

Сведения о производителе плоскошлифовального станка 3Б722
Производитель плоскошлифовального станка 3Б722 — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Б722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
- 3Б722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Д722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Л722В, 3Л722А — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3П722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000; 320 х 1250; 320 х 1600
Способы и особенности плоского шлифования

Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
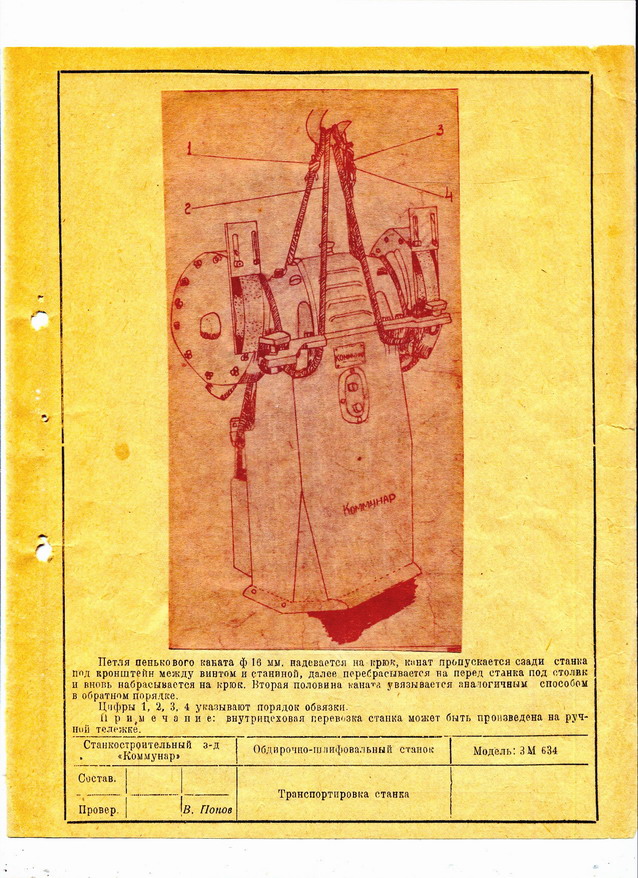
Точильно-шлифовальный станок 3К634
Предприятия, осуществляющие обработку металлов в обязательном порядке, используют станки точильно-шлифовальные необходимые при проведении технологических операций связанных с производственными и ремонтными работами. Подготовкой и выпуском станка 3К634 занимается Мукачевский станкостроительный завод, обеспечивающий достаточно высокий уровень качества выпускаемого оборудования. На станке можно производить операции: чистовое удаление заусениц с обрабатываемых деталей, заточку различного инструмента с последующей доводкой.

Заточной станок 3К634
Рабочие характеристики станка
Точильно-шлифовальный станок 3К634 отличает простота конструкции требующей незначительного перечня проводимых операций связанных с периодическим обслуживанием. Станок состоит из следующих агрегатов:
- станины вертикального напольного исполнения (габариты 100х68х123 см, вес – 358 кг).;
- рабочего силового электродвигателя (N-4 кВт работающего при V=380 В);
- приборов управления (кнопок «пуск» и «»стоп»);
- абразивных кругов (2 един.);
- кожуха защитного корпуса станка;
- защитных элементов абразивных кругов;
- осветительных приборов.
Конструктивно станок выполнен по схеме жесткого закрепления электродвигателя имеющего регулятор скорости вращения вала (двустороннего) на чугунной станине. На валу зафиксированы абразивные круги, имеющие различную зернистость.

Технические характеристики 3К634
Станок имеет основные механизмы:
- стартер;
- ротор;
- вентилятор, закрытые кожухами для обеспечения безопасности проведения работ. Для проведения ремонтных и профилактических работ предусмотрены для доступа к механизмам откидывающиеся крышки.
Скачать паспорт точильно-шлифовального станка 3К634
Станок также имеет ряд особенностей необходимых для доступа к механизмам станка:
- электродвигатель оборудован специальными шарикоподшипниковыми опорами, обеспечивающими надежную работу точильных кругов и станка в целом;
- для охлаждения агрегатов станка и обрабатываемых заготовок используется вентилятор, оснащенный специальной крыльчаткой;
- для большей устойчивости конструкции используется монолитная станина станка, изготовленная из чугуна;
- станок оснащен достаточным количеством защитных кожухов, обеспечивающих высокий уровень безопасности с дополнительными элементами регулировки.
Оснащение станка специальным оборудованием
Станок 3К634 оснащен дополнительным оборудованием – опорным столом с помощью, которого производятся заточка сверл с допустимым диаметром от 6 до 60 мм. Возможно также проведение операций по снятию фасок и полировки обрабатываемых деталей с предварительным выбором рабочего режима станка.
Основные параметры обработки заготовок:
- Обработка заготовки с помощью дополнительно устанавливаемой шлифовальной ленты 300 см.
- Заточка резцов с параметрами от 6 до 100 мм.
- Использование абразивных кругов с показателями:
- D- 400 мм;
- H – 50 мм;
- Dпос.- 203 мм.
- Заточка различных сверл с допустимым углом от 70° до 140°.
- Обработка деталей с использованием специального полировочного круга с характеристиками:
- D-400 мм;
- H-55 мм;
- Dпос.-50 мм.
- Рабочие характеристики шпинделя:
- допустимая скорость обработки – 30 м/мин.
- обороты вращения вала – 1440 об/мин.
Станок 3К634 используется в основном для обработки отдельных небольших партий деталей и при проведении ремонтных работ.
Техника безопасности рабочих операций
Для безопасной эксплуатации станка необходимо соблюдать ряд мер:
- Установка станка должна производиться на абсолютно ровной площадке.
- Необходимо соблюдать меры безопасности при эксплуатации станка в связи с использованием V = 380 В.
- Помещение, где установлен станок должно, иметь принудительную вентиляцию.
- Станок должен в обязательном порядке иметь заземление.
- При работе электродвигателя должен осуществляться постоянный контроль за режимами работы станка.
- Периодически должна, производится очистка всех механизмов станка от абразивной пыли

3К634 после капитального ремонта
Использование станка 3К634 позволяет значительно повысить производительность труда на производстве с выполнением операций связанных с заточкой и обработкой деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Общее описание модели
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.







К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.
 Точильно-шлифовальный станок Intertool WT-0815
Точильно-шлифовальный станок Intertool WT-0815
Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Описание
Шлифовальный станок по металлу — оборудование для высокоточной обработки поверхностей изделий на завершающем этапе производства при контакте с абразивным инструментом: войлочными или абразивными шлифовальными кругами, наждачными лентами и абразивными пастами. Процесс производится в несколько этапов, до тех пор, пока заготовка не будет соответствовать заданным размерам. Вместе с тем, повышаются антикоррозийные свойства металлической поверхности, заметно улучшается эстетический вид, даже собственноручно изготовленный предмет, будет иметь внешний вид фабричного серийного изделия. Благодаря сложной технологической операции полировки и шлифования можно получить максимально ровную, чистую и гладкую поверхность.
В домашних мастерских и промышленных предприятиях используется два вида станков для шлифования металлических заготовок:
- общего назначения;
- специализированные.
Специализированное оборудование изготавливается в соответствии с требованиями конкретного предприятия по индивидуальным чертежам. В каталоге имеются в наличии разнообразные модели станков, которым под силу одновременно выполнять несколько видов обработки, однако цена на такое оборудование является слишком высокой, а сложность выполнения работы на таком станке отрицательно отражается на общей картине рентабельности всего производства.
Современные станки шлифовальные, в зависимости от их назначения разделяются на:
- плоскошлифовальные — для обработки сопряженных и прямых плоских поверхностей;
- внутришлифовальные — обработке подвергается внутренняя поверхность изделия (всевозможные отверстия, как глухие, так и сквозные);
- круглошлифовальные — предназначены для обработки наружных конических и цилиндрических поверхностей заготовки;
- бесцентрошлифовальные — применяют в серийном производстве. Принцип крепления заготовки в этих станках отличается от традиционных способов.
Кроме того, в каталоге имеются станки для шлифовки бытового типа. Такое оборудование необходимо для обработки металлических заготовок с незначительными отклонениями от заданных размеров, формы и небольшим показателем шероховатостей.
Промышленные модели для серийного производства крупногабаритных деталей имеют более высокую производительность и рабочую мощность. В этом случае основным движением является вращение абразивной бесконечной ленты или круга. Современные станки для шлифовки предельно просты в управлении и в большинстве случаев полностью автоматизированные.
Точильно-шлифовальный станок 3М636
На рынке можно повстречать многообразные предложения шлифовального оборудования. Но, станок 3М636 является самым популярным.

Двухсторонний заточной станок 3М636
3М636 разработан для очищения и обдирок деталей в условиях предприятий по производству. Его отличные характеристики эксплуатации стали причиной высокому рыночному спросу. Он называется эталона, подтверждающего надежность.
По классовой точности это оборудование относят к стандарту «Н», а это становится доказательством того, что описываемую технику используют для чистового варианта облицовок. Такой станок укомплектовали парой 60 –ти сантиметровых шлифдисков с шириною на 7,5 см. Их приводит в движение семи-киловаттный мощный мотор. Шлифовальные диски варианта 3М636 вращаются со скоростью от 950 -1420 оборотов в минуту. Дистанция между их центрами равняется 102,5 см.
Станки 3М636 могут обделывать довольно габаритное литье. Самый большой критерий веса детали может равняться 30 кг. действующие лица абсолютно достаточно для произведения всех задач, которые необходимо решить в литейном производстве.
Данное обдирочное оборудование в комплектации имеет негабаритный стол для работы (11?20 см). Общие размеры станка такие: 127,5?75?135 см, а весит он 860 кг. Ясно, что перевозить такие обдирочные станки тяжело. И это советуют иметь в виду при покупках.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986









Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Электрооборудование станка 3М636
Схема электрическая принципиальная приведена в Приложении А.
Электрооборудование станка состоит из:
- электродвигателя АИР132M4 380 В IM1081, работающего в режиме трехфазного включения;
- вводного автомата;
- пускателя электромагнитного;
- кнопки ПУСК;
- кнопки СТОП;
- двух концевых выключателей;
- лампы освещения.
Сечение питающих проводов не менее 1,0 мм² (медных) или 2,5 мм² (алюминиевых).
Защита электрооборудования от перегрузки производится электротепловым реле.
Элементы электрооборудования станка находятся в шкафу 14. Кнопки управления станком расположены на панели 13.
Комплектация и особенности
Состав станка
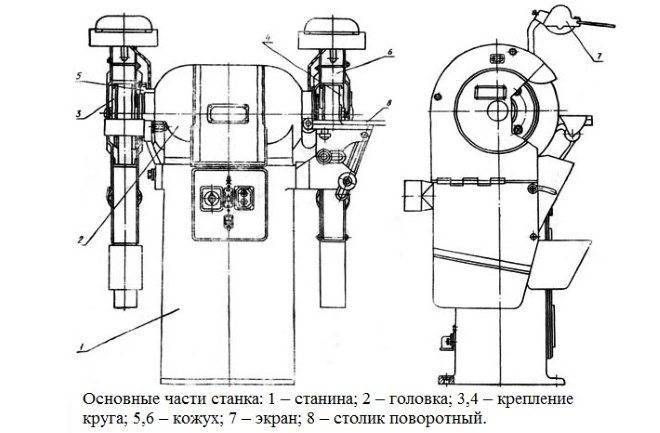
Составные элементы станка указаны на рисунке 1.
На верхней части корпуса 1 станка установлены корпуса подшипников 2 и защитный кожух 8 с ручками. Подшипники являются опорами для вала 12, на котором установлен приводной шкив 11. Шкив 11 имеет возможность осевого перемещения вдоль приводного вала 12 станка. Вращение шкиву 11 передается клиновыми ремнями от электродвигателя, расположенного внутри корпуса 1 и закрепленного на плите 10. Вспомогательные установочные перемещения электродвигателя производятся по горизонтальным пазам плиты 10. Регулирование натяжения ремней можно производить, используя вертикальные пазы плиты 10.
На корпусах подшипника 2 закреплены защитные кожухи 4 с отводящими патрубками 9. Внутри кожухов 4 на валу 12 закреплены шлифовальные круги 5.
Кронштейны 3 являются опорами для подручников 7, которые могут быть установлены на требуемой оператору высоте. Наличие пазов в подручниках 7 позволяет перемещать их в нужное положение.
Рисунок 1 — Составные элементы станка: а) — вид спереди; б) вид сзади (кожух 8 не показан)
На кронштейны 15 устанавливаются защитные прозрачные экраны 16. Станок работает только при опущенных защитных экранах 16.
Электрооборудование станка:
Электрооборудование станка состоит из:
- электродвигателя АИР132M4 380 В IM1081, работающего в режиме трехфазного включения;
- вводного автомата;
- пускателя электромагнитного;
- кнопки ПУСК;
- кнопки СТОП;
- двух концевых выключателей;
- лампы освещения.
Сечение питающих проводов не менее 1,0 мм² (медных) или 2,5 мм² (алюминиевых).
Защита электрооборудования от перегрузки производится электротепловым реле. Элементы электрооборудования станка находятся в шкафу 14. Кнопки управления станком расположены на панели 13.
Перед началом работы на станке проверить:
— исправность и комплектность станка;
— исправность заземления, подводящего кабеля и вилки;
— надежность крепления кругов шлифовальных, защитных кожухов и подручников;
— исправность вытяжного устройства пылеприемника.
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм. Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Конструкция устройства
Главным конструктивным узлом станка 3К634, обеспечивающим вращение рабочих кругов, является головка, во внутренней части которой смонтирован двухскоростной электрический двигатель. Вал двигателя, размещенный вместе с ротором, статором и крыльчаткой вентилятора в корпусе с двумя крышками, одновременно выполняет роль шпинделя точильно-шлифовального станка. В отверстия крышек наружу выходят концы вала электродвигателя, оснащенные подшипниковыми узлами, выступающими в роли опор шпинделя.








Опоры шпинделя – один из важнейших узлов точильно-шлифовального станка 3К634. За счет этого элемента обеспечиваются точность вращения рабочих кругов и надежность всего оборудования. В опорах шпинделя установлены сдвоенные радиально-упорные подшипники высокой точности и выбраны осевые люфты. Кроме того, в опорах есть уплотнительные элементы: с наружной стороны – осевые лабиринтные, с внутренней – с жировыми канавками.
Устройство станка
Эффективное охлаждение электрического двигателя, активно нагревающегося в процессе эксплуатации точильно-шлифовального станка, обеспечивается за счет воздушных потоков, циркулирующих внутри станины и корпуса головки. Для того чтобы воздушные потоки внутри станины и в полости корпуса головки циркулировали беспрепятственно, в опорной части головки имеются специальные окна.
Крышки головки оснащены двумя цапфами, с помощью которых к ним крепятся защитные кожухи, а также различные приспособления, используемые для выполнения полировальных работ, ленточного шлифования и др. Сама головка закреплена на станине оборудования с помощью шпилек.
Станина 3К634 изготовлена из чугуна методом литья, в ее внутренней части размещено все электрооборудование, смонтированное в специальном шкафу. Обеспечивает доступ к электрооборудованию точильно-шлифовального станка специальное окно в передней части его станины, которое в процессе эксплуатации оборудования герметично закрывается крышкой.
Не пропустите: Гриндер своими руками: 3 самодельных способа изготовления
На станке модели 3К634 могут использоваться круги двух типов:
- плоские прямого профиля – 1(ПП) 400х50х203;
- плоские с выточкой – 5-400х60х203.
Для фиксации кругов на конусной части шпинделя используются переходные фланцы, на наружной части которых смонтировано по три сухарика. За счет последних выполняется балансировка рабочих кругов.

Станок 3к634, подключенный к вытяжной системе
Доступ оператора к рабочему кругу осуществляется благодаря двум окошкам в передней части кожухов. В верхней части кожухов для обеспечения безопасности работающего на точильно-шлифовальном станке есть два козырька, изготовленных из органического стекла. В процессе работы на станке образуется много пыли, для сбора которой предназначены выдвижные заслонки и пылесборники, находящиеся в нижней части кожухов. Для облегчения сбора пыли пылесборник через внутреннюю часть кожуха соединяется с системой вытяжной вентиляции. При помощи такой системы в процессе выполнения работ собирается до 40% пыли, которая отсасывается из рабочей зоны.
В верхней части прозрачных защитных экранов для обеспечения удобства работы и ее безопасности монтируются светильники. Согласно паспорту оборудования, лампы, встраиваемые в такие светильники, должны обладать мощностью 41,6 Вт. Характеристики и особенности конструкции точильно-шлифовального станка данной модели обеспечивают возможность быстрой и удобной замены рабочих кругов. Для выполнения такой операции достаточно откинуть боковую сторону кожуха, которая смонтирована на шарнирных навесах.

Станок комплектуется регулируемым подручником (слева) и поворотным столиком (справа)
В паспорте рассматриваемого точильно-шлифовального станка указано, что он оснащен удобными устройствами для заточки токарных резцов. Это поворотный столик и подручник, позволяющие затачивать резцы высотой до 100 мм. Подробно изучить характеристики таких приспособлений можно по паспорту оборудования.
Следует иметь в виду, что при работе точильно-шлифовального станка данной модели возникают серьезные вибрационные нагрузки. Поэтому, если вы собираетесь установить такое оборудование в своем производственном цеху, следует выяснить несущую способность и надежность фундамента и напольного покрытия, а также разработать четкий план всех монтажных операций.
Точильно-шлифовальный станок данной модели отличается универсальностью и приличными техническими возможностями. Подробнее узнать о них можно в паспорте оборудования.





