

Введение
При производстве ювелирных изделий в прошлом часто игнорировался металлургический аспект процесса их изготовления, а повышенное внимания ремесленников было сосредоточено на эстетических и стилистических аспектах их творений. Это выражалось в эмпирическом подходе и ориентации на минимизацию затрат при подготовке отливок, вместо сознательного подхода ко всем этим проблемам, связанным с процессом литья и их возможным решениям. Стоит напомнить, что большая часть дефектов на самом деле связана с неправильным планированием системы питания, которую используют, чтобы сохранить ресурсы, вместо получения бездефектных отливок.
Введение
При производстве ювелирных изделий в прошлом часто игнорировался металлургический аспект процесса их изготовления, а повышенное внимания ремесленников было сосредоточено на эстетических и стилистических аспектах их творений. Это выражалось в эмпирическом подходе и ориентации на минимизацию затрат при подготовке отливок, вместо сознательного подхода ко всем этим проблемам, связанным с процессом литья и их возможным решениям. Стоит напомнить, что большая часть дефектов на самом деле связана с неправильным планированием системы питания, которую используют, чтобы сохранить ресурсы, вместо получения бездефектных отливок.
Основные элементы
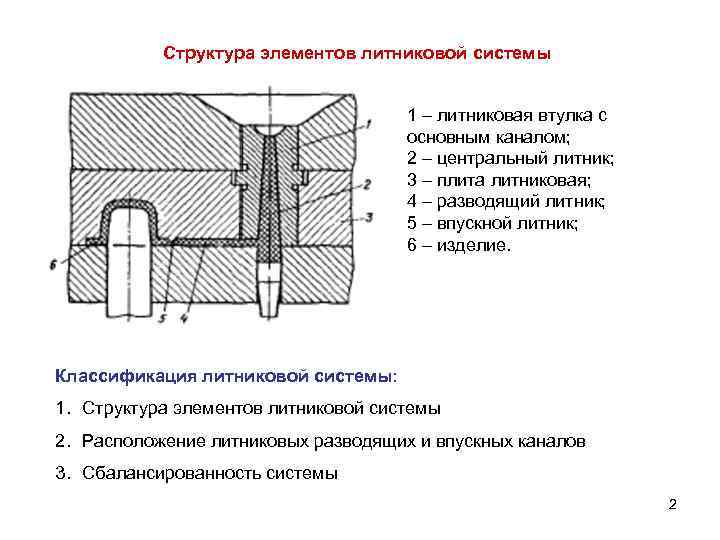
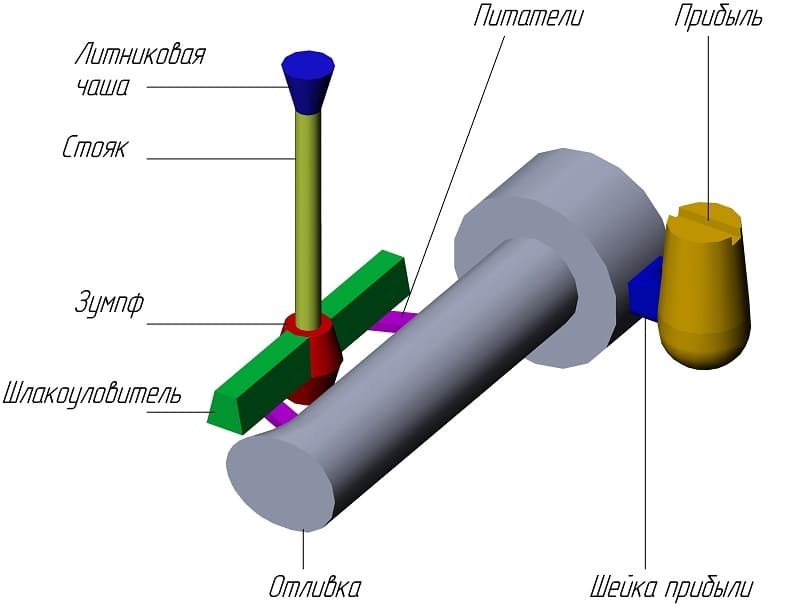
Литниковая система представляет собой сложную конструкцию с несколькими элементами. Каждая деталь выполняет свою роль и убрать ее невозможно.
К элементам литниковой системы относятся:
- наружный конус;
- вертикальный конический стояк;
- питатель;
- литник.
Жидкий металл попадает с ковша в чашу – конусообразную перевернутую воронку. В широкую наружную часть конуса попасть струей жидкого металла проще, чем в узкий канал. Одновременно воздух, сопровождающий струю, выдавливается вверх и внутрь не попадает. Литниковая чаша применяется во всех конструкциях заливных систем. Размер конуса выбирается по размерам отливки, ее весу. Наружным конусом регулируется скорость движения расплава по литниковой системе и время заливки.
Тяжелая жидкость устремляется вниз по узкому стояку, уменьшая скорость движения. Независимо от направления конуса, сечение стояка значительно меньше, чем воронки.
Под стояком имеется небольшое конусное расширение и углубление – зумпф, предотвращающий разбрызгивание. В нем собирается жидкий металл и гасит энергию струи по аналогии водоема под водопадом. Если струя будет падать на твердую поверхность формы, то она ее разобьет. Мелкие брызги быстро застынут, образовав раковины и несплошности в общей массе материала.
С зумпфа жидкость течет снизу вверх, перетекая в литниковый ход и подталкивая шлаки к всплытию. Это позволяет сократить длину ходов, рационально использовать металл.
Литниковые хода всегда делаются в плоскости разъема. Они имеют трапецеидальное сечение и делят общий поток на несколько, распределяя его по питателям равномерно, по всей длине.
В ЛПС питатели последние из ее элементов. Они распределены по всей площади разъема и равномерно заполняют пустоту будущей отливки.
Кроме питательной системы в верней части детали устанавливаются: прибыль и выпор. Первая служит для скопления шлака и подпитки усадки. При охлаждении деталь уменьшается в размерах, проседает, и металл с прибыли восполняет уровень. Количество прибылей зависит от конфигурации и площади отливки. Например, заливается маховик. Его ось располагают вертикально. Над ступицей устанавливают одну прибыль, если деталь до 0,5 тонны. При больших размерах конусы для шлака делаются и по ободу.
Через расположенный в верхней части формы выпор наружу выходят газы, которые все же попали внутрь формы и поднялись вверх. Допускается совмещать выпор с центральной прибылью.
После полного охлаждения, деталь выбивают из формы, и производится обрубка – автогеном или отбойным молотком обрезаются все питатели и прибыля. Длина оставшегося участка зависит от марки стали. У высоколегированных сталей он составляет 80–150 мм и окончательно удаляется механообработкой после отжига. Высоколегированные стали и чугун отжигаются вместе с литниковой системой или только прибылями, только после этого производится обрубка. Термообработка делается сразу, после извлечения отливки из смеси, для снятия напряжений и уменьшения твердости.
Методы расчета литниковой системы основаны на быстроте полного заполнения формы. Они определяют в первую очередь сечение питателей, их количество. В основе расчетов гидравлические формулы и высота стояков, создающих давление. Для чугуна и сталей разных сортов соотношение площадей питателей, прибылей и стояков разная, основана на жидкотекучести материала, толщины стенок. Кроме этого в формулу вводят поправочный коэффициент, значение которого зависит от веса отливки.
Примечания
- ↑
- ↑
- ↑
- Пройдаков, Э. М. Теплицкий, Л. А. Англо-русский толковый словарь терминов и сокращений по ВТ, Интернету и программированию. — М.: Русская Редакция, 2004. — ISBN 5-750-20195-3. (Словарь поставляется в электронной версии с ABBYY Lingvo x3 для ПК)
- Масловский, Е. К. Англо-русский словарь по вычислительной технике и программированию (The English-Russian Dictionary of Computer Science). — ABBYY Ltd, 2008.. (Словарь поставляется в электронной версии с ABBYY Lingvo x3 для ПК и доступен на сайте )
- Воскобойников, Б. С., Митрович, В. Л. Англо-русский словарь по машиностроению и автоматизации производства. — М.: РУССО, 2003. — 1008 с. — ISBN 5-887-21228-4.. (Словарь поставляется в электронной версии с ABBYY Lingvo x3 для ПК)
- Лисовский, Ф. В. Новый англо-русский словарь по радиоэлектронике. — М.: РУССО, 2005. — 1392 с. — ISBN 5-887-21289-6.. (Словарь поставляется в электронной версии с ABBYY Lingvo x3 для ПК)
- Малюх В. Н. Введение в современные САПР: Курс лекций. — М.: ДМК Пресс, 2010. — 192 с. — ISBN 978-5-94074-551-8.
- Норенков И. П. Основы автоматизированного проектирования: учеб. для вузов. — 4-е изд., перераб. и доп. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2009. — 430 с. — ISBN 978-5-7038-3275-2.
Проектирование литниково-питающей системы
Для изготовления отливки требуется разработать способ подведения металла к заготовке. Это не всегда стандартный процесс: в каждом случае нужно учитывать особенности литейной технологии и конфигурацию отливки.

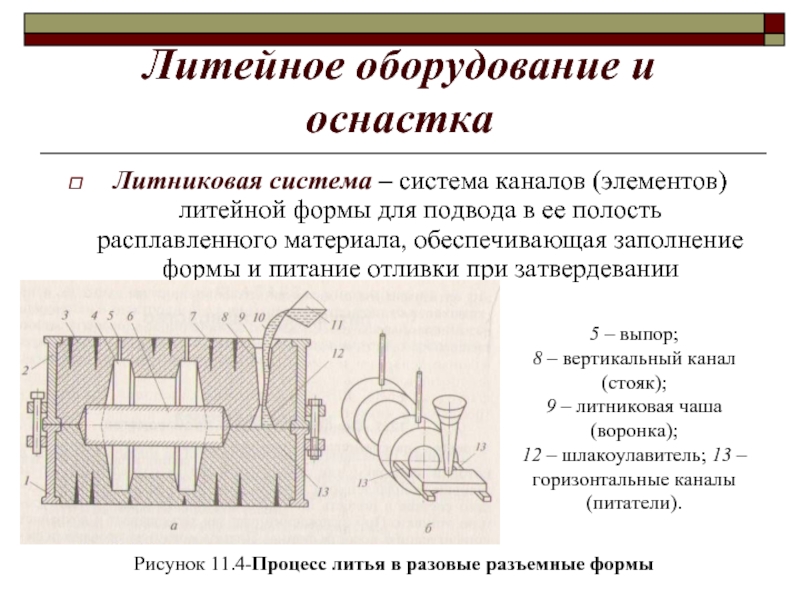
Литниково-питающая система (ЛПС) представляет собой систему каналов для плавного подведения расплава в полость литейной формы и питания отливки в процессе затвердевания. Выбор и конструирование ЛПС обеспечивающей получение качественной отливки, является наиболее ответственным этапом разработки литейной технологии. ЛПС включает в себя систему каналов подвода металла, питающие элементы, захолаживающие элементы, а также систему газоотвода формы.
Чем подробнее проектировщик проработает литниковую систему, тем меньше будет проблем в ходе дальнейшего изготовления отливок. Инженеры Алюмлит ведут разработку ЛПС в среде SolidWorks. Это существенно более трудоемкий способ, чем нанесение линий на чертеж детали цветным карандашом. Дело в том, что инженер-технолог отвечает за получение годного литья. Он не может все свалить на модельщика или рабочих, которые по чертежу реализуют его замысел. Спроектированная в 3D литниковая система затем изготавливается на станке с ЧПУ вместе с остальным модельным комплектом, поэтому приходится сразу учитывать массу факторов, влияющих на получение годного литья.
Существенно усложняет проектирование наличие зон рентген-контроля. Как правило, отливки с обязательными требованиями по рентген-контролю и так достаточно сложные. К стандартной ЛПС добавляются литейные приспособления, обеспечивающие направленное застывание расплава.

Для получения наиболее точного результата производится расчет технологии заливки в системе компьютерного моделировании. Такой расчет позволяет прогнозировать возможность возникновения усадочных дефектов
Расчет показывает потенциальные проблемы в литье и служит хорошим ориентиром – на что обратить внимание. По результатам моделирования часто усложняется проект: добавляются или убираются припуски, переносятся литники, появляются захолаживающие или разогревающие отливку элементы
Для особо сложных отливок проектирование литниковой системы может занять несколько месяцев
Так было с отливкой «корпус насоса»: было спроектировано и проанализировано 3 различных варианта литниково-питающей системы с использованием захолаживающих и разогревающих элементов. Расчеты показывали непролив (когда металл застывает раньше, чем заполняет форму полностью). Только четвертый вариант прошел проверку и на его основе была спроектирована окончательная версия литниково-питающей системы



Для особо сложных отливок проектирование литниковой системы может занять несколько месяцев. Так было с отливкой «корпус насоса»: было спроектировано и проанализировано 3 различных варианта литниково-питающей системы с использованием захолаживающих и разогревающих элементов. Расчеты показывали непролив (когда металл застывает раньше, чем заполняет форму полностью). Только четвертый вариант прошел проверку и на его основе была спроектирована окончательная версия литниково-питающей системы.

В ходе проектирования отливка «переворачивается» в литейной форме, меняются точки подвода металла, размеры и конфигурация элементов литниково-питающей системы. Литье – не конечный этап производства, в большинстве случаев отливка обрабатывается на станках. Это накладывает ряд ограничений на размещение литников: предпочтительно чтобы они не попадали на свободные от обработки поверхности и не усложняли процесс механической обработки. Задача технолога – найти разумный компромисс между качеством литья и снижением объема обработки.
В итоге проводится проверка разработанной ЛПС в программном комплексе ПолигонСофт, где также моделируется заливка и затвердевание отливки.
Чтобы уточнить возможность изготовления отливок, звоните +7
Автоматизированные информационные системы
Автоматизированная информационная система – это комплекс аппаратных и программных средств, необходимых для реализации функций хранения данных и управления ими, а также для вычислительных операций.
Выделяют наиболее важные принципы автоматизации процессов:
- надежность;
- окупаемость;
- гибкость;
- безопасность;
- соответствие стандартам;
- дружественность.
Классификация автоматизированных информационных систем имеет следующую структуру:
- Система, охватывающая один процесс в организации.
- Осуществляется несколько процессов с организации.
- Нормальная работа одного процесса сразу в нескольких взаимосвязанных организациях.
- Система, организующая функционирование нескольких процессов в нескольких взаимосвязанных системах.
Основные элементы
Литниковая система представляет собой сложную конструкцию с несколькими элементами. Каждая деталь выполняет свою роль и убрать ее невозможно.
К элементам литниковой системы относятся:
- наружный конус;
- вертикальный конический стояк;
- питатель;
- литник.
Жидкий металл попадает с ковша в чашу – конусообразную перевернутую воронку. В широкую наружную часть конуса попасть струей жидкого металла проще, чем в узкий канал. Одновременно воздух, сопровождающий струю, выдавливается вверх и внутрь не попадает. Литниковая чаша применяется во всех конструкциях заливных систем. Размер конуса выбирается по размерам отливки, ее весу. Наружным конусом регулируется скорость движения расплава по литниковой системе и время заливки.
Тяжелая жидкость устремляется вниз по узкому стояку, уменьшая скорость движения. Независимо от направления конуса, сечение стояка значительно меньше, чем воронки.
Под стояком имеется небольшое конусное расширение и углубление – зумпф, предотвращающий разбрызгивание. В нем собирается жидкий металл и гасит энергию струи по аналогии водоема под водопадом. Если струя будет падать на твердую поверхность формы, то она ее разобьет. Мелкие брызги быстро застынут, образовав раковины и несплошности в общей массе материала.
С зумпфа жидкость течет снизу вверх, перетекая в литниковый ход и подталкивая шлаки к всплытию. Это позволяет сократить длину ходов, рационально использовать металл.
Литниковые хода всегда делаются в плоскости разъема. Они имеют трапецеидальное сечение и делят общий поток на несколько, распределяя его по питателям равномерно, по всей длине.
В ЛПС питатели последние из ее элементов. Они распределены по всей площади разъема и равномерно заполняют пустоту будущей отливки.
Кроме питательной системы в верней части детали устанавливаются: прибыль и выпор. Первая служит для скопления шлака и подпитки усадки. При охлаждении деталь уменьшается в размерах, проседает, и металл с прибыли восполняет уровень. Количество прибылей зависит от конфигурации и площади отливки. Например, заливается маховик. Его ось располагают вертикально. Над ступицей устанавливают одну прибыль, если деталь до 0,5 тонны. При больших размерах конусы для шлака делаются и по ободу.
Через расположенный в верхней части формы выпор наружу выходят газы, которые все же попали внутрь формы и поднялись вверх. Допускается совмещать выпор с центральной прибылью.
После полного охлаждения, деталь выбивают из формы, и производится обрубка – автогеном или отбойным молотком обрезаются все питатели и прибыля. Длина оставшегося участка зависит от марки стали. У высоколегированных сталей он составляет 80–150 мм и окончательно удаляется механообработкой после отжига. Высоколегированные стали и чугун отжигаются вместе с литниковой системой или только прибылями, только после этого производится обрубка. Термообработка делается сразу, после извлечения отливки из смеси, для снятия напряжений и уменьшения твердости.
Методы расчета литниковой системы основаны на быстроте полного заполнения формы. Они определяют в первую очередь сечение питателей, их количество. В основе расчетов гидравлические формулы и высота стояков, создающих давление. Для чугуна и сталей разных сортов соотношение площадей питателей, прибылей и стояков разная, основана на жидкотекучести материала, толщины стенок. Кроме этого в формулу вводят поправочный коэффициент, значение которого зависит от веса отливки.
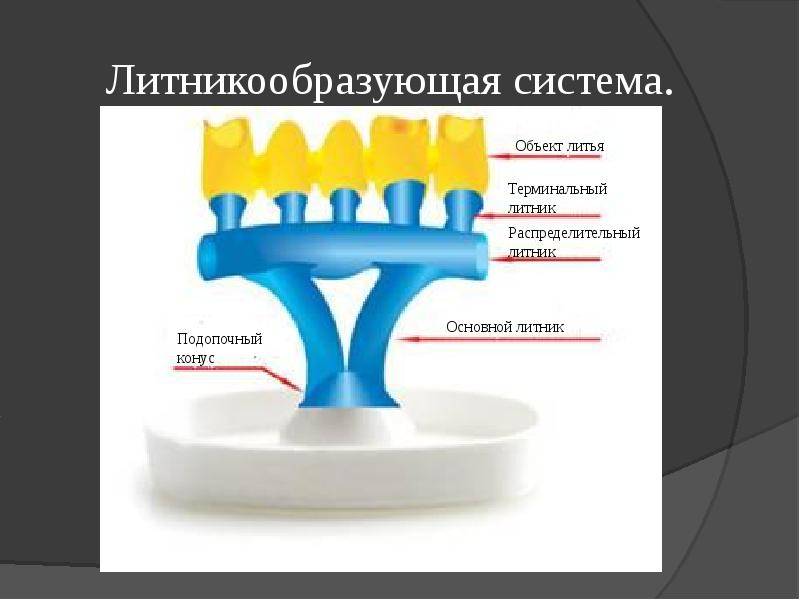
Непосредственное питание объектов литья.
Непосредственным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь прикрепляется литниковым каналом непосредственно к заливочной воронке. Этот тип литейной системы применяют при литье отдельных объектов — одиночных коронок, промежуточных элементов. При этом диаметр литниковых каналов определяется в зависимости от исходной толщины стенок отливаемой детали и должен не менее чем в 2 раза её превышать. Однако, в любом случае, при работе на вакуумной литейной установке (плавка и литьё в вакууме с последующим прессованием) диаметр литникового канала должен быть не менее 3,5мм и идти к отливке без изменения диаметра. Если в собранной форме размещается несколько объектов с отдельным питанием, следует обеспечить одинаковый тепловой режим для каждой отливаемой детали. Все объекты литья должны быть расположены на расстоянии 5 мм от дна опоки и 5 мм от наружной стенки формы. Расстояние между объектами литья должно быть около 10 мм. Литниковые каналы необходимо формировать таким образом, чтобы они расходились к объектам литья в тепловом центре опоки.

Материаловед
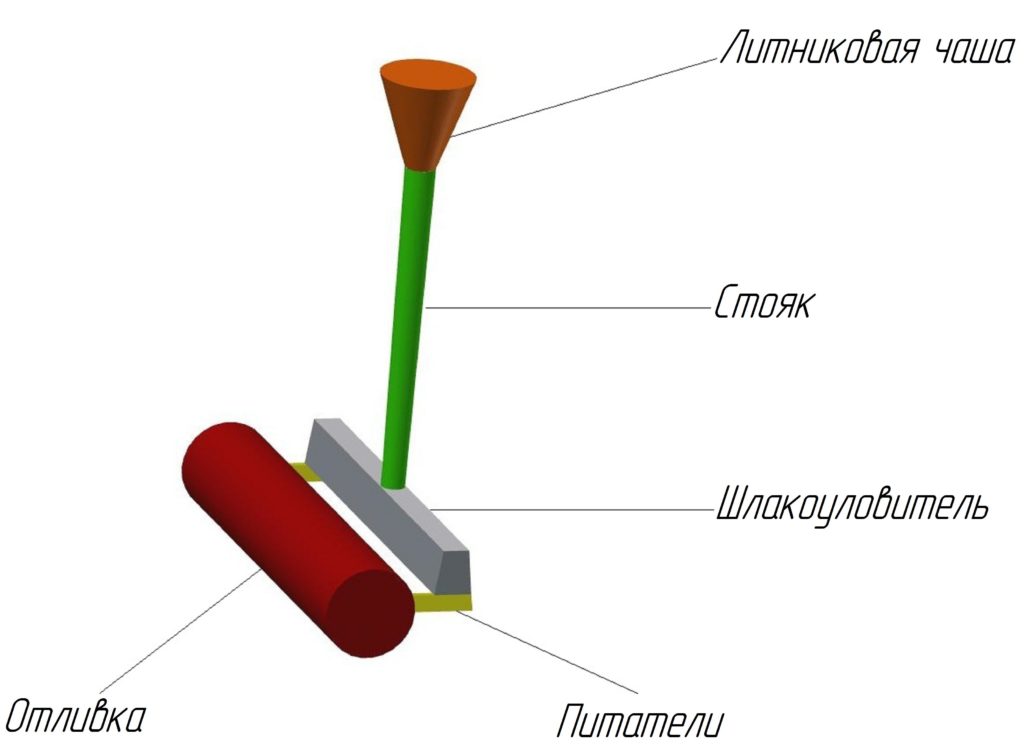
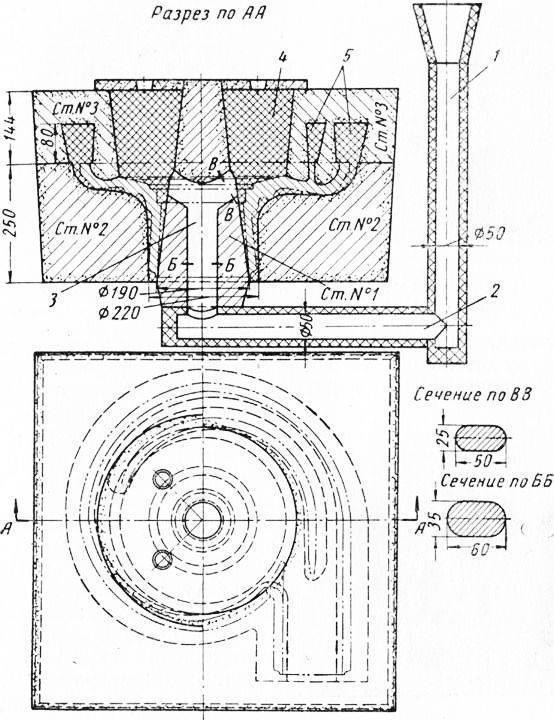
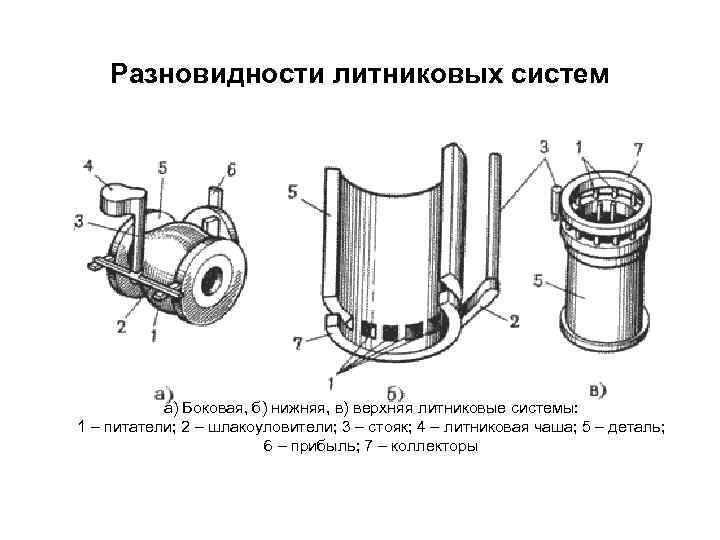
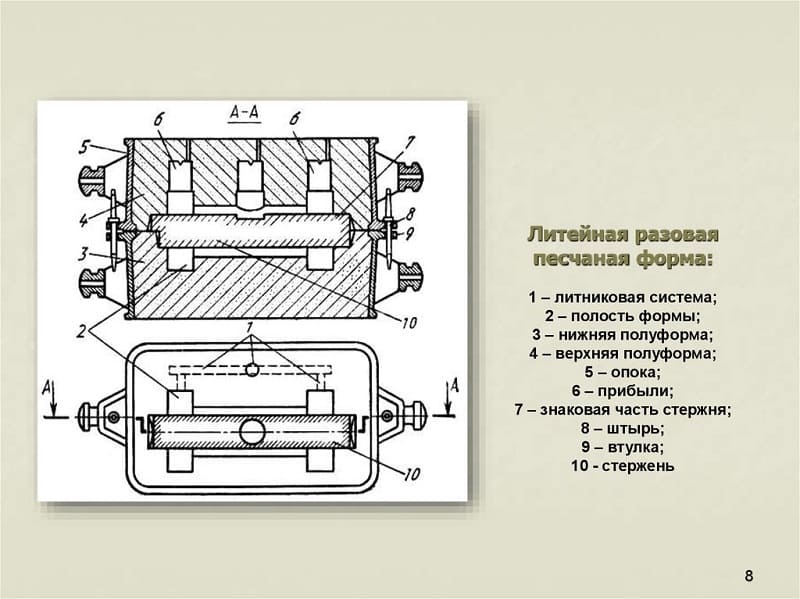
Литниковая система – это совокупность каналов, через которые расплавленный металл попадает в полость формы. Она должна обеспечить правильное распределение металла в полости формы, не допустив проникновения инородных тел (шлака, огнеупора), разрушения формы, а также завихрения и разбрызгивания металла. Литниковая система, кроме того, должна способствовать созданию такого теплового режима в форме и отливке, при котором в процессе затвердевания и охлаждения металла не развивались бы дефекты усадочного происхождения. Литниковая система состоит из следующих основных элементов (рис. 3.11): литниковая чаша (воронка), стояк, распределительный канал (шлакоуловитель), литники (питатели).
Рис. 3.11. Литниковая система: 1 – литниковая чаша; 2 – стояк; 3 – распределительный канал; 4 – литники



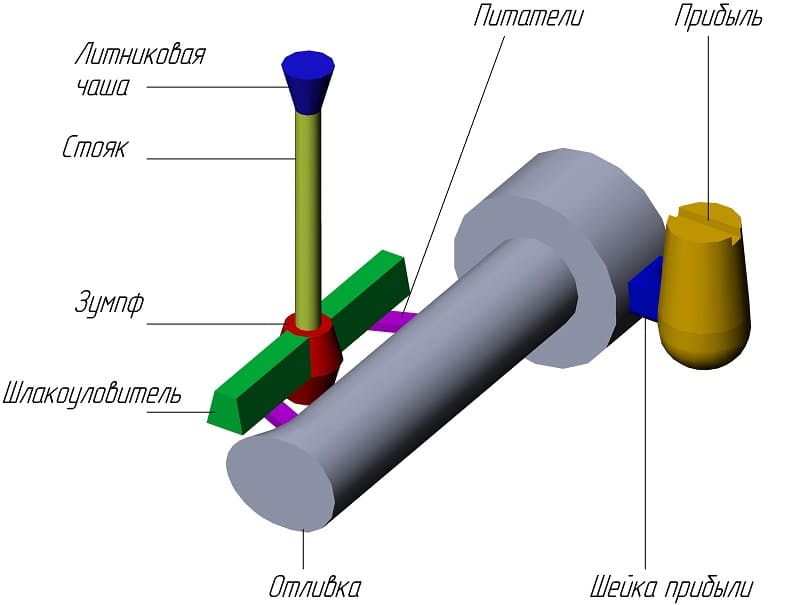

Литниковая чаша
направляет металл, заливаемый из ковша, в литниковую систему, гасит энергию струи, поддерживает постоянный уровень металла при заполнении формы и задерживает посторонние включения (оксиды, шлак, песок), принесенные потоком металла из заливочного ковша. Литниковые чаши применяют при литье чугуна и цветных металлов, заливаемых из поворотных ковшей. При литье стали, заливаемой из стопорного ковша, применяются литниковые воронки. В воронках не отделяется шлак, но металл охлаждается меньше.Стояк предназначен для подвода металла из литниковой чаши или воронки в нижние части формы. В основании стояка имеется чашечка–зумпф, гасящая удар струи и препятствующая размыванию формы. Вертикальный стояк, как правило, соединяется с горизонтальным каналом, назначение которого – подвести металл к различным местам отливки. Этот канал называютраспределительнымканалом или литниковым ходом, при литье чугуна этот же канал может называться шлакоуловителем, а при литье цветных металлов – коллектором.Литники (питатели) – это последний элемент литниковой системы. Они предназначены для подвода металла непосредственно в полость формы.
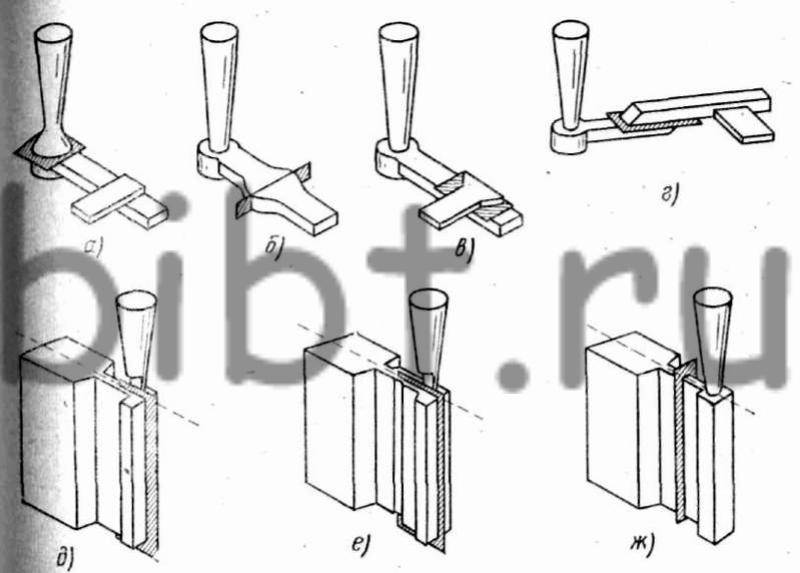
Различают несколько характерных способов подвода литников.
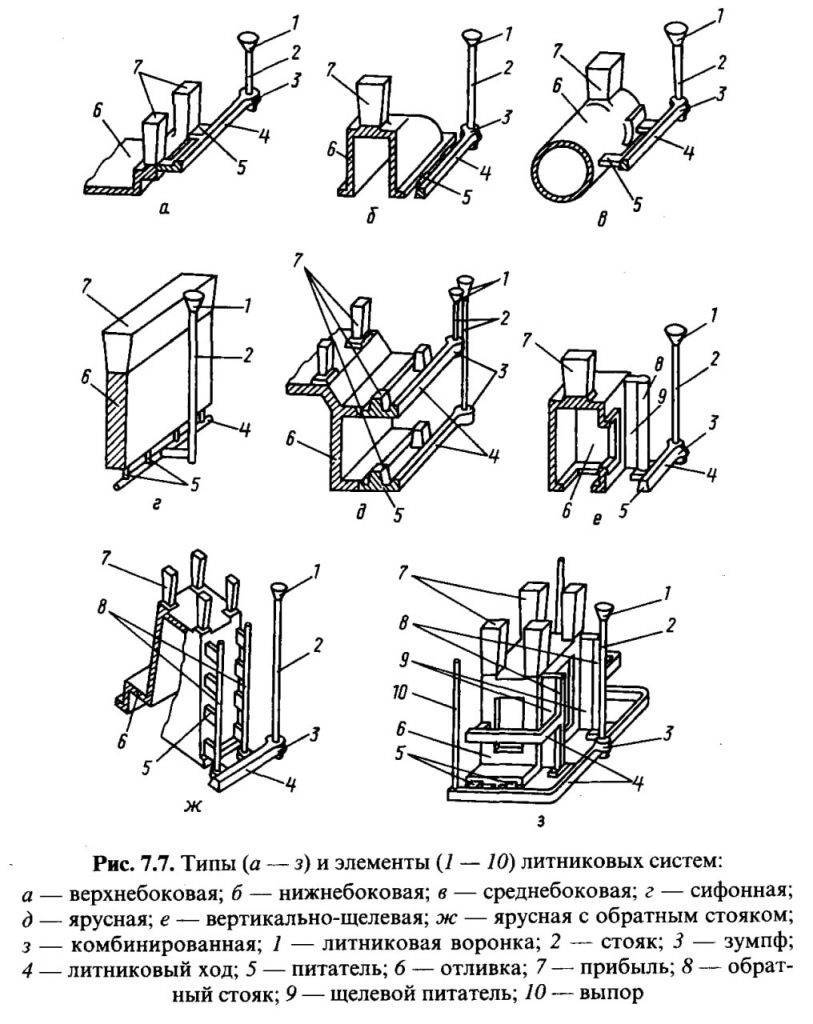
При сифонной заливке
литники подводят к нижней части отливки (рис. 3.12, а). Сифонная заливка обеспечивает спокойное заполнение полости формы без разбрызгивания. Однако пока расплав достигает верхней части формы, он успевает остыть, что ухудшает питание отливки из прибылей и может привести к появлению раковин в отливке.
При заливке сверху
через литник, подведенный к верхней части отливки (рис. 3.12, б), форма заполняется в направлении, противоположном направлению выхода газов, вследствие чего часть газов может попасть в отливку. Кроме того, расплав, падая на дно формы, разбрызгивается, сильнее окисляется и может размыть форму в местах падения. Преимуществом заливки сверху является поступление самого горячего металла в верхнюю часть отливки и в прибыль.
При заливке в середину
отливки литники подводят к середине отливки, на уровне ½ ее высоты (рис. 3.12, в). В этом случае нижняя часть заполняется, как при заливке сверху, а верхняя, как при заливке снизу.
Практикуется и заполнение литейной формы через несколько литников. Например, используется расширяющаяся ступенчатая литниковая система (рис. 3.12, г), суммарная площадь поперечного сечения литников которой больше площади поперечного сечения стояка, благодаря чему жидкий металл, поднявшись до среднего уровня, вновь поступает в стояк. Возникает циркуляция, показанная стрелками.
Обратное движение имеет место, если ступенчатая система сужающаяся (рис. 3.12, д).
Ступенчатая литниковая система может быть разделена на несколько отдельных стояков (рис. 3.12, е), заполнение которых происходит в соответствующем порядке.
Сифонная заливка металла через ступенчатую литниковую систему (рис. 3.12, ж) обеспечивает благоприятное распределение температуры в отливке.
Рис. 3.12. Подвод металла к отливке: а – сифонная заливка; б – заливка сверху; в – заливка в середину отливки; г – ступенчатая расширяющаяся литниковая система; д – ступенчатая сужающаяся литниковая система; е – заливка через несколько самостоятельных литников; ж – сифонная ступенчатая литниковая система
Заливка металла в литейную форму
После того, как металл, например, литейный алюминиевый сплав, расплавлен и нагрет до температуры заливки, он готов для подачи его в литейную форму. Ключевым вопросом производства металлических отливок высокого качества является проектирование хорошей литниковой системы
Это еще более важно, если литье производится гравитационным методом, а не литьем с помощью давления, низкого или высокого
Заливку расплавленного металла в литейную форму нужно выполнять осторожно и аккуратно. В противном случае в полученной после затвердевания отливке будут различные литейные дефекты, причиной которых было именно неправильная заливка расплавленного металла:
- слишком быстрый поток жидкого металла может причинить повреждения литейной форме,
- сильно турбулентный поток может захватывать воздух и различные посторонние включения, а
- слишком медленное заполнение литейной формы может привести к образованию холодных пробок.
Как пользоваться плоскогубцами
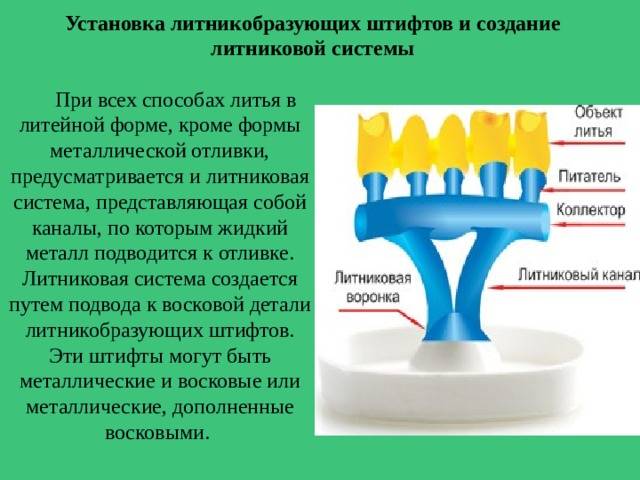
Моделирование каркаса и установка литниковой системы
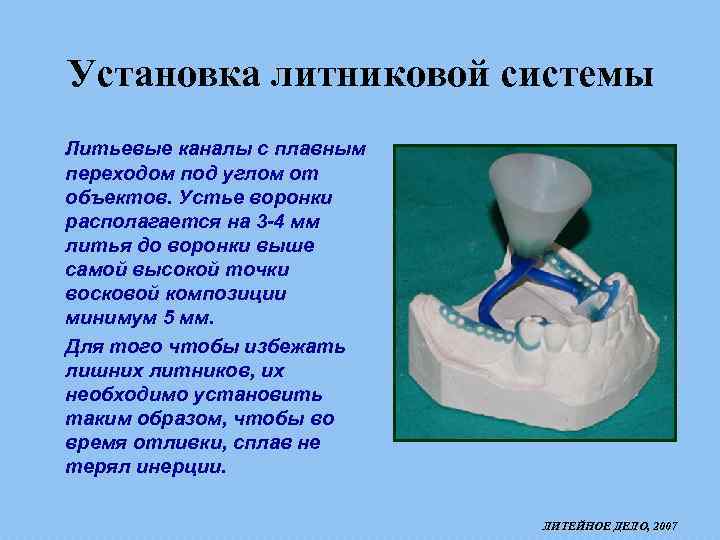
На подготовленную таким образом огнеупорную модель наносят рисунок каркаса, ориентируясь на рисунок на рабочей гипсовой модели, а по насечкам определяют нижние границы ретенционной части. Затем по известной методике моделируют восковую композицию протеза. Литниковую систему создают из восковых дугообразно изогнутых заготовок, подводимых к наиболее толстым участкам. Литникобразующие штифты сводят к имеющемуся в модели отверстию, образованному при ее отливке стандартным конусом.
Затем следуют процесс нанесения на каркас облицовочного слоя литейной формы, формовка модели, литье и отделка каркаса.
Без огнеупорной модели.
Каркас по рисунку модели формируется на рабочей модели
Затем к каркасу устанавливают литникообразующие штифты, за которые вся конструкция осторожно снимается с модели и отдается в литье.Моделирование воскового каркаса дугового (бюгельного) протеза. Расположение литниковой системы
Моделировку каркаса бюгельного протеза осуществляют стандартными восковыми заготовками из эластичной силиконовой матрицы
Отдельные элементы подбирают соответственно размерам зубов и виду кламмера, величине дефекта зубного ряда
Моделировку каркаса бюгельного протеза осуществляют стандартными восковыми заготовками из эластичной силиконовой матрицы. Отдельные элементы подбирают соответственно размерам зубов и виду кламмера, величине дефекта зубного ряда.




Изготовление восковой композиции каркаса начинают с размещения восковых заготовок для фиксации базиса, ориентируясь по рисунку на модели. Так как восковая заготовка фиксирующей части имеет часть дуги каркаса, то ее прижимают к модели, предварительно размягчив, по чертежу дуги. Недостающую часть ее восполняют профильными полосками воска. После этого линии стыка соединяют воском того же состава и проверяют плотность прилегания воска к модели.
Затем приступают к созданию кламмерной системы, предварительно нанеся на зубы гонкий слой вазелинового масла. Восковую заготовку кламмера, подобранную соответственно размеру коронки, вначале прижимают к боковой поверхности зуба телом кламмера, затем окклюзион-ной накладкой. Плечи кламмера Аккера располагают таким образом, чтобы стабилизирующая часть разместилась над линией экватора, а концевая треть (рстенционная часть) — под этой линией, соответственно начерченной штифтом-измерителем бороздке. При этом следят, чтобы переход от стабилизирующей части к ретенционной был плавным по ширине и толщине, постепенно уменьшаясь к концу плеча. После этого якорную часть кламмера пригибаютк каркасу и присоединяют к нему дополнительной порцией воска.
Замещающую часть бюгельного протеза можно выполнить в виде фасеток.
Тогда ее моделируют по правилам, принятым для мостовидных протезов и соединяют с дугой.
Установка литниковой системы См. вопрос 7 раздел 5
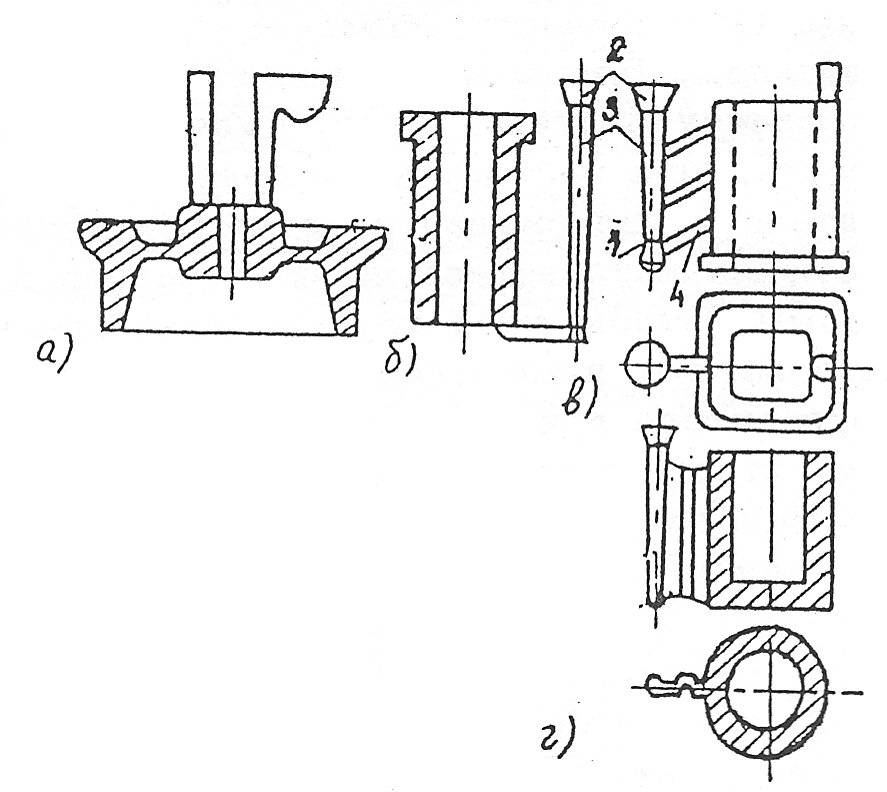
При получении большой детали (цельнолитой мостовидный или бюгельный протез) устанавливают один центральный литьевой канал, который затем разъединяется на более мелкие, подводимые к объемным деталям протеза.
Если отливают деталь сложной конфигурации разной толщины по протяженности (каркасы бюгельных протезов), то восковые литникобразующие штифты устанавливают не прямые, а несколько изогнутые. Такое расположение литников препятствует деформации отливаемой детали при затвердевании металла и охлаждении кюветы.
Рис. 25. Взаимоотношения литникобразующих штифтов с восковой композицией, разной по толщине и значительной по протяженности
Ответы на экзаменационные вопросы





