

Способы размагничивания металла
Существует несколько способов размагничивания металлических конструкций. Устройства применяются в зависимости от частоты использования, назначения и мощности. Перед тем, как размагнитить металл в домашних условиях, необходимо разобраться со существующими конструкциями.
- Обычный магнит крупного размера, над ним проводится инструмент при минимальном расстоянии, на грани с процессом притягивания. Магнит можно извлечь из старого динамика, большинство из которых круглой формы. Процесс производится при удалении изделия от конструкции, расшатывая его, чем дальше инструмент от конструкции, тем меньше амплитуда. Расположение оси, на которой отсутствует магнитное поле, зависит от конструкции изделия.
- Более частое использование потребует прибора, эксплуатируемого при домашних условиях от электросети. Изготовить прибор возможно в домашних условиях или приобрести на торговых рядах радиодеталей. Основная составляющая – катушка с намотанной проволокой, подключенная к трансформатору. Подача переменного тока позволяет размагнитить элемент, постоянного – наоборот.
 Существует множество вариаций, комплектов для размагничивания металлов на производстве.
Существует множество вариаций, комплектов для размагничивания металлов на производстве.
Размер отверстия может быть различным, зависит от назначения и габаритов обрабатываемых деталей. Многополосные магниты, приводимые движением, вращение которых происходит с регулировкой скорости, воздействие и изменение амплитуды производится путем отвода детали от корпуса.
Электромагниты работают от сети 220 или 380 вольт, позволяют размагнитить элемент отводом на определенное время. Контейнерные механизмы позволяют установить изделие к устройству, в котором автоматически создается необходимая среда.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Применение прибора для размагничивания
Устройство размагничивания выполняется тремя вариациями. Основные элементы можно подобрать в домашних условиях, простые способы, не требующие больших усилий на изготовление. Существуют специальные приборы, способные как размагничивать, так и намагнитить элемент.  Магнитометры применяются следующей последовательностью:
Магнитометры применяются следующей последовательностью:
- напряженность магнитного поля инструмента немаловажный параметр, который необходимо определить., т.к. возможно получить отрицательный результат;
- тот же параметр необходимо найти на магните, противоположного знака;
- прикосновение инструмента с областью устройства позволит размагнитить его.
Процесс происходит в течение 10 секунд, подключение при домашних условиях к электросети не требуется. Проверка работоспособности происходит следующим образом, саморез подносится к намагниченному металлу, проверяется уровень намагниченности. После происходит процесс размагничивания и проверяется снова.
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
| Эффект магнитного дутья при дуговой сварке. |
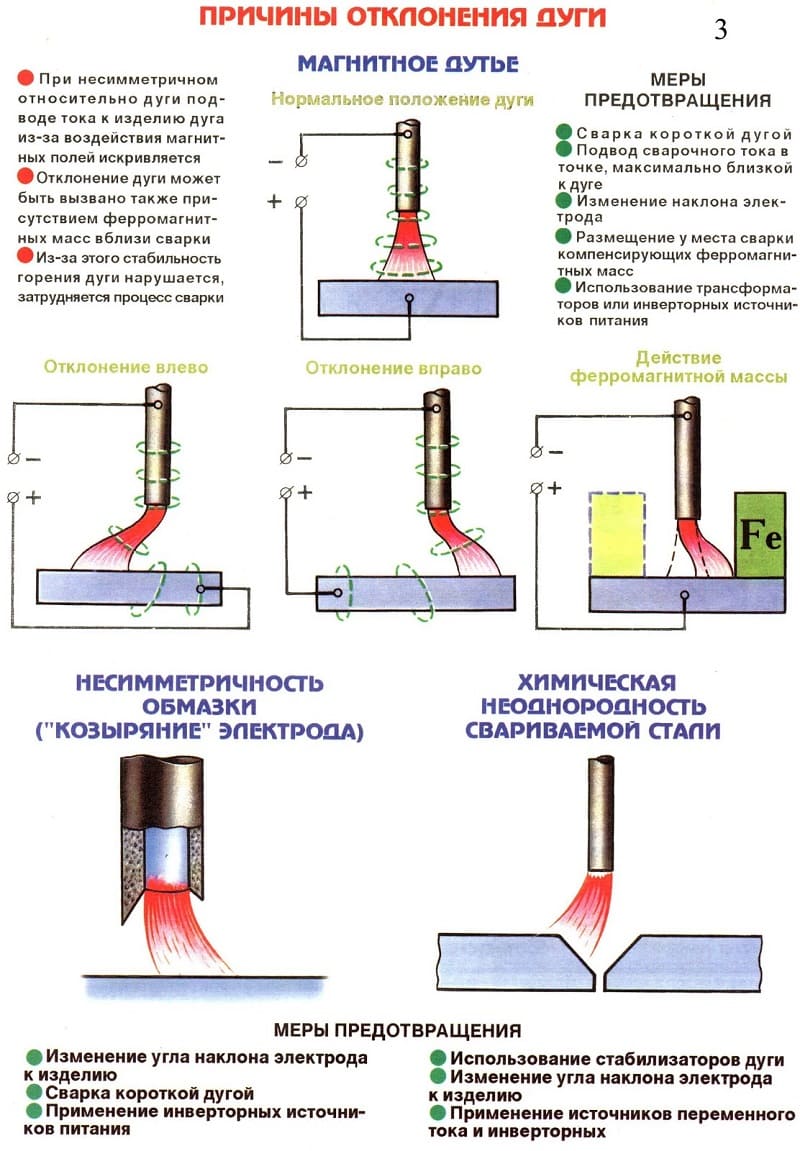
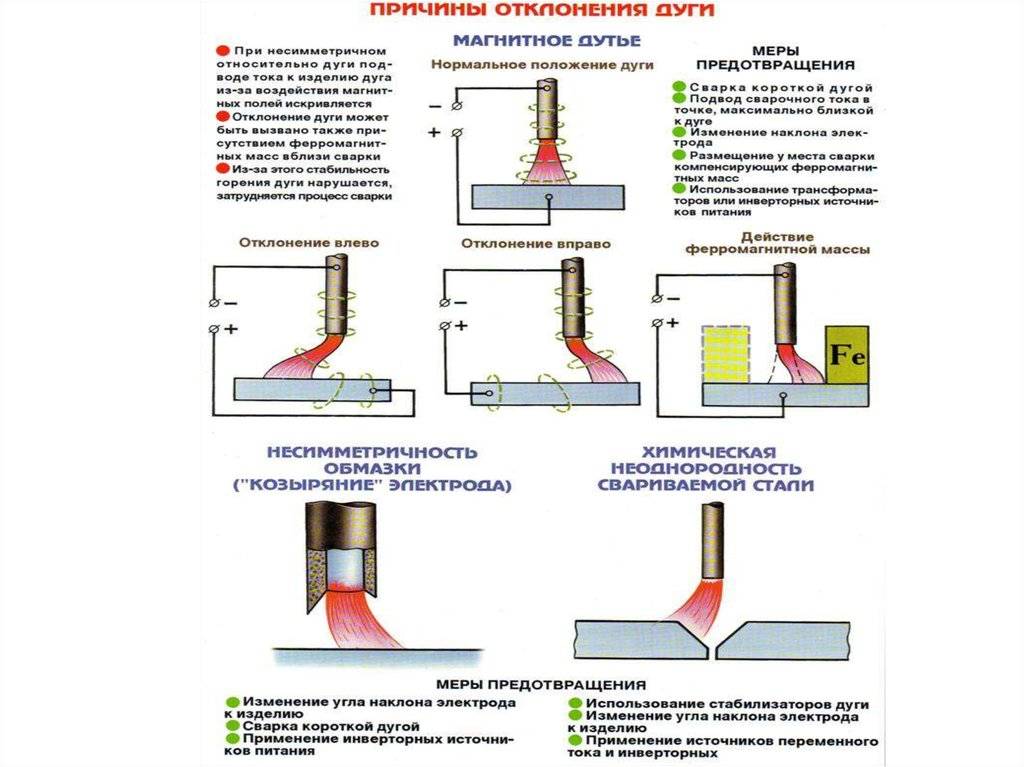
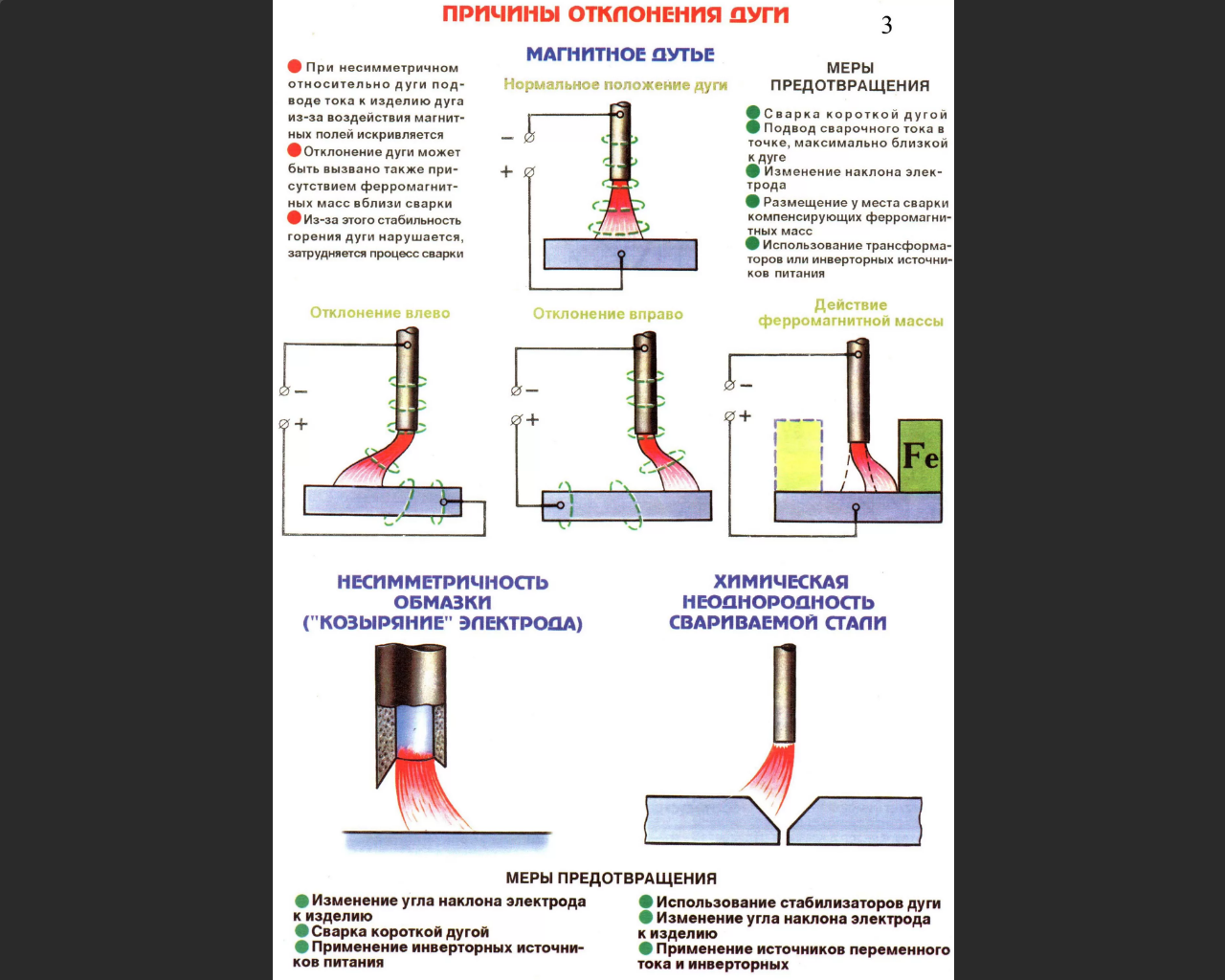
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
| Схема отклонения элек – сумме магнитных потоков сва-трической дуги магнитным полем рочного и вихревых токов, значительно меньше магнитного. |
Сущность и главные причины возникновения
Крепкий электроток, текущий по электродуге, выполняя свой магнитное поле. Оно взаимодействует с постоянным полем массивной металлоконструкции. Благодаря этому взаимные действия появляется сила, направленная до центра поля. Если групповой кабель подключен недалеко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Впрочем чем дальше подключена масса, тем более вырисовывается поперечная составная часть этой силы. Под ее воздействием электрическая дуга отклоняется в сторону подсоединения. Степень отклонения пропорциональна расстоянию от места подсоединения, намагниченности металлоконструкции и квадрату рабочего тока.
Эффект вырисовывается очень сильно при высоких значениях тока для сварка и при сварке постоянным напряжением. Во время работы электрическим током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Более того, появляющаяся электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье вырисовывается несущественно.
Причины отклонения дуги
Особенную затрудненность выполняет эффект во время работы с угловыми и стыковыми швами. Для определения степени намагниченности конструкции используют — указатель магнитного дутья
2 мысли о “Магнитное дутье при сварке и способы его устранения”
Полностью устранить магнитное дутье поможет Размагничивающий комплект от Научно-технического центра «Спектр». В отличие от конкурентов, у нас в комплекте идет магнитометр. Более подробно Вы можете узнать на сайте http://spectr.forma-zayavki.ru/RK-02
Интересная штука, может сбросите побольше информации — разместим на сайте.
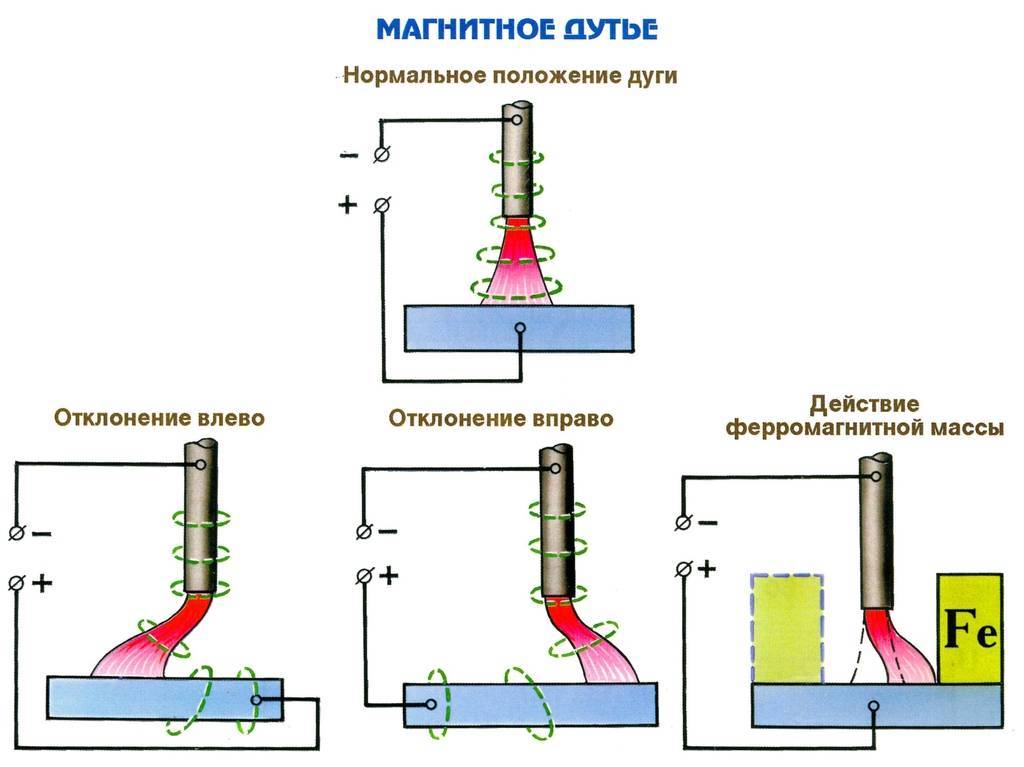
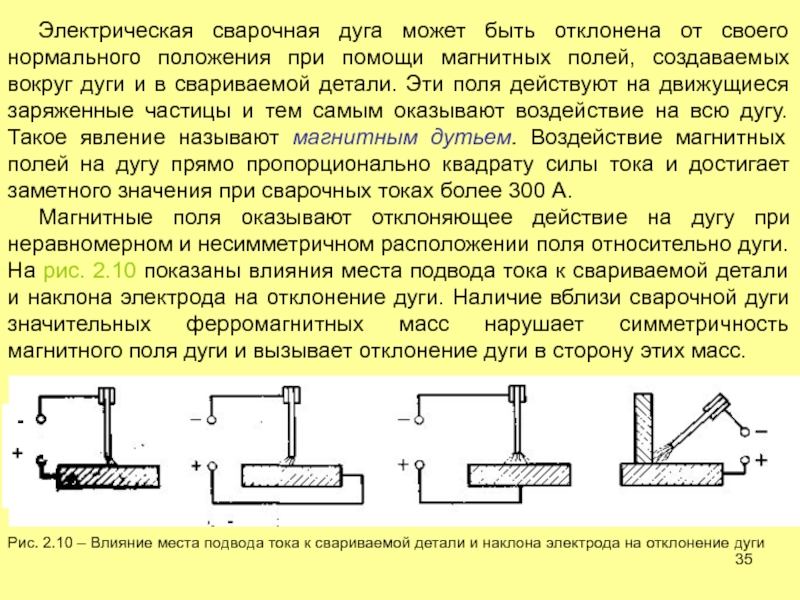
Из физики известно, что на движущуюся в магнитном поле заряженную частицу действует сила, отклоняющая ее от первоначальной траектории. Так как дуга представляет собой поток заряженных частиц нод действием магнитного поля, она будет отклоняться в зависимости от направления этого ноля.
При большой величине ноля, а также при несимметричном его распространении относительно дуги возникает явление так называемого «магнитного дутья». Оно усложняет процесс сварки, отклоняет дугу от нужной траектории, ухудшает перенос металла и формирование шва.
«Магнитное дутье» возникает обычно в следующих случаях:
? при наличии рядом с дугой несимметричных ферромагнитных масс;
П подключении к изделию обратного провода несимметрично дуге;
- ? сварке сталей, обладающих повышенной остаточной намагниченностью;
- ? сварке разнородных сталей.
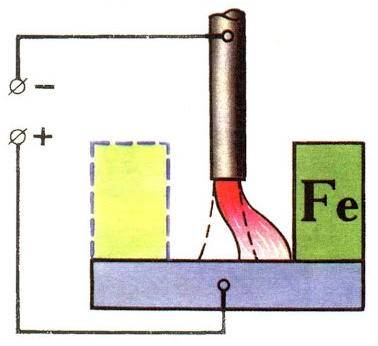
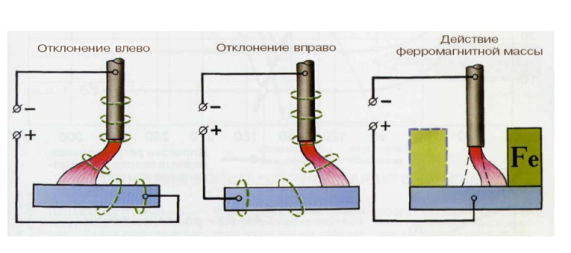
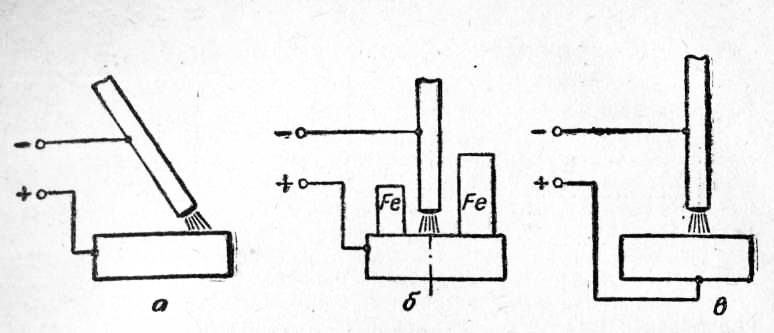
Расположение ферромагнитных масс рядом с дугой вызывает ее отклонение вследствие смещения собственного магнитного поля. Дуга как бы притягивается к ферромагнитной массе (рис. 2.5, а). При сварке угловых швов это может вызвать смещение дуги на одну из деталей, ухудшая проплавление другой (рис. 2.5, б). Особенно часто это явление происходит при сварке деталей, располо-



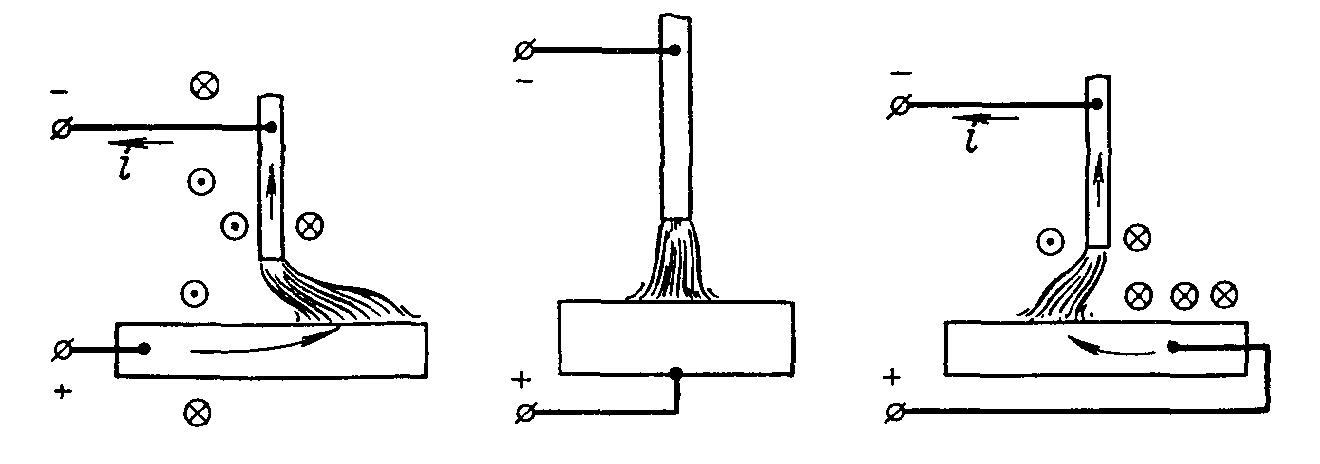
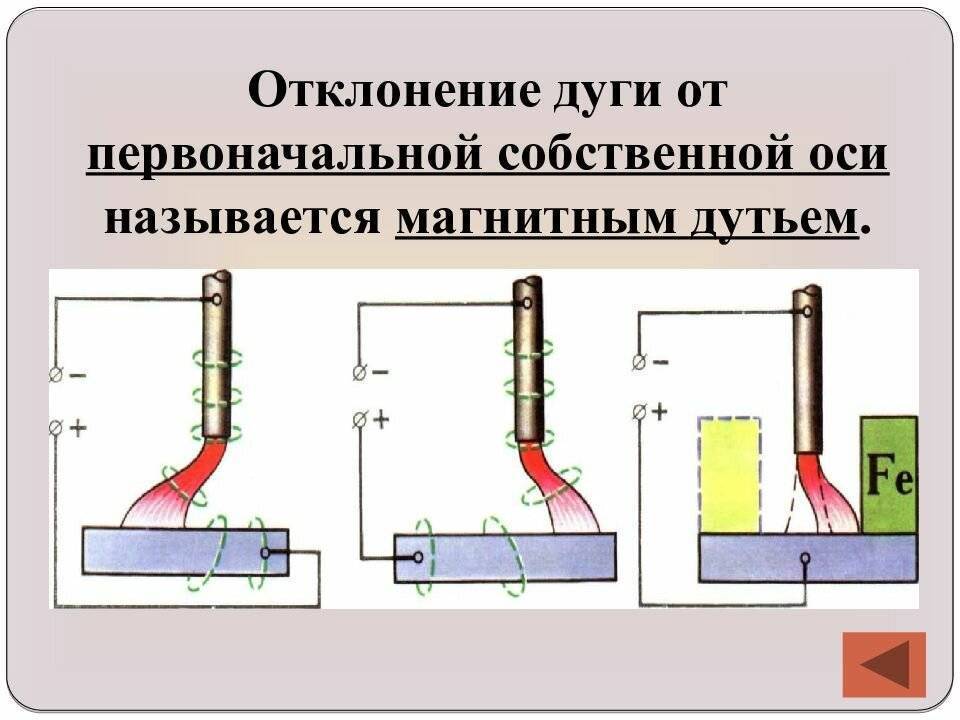

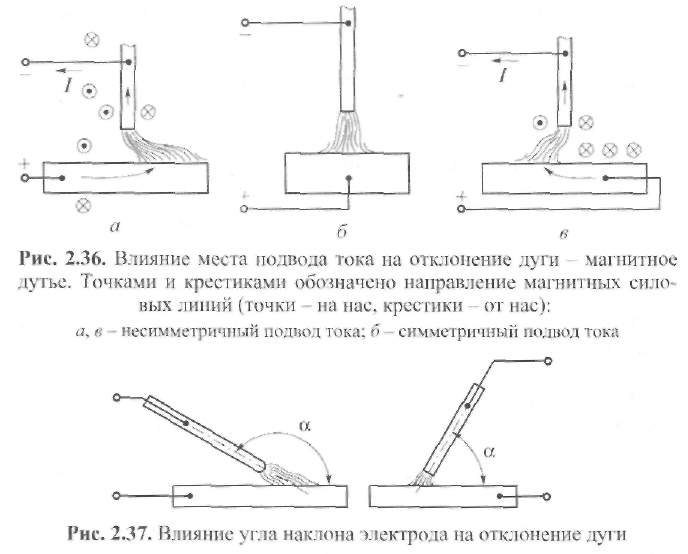
Рис. 2.5. Влияние ферромагнитных масс на сварочную дугу
женных под острым углом. При сварке стыковых соединений отклонение дуги может происходить на одну из кромок (рис. 2.5, в), что при сварке корневого шва может вызвать непровар.
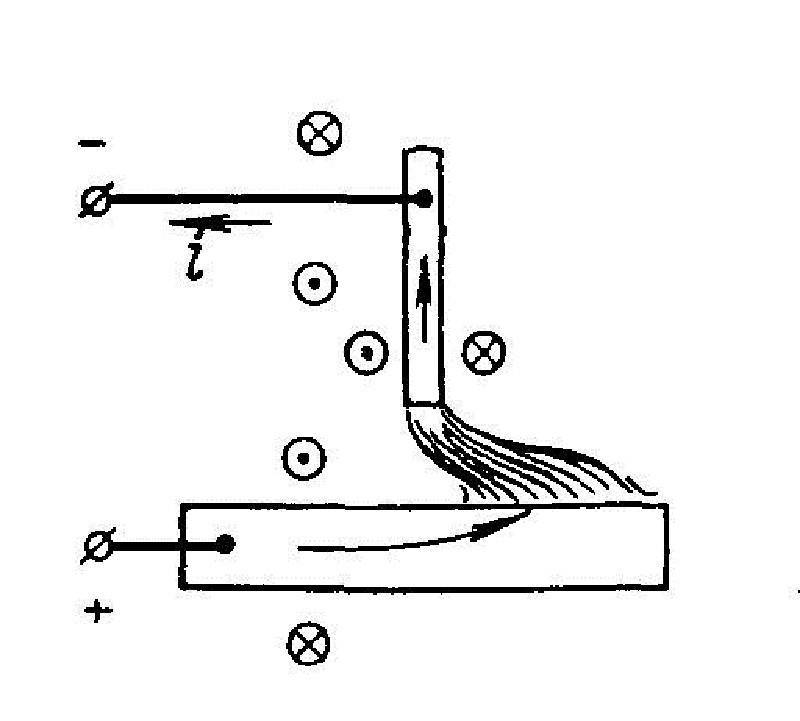
При несимметричном подключении обратного провода наблюдается сгущение силовых линий магнитного поля со стороны то- коподвода. Это заставляет дугу отклоняться в противоположную сторону (рис. 2.6, а). Наиболее часто это явление наблюдается при сварке на постоянном токе. Отклонение дуги возрастает по мере возрастания силы тока. Это усложняет точное направление дуги на стык, поэтому при сварке на постоянном токе большой величины более 300 А гокоподвод целесообразно размещать симметрично дуге (рис. 2.6, б). При ручной сварке электрод обычно отклоняют в сторону, противоположную отклонению дуги.
Рис. 2.6. Влияние токоподвода на отклонение дуги: а — несимметричное подключение обратного провода; б — симметричное
Рис. 2.7. Использование компенсацион пых магнитов при сварке труб
«Магнитное дутье» существенно усложняет процесс сварки сталей, обладающих повышенной остаточной индукцией (например, теплоустойчивых), а также крупногабаритных конструкций, которые могут быть намагничены магнитным полем Земли. Наиболее часто это происходит при сварке трубопроводов или разнородных сталей, обладающих различными магнитными свойствами. В этом случае применяются различные размагничивающие устройства и компенсационные магниты (рис. 2.7). Контроль магнитного поля осуществляется специальными индикаторами «магнитного дутья», например марки «Дельта».
Следует отметить, что воздействием магнитного поля на дугу можно получить и положительный эффект. Управление дугой с помощью магнитного поля используется в некоторых способах сварки (например, сварка труб дугой, вращающейся в магнитном поле).
Источник
Пользователь сказал cпасибо:
Всех форумчан от души поздравляю с праздником ВЕЛИКОЙ ПОБЕДЫ над фашизмом.
| Специальное предложение для участников форума — скидка на оборудование Джасик! Для того, чтобы получить скидку звони по одному из номеров: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66 и скажи кодовое слово: «сварочный форум». Такое бывает только раз в жизни! |
Отправлено 18 Июль 2014 13:51
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Сообщение отредактировал di4: 18 Июль 2014 13:52
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски; швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей; очень важно, чтобы в одной точке не было пересечений более чем трех швов; перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров; понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции; при выполнении длинных швов применять обратноступенчатый способ на проход; использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева; накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации; подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Магнитное дутье при сварке и способы его устранения
При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом “магнитного дутья”.
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.
Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.






Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 – 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м – проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
11.3.3 Размагничивание источниками сварочного тока | Югорский учебный центр
11.3.3.1
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности:
— провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
— определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
— установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
— измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
— установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
— выполнить демонтаж размагничивающих обмоток (соленоида).
1
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока; 4 — металлическая пластина; 5 — разъемный контакт
Рисунок 11.13 — Схема монтажа оборудования для размагничивания труб импульсным методом
11.3.3.2
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, — от 7 до 11, трубы с меньшей величиной магнитного поля — от 3 до 5 витков;
— подключить сварочный кабель к источнику постоянного тока;
— включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
— если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
— если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
1
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока
Рисунок 11.14 — Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
11.3.3.3
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.



www.centr-ugra.ru
Магнитное дутье при сварке способы устранения
Корзина
Во время проведения сварочных работ, особенно при ремонте трубопроводов, как правило, наблюдается эффект «магнитного дутья». «Магнитное дутье» — это эффект, возникающий при сварке намагниченных труб. От действия магнитного поля затрудняется поджиг дуги, нарушается стабильность ее горения, происходит отклонение ее на одну из свариваемых кромок, что приводит к выбросу металла из сварочной ванны.
В последнее время внутритрубная диагностика магнитными зондами стала чрезвычайно популярна, а это, как, впрочем, и магнитопорошковая дефектоскопия, служит причиной образования магнитных полей в трубах. Нахождения же труб вблизи линии электропередач, а так же электрохимзащита труб ведут к появлению эффекта намагниченности.
В отечественной промышленности выпускают специальные устройства для размагничивания трубопроводов. Например: установка АУРА или прибор ЛАБС. Но они дороги и требуют специально обученного персонала для выполнения этих работ, а это уже является недостатком, как, впрочем, и громоздкость этих устройств, необходимость во внешнем источнике питания, что в совокупности с уже вышеперечисленными недостатками создает острую необходимость в более совершенной и универсальной системе для борьбы с намагниченностью труб. Именно такой системой является комплект магнитных компенсаторов МС-1. Использование этого комплекта возможно в любых климатических зонах на стальных трубопроводах, на любых толщинах металла, при сварке труб. Допускается его использование при сварке труб с диаметром от 100 мм, верхний предел не ограничен.
Принцип работы МС-1 заключается в создании встречного магнитного потока, компенсирующего остаточную намагниченность изделия. Комплект компенсаторов состоит из двух П-образных элементов, которые представляют собой стальной магнитопровод с врощенными в него магнитами высокой мощности, помещенный в защитную оболочку, что защищает магнит от коррозии и механических разрушений, а так же от высоких температур. Устанавливают магнит таким образом, что он является мостом между трубами. Размеры магнита подобраны таким образом, чтобы он не мешал установленному на трубу наружному центратору. При установке магнита МС-1 на трубу его направленный магнитный поток компенсирует магнитное поле трубы на участке 200-400 мм вдоль стыка в оба направления. Размеры рабочей зоны МС-1 зависят от степени намагниченности трубы. Комплект магнитных компенсаторов МС-1 не потребляет электроэнергию, и не требует источников питания. Порядок постановки прихваток при использовании МС-1 не отличается от обычного способа, принятого на предприятии. Исходя из того что трубы имеют неравномерную намагниченность по длине стыка, необходимость установки МС-1 определяется самим сварщиком в процессе постановки прихваток. Намагниченность можно определить по появлению «магнитного дутья» или используя магнитометр (поставляется по желанию заказчика) любого типа, или просто приложив отрезок проволоки диаметром 3-4 мм и длиной 20-30 мм (огарок электрода) на кромку стыка в месте будущей прихватки. Если проволока (огарок электрода) примагнитится к трубе, то остаточная намагниченность присутствует. Обычно после установки прихваток явление «магнитного дутья» исчезает, но при сильной намагниченности трубы выполнение корневого прохода и заполнения возможно с применением МС-1.
источник
ЛАБС-7К блок управления размагничиванием и компенсации магнитного поля трубопроводов.
 ТУ — 3415 — 001 — 58895390 – 20
ТУ — 3415 — 001 — 58895390 – 20
Известный факт, что намагниченность труб и трубопроводов создает большие трудности при строительстве и ремонте, где используется сварка на постоянном токе. Сегодня размагничивание производится в “ручную” — дедовским способом, либо морально-устаревшим оборудованием требующим высокой квалификации персонала. В связи с такими часто встречающимися факторами как: анамально-высокие уровни намагниченности, неравномерная намагниченность стыка, обратное «натекание» магнитного поля и пр., использование вышеперечисленных способов не позволяет эффективно произвести размагничивание. Всё это вновь влечет за собой “магнитное дутье” шва и в последствии уменьшение срока эксплуатации участков трубопровода и увеличение локальных ремонтов.
ЛАБС-7К (базовая модель) позволяет осуществлять размагничивание труб и компенсацию магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Блок ЛАБС-7К предназначен в основном для компенсации магнитного поля в зоне сварки, что является наиболее эффективным методом при монтаже намагниченных труб и элементов трубопроводов. В комплектацию к этому устройству по желанию заказчика может быть добавлен дополнительный контур для увеличения мощности, а также система локализации магнитного поля ЛАБС-7ЭМ. ЛАБС-7К идеально подходит для небольших строительно-монтажных организаций. Назначение прибора ЛАБС-7К.
Размагничивание трубы и компенсация магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Прибор является новейшей разработкой в этой области, современная импортная элементная база и использование высоких технологий позволили нам в десятки раз уменьшить вес и габариты прибора, а также увеличить надежность и удобство эксплуатации. Комплект поставки блока управления размагничиванием ЛАБС-7К состоит: блок ЛАБС-7К, универсальная катушка компенсатора, магнитометр, комплект чехлов и аксессуаров а также подробные инструкции по эксплуатации.
Основные параметры:
— Входное напряжение 220В/50Гц — Выходной ток — до 100А. — Выходное действующее напряжение не более 110В — Время процесса размагничивания в автоматическом режиме 1-10 сек. — Время работы в режиме компенсации магнитного поля — неограниченно. — Прибор рассчитан на эксплуатацию при температуре от –40С до +40С, влажности не более 98%.
Область применения
Монтажные и ремонтные работы на магистральных трубопроводах. Размагничивание труб на базах хранения (подготовка к монтажу).
Преимущества ЛАБC-7К
Удобство и простота в эксплуатации не требуется специально подготовленного, квалифицированного персонала. В связи с автоматизированным процессом размагничивания, из органов управления только: переключатель полярности и регулятор мощности. Размагничивание может производиться как в момент сварки (для данного блока — рекомендуется производителем), так и в режиме “свободных концов”. Время работы в режиме компенсации магнитного поля не ограниченно. Время монтажа (демонтажа) не более 3 минут.





