

Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Пайка полипропиленовых труб
Основные элементы приборов для пайки
Сборка трубопроводов из ПП элементов производится с использованием специального сварочного оборудования. Конструктивные особенности агрегатов не влияют на принцип их работы.
Устройства выполняют диффузную пайку — пластиковые детали сначала расплавляются путем нагрева, а потом соединяются между собой муфтовым или прямым (торцевым) способом.
Второй метод в домашних условиях практически не применяется. Популярность таких инженерных коммуникаций увеличила спрос на паяльники для полипропиленовых труб.
 Паяльник пп труб
Паяльник пп труб
В состав каждого прибора бытового назначения обычно входят следующие элементы:
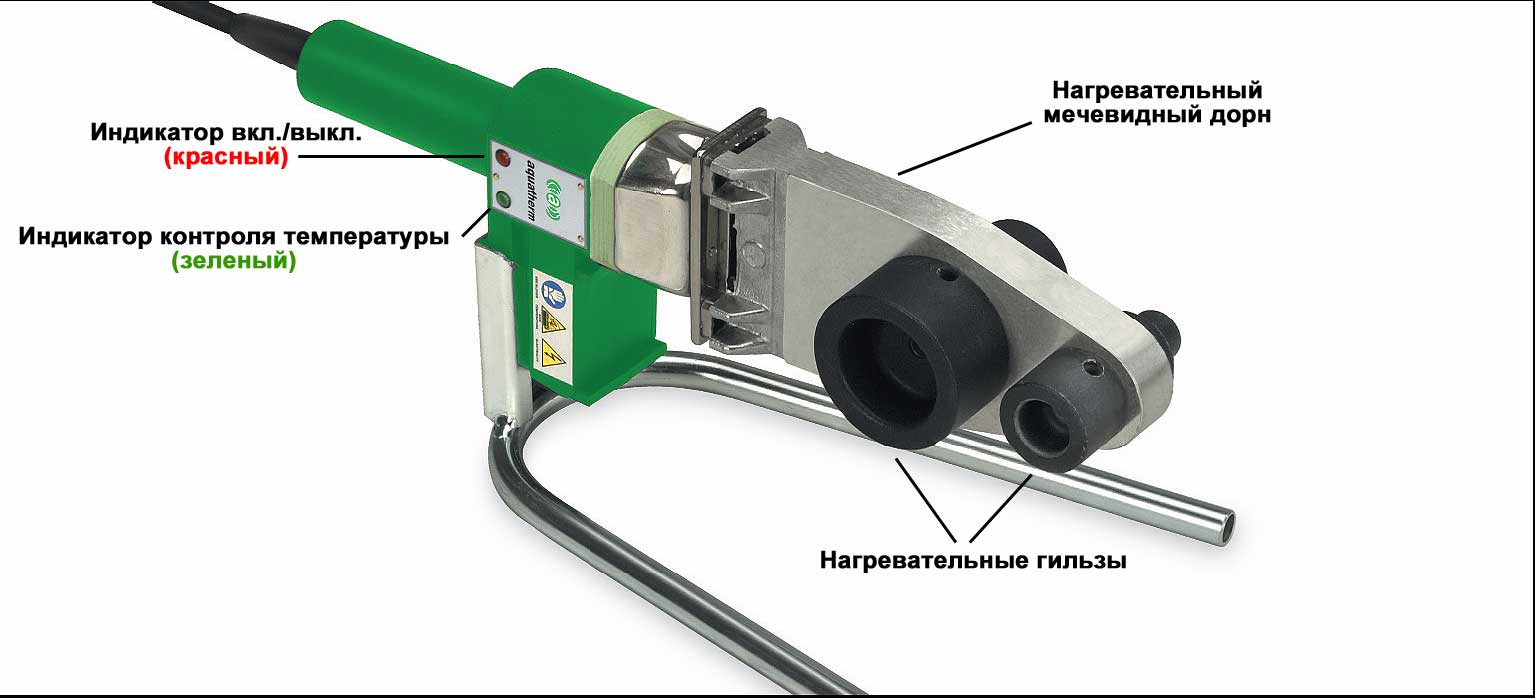
- Модуль-термостат, позволяющий не перегревать детали с помощью регулирования мощности нагрева. Кроме того, защищающий от перепадов напряжения.
- Индикаторы нагрева красного и зеленого цвета. Первый показывает работу прибора, а второй — достижение установленной температуры.
- Зеркало нагрева, передающее тепловую энергию через насадки к соединяемым деталям.
- Рукоятка, являющаяся частью ручных моделей и предназначенная для удобного использования сварочника на весу в плохо доступных местах.
- Кабель для подключения к электрической сети 220 В.
Температуру на приспособлении нужно выставлять в соответствии с табличными значениями. Перегрев полипропилена приводит к образованию дефектов, так как трубные элементы теряют свою форму. Недогрев не позволяет создать герметичные соединения.
Топ 10 фирм – производителей в соотношении цена/качество
- «Candan». Характеристики сварочного агрегата турецкого производителя отличаются хорошими техническими качествами и приемлемой ценой.
- «Valtek». Оборудование российско – итальянской компании славиться высоким уровнем качества и надежностью.
- «REMS». Это оборудование отличается многими достоинствами. Данную компанию хорошо знают на рынке электроинструментов. Наиболее важная часть этого инструмента – элемент нагревания произвели из устойчивого к коррозии сплава. Так же особо выделяют точный механический регулятор температуры. Он функционирует без погрешностей.
- «Gerat Weld». Этот производитель представляет линейку товаров, соединивших в себе оптимальное соотношение стоимости и качества. Это мощное и компактное устройство будет превосходным помощником домашнему мастеру. На нагреватель такого устройства можно ставить два вида насадок одновременно. Совокупная мощность устройства составляет 1500 киловат.
- «Рrorab». Если нужно устройство с невысокой ценой и маленьким весом, то лучше варианта не отыскать. В комплекте к таким устройствам идут специальные перчатки, ключ – шестигранник, отвертка и рулетка.
- «Sturm». Под этой торговой маркой можно приобрести профессиональный аппарат для сварки двух видов. В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме.
- «Аква Пром». Эти сварочники выделяются небольшой стоимостью и обширной комплектацией. Это мощные устройства, позволяющие легко выполнить прокладку трубопровода, обустройство теплицы и многое другое.
- «Бош». Эти инструменты называют самым лучшим вариантом для новичков. Сварочники «Вosch» – это легкие и надежные в работе инструменты. Приятным дополнением к этим механизмам стала их разнообразная комплектация, которая включает различные по диаметру насадки, позволяющие работать с трубами разного сечения.
- «Rotorica». Данное устройство отличный помощник для домашнего мастера. Его оснастили цифровым регулятором температуры и покрытием из тефлона на насадках. Описывая данные агрегаты, нужно отметить их универсальность – они могут быть использованы в различных рабочих условиях.
- Завершают топ – 10 модель «Электромаш». Это инструменты для выполнения ручной пайки пластиковых систем. Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.
Страна-производитель
Качественный прибор – гарантия качества и безопасности работ и надёжности будущего соединения
Поэтому необходимо при выборе паяльника обращать внимание на страну происхождения инструмента.. Всем известно, что изделия, собранные в Китае, давно уже не отличаясь заниженной ценой, всё так же крайне ненадёжны и могут сломаться или воспламениться в любой момент. Последствия применения такого прибора могут быть любыми – от испорченных расходных материалов и срыва работы до телесных повреждений различной тяжести и, разумеется, душевных страданий
Последствия применения такого прибора могут быть любыми – от испорченных расходных материалов и срыва работы до телесных повреждений различной тяжести и, разумеется, душевных страданий.
Всем известно, что изделия, собранные в Китае, давно уже не отличаясь заниженной ценой, всё так же крайне ненадёжны и могут сломаться или воспламениться в любой момент. Последствия применения такого прибора могут быть любыми – от испорченных расходных материалов и срыва работы до телесных повреждений различной тяжести и, разумеется, душевных страданий.

В целом, если приобретаемый паяльник для труб не планируется использовать в коммерческих целях, можно остановиться на более дешёвом варианте, например, на инструментах турецкого изготовления.
Турецкие паяльники для полипропиленовых труб – пожалуй, идеальный пример соотношения цены и качества. К примеру, инструмент марки «Кобра» для полипропиленовых труб и других изделий из этого материала продаётся в комплекте с труборезом и набором насадок.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.









Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Устройство и принцип действия
 Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Поэтому в среде профессионалов его часто так и называют – утюг для пайки труб. Он разогревается за счет находящегося внутри его одного или нескольких нагревательных элементов, обеспечивающих температуру, необходимую для плавления материала труб.
В корпус вставляются специальные насадки разных диаметров. При этом насадки малого размера вставляются ближе к краю, где жало уже. Насадки каждого размера парные – одна рассчитана на разогрев наружной поверхности первого элемента из сооружаемого трубопровода, другая в это время разогревает внутреннюю поверхность второго элемента.
При разогреве до 260 ℃ первый элемент вставляется во второй. После кристаллизации материала из полипропиленовых труб и фитингов получается прочное и герметичное неразъемное соединение.
Существуют разновидности паяльников для пайки полипропиленовых труб с нагревателем круглой или цилиндрической формы.

Принципиальной разницы в том, как устроены плоские и круглые паяльники, нет. Но благодаря тому, что жало круглого паяльника имеет одинаковый диаметр по всей длине, обеспечивается одинаковый нагрев головок, независимо от их размера и положения на паяльнике.
Это преимущество удачно используется при пайке полипропиленовых труб в ограниченном пространстве, например, когда расстояние между стеной и трубой не позволяет произвести пайку утюгом.
На круглом паяльнике головку любого размера можно установить на самом конце жала и осуществить пайку даже вплотную к стене.
Виды утюгов для пайки
Существует два вида паяльников для труб, они различаются по виду формы жала:
• цилиндрическое;
• плоское.
 Разница между плоско расположенной нагревательной конструкцией и цилиндрической, лишь в удобстве работы и отличии крепления насадок. Утюг для пайки полипропиленовых труб с цилиндрическим жалом удобнее применять в труднодоступных местах, из-за его компактных размеров.
Разница между плоско расположенной нагревательной конструкцией и цилиндрической, лишь в удобстве работы и отличии крепления насадок. Утюг для пайки полипропиленовых труб с цилиндрическим жалом удобнее применять в труднодоступных местах, из-за его компактных размеров.
Насадки, в случае с плоским расположением жала, крепятся на него с использованием длинного винта. Этот винт закрепляет обе насадки с двух сторон таким образом, что это не мешает процессу пайки. Для этого на нагреваемой поверхности конструктивно выполняется несколько отверстий. Они позволяют крепить насадки на разном расстоянии. Разное расположение даёт возможность выполнять пайку труб на разной глубине монтажа. При этом больший диаметр вешается ближе к ручке, а меньший к концу.
https://youtube.com/watch?v=ba4jRCF9FbI
Круглой формы паяльники имеют насадки, напоминающие собой хомуты. Обжимаются они вокруг жала с использованием двух винтов. Преимущество их в том, что они не проворачиваются во время работы, это доставляет удобство в использовании. Такая конструкция позволит прикрутить насадку на самый край нагревательного элемента.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.










 Ошибки во время сварки приводят к получению некачественного соединения
Ошибки во время сварки приводят к получению некачественного соединения
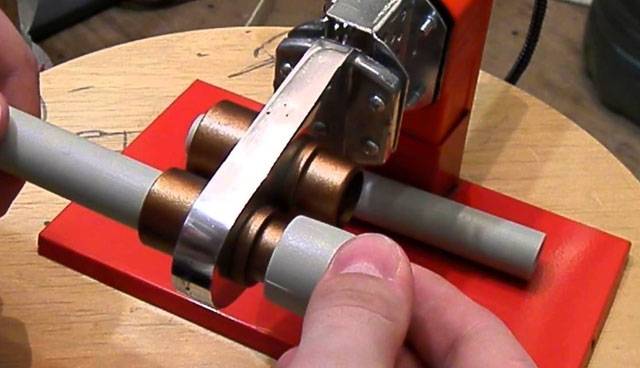
Станки для пайки
 Для удобства эксплуатации, устройство заключено в пластиковый корпус с рукояткой. Возможна установка самого паяльника на специальный штатив, которым обычно комплектуется набор.
Для удобства эксплуатации, устройство заключено в пластиковый корпус с рукояткой. Возможна установка самого паяльника на специальный штатив, которым обычно комплектуется набор.
В результате получается удобный паяльный станок, которым и рекомендуется производить большинство соединений. В этом случае целые участки полипропиленового трубопровода собираются отдельно, а потом монтируются на место установки и соединяются.
Использование паяльника в виде станка позволяет производить работы одному человеку, в то время как при работе на весу трудно обойтись без помощника.
Очевидно, чтобы нагреть массивную насадку большого диаметра, потребуется больше тепла, чем для нагрева маленькой. А температура нагрева должна соблюдаться как можно точнее, потому что недогрев или перегрев соединяемых элементов приводит к значительному снижению качеству стыка.
В случае, когда температура ниже, чем необходимо для плавления полипропиленовой детали, торцы могут просто не «сплавиться» друг с другом, и стык будет негерметичным, а при материал может потечь, и стык будет выглядеть некрасиво.
Профессиональный инструмент для пайки пластиковых труб содержит в конструкции еще и регулятор температуры нагрева.
Типовая конструкция паяльника
Конструктивные особенности сварочных аппаратов между собой схожие. Элементы нагрева, отвечающие за плавление, находятся внутри корпуса. Там же находится и держатель, он для безопасности теплоизолированный, это позволяет не менять положение инструмента при работе.
При сварке пропиленовых труб большого диаметра применяется сложное приспособление, позволяющее управлять процессом. Имеет большое значение температура прогрева, ведь при её нарушении можно расплавить трубку или муфту больше, чем требуется для пайки.
Вот этим хороший паяльник и отличается, он не допускает подобных ситуаций. Конструкция часто снабжена блоком, отвечающим за рабочую температуру нагревательного устройства, а также за время нагрева элементов.
При выборе устройства стоит обратить внимание на привязку температуры нагрева не только ко времени, но и должна учитываться толщина стенки и диаметр изделия
Технология пайки пластиковых труб
Перед тем, как приступить к пайке пластиковых труб, стоит прочитать соответствующую инструкцию. Не будет лишним просмотр тематических видео, чтобы понять, как паять пластиковые трубы правильно. Конечно, до начала работ нужно подготовить все необходимые материалы и оборудование.

Последовательность действий, необходимых для пайки пластиковых труб, выглядит следующим образом:
- Сначала паяльник подключается к сети и разогревается до рабочей температуры.
- Трубы, которые необходимо соединить, подготавливаются и должным образом обрабатываются.
- Подготовленные трубы вставляются в разъемы паяльника и нагреваются до тех пор, пока пластик не станет мягким.
- Размягченные трубы быстрым и уверенным движением прижимаются друг к другу под необходимым углом.
- В таком состоянии трубы удерживаются до тех пор, пока соединение не затвердеет.
Если расписать технологию пайки труб более подробно, то получится следующая схема:
- Сначала в паяльник закручиваются насадки, диаметр которых соответствует диаметру соединяемых труб. Теперь паяльник готов к работе, и его можно включать в электросеть для нагрева.
- Трубы подготавливаются к пайке, для чего их нужно нарезать на подходящие куски, зачистить края при помощи мелкой наждачной бумаги и обезжирить.
- Далее обе трубы (или труба и фитинг) вставляются в насадки паяльника и нагреваются. В течение всего процесса детали должны плотно держаться в разъемах. Засекать время, потраченное на нагрев, нужно с того момента, когда обе детали плотно встанут на свои места. Прокручивать детали, уже стоящие на насадках, нельзя – это зачастую приводит к деформации труб и ослаблению шва.
- После истечения времени, необходимого для нагрева, обе детали извлекаются из разъемов паяльника и плотно прижимаются друг к другу. При совмещении детали нельзя прокручивать.
- На остывание шва обычно уходит около 30 секунд, и все это время детали должны находиться в неподвижном состоянии. По прошествии этого времени спаянные швы закрываются от различных внешних факторов и оставляются до полного застывания, для которого требуется около 1 часа.
Какие параметры является основными для выбора аппарата для сварки
Основными элементами аппарата для сварки полипропиленовых труб выступает нагреватель и матрица. Они отвечают за нагрев и соединение элементов конструкции между собой, в результате чего получается шов высокого качества.
Критерии выбора инструмента для сваривания пластиковых труб:
- Мощность — от 600 до 2000 Вт. Влияет на уровень производительности, в частности на скорость нагрева полипропилена (в зависимости от диаметра изделия). Чем показатель больше, тем быстрее происходит сваривание.
- Насадки (их количество и размер) — влияет на ширину диапазона диаметров полипропиленовых труб, которые можно соединять.
- Регулировка температуры — у разных производителей полипропиленовых труб отличается температура плавления материала (может варироваться от 220 до 260 градусов по Цельсию), так же на степень нагрева может влиять температура окружающей среды (например, зимой на улице). Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
- Защитные функции — защита от перегрева и загрязнений убережёт от случайных поломок.
При выборе паяльника надо учитывать его мобильность и безопасность, а также форму нагревательного элемента. Она бывает:
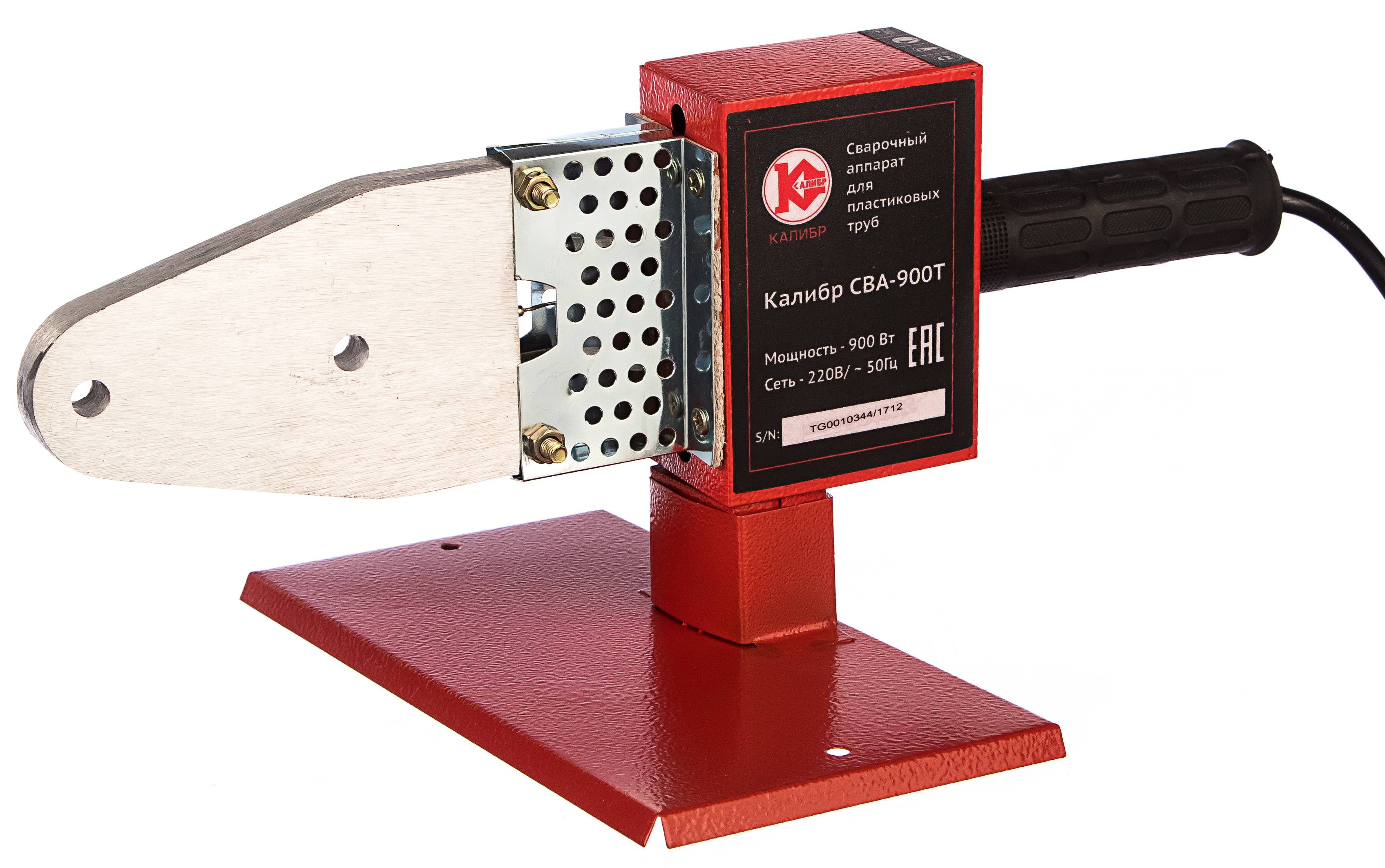
- Мечевидная (утюг) — широкая пластина напоминающая меч, с зафиксированной на ней насадкой. Такой инструмент предназначен для стационарного использования на столе.
Мечевидный паяльник называется так из-за формы пластины, которая передаёт температуру матрице. Кроме того, при установке нескольких парных матриц, возможно, сваривать полимерные трубы с разным диаметром.
Инструмент рекомендован для стационарного использования. Этим паяльником удобно сшивать в легкодоступных местах. А также, возможна установка одновременно нескольких матриц.
 Мечевидные сварочные аппараты
Мечевидные сварочные аппараты
- Цилиндрическая — элемент нагрева в форме цилиндра. Рекомендуется для сварки при сложной развязке ПВХ трубопровода. Возможна стационарная работа, для этого в комплекте есть подставка.
Насадки на таких паяльниках цилиндрической формы, устанавливаются с торца, и крепятся на болты. Так как, удалённость матрицы от начала цилиндра не имеет ограничений, то пайку трубы можно производить в самых трудных местах, например, около стены.
Возможно производить работы на различных участках открытого трубопровода, и в стационаре.
 Цилиндрический сварочный аппарат
Цилиндрический сварочный аппарат
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель изолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкция у всех аппаратов для сварки примерно одинаковая.
Если требуется сварка труб больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться. Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг
Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг.
Температура вместе со временем привязываются к толщине стенке муфты и диаметру изделия.

Как правильно выбрать насадки
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка. Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях в основном интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования.

Чем больше насадок, тем лучше. Правда, стоит учесть, что цена растёт вместе с увеличением их размера.
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Как пользоваться
Вначале необходимо подготовить кромки элементов. Кромка должна быть обрезана ровно и не иметь заусенцев. В случае, если труба имеет армированный слой (применяется для горячего носителя), то предварительно зачищена. Зачистка предполагает снятие армирующего слоя по всему диаметру на расстоянии 23 мм от края свариваемой поверхности. Это необходимо, так как армированные элементы имеют чуть больший диаметр чем насадка. При этом армирование, выполненное по внешнему краю, также не сможет повредить тефлоновое покрытие муфты. Для удобства в работе рекомендуется на трубе перед началом спаивания отметить глубину сварки. Можно выделить следующие этапы проведения работ:
- На нагреваемую пластину прикручиваются насадки требуемого диаметра, с хорошим усилием. Это обеспечит качественный тепловой контакт. При установке на холодный аппарат не следует перетягивать болты, чтобы не повредить резьбу при последующем нагреве.
- Утюг для полипропиленовых труб устанавливается на подставку и включается в сеть 220 вольт. Непосредственно подача напряжения на нагревательный элемент происходит после нажатия тумблера включения.
- Ручкой регулируемого термостата устанавливается требуемая температура нагрева. Температура нагрева зависит от диаметра соединяемых элементов.
- Утюг для пайки полипропиленовых труб обычно оборудован светодиодной сигнализацией, позволяющей определить момент, когда возможно начинать работы по соединению. Красная лампочка говорит о том, что устройство в процессе нагрева. Зелёная, что требуемая температура достигнута. Как только загорится зелёный свет, или погаснет красный, в одну сторону вставляют один конец трубы, а в другую — фитинг.
- Через четыре, максимум восемь, секунд элементы трубопровода извлекаются из насадок. Одновременно, ровно, в горизонтальной плоскости стыкуются друг с другом разогретыми сторонами. Фитинг погружается в трубу до отмеченной линии и на несколько секунд удерживается там в неподвижном состоянии. Время нагрева связано с диаметром соединяемых элементов и приведено в инструкции к прибору.
- Остывание места пайки происходит довольно быстро, буквально через минуту неразъёмное соединение уже будет готово.
Необходимо отметить такой момент, что очень часто операцию по свариванию рекомендуется проводить с помощником. Один человек держит утюг, а второй совершает необходимые манипуляции для пайки
Важно также помнить, что при работе с инструментом необходимо придерживаться правил по технике безопасности, так как возможно легко получить ожог
Лучшие предложения
Топ 10 фирм — производителей в соотношении цена/качество
Какой купить паяльник для полипропиленовых труб
- «Candan». Характеристики сварочного агрегата турецкого производителя отличаются хорошими техническими качествами и приемлемой ценой.
- «Valtek». Оборудование российско — итальянской компании славиться высоким уровнем качества и надежностью.
- «REMS». Это оборудование отличается многими достоинствами. Данную компанию хорошо знают на рынке электроинструментов. Наиболее важная часть этого инструмента – элемент нагревания произвели из устойчивого к коррозии сплава. Так же особо выделяют точный механический регулятор температуры. Он функционирует без погрешностей.
- «Gerat Weld». Этот производитель представляет линейку товаров, соединивших в себе оптимальное соотношение стоимости и качества. Это мощное и компактное устройство будет превосходным помощником домашнему мастеру. На нагреватель такого устройства можно ставить два вида насадок одновременно. Совокупная мощность устройства составляет 1500 киловат.
- «Рrorab». Если нужно устройство с невысокой ценой и маленьким весом, то лучше варианта не отыскать. В комплекте к таким устройствам идут специальные перчатки, ключ – шестигранник, отвертка и рулетка.
- «Sturm». Под этой торговой маркой можно приобрести профессиональный аппарат для сварки двух видов. В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме.
- «Аква Пром». Эти сварочники выделяются небольшой стоимостью и обширной комплектацией. Это мощные устройства, позволяющие легко выполнить прокладку трубопровода, обустройство теплицы и многое другое.
- «Бош». Эти инструменты называют самым лучшим вариантом для новичков. Сварочники «Вosch» — это легкие и надежные в работе инструменты. Приятным дополнением к этим механизмам стала их разнообразная комплектация, которая включает различные по диаметру насадки, позволяющие работать с трубами разного сечения.
- «Rotorica». Данное устройство отличный помощник для домашнего мастера. Его оснастили цифровым регулятором температуры и покрытием из тефлона на насадках. Описывая данные агрегаты, нужно отметить их универсальность – они могут быть использованы в различных рабочих условиях.
- Завершают топ – 10 модель «Электромаш». Это инструменты для выполнения ручной пайки пластиковых систем. Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.
Обзор оборудования, которое может понадобиться
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.




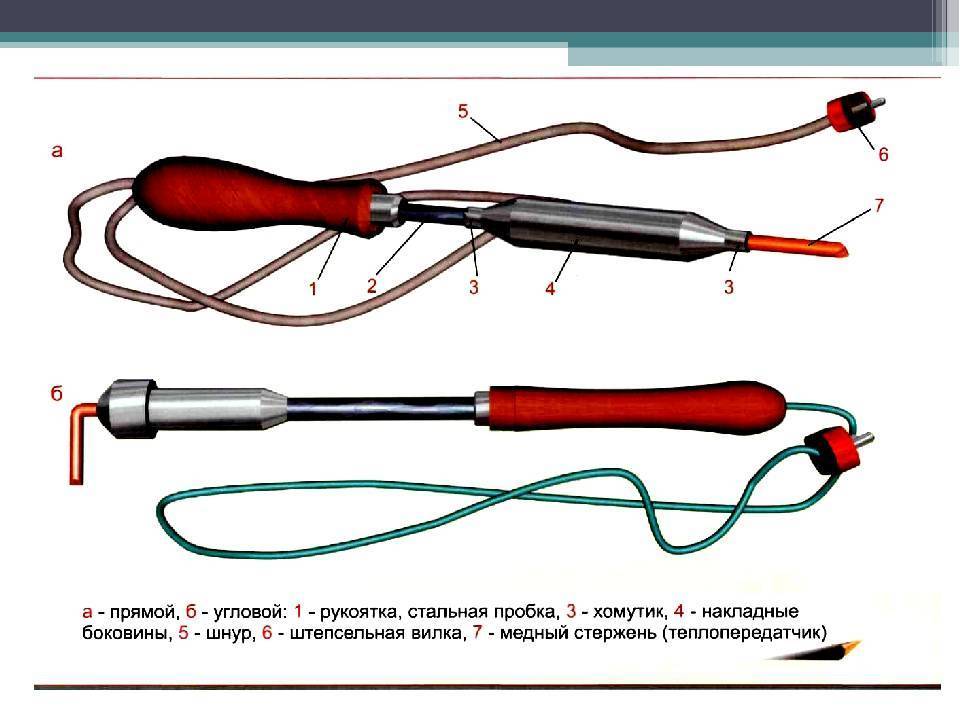




2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1: • паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине. • жало снимается и его можно использовать как термофен (нагрев до 600 градусов). Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину. • меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
- углы;
- тройники;
- отводы.
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью фитинга;
- применяются специальные нагревательные детали;
- происходит охлаждение элементов в собранном виде.

По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.





