

Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
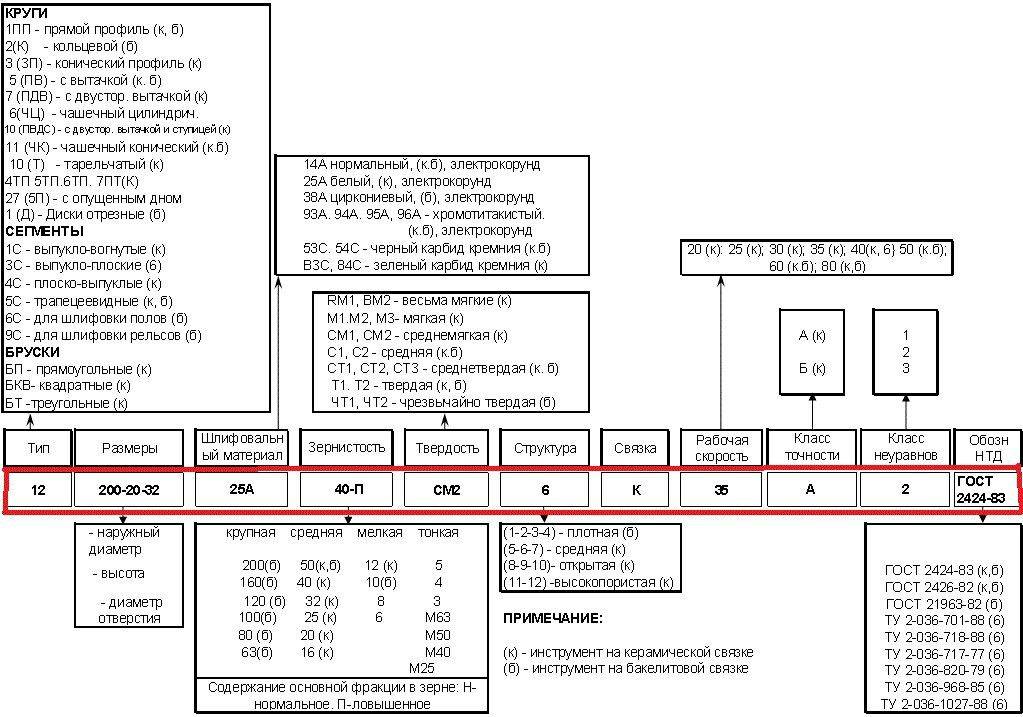
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Расшифровка маркировки
Если диски планируется применять в быту для выполнения простых задач, уметь расшифровывать маркировку необязательно. Достаточно лишь знать народные название разных видов. Чаще всего можно встретить такую классификацию:
- Диски с липучкой – отличаются нанесением плотной, прочной ткани на бумагу. Очень распространены из-за низкой стоимости, но не отличаются долговечностью.
- Фибровые диски – производиться из бумаги, которая имеет множество слоев, в центре которой установлено крепление в виде опорной тарелки.
- Лепестковые круги – отличается особой структурой, отдельные сегменты налаживаются друг на друга, образовывая эффект веера. Основное назначение — это создание идеально ровной поверхности. Обычно применяются для постобработки.
- Алмазные диски – используются для финишной обработки и доводки материалов.
Но не всегда универсальные наждаки подходят. Иногда требуется высокая прочность, иногда наоборот, нужен мягкий абразив, которые будет стираться в процессе обработки. Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.

Даже если требуется подобрать круг только определенного типа, помочь разобраться с обозначениями, указанными производителем, могут консультанты в специализированных магазинах, а также можно разобраться самостоятельно, просто изучив инструкцию, приложенную производителем.
Стоит отметить, иностранные производители могут придерживаться других принципов маркировки, и обозначать круги с помощью латинских букв и особых аббревиатур.
На производствах выбором дисков должен заниматься только технолог или инженер. Это обусловлено тем, что ошибочно подобранный диск может разлететься в процессе работы, повредив обрабатываемую поверхность. Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
Какие бывают круги для наждака — очередной ликбез
У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:

Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома. Размеры кругов бывают разные, для различных станков
Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров









Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора).

Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.
Маркировка круга 64С, размеры такие же, как у электрокорунда.
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:

Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России.
Еще на заметку: Трубогиб Матрикс — в хозяйстве всегда пригодится
Как правильно выбрать шлифовальный круг
Чтобы сделать правильный выбор для определённой цели, необходимо понимать принцип действия. Он является режущим инструментом. Абразивные частицы имеют такое же назначение, как и зубья пилы. Но у пилы все зубья располагаются на одной стороне. А на круге для шлифовки зёрнышки наждака, алмаза и др. распределены по всей его поверхности. В процессе шлифовки они механически снимают слой с обрабатываемой поверхности. Различные материалы и разный вид обработки требуют использования разных инструментов. Тип абразивных частиц выбирается в зависимости от предстоящей обработки.
Если требуется отшлифовать твёрдое и хрупкое изделие, то подойдёт мягкий тонкозернистый круг. По мере затупления частицы наждака будут выкрашиваться, благодаря мягкой связке. Твёрдые круги с грубой зернистостью, напротив, предпочтительны для обработки вязких, мягких материалов, т. к. в процессе работы абразивные зёрна при затуплении удаляются с поверхности круга, и происходит самозатачивание. Если требуется снять большой слой, то также лучше использовать модели с более грубыми частицами. Они способны проникать глубже и удалять больше поверхности материала. Но при этом нужно помнить о том, что для труднопроникаемой поверхности эффективнее применить мелкозернистый круг, так работа будет выполнена значительно быстрее, т. к. сверху имеется больше острых режущих зёрен наждака. Шлифовку цветных металлов, чугуна, а также других материалов (неметаллических) удобно производить с помощью круга из оксида кремния.
Кроме того, важно учитывать рабочую скорость. Если требуется высокая скорость вращения, то нужно выбирать круг, у которого имеется специальное укрепление
Но всегда надо помнить о том, что предельную скорость, указанную в маркировке, в процессе шлифовки превышать нельзя.

Важным параметром является и площадь шлифовальной поверхности между обрабатываемым предметом и кругом. Если она достаточно большая, то следует отдать предпочтение грубой зернистости и мягкой связке. Это обеспечит доступ воздуха, место контакта будет охлаждаться, и на единицу площади будет оказываться меньшее давление, что облегчает процесс работы. Также и наоборот, для площадей меньших размеров желательно применять твёрдую модель с мелкими размерами зёрнышек алмаза или наждака.
Применение шлифовальных кругов позволяет провести обработку поверхности, чтобы сделать её гладкой или шероховатой, в зависимости от необходимости. Правильный выбор и умелое применение позволят добиться нужного результата без лишних усилий.
Шлифовальные заточные круги
Заточные станки сегодня повсеместно используются для заточки любого вида металлических и стальных инструментов: от зенкеров, топоров, ножей до сверл и цепей. Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
| Артикул | Наименование | Особенности |
| 1801.004 | Круг шлифовальный к станкам для заточки цепей Т-108/85, Т-108/85М | Изготовлен из корунда в связке с керамикой, что дает ему большие прочностные характеристики. |
| 1801 001 | Круг шлифовальный прямого профиля 150X20X32 мм для Т-150-200/250 (А36) | Благодаря мелкому зерну, может производить чистую доводку обрабатываемой поверхности |
| 2181912502501 | Круг шлифовальный прямого профиля 125*16*32 (С25) для Т-125/120 | Многофункциональный круг предназначенный как для заточки режущих поверхностей, так и для металлических поверхностей. |
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
5 Типы связки и классы – керамические, бакелитовые или вулканические?
Связка – это показатель скрепления между собой различных абразивных зерен. Современные шлифовальные круги различных производителей характеризуются тремя видами связок: керамическая (К), бакелитовая (Б), вулканическая (В). Керамическая связка представляет собой смешанные и измельченные в различных пропорциях кварц, песок, глину и другие материалы. Круги по ГОСТ 2424 с керамическим типом связи обладают высокой прочностью и устойчивой формой, однако они не рекомендуются для применения при силовом шлифовании металла, когда во время шлифовки образуется ударная нагрузка.
 Круг для шлифовки металла
Круг для шлифовки металла
Бакелит – это искусственная смола. Круги с таким типом связки обладают высокой эластичностью и термостойкостью. Чаще всего, бакелит при производстве шлифовальных кругов применяют с добавлением графита или с другими упрочняющими элементами. Бакелитовые и керамические связки используются в 95 % случаев при производстве качественных шлифовальных дисков. Вулканическая связка состоит преимущественно из каучука и используется в отдельных отраслях обработки.
Маркировка по классу точности абразивного инструмента необходима для выбора оптимального шлифовального круга. Существует три класса кругов, каждый из которых применяется в той или иной области. Диски класса “А” предназначены для использования на высокоточном электрическом оборудовании, на автоматизированных линиях. Класс “Б” – более универсальный вариант абразива, который применяется при проведении работ по шлифовке. Класс “АА” изготавливается из высококачественных абразивных материалов, имеет практически идеальную геометрию и форму, а также высокую степень связки и структурность.







Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Общая маркировка шлифовальных кругов
Не только профессиональный строитель, но и обыватель знаком с общей классификацией шлифовальных кругов. Они представлены следующими группами:
- диски – «липучки» – ничего сверхъестественного в них нет. Просто шлифовальные круги обрабатываются специальной тканью, которая размещается на шлифбумаге;
- изделия лепесткового типа. Такие круги имеют полностью абразивную поверхность, которая отличается повышенной прочностью. Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
- круги фибротипа – принципиальных отличий по форме нет.
Последний тип шлифовальных кругов примечателен своим составом. Основным компонентом выступает вулканизированная многослойная бумага.
Инструменты устанавливаются на станок за счет использования опорной тарелки. Инструменты широко используются для обработки металлических, деревянных и стальных объектов.
Интересно: Наиболее распространенным и популярным является алмазный круг. Также он отличается многофункциональностью. Чаще всего инструмент задействуют для финальной подготовки. Однако изделие нашло применение и вне строительных работ. Алмазный круг широко используют для заточки ножей, ножниц и любых острых предметов.
Именно поэтому алмазные круги пользуются широкой популярностью абсолютно во всех сферах не только профессиональных, но и бытовых работ.
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Чтобы правильно подбирать инструмент, важно разбираться в особенностях маркировки шлифовальных дисков
Зернистость абразивных материалов
В шлифовальном круге, бруске или порошке используются абразивные зерна определенного размера, чтобы снимаемые ими стружки были бы одинаковыми. Для снятия большой стружки применяют шлифовальные круги с крупными зернами, для удаления небольшой стружки — с зернами помельче.
При подготовке абразивного материала для инструмента большие куски абразивного материала размельчаются в дробилках до получения зерен требуемых размеров. После дробления зерна очищаются от посторонних примесей, проходят химическую и термическую обработку.
Зернистость абразивных материалов (размер зерен) определяется размерами сторон ячеек двух последовательных сит, через которые производится просев или анализ отобранного абразивного зерна (порошка).
По крупности зерна различают следующие номера: 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 12; 10; 8; 6; 5; 4; 3; М40; М28; М20; М14; М10; М7; М5.
Зернистость абразивных материалов по ГОСТ 3647—59 задается длиной стороны сетки в сотых долях миллиметра (по старому ГОСТ размеры определялись количеством проволочек сита на длине в один дюйм).
Перевод обозначений зернистости из метрической в дюймовую систему и наоборот приводится в табл. 6.
Большие размеры зерен, указанные в таблице, соответствуют тому размеру отверстий сита, сквозь которые они проходят, а меньшие размеры — тому, при котором зерна задерживаются.
Абразивные материалы по величине зерен разделяются на 3 группы со следующими номерами зернистости:
- 1) шлифзерно — 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
- 2) шлифпорошки — 12; 10; 8; 6; 5; 4; 3;
- 3) микропорошки — М40; М28; М20; М14; М10; М7; М5.
Микропорошки обозначаются буквой М и числом, показывающим наибольший размер зерна в микронах.
Размер зерен микропорошков определяется измерением через микроскоп наибольшей ширины площади зерна, которую видно в поле зрения микроскопа. Размеры зерен в шлифпорошках № 4 и 3 измеряются комбинированным методом,
Т. е. зерна крупнее 40 мк определяются размерами сторон сита, а более мелкие — линейным измерением зерен под микроскопом.
Выбор круга по зернистости производится в зависимости от вида шлифования, величины съема шлифуемого материала, требуемой чистоты поверхности и точности обработки. Круги с крупным зерном увеличивают съем металла при шлифовании, повышают производительность труда, но при этом на поверхности детали оставляют значительные риски; потому их применяют на обдирочных работах.
Мелкозернистые круги применяют при чистовых и отделочных работах. В табл. 7 даны рекомендации по выбору зернистости абразивного материала.
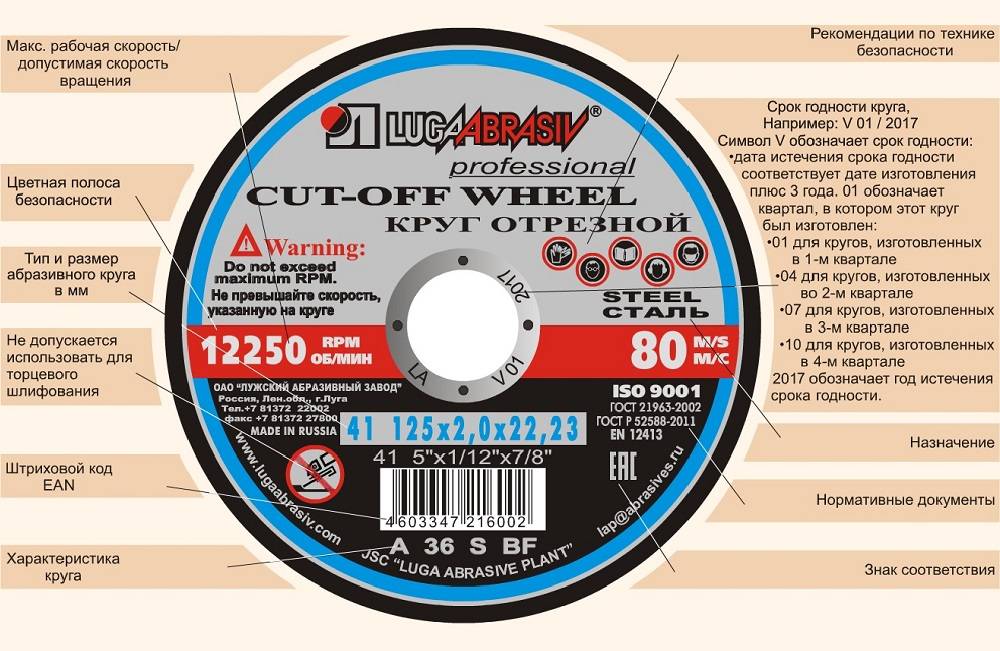
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
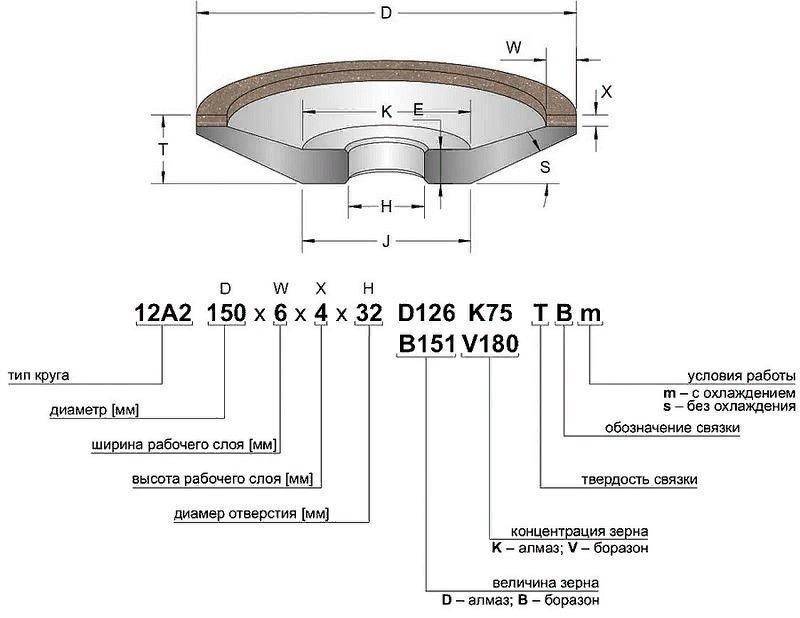
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.









7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
| Тип АМ | Технические характеристики | Где используется |
| Алмаз | Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов | Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
| Эльбор | Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму | Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
| Электрокорунд | Синтетический материал. Отличается хорошей адгезией с шлифовочным диском и связующим элементом | Таким АМ обрабатывают железо, чугун, большинство видов стали |
| Карбид кремния | Отличается повышенной твердостью и продолговатостью зерен | Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
| Тип АМ | Как обозначается в государственных стандартах |
| Алмаз | AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
| Эльбор | CNB, КНБ |
| Карбид кремния зеленый | 62C, 63C, 64C |
| Карбид кремния черный | 52C, 53C, 54C, 55C |
| Электрокорунд нормальный | 12A, 13A, 14A, 15A, 16A,W |
| Электрокорунд белый | 22A, 23A, 24A, 25A, WA |
| Электрокорунд хромистый | 32A, 33A, 34A |
| Электрокорунд титанистый | 37А |





