

Как нарезать внутренние шлицы
#1 andreykachinskiy
- Имя: Андрей
- Сфера деятельности: Конструирование
Зарегистрирован
3 сообщений
Имеется вал длиной 1150 мм, нужно нарезать внутренние прямобочные шлицы длиной 70 мм в отв. диаметром 70 мм, предусмотрена канавка для выхода инструмента. Подскажите станок, токарный или фрезерный, как я понимаю (в долбежный не помещается), инструмент и оснастку, литературу для для выбора и расчета инструмента и оснастки.
#2 Шум
- Имя: Павел
- Сфера деятельности: Информационные технологии
Зарегистрирован
54 сообщений
Нужен поперечно-строгальный станок, достаточно большой. С такой же большой делительной головкой, чтобы вал в отверстие её шпинделя прошел.
#3 calil0k
- Город Якутск
- Имя: Александр Габышев
- Сфера деятельности: Прочее
Зарегистрирован
162 сообщений
а покороче железку выточить и приварить к валу не получится?
#4 andreykachinskiy
- Имя: Андрей
- Сфера деятельности: Конструирование
Зарегистрирован
3 сообщений
Вообще, это шнек. Сборный вариант рассматривается, но это скорее всего из трёх частей и не желательно. Кроме поперечно-строгального станка, есть еще какие-нибудь варианты?
#5 ИнжАнер
- Имя: Васнецов В.М.
- Сфера деятельности: Конструирование
Есть, но они вам не понравЮтся, да кстати сколько у вас их, одна или много.
#6 andreykachinskiy
- Имя: Андрей
- Сфера деятельности: Конструирование
Зарегистрирован
3 сообщений
У меня для вас посылка. Только я вам её не отдам, потому что у вас докУментов нету. Производство единичное.
#7 ИнжАнер
- Имя: Васнецов В.М.
- Сфера деятельности: Конструирование
Зарегистрирован
1 034 сообщений
У меня для вас посылка. Только я вам её не отдам, потому что у вас докУментов нету. Производство единичное.
Да нет я не Тереза Мэй и даже Борис Джонсон
Раньше в небольших мастерских, когда не хватало долбежного оборудования, шпоночные пазы долбили на токарных станках, долбежный резец закрепляли в суппорте, ну и естественно при этом вам придется решать вопрос о точном позиционировании при повороте.
Решение не идеальное, так мысль. наметка
#8 Lancia_Rally
- Имя: Сергей
- Сфера деятельности: Производство
Зарегистрирован
262 сообщений
+1 за сборный вариант.
Разность температур (охлаждение шлицевого участка и нагрев вала) создадите при сборке и всё будет надёжно работать.
Долбление шлицев на токарном станке — плохой вариант. По разметке или с делительным диском — без разницы, точность в обоих случаях будет низкой.
#9 Игорь Су
- Имя: Игорь Су
- Сфера деятельности: Конструирование
Зарегистрирован
193 сообщений
Кстати, да. Просто мы ведь не знаем, какой наружный диаметр вала. А так бы — сделать стакан со шлицами и нагорячо (или с охлаждением стакана жидким азотом) запрессовать в вал. Можно еще и штифт загнать. В общем, если знать, какие размеры, (ну, и нагрузки тоже хорошо бы) то можно бы было и придумать чего.
Шлицевые соединения
Характеристика шлицевых соединений
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений – передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) . Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений – более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов – прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов. Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих – практически отсутствует, не центрирующих – значительный.
Как нарезают внутренние шлицы
Шлицевые соединения образуются выступами на валу и соответствующими впадинами в ступице и служат для передачи крутящего момента. По форме профиля шлицевые соединения разделяются на прямоугольные (рисунок 1, а), эвольвентные (рисунок 1, б) и треугольные (рисунок 1, в).
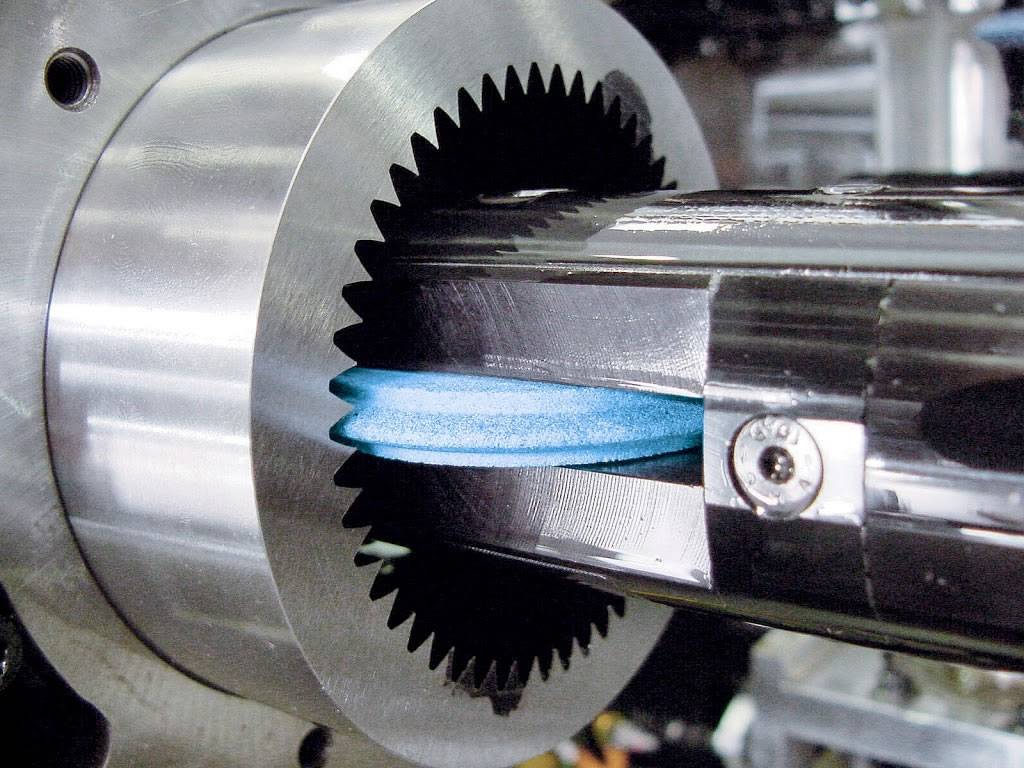
Применяются три способа центрирования прямоугольных шлицевых соединений: а) центрирование по наружному диаметру; оно используется в том случае, когда твердость отверстия невысокая и его можно обработать протяжкой, а вал не подвергается значительным деформациям при термической обработке; б центрирование по внутреннему диаметру; производится при высокой твердости отверстия и значительных деформациях вала, для устранения которых требуется шлифование; в) центрирование по ширине шлица; применяется при высокой твердости отверстия и необходимости минимальных зазоров по боковым поверхностям. Центрирования эвольвентных и треугольных шлицевых соединений производится только по профилю шлицев с гарантированными зазорами по диаметрам впадин и выступов. Обработка шлицев на наружных поверхностях производится методом деления или методом обкатки. Методом деления шлицы фрезеруются на горизонтально-фрезерных станках набором фрез или фасонными фрезами. Этот метод применяется также при шлифовании шлицев на шлицешлифовальном станке (рисунок 2).
Шлицефрезерные станки, работающие по методу деления, снабжены точными делительными устройствами, которые после каждого двойного хода поворачивают деталь для обработки следующего шлица. Методом обкатки шлицы нарезают на шлицефрезерных или зубофрезерных станках однозаходной червячной фрезой, профиль которой при обкатке с обрабатываемой деталью образует шлицы требуемой формы и размеров (рисунок 3). Методом обкатки обрабатывают прямоугольные, треугольные и эвольвентные шлицы. По сравнению с методом деления этот метод является более производительным.
Короткие шлицы на концах валов у выступов, не позволяющих использовать фрезу, обрабатывают на зубодолбежных станках специальными долбяками. Для повышения производительности обработки шлицев на наружных поверхностях применяют шлицестрогальные, протяжные станки, а также производят накатку. Шлифование шлицев применяют для обработки валов, которые после термической обработки имеют деформацию и высокую твердость, не позволяющую обработать шлицы фрезой. Наиболее распространенным методом обработки шлицев на внутренних поверхностях является протягивание шлицевых отверстий комбинированными шлицевыми протяжками или набором протяжек. Комбинированной протяжкой обрабатывают внутреннюю поверхность шлицевого отверстия и шлицы. Протяжками можно обрабатывать только детали невысокой твердости, поэтому протягивание шлицев производят до термической обработки. После термической обработки производят калибрование шлицев прошивками (при твердости HRC не более 35). У шлицевых отверстий при центрировании деталей по внутреннему диаметру вала после термической обработки шлифуют внутреннюю поверхность шлицевого отверстия.
Нарезка шлицов на валах, полуосях, болтах, в отверстиях

Шлицевое соединение используется для передачи вращательного движения между валами и втулками. В отличие от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые элементы значительно ниже, а прочность при динамических и переменных нагрузках существенно выше. Такой тип соединения представляет из себя зубья определенной длины, соединенные в одно целое с телом вращения.
Существует три типа шлицевых соединений:
- прямобочные;
- эвольвентные;
- треугольные.
Нарезка шлицов в машиностроительной отрасли выполняется преимущественно на фрезерном оборудовании, к которому предъявляются особые требования по точности.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.
К наиболее распространённым способам устранения найденных неисправностей относятся:
- осадка;
- раздача;
- обжатие;
- вдавливание;
- правка;
- накатка.
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.
Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.
Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Расчет соединений
Расчет прямобочных шлицев и таблица нормированных размеров заложена в ГОСТ 1139-80. Для эвольвентных шлицевых соединений применяется ГОСТ 6033-80. В нем предусмотрена посадка по наружному диаметру и боковой поверхности.
Центрирование по внутреннему радиусу эвольвентных соединений используется только для теоретических расчетов. Практическое изготовление таких эвольвентных соединений очень сложное, требует специальной доводки шлифовкой до нужных размеров и форм зуба.
Посадка при центрировании по наружному диаметру:
Df = da;
Где:
Df – размер по вершине зуба;
da –размер наибольший по втулке.
Для использования в качестве центрирующей боковой эвольвентной поверхности:
s = е.
Перед тем как определить модуль, рассчитывается номинальный диаметр вала и выбирается ближайший нормализованный. Затем проводится проверочный расчет, подтверждающий правильность выбора эвольвентного соединения.











В таблице нормализованных эвольвентных валов имеются 2 вида цифр. Жирным шрифтом или цветом выделяются предпочтительные значения модуля для различных диаметров. Например, не рекомендуется к исполнение минимальный модуль для данного диаметра и максимальный по значению. Сами значения диаметров также расположены в 2 ряда. Размеры из первого предпочтительнее. Они широко применяются, проще в обработке, имеется набор стандартного инструмента, используемого для нарезки зубьев. Детали из первого ряда обеспечиваются стандартизированными кольцами, крепежом и другими деталями для сборки узла.
Расчет на сечение эвольвентного соединения, определение радиуса вала, делается по наименьшему диаметру на крутящий момент, прочность на изгиб и динамические нагрузки. Расчет номинального диаметра соединения производится по формуле:
Dа = D – 2m
Где D – наружный диаметр;
Dɑ – номинальный диаметр;
m – модуль зуба.
При центрировании эвольвентного соединения – боковой поверхности
da = D
с учетом зазоров
da = D – 0,2m.
Угол профиля зуба зацепления эвольвентного соединения по ГОСТ 30°, в случае выполнения по Отраслевому Стандарту допускается наклон эвольвенты 20°. Такое зацепление встречается в старом оборудовании отдельных предприятий, работающих по отраслевым стандартам тяжелого машиностроения.
При проведении расчетов на прочность зуба по сечению, построение эвольвенты и расчет нагрузок на шлицы осуществляется по методике для прямозубых зацеплений. Вводится корректирующий коэффициент, поскольку рабочая площадь больше. Одновременно и постоянно взаимодействуют под нагрузкой все зубья. Погрешность исполнения при обработке не может обеспечить одинаковое соединение практически всех боковых поверхностей. Вводится расчетный коэффициент 0,75 при центрировании по боковой поверхности с точностью исполнения по 9 и 8 квалитетах.
Нарезка шлицов дома
Выполнить нарезание пазов на валу дома трудно, так как такой тех. процесс просит применения станков очень точно. Но все таки в сети нередко встречается вопрос как порезать шлицы угловой шлифмашиной на валу или сорвана шляпка болтов. Подобные операции полностью по силам сделать своими руками с применением минимума инструмента и способностей. В том случае, когда потребуется нарезка шлицов на полуоси автомобиля, следует укрепить изделие в тисках, наметить места будущих пазов и произвести нарезку при помощи угловой шлифмашинки. Регенерация шлицевого соединения привода аналогичным способом не рекомендуется, из-за причины появления люфта между сопряженными деталями. Однако если нет иного варианта осуществить ремонт, нужно держать угловую шлифмашину в неподвижном состоянии, чтобы не повредить пазы.
Нередко встречается вопрос как выполнить длинный шлицевой вал. Сначала следует выбрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет делаться резка пазов. После нужно наварить торец одного вала к иному. Получившуюся заготовку прикрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и делают нарезку.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Это интересно: Паяльник своими руками — как сделать в домашних условиях, схема
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНЫЕ С УГЛОМ ПРОФИЛЯ 30°
РАЗМЕРЫ, ДОПУСКИ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
ГОСТ 6033-80 (СТ СЭВ 6505-88)
1.2. Допускается применять сочетания профилей зубьев вала и втулки с различной формой дна впадины.
1.3. Выбор величин параметров шлицевых соединений Н и hi в зависимости от вида применяемого инструмента приведен в справочном приложении 1.
1.4. На поверхности вершин зубьев вала, полученных методом накатки, допускаются углубления.
2. НОМИНАЛЬНЫЕ ДИАМЕТРЫ, МОДУЛИ И ЧИСЛА ЗУБЬЕВ
2.1. Номинальные диаметры, модули и числа зубьев шлицевых соединений должны соответствовать указанным в табл. 2.
Размеры, мм Продолжение табл. 2
Размеры, мм Продолжение табл. 2
Продолжение табл. 2
Номинальный диаметр D
1 При выборе номинальных диаметров и модулей ряд 1 следует предпочитать ряду 2
2. Числа зубьев, подчеркнутые линией, являются предпочтительными.
3 Модуль 3, 5 по возможности не применять.
3. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ ПАРАЛЛЕЛЬНОСТИ СТОРОН ЗУБЬЕВ ВАЛА И ВТУЛКИ
3.1. Предельные отклонения от параллельности сторон зубьев вала и втулки относительно оси центрирующей поверхности уста-навливаются в стандартах на комплексные калибры.
4 НОМИНАЛЬНЫЕ РАЗМЕРЫ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
4.1. Номинальные размеры шлицевых соединений должны соответствовать указанным в табл. 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27, 29, 31.
4.2. Номинальные размеры по роликам и длины общей норма-ли (черт. 4) для отдельных измерений шлицевых валов и втулок должны соответствовать указанным в табл. 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32.
Размер между роликами
Размер по роликам
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,5 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов и втулок с модулем 0,5 мм
Чиоло зубьев (впадин) на длине общей нормали
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,6 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов м втулок с модулем 0,6 ммм
Число зубьев (впадин) на длине общей нормали zw
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,8 мм
Поправка к ГОСТ 6033— 80 Основные нормы взаи м одам е наем ости. Соединенна ныицсвыс звольвентные с углом профиля 30″. Размеры, допуски и измеряемые величины (Переиздание. Январь 1993 г.)








Напечатано Должно быть
С. Н2. Информационные данные. Пункт 6
Взамен ГОСТ 6033-51 —
УДК 621.831:006.354 Группа Г14
ГОСУДАРСТВЕННЫЙ СТАН ДАРТ СО ЮЗА ССР
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНДОЕ С УГЛОМ ПРОФИЛЯ 30°
Размеры, допуски и измеряемые величины
Basic norms of interchangeability.
Involute splined joints with 30° profile angle Dimensions, tolerances and measurable sizes
Дата введения 01.01.82
Настоящий стандарт распространяется на шлицевые соединения с эвольвентным профилем зубьев, расположенных параллель^ но оси соединения, с углом профиля 30° ff устанавливает исходный контур, форму зубьев, номинальные ддрметры, модули и числа зубьев, номинальные размеры и измеряете величины при центрировании по боковым поверхностям зубьеП» а также допуски и посадки.
Стандарт не распространяется на специальные шлицевые соединения, которые отличаются от регламентируемых настоящим стандартом номинальными размерами и видом центрирования.
(Измененная редакция, Изм. № 1, 2).
1. ИСХОДНЫЙ КОНТУР И ФОРМА ЗУБЬЕВ
].]. Исходный контур и форма зубьев шлицерых соединений и основные зависимости для определения и* размеров должны соответствовать указанным на черт. 1—3 и в табл. 1.
Издание официальное Перепечатка воспрещена
Центрирование по наружному диаметру 2оС**бр* _ Ь*Ц!тп
Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник
Клиновые соединения
Клиновое разъемное соединение состоит из деталей, соединяемых посредством детали, имеющей форму клина. Клиновые соединения подразделяют на установочные (рис. 1, а), предназначенные для регулирования и установки нужного взаимного положения деталей, и силовые (рис. 1, б), предназначенные для прочного скрепления деталей.

Рис. 1. Клиновые соединения и схема действующих сил в соединении
Силовые клиновые соединения бывают ненапряженные, которые не испытывают напряжений до приложения внешней силы F (рис. 1, а), и напряженные, в которых силой Q сообщают клину и соединяемым деталям предварительный натяг (рис. 1, б) для прочности соединения. При постоянном направлении нагрузки можно сообщать клину предварительный натяг только в охватываемой детали. Ненапряженные соединения применяют для восприятия постоянных односторонних нагрузок (фундаментные башмаки) (табл. 1), напряженные – при знакопеременных нагрузках (соединение штоков).
Таблица 1. Опоры клиновые регулируемые
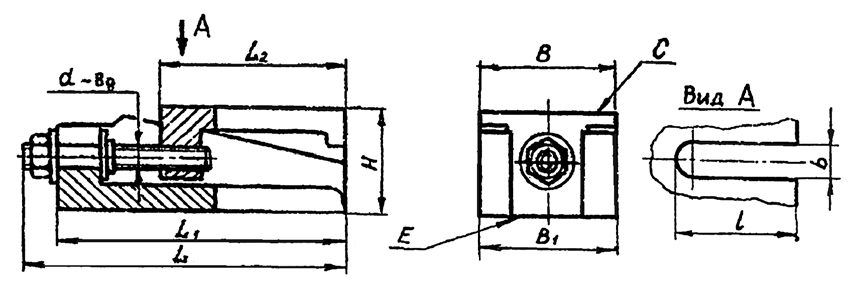 | |||||||||
| В | b | L | L1 | L2 | Н | Грузоподъемность опоры* | Масса, кг | ||
| наиб. | наим. | ||||||||
| 110 | 28 | 240 | 220 | 140 | 95 | 85 | 80 | до 2500 | 8,47 |
| 32 | |||||||||
| 130 | 34 | 300 | 280 | 180 | 130 | 97 | 90 | до 5000 | 15,21 |
| 140 | 52 | 375 | 350 | 240 | 180 | 108 | 100 | до 7500 | 25,37 |
Примечания:
|
Для надежности самоторможения клиньев уклон i = tg α в силовых клиновых соединениях обычно принимают равным 1:100, или 1:40, или 1:30. Установочные клинья выполняют с уклонами 1:10, 1:6, 1:4. При уклонах, меньших 1:25, и при действии на клиновое соединение постоянной нагрузки (без вибраций) клин надежно удерживается в рабочем положении силами трения. В остальных случаях клинья закрепляют специальными замками (рис. 45, а). Иногда пользуются клином без скоса, называемым чекой. Так, например, чека применяется в фундаментном болте, где она заменяет головку болта.
Крепежные клинья обычно выполняют из стали Ст4, Ст5, Сталь 35, 40, 45.
ПРИЛОЖЕНИЕ. ДОПУСКИ И ПОСАДКИ ДЛЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
Гост 1139-80. основные нормы взаимозаменяемости. соединения шлицевые прямобочные. размеры и допуски (с изменениями n 1, 2)
ПРИЛОЖЕНИЕ
1. Устанавливаются три предела отклонений ширины впадин отверстия и толщины зубьев вала:
а) предельное суммарное отклонение (нижнее для ширины впадин отверстия и верхнее для толщины зубьев вала), определяющее соответственно толщину зубьев или ширину впадин комплексных калибров (пробки и кольца);
б) предельные отклонения (верхнее и нижнее) одного размера ширины впадин (для отверстия) или толщины зубьев (для вала).Примечания:
1. Отклонения ширины впадин отверстия и толщины зубьев вала отсчитываются от общего номинального размера:
2. Разность между предельным отклонением по комплексному калибру и верхним отклонением толщины зуба вала (или соответственно нижним отклонением ширины впадины отверстия) компенсирует ошибки профиля и расположения зубьев.Валы считаются годными, если комплексный калибр-кольцо проходит и толщина зуба не выходит за установленный нижний предел.Отверстия считаются годными, если комплексный калибр-пробка проходит и ширина впадины не выходит за установленный верхний предел.Верхнее отклонение толщины зуба и нижнее отклонение ширины впадины — ориентировочные.










2. Предельное отклонение ширины впадин отверстия по комплексному калибру устанавливается равным нулю, т.е. разные посадки по осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
Таблица 1
| Модуль | Обозначение полей допусков отверстий | ||
| Предельное отклонение, мк | |||
| 1 и 1,5 | +45 | +70 | +100 |
| +20 | +30 | +40 | |
| 2-3,5 | +55 | +85 | +125 |
| +25 | +35 | +45 | |
| 5 и 7 | +65 | +100 | +150 |
| +30 | +40 | +50 | |
| 10 | +80 | +120 | +180 |
| +40 | +50 | +60 |
3. Поля допусков толщины зубьев вала устанавливаются следующие:
Таблица 2
| Модуль | Обозначение полей допусков валов | ||||
| Предельное отклонение, мк | |||||
| 1 и 1,5 | +45 | +20 | +70 | +30 | -30 |
| +25 | -20 | +40 | -30 | -60 | |
| -25 | -45 | -40 | -70 | -120 | |
| 2-3,5 | +55 | +25 | +85 | +35 | -35 |
| +30 | -25 | +50 | -35 | -70 | |
| -30 | -55 | -50 | -85 | -150 | |
| 5 и 7 | +65 | +30 | +100 | +40 | -40 |
| +35 | -30 | +60 | -40 | -80 | |
| -35 | -65 | -60 | -100 | -180 | |
| 10 | +80 | +40 | +120 | +50 | -50 |
| +40 | -40 | +70 | -50 | -110 | |
| -40 | -80 | -70 | -120 | -230 |
4. При центрировании по предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:
; ; ; ; ; ; ; .
Посадки по при центрировании по рекомендуются:
и .
5. Предельные отклонения нецентрирующих диаметров и устанавливаются следующие (если по условиям обработки не требуется большая точность):
| по (ОСТ 1013) или (ОСТ 1014); |
| по (ОСТ 1013), (ОСТ НКМ 1017) или (ОСТ 1014). |
6. Обозначения отверстий, валов и их соединений при допусках по табл.1 и 2 должны содержать: буквы «Эв», номинальный диаметр соединения, модуль, число зубьев и обозначения полей допусков размеров и при центрировании по или размера при центрировании по .Примеры:Обозначение соединения диаметром 50 мм, с модулем 2,5 числом зубьев 18, с центрированием по и посадкой по и по :
Эв.502,518 То же, при центрировании по :
Эв
.502,518 Обозначение отверстия того же соединения при центрировании по :
Эв.502,518 .
То же, вала:
Эв.502,518 .
Выбор оборудования и инструмента
Нарезка делается на станках:
- фрезеровочных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
После детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве достаточно часто нарезание шлицев выполняется на шлицефрезерном или зубофрезерном оборудовании с применением червячной фрезы и метода обкатки. Применение подобного инструмента хорошо как для прямобочных, так же и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезки шлицев применяется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов применяют делительную головку. Необходимо выделить, что для производства шлицов этот способ применяют очень нечасто из-за погрешностей по шагу и ширине. Имеет смысл будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специализированными торцевыми фрезами, а для треугольного шлицевого соединения используют треугольные фрезы.
Применяется метод обкатки с использованием долбяка. За большое качество, приобретаемых поверхностей зубодолбежное оборудование применяются в массовом производстве.


Кроме долбежных станков, большое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Данное оборудование во много раз эффектнее и производительнее фрезеровочных станков. Нарезка строганием выполняется с использованием набора резцов, кол-во и размеры каких зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании применяют инструмент с названием протяжка. Данный инструмент имеет пару режущих зубьев любой высоты, которые при поступательном движении обрезать часть металла с заготовки.
Для производства эвольвентных соединений используют холодную накатку с применением специализированных роликовых головок. Инструментарием такого рода делают изделия с очень приличным количеством зубьев. По собственной эффективности метод холодной накатки выше фрезеровки на порядок.
После нарезания зубьев и термообработки, все изделия подвергают шлифовке. Это дает возможность добиться необходимой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифовки применяют такой инструмент:
- фасонный круг;
- дисковый круг;
- конусообразный круг.
Для шлифовки поверхностей находящихся внутри в большинстве случаев используют оправку.
https://youtube.com/watch?v=rcFJ5Riiyp8





