстоечный автомат 8Б550Д. 8Б800Д
- Автом (Avtom) г. Екатеринбург — полуавтомат Автом ЛП
Как отрезать кривую линию?
При помощи ножовки для металла, можно отрезать любую кривую линию, при этом черту необходимо предварительно разметить, обычно это делают карандашом, маркером или гвоздем. Чтобы распилить предмет по дуге, край ножовки выравнивают по торцевому участку предмета, а затем плавно выполняют действие, поворачивая её. Таким образом, полотно должно совершать движения строго по намеченной линии. Все повороты выполняются очень плавно, чтобы не сломать инструмент. Чтобы вырезать угол внутреннего вида, вначале высверливают прямую черту сверлом, затем продевают полотно в паз, и начинают распиловку.
Характеристики и свойства ленточной пилы

Основными свойствами и характеристиками пилы являются:
- высота и ширина пропила;
- тип режущего полотна;
- мощность электрического двигателя;
- общая масса станка и диаметр шкивов.
Принято считать, что модели ленточнопильных станков со шкивом:
- до 300мм – легкие;
- от 420 до 500 мм – средние;
- с диаметром шкива выше 500 мм – тяжелые.
Легкие ленточнопильные станки оснащают электрическим двигателем до 2 кВт, средние и тяжелые электрическим двигателем до 4 кВт.
Типы режущего полотна
Для резки пилой к ленточному полотну предъявляют особые требования.
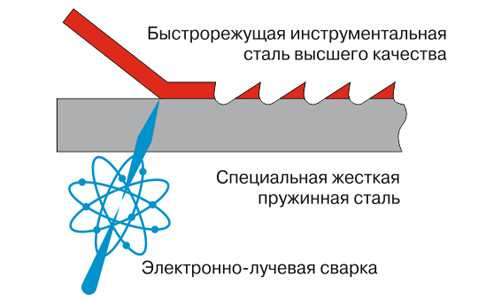
Для резки металлов используют биметаллические полотна, состоящие из двух металлов. Основная часть которой состоит из металлической полосы из специальной пружинной стали, а рабочая часть состоит из инструментальной стали с заточенными зубьями.

Большое распространение получили полотна из углеродистой стали. По своей термической обработке ленточные полотна можно разделить на следующие типы:
- с одинаковым показателем твердости по всей ширине;
- с гибким полотном и твердыми зубьями;
- закаленные полотна по всей ширине.
Полотна с одинаковым показателем твердости по всей ширине отлично работают на шкивах среднего диаметра. Твердость полотен по Роквеллу составляет 47 ед.
Пилы с гибким полотном и твердыми зубьями имеют специфическую структуру. Закалке будет подвергаться только верхняя половина зуба, оставляя пильное полотно гибким. Твердость тела пилы по Роквеллу составляет 31 ед., твердость зубьев 64 ед.
Пилы с закаленным полотном по всей ширине являются наиболее востребованными. Их твердость полотна по Роквеллу составляет 52 ед., а твердость зубьев 67 ед.
Из-за высокой твердости зубьев сопротивляемость затуплению значительно увеличивается, а повышенная жесткость позволяет выполнять распилы на больших оборотах.
https://youtube.com/watch?v=OpSZuxZOInw
Заточка ленточных пил по дереву
При распиле дерева либо металла, зубья ленточной пилы могут потерять первоначальную остроту заточки. Именно поэтому нужно производить заточку ленточной электрической пилы.

Заточка пильного ленточного полотна состоит в следующем:
- первоначальная заточка;
- очистка;
- разводка;
- окончательная заточка.
Чтобы восстановить режущие качества зубьев пильного ленточного полотна используйте специальные точильные станки.
В результате первоначальной заточки вы устраните все трещины в пазухах зубьев, а также восстановите профиль 
зубьев с соблюдением определенной симметрии к остальным.
При очистке удаляются все металлические опилки, оставшиеся после заточки.
При разводке изменяют углы.
При окончательной заточке исправляют допущенные симметрические искажения углов и придают остроту рабочим кромкам зубьев.
Заточка пил своими руками потребует от вас определенных навыков и умений. Поэтому, если вы не уверены в качестве своей работы, предоставьте это дело специалистам.









Профессиональная заточка восстановит перпендикулярность всех режущих кромок.
Регулировка ус тан о вленной пилы

Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.

Шаг 1 . Откройт е смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2 . Поворачивайте маховик натяжения и контролируйте положение шкалы.

После того как указатель сместится в зеленую зону, натяжение следует прекратить. В еличина натяжения примерно 300 Н /мм, пр и недостаточном натяжении срез к осой, а при избыточном полотно может разорваться.
Шаг 3 . Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает рес у рс его работы.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направля ющие в о время замены полотна они могут сбиться. Делается это в несколько шагов.
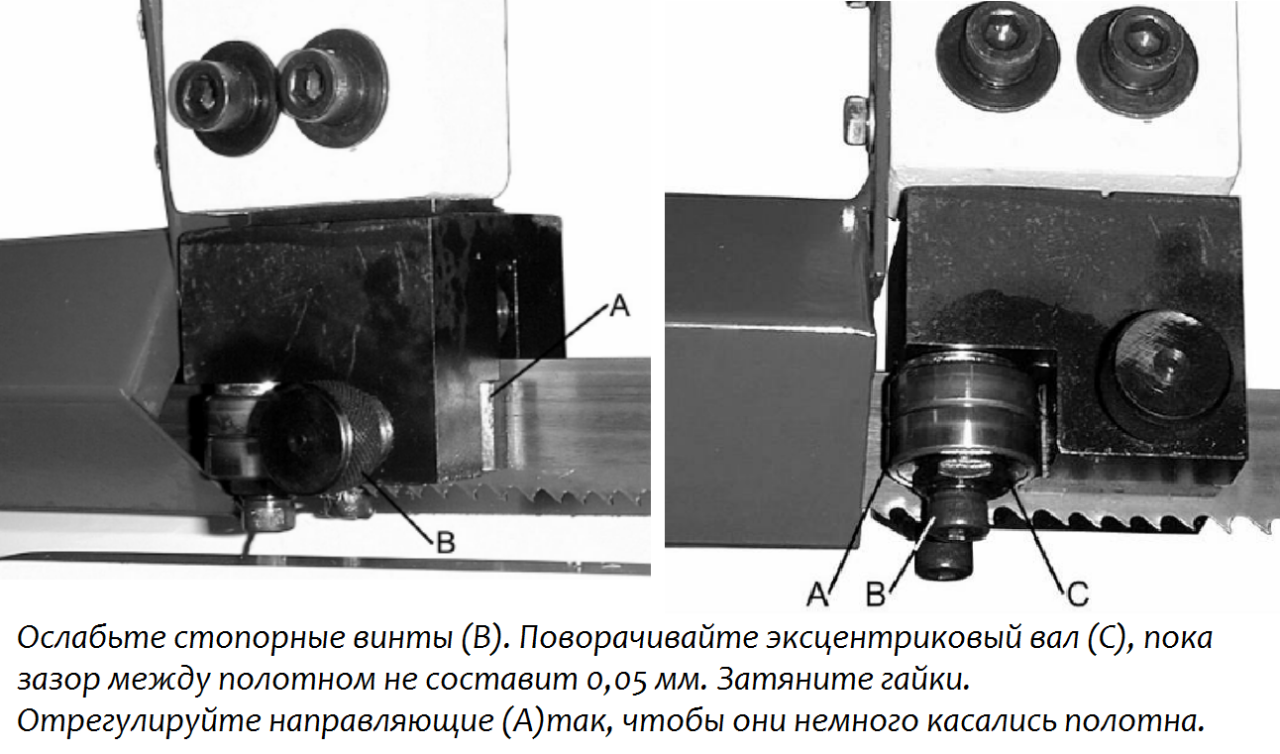
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлически м щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.

Если и это не помогло , то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными. Станок надо переключить на минимальную скорость движения полотна
Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты
Станок надо переключить на минимальную скорость движения полотна . Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.

Выбор полотна для ленточных пил по металлу
Режущее полотно для данного типа пил – это лента с определенным количеством зубьев, сваренная в виде кольца. Основу ленты изготавливают из рессорно-пружинной стали, имеющей высокие показатели упругости. К основе приваривается лента, изготовленная из быстрорежущей стали, на которой в дальнейшем происходит фрезеровка зубьев.
Каждая ленточная пила по металлу и не только имеет маркировку. К примеру, маркировка М42 20 х 0,9 х 2362, 8/12TPI, расшифровывается следующим образом:
- М42 – материл, из которого изготовлены зубья ленты;
- 20 – это значение обозначает ширину полотна, мм;
- 0,9 – толщина оснастки, мм;
- 2362 – длина окружности пильной ленты, мм;
- 8/12TPI – шаг зуба на пильной ленте, на дюйм.
Резцы могут быть изготовлены из других материалов, например, из М51, PQ, TSX и других. М42 отличается высокой износоустойчивостью и имеет твердость кромок резцов 67–68 HRC. Поэтому пилы из такого материала можно применять для резки стали с твердостью не более 45 HRC. Пилы с резцами из материала М51 более устойчивы к абразивному износу, чем упомянутые выше. Твердость кромки резцов у этих пил равняется уже 68 HRC, благодаря чему данной оснасткой режут нержавеющие стали, а также стали, отличающиеся высокой прочностью и жаростойкостью. Кроме всего, материал пилы М 51 позволяет резать толстые стальные заготовки, то есть детали с большим поперечным сечением.
Делая выбор ленточной пилы, следует уделять особое внимание не только материалу, из которого изготовлены резцы, но и их шагу, а также – геометрии
Шаг зуба
Это расстояние между кромками двух соседних резцов.

Совет! Шаг зуба следует подбирать в зависимости от типа металла, а также от скорости резания.
Большой шаг сильнее нагружает двигатель агрегата и дает плохое качество распила. Малый шаг резцов приводит к более длительному пилению, повышает энергозатраты, но дает чистый спил с гладкой поверхностью.






Для резки листового материала, труб (тонкостенных) и профиля следует выбирать полотно, имеющее минимальный шаг между режущими элементами (на 1 дюйм). Но если требуется распилить крупную заготовку из сплошного металла, требуется установить полотно с наибольшим шагом резцов. Чем меньше зубьев (на дюйм) будет иметь оснастка, тем более глубокую канавку они будут образовывать. Благодаря этому пропил меньше забивается стружкой. Также большой шаг зубьев на оснастке повышает производительность агрегата.
Высота зуба
Высота резца – это расстояние от нижней точкой впадины между зубьями до вершины режущего элемента. Благодаря наличию впадины удаляется стружка, образуемая при резке металла. Высота зуба должна быть достаточной, чтобы впадина не забивалась стружкой, и процесс пиления происходил без затруднений. К тому же, недостаточная высота зубьев вызывает перегрев полотна, вследствие чего на нем могут возникнуть микротрещины.
Передний угол зуба
Передний угол или угол заточки отвечает за степень зацепления полотна за материал заготовки. Большой угол заточки не позволит добиться высокой точности при резке металла. В то же время, малый угол позволяет обеспечить хорошее качество пропила, но при этом снижается производительность инструмента.





