

Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.

Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м 3 /смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.

Полезные материалы по теме:
На сегодняшний день производство оцилиндрованного бревна осуществляется при помощи трех видов оцилиндровочных станков:
- Оцилиндровочных станков токарного типа ;
- роторных станков проходного типа;
- станков токарно-роторного типа с зажимом бревна в центрах.
Для каждого характерны свои достоинства и недостатки, обусловленные применяемыми технологиями.
На производственных линиях компании Бревенбург работают оцилиндровочные станки токарно-роторного типа, что позволяет нашим мастерам производить исключительно качественное оцилиндрованное бревно.
Но давайте рассмотрим все три вида по-отдельности и отметим их плюсы и минусы. Для наглядности мы запечатлели их на фото и видео.
2 Популярные виды оцилиндровочного станка
В настоящее время существует несколько популярных разновидностей такого оборудования, используемых профессионалами, а также любителями своими руками проводить строительство, ремонтные, отделочные работы в доме.

Станок для оцилиндровки круглого леса Алтай-ос550
Среди таковых моделей:
- Оцилиндровочный станок Алтай. Оборудование благодаря особенностям заточки ножей позволяет обрабатывать бревна, имеющие диаметр до 550 мм. Укомплектован фрезами сферического, а также торцевого типа. Основные преимущества данной версии при обработке брёвен: возможность выбрать оптимальную по скорости проходимость устройства, а также настроить глубину проникновения ножей. Идеален для всех видов производства, как и Шервуд, в том числе, строительства небольших деревянных домов.
- Оцилиндровочный станок Кедр. Еще один вид оборудования проходного типа для промышленных предприятий. Позволяет укладывать до 7,5 метров бревен на одну обработку. Подходит для всех типов бревна благодаря уникальному виду заточки фрезы.
- Оцилиндровочный станок Тайга ос 1. Оборудование, как и Шервуд, подходит для чернового, чистового видов обработки дерева. Позволяет работать с образцами максимального диаметра 240 мм. Как и другие образцы проходного типа, может использоваться для промышленных целей, в том числе, строительства дома или бани из бруса. В зависимости от разновидности заточки ножей, может использоваться для различных задач.
- Оцилиндровочный станок Термит. Универсальное оборудование проходного типа, как и станок Русь, пригодное для обработки различных типов бруса. Идеален для промышленных предприятий, где может получать до 900 погонных метров готового бруса за смену. Современная конструкция данного оборудования позволяет исключить возможность прокручивания бревна во время обработки.

Общий вид и технические характеристики оцилиндровочного станка Термит
Все виды данного оборудования наиболее пригодны для промышленного выпуска бруса, однако при наличии надлежащих условий для работы своими руками они могут применяться в домашних условиях.
Стоимость таких изделии, равно как и моделей Русь или Шервуд, зависит от комплектации оборудования, а также фирмы, продающей данный вид оборудования. Лучшие цены на него у официальных дилеров.
2.1 Процесс по оцилиндровке бревен на станке (видео)
Обработка древесины проводится на протяжении нескольких столетий. Издавна оцилиндрованные бревна использовали для того, чтобы возводить дома, бани и иные сооружения. Процесс придания правильной формы бревнам достаточно сложный, предусматривает применение специальных оцилиндровочных станков. Создать оцилиндровочный станок своими руками решают многие, кто достаточно часто работает с бревнами. Ручным методом провести обработку качественно практически невозможно, при этом требуется достаточно много времени. Рассмотрим особенности того, как сделать оцилиндровочный станок своими руками, какие есть разновидности подобного оборудования и многие другие моменты.

Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.

Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

Как собрать сруб из оцилиндрованного бревна своими руками
Начните с подбора правильного диаметра бревен с учетом вашего климата. Если на местности температура воздуха в холодное время года не опускается ниже –30 °С, то вполне сгодится лес диаметром 22–24 см. Для морозных зим потребуются бревна от 26 см.
Будьте внимательны к дефектам материала. Следите за прямолинейностью форм и безжалостно отбраковывайте экземпляры с визуально зафиксированной кривизной. Для получения необходимой длины, можно использовать горизонтальное сопряжение (сращивание) коротких бревен:
Читать также: Кровельный саморез по металлу с шайбой размеры
Решите каким образом будете доставлять лес на высокие ярусы. Можно использовать блочную систему или элементарное приспособление с укладкой гладкого бруса на верхний венец с подъемом стройматериала при помощи строп:
Как привязать перегородку к наружной стене
Внутренняя стена стыкуется с наружной в зависимости от типа углов. Если углы вязали с остатком, то разумно и пятую стену выполнять с остатком. Если сруб создан без остатка, то и перегородку врезают без него — вровень.
Популярна врубка на шип — в курдюк:
Сковородень с прямой стороной называется полусковородень. Удобен при крестообразном соединении стен.
Также врубают сковороднем — вертикальным гребнем, который имеет расширение к торцу. В венцах наружных стен проделываются соответствующие пазы:
Укладка на фундамент
На фундамент укладывается пропитанная битумом доска толщиной 50 мм и шириной 150 мм, на нее — тесанный снизу окладной венец. Проверьте горизонтальность венцов и вертикальность углов, при необходимости скорректируйте.









Фиксация венцов
Для фиксации венцов между собой используют деревянные штифты — нагели или шканты. Их забивают деревянным молотком в просверленные в шахматном порядке отверстия с шагом 1,5–2 м. Глубина отверстия сверлится с запасом в 3–5 см, чтобы бревно при усушке не повисло на нагелях. Подробности на видео:
Диаметр нагеля должен быть от 20 мм. Можно приобрести рукоятки для лопат и распилить их на цилиндры необходимой длины. Диаметр изготовленных таким образом болванок составит чуть больше нормы — 25 мм.
Сверло берут меньше на 1 мм — 24 мм, чтобы нагель сидел плотно. Угрозы подвисания бревна здесь нет, по мере усушки дерева просверленный диаметр отверстия увеличится.
При укладке венцов будьте внимательны к чертежам и оставляйте необходимые проемы для окон и дверей. Работая над перекрывающим венцом, запилите проем по отвесу в размер и обработайте боковые торцы: они должны заканчиваться вертикальным гребнем:
При установке в проемы косяков и дверных коробок следует оставить запас 5–10 см на усадку. Аналогичное расстояние нужно предусмотреть, если проемы создаются не в процессе сборки, а выпиливаются бензопилой уже в готовом срубе.
Утепление
Утепление можно проводить во время возведения стен, но допустимо конопатить и уже собранный сруб. Между бревен укладывается войлок, пенька, лен, джут или другие специальные материалы.
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м3/смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
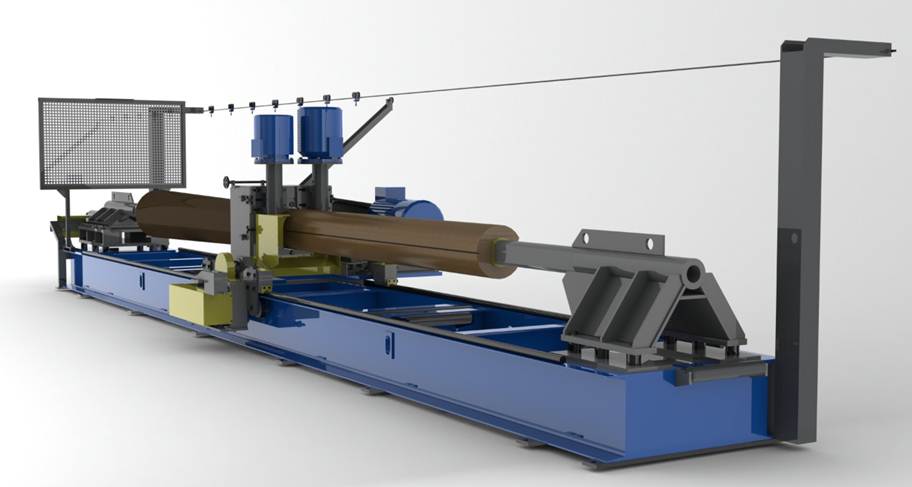
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.

В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.

Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.

Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.

Устройство станка для оцилиндровки
Чертеж станка для обработки брёвен включает:
- металлическую раму, как правило, изготовленную из прямоугольного трубопроката;
- направляющие для передвижения пильного и силового устройств;
- бабки для крепления бревна и его кручения. Передняя оснащается делительной головкой, с помощью которой фиксируется ствол. Туда же устанавливается шпиндельная головка;
- фрезами обрабатывается древесина. Фигурная фреза выбирает паз для монтажа. Универсальная фреза предназначена для вырезки венцовых чашек, обработки плоскостей, оцилиндровки;
- ножи для фрез съемные. Производятся из хорошей стали, их можно заменять и точить, не трогая фрезу;
- рычаги для размещения бревна;
- ролик-упор для предотвращения провисания бревна;
- механические тормоза устанавливаются с двух концов каретки и используются во время выборки венцовой чаши;
- фиксатор каретки останавливает ее во время выборки чаш;
- устройство для вращения ствола вручную: используется во время прорезки продольного паза.
Особенности самодельных вариантов исполнения
Зиг машина своими руками может быть создана только при использовании подготовленных чертежей и проектов
В рассматриваемом случае уделим внимание на нижеприведенные моменты:
- Прижимной вал должен иметь ход не менее 12 миллиметров. Как правило, прижимной вал находится сверху, нижний неподвижный.
- Есть также и боковые упоры, которые позволяют исключить вероятность сдвига вала во время обработки. Зиговка своими руками создают так, чтобы при замене шайбы можно было изменить зазор расположения рабочего ролика.
- При рассмотрении того, как создается зиг машина своими руками, отметим, что понадобятся зубчатые колеса с диаметром около 6 сантиметров для передачи усилия.
- Валы рекомендуется крепить так, чтобы можно было заменить при необходимости. Что касается зубчатых колес, то в процесс эксплуатации не нужно быть проводить замену – только при обслуживании конструкции. Зиговочная машина ручная своими руками должна создаваться с учетом того, что время от времени придется выполнять обслуживание.
- Рекомендуется проводить крепление через шплинт, под который можно создать при помощи сверла специальное отверстие. При создании посадочного отверстия учитывается толщина используемых шайб и длина рабочего ролика.
- Коробку можно создать из металла, который имеет толщину 5 миллиметров и больше. При расчете высоты коробки учитывается высота вала, создаваемый зазор.
- Станина создается так, чтобы в разрезе получалась буква «Т». Довольно часто создается станина высотой около 25 сантиметров. Ширина станины разрабатывается под поставленные задачи. Все элементы могут соединяться между собой различным методом: сваркой, сочетанием болта и гайки и так далее. Отметим, что чаще всего зиговочный станок ручной своими руками создается путем применения болтов и гаек – сборная конструкция более проста в эксплуатации, но обладает куда меньшей жесткостью чем сварная и требует периодической проверки степени зажима всех крепежных элементов.
- Ограничитель создается из металла, толщина которого составляет примерно 3 миллиметра.
- Рукоятку можно взять из других различных приспособлений.
Следует уделить внимание тому, что ролики также придется создавать своими руками, для чего нужно иметь токарное оборудование. Они сменные, выбираются в зависимости от поставленных задач при производстве
Чертежи роликов для зиг машины с размерами можно скачать из интернета, производство проводится при использовании проката из закаленной стали.
Вышеприведенная информация всецело описывает то, как сделать зиг машину своими руками, какими особенностями она обладает и для каких целей используется.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.










Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
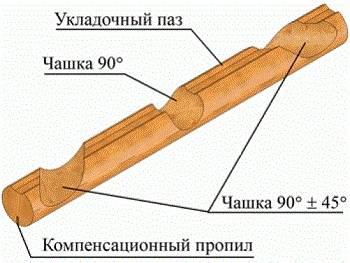
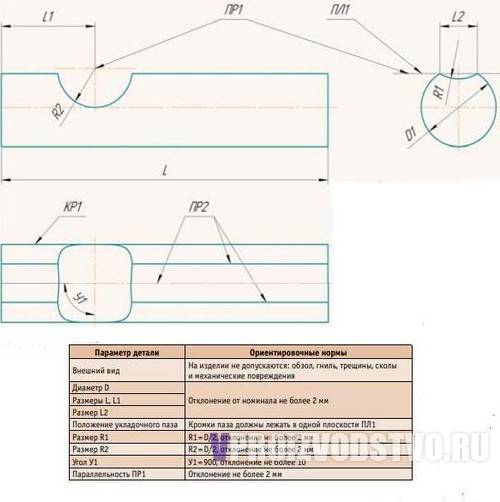
Схема оцилиндрованного бревна.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм . Это дает возможность выбора леса для возведения помещений разного назначения с заданными характеристиками.
- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.

- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.

Некоторые характеристики изделий.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным пропиткам и грунтовкам для дерева подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.

Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).

Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Использование оборудования
Современные станки позволяют провести оцилиндровку так, что подготовленное бревно пригодно для установки в стеновые конструкции без финишной обработки. Функционал может существенно различаться, зависит от особенностей конструкции оцилиндровочного станка и его стоимости.
При рассмотрении все чертежей и моделей оборудования, которое используется для оцилиндровки бревен, следует уделить внимание на нижеприведенные моменты:
- Создание пазов, которые могут использоваться во время монтажа для решения различных задач.
- Производство обрезной доски, паркета, плашек.
- Выполнение работы по оцилиндровке, в том числе и финальный этап рассматриваемой задачи.
- Фрезерование поверхности древесины для достижения нужных показателей шероховатости.
- Создание венцовой чашки.
- Производство лафет путем распила леса.
- Создание компенсационного паза при помощи установленной дисковой пилы.
Следует учитывать тот момент, что оцилиндровочный станок, созданный своими руками, может не обладать всеми функциями, так как для этого при его производстве нужно использовать сложные проекты. Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.
Плюсы и минусы различных технологий

Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.

Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.

Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
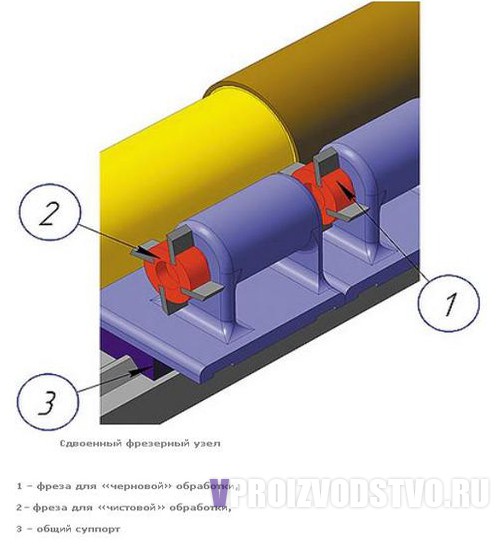
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка. В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов
Он также следит за качеством выполняемых работ, всеми этапами операций
Он также следит за качеством выполняемых работ, всеми этапами операций
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.

В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.

Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Фрезерование бревен для сруба
Фрезерование бревна
После формирования ровной плоскости необходимо изменить стандартную конфигурацию заготовки. Технология возведение сруба заключается по установке бревен друг на друга. В результате этого не должны появиться щели или и резкие перепады толщины стен.










Для решения этой задачи необходимо использовать фрезу специальной формы, которая устанавливается в движущую часть станка. В отличие от ленточного или дискового распила оно должно формировать не ровную, а овальную выемку на монтажной части заготовки. Благодаря этому сруб будет иметь оптимальные характеристики толщины стены, которые отразятся на степени теплоизоляции.
Этапы фрезерования бревна для сруба.
- Оцилиндровка. При этом срез заготовки должен иметь идеальную круглую форму.
- Расчет толщины выемки для формирования монтажного паза.
- Выбор фрезы.
- Обработка бревна, вторичная проверка его геометрических размеров.
Но даже после проведения этих работ еще нельзя возводить сруб. Потребуется окончательная стадия обработки, в результате которой будут сделаны монтажные пазы.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.

Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна. Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки. Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
1 Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).
Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.

Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.
1.1 Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.
- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.

Оцилиндровочные станки позволяют делать любые заготовки из натурального дерева
Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
1.2 Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса). Дополнительные электромеханические приводы для некоторых типов конструкции
Сменные детали для обработки чаш. Детали для выполнения компенсационного пропила.





