

Эксплуатация
Особенности эксплуатации станков для лазерной резки по металлу:
необходимо выполнить заземление оборудования;
при работе включить водяное охлаждение;
для повышения точности обработки металлических поверхностей, необходимо выполнять юстировку оптики;
запрещено резать детали, не соответствующие заявленным производителем требованиям по эксплуатации;
для стабильной работы электроники нужно обеспечить качественное электропитание;
важно регулярно проводить техосмотры, заменять изношенные детали, расходные материалы;
направляющие нуждаются в качественной периодической смазке;
поддерживать оборудование в чистоте.
Станок позволяет обрабатывать металлические поверхности лазерным лучом, обладающим высокой энергией, когерентностью, постоянной длиной волны. При попадании на поверхность заготовки происходит её нагрев до температуры плавления. В результате такого воздействия одна часть металла испаряется, а другая — переходит в расплавленную металлическую фазу.
Рейтинг лучших станков для лазерной резки на 2022 год
Бюджетные модели
2-ое место: WATTSAN MICRO 0203
Отличный образец домашнего станка, предназначенный исключительно для декоративно-прикладных целей. С его помощью легко вырезать узорные детали из тонколистовой фанеры или выполнять орнаменты на оргстекле. Благодаря свои чрезвычайно малым габаритам, для его установки даже не потребуется отдельное помещение.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Великобритания |
| Мощность луча, Вт | 40 |
| Электропитание, В | 220 |
| Вес, кг | 28 |
| Стоимость, рублей | 55000 |
WATTSAN MICRO 0203 Достоинства:
- Малые габариты;
- Экономичная стоимость;
- Достаточная толщина обрабатываемого материала (5-12 мм).
Недостатки:
Узкое направление применения.
1-ое место: ZERDER FLEX 1060
Модель от достаточно молодой, но уже становящейся популярной немецкой компании. Имеет довольно большие габариты и обладает сравнительно высокой точностью позиционирования лазерного луча. Благодаря увеличенной рабочей поверхности может работать с заготовками большого размера.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Германия |
| Мощность луча, Вт | 80 |
| Электропитание, В | 220 |
| Вес, кг | 77 |
| Стоимость, рублей | 120000 |
ZERDER FLEX 1060 Достоинства:
- Большой рабочий стол;
- Невысокая цена;
- Лазерная трубка рассчитана на 6000 часов.
Недостатки:
Маломощный лазер.
Образцы среднего класса
2-ое место: MCLASER 4030 METAL
Универсальный станок, способный работать как с металлами, так и с более тонким материалом. При весьма мощном лазере может применяться и в бытовых условиях, благодаря сравнительно небольшим габаритам и весу (вполне можно установить в домашней мастерской). Однако, площадь рабочего стола невелика – 40 на 30 сантиметров.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Китай |
| Мощность луча, Вт | 120 |
| Электропитание, В | 220 |
| Вес, кг | 80 |
| Стоимость, рублей | 405000 |
MCLASER 4030 METAL Достоинства:
- Отличное качество комплектующих (несмотря на азиатское происхождение);
- Универсальная модель;
- Способность резать металл толщиной до 2 мм.
Недостатки:
Маленький рабочий стол.
1-ое место: RABBIT FB 2030
Широкоформатный агрегат, позиционирующийся на рынке в качестве профессиональной модели. Обладает высокой скоростью резки, площадь рабочего стола составляет 2 на 3 метра. В конструкции установлены два мощнейших лазера и система позолоченных зеркал. Прекрасно подойдет для узкоспециализированной мастерской. Срок службы лазерной трубки расширен до 6500 часов.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Китай |
| Мощность луча, Вт | 200 |
| Электропитание, В | 220 |
| Вес, кг | 450 |
| Стоимость, рублей | 1000000 |
RABBIT FB 2030 Достоинства:
- Многофункциональность;
- Увеличенная рабочая поверхность;
- Допустимая толщина для хрупких материалов – 28 миллиметров!
Недостатки:
- Большие габариты;
- Высокая цена.
Модели из премиум-сегмента
2-ое место: MCLASER 1530 750W METAL
Очень мощный станок, ориентированный непосредственно на работу по толстым металлическим сплавам. Способен разрезать заготовки толщиной до 10 миллиметров. Рабочая поверхность достаточно велика – 1,5 на 3 метра. Отличается повышенной производительностью и скоростью работы.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Китай |
| Мощность луча, Вт | 800 |
| Электропитание, В | 220 |
| Вес, кг | 750 |
| Стоимость, рублей | 4000000 |
MCLASER 1530 750W METAL Достоинства:
- Срок работы лучевой трубки расширен до 10000 часов;
- В комплект входит отдельная операторская панель;
- Мощность увеличена.
Недостатки:
- Большой вес и габариты;
- Очень высокая цена.
1-ое место: Fiber FB1325
Данная лазерная машина имеет в своей конструкции оптоволоконный генератор повышенной мощности, западноевропейские линейные направляющие, высокоточную систему ЧПУ. Аппарат способен работать по толстым металлам и их сплавам. В общем характеризуется высокой эффективностью и экономичностью резки.
| Наименование | Показатель |
|---|---|
| Страна-изготовитель | Китай |
| Мощность луча, Вт | 950 |
| Электропитание, В | 220 |
| Вес, кг | 800 |
| Стоимость, рублей | 4700000 |
Fiber FB1325 Достоинства:
- Полностью профессиональная модель;
- Универсальна и многофункциональна;
- Применяет технологию экономичной резки.
Недостатки:
Не обнаружены (для своего сегмента).
1 Резка металла лазером – передовая технология металлообработки
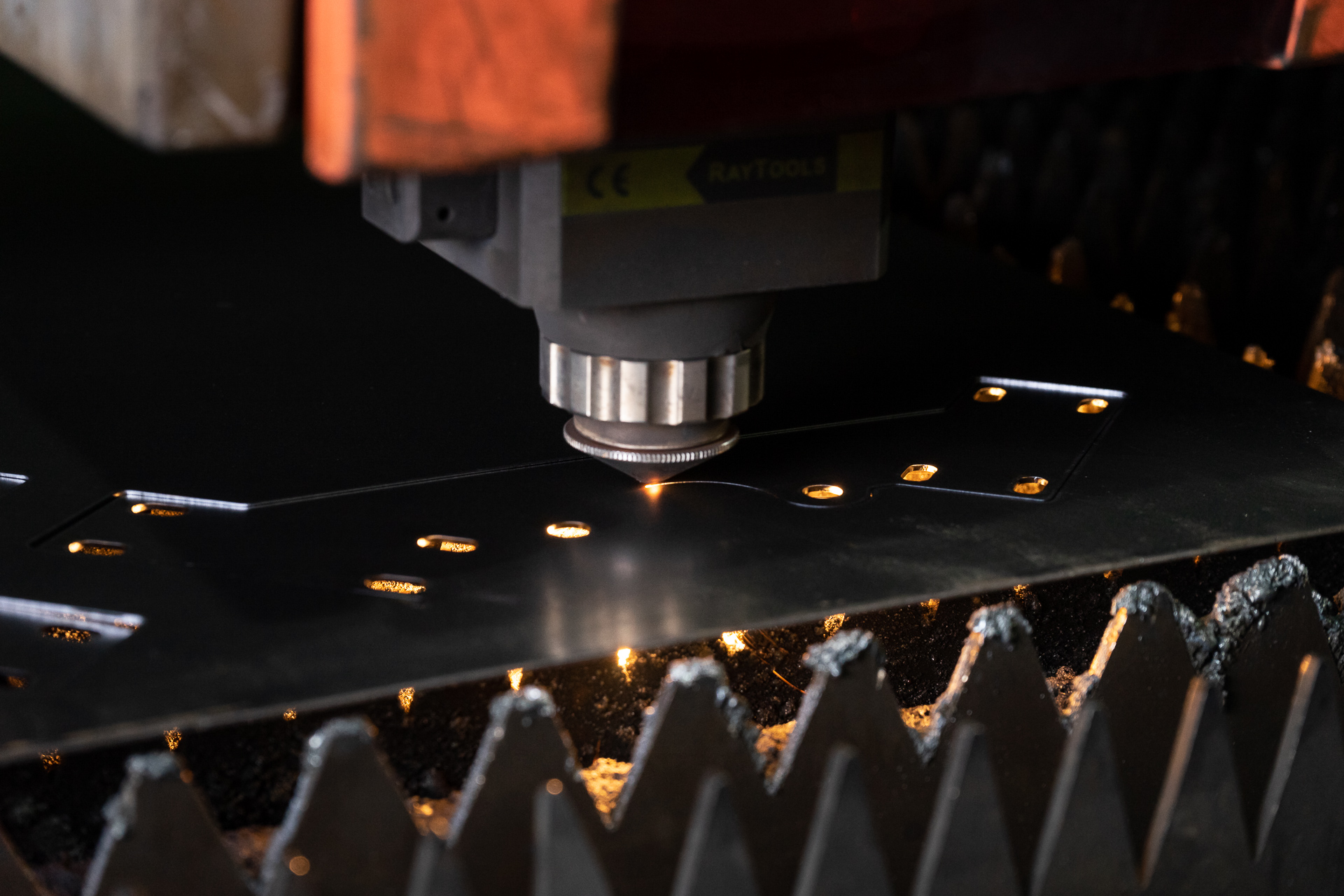
Лазерная резка, так же как и плазменная или газовая, является немеханическим способом раскроя металла, основанном на термическом воздействии. Лазерный луч, испускаемый специальным оборудованием, направляется и концентрируется на заготовке, достигая размеров площади контакта всего в несколько микрон. При этом кристаллическая решетка разрезаемого материала разогревается до температуры плавления.

В то же время, площадь луча настолько мала, что вся заготовка во время обработки остается практически холодной, а линия реза отличается минимальной погрешностью в десятые доли миллиметра. В месте резки металл плавится и может одновременно выкипать (испаряться). Расстояние между поверхностью заготовки и рабочим органом оборудования, испускающим лазерный луч, должно быть не более нескольких сантиметров. Лазером можно выполнять точные, аккуратные разрезы металлических заготовок небольшой толщины.

Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.
Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.









Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).
Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Что является ключевыми факторами выбора оборудования для лазерной резки металла?
Вид источника излучения и его мощность
Для определения этих параметров необходимо отлично понимать сегодняшние задачи производства: требуемую производительность, обрабатываемые материалы и их толщину, а также перспективы развития производства.
Например, оптико-волоконный лазер имеет превосходство по потреблению электроэнергии и более предпочтителен для раскроя металлов с высоким коэффициентом отражения: латунь, медь и нержавеющая сталь до 6 мм.
CO2-лазеры чаще применяются при необходимости обрабатывать широкий диапазон толщин, обеспечивая лучшее качество, по сравнению с оптико-волоконным станком, а при резке нержавеющей стали от 6 мм обеспечиваются и меньшие эксплуатационные расходы при аналогичной или большей производительности.
Ресурс работы и стоимость обслуживания источника излучения
Сравнивая оптико-волоконный резонатор с высокоскоростным CO2 резонатором с продольной (коаксиальной) прокачкой резонаторного газа можно сделать вывод о полном превосходстве первого в надежности, простоте и стоимости обслуживания.
Если говорить о 3-осевом резонаторе Cross-Flow Mitsubishi Electric с поперечной прокачкой резонаторного газа, то вышеизложенное утверждение является полностью противоположным. Его стоимость обслуживания в 2–3 раза ниже, чем обслуживание CO2-резонатора любого другого производителя, и ниже стоимости обслуживания аналогичного по мощности оптико-волоконного резонатора, а ресурс, наоборот, выше, ввиду отсутствия диодов накачки.
Мы являемся эксклюзивным поставщиком установок лазерной резки Mitsubishi Electric — это всемирно известная японская компания, которая является лидером во многих высокотехнологичных производственных областях от приводов и контроллеров до производства лазерных комплексов и аэрокосмической промышленности.
Сущность лазерной резки металла
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 108 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
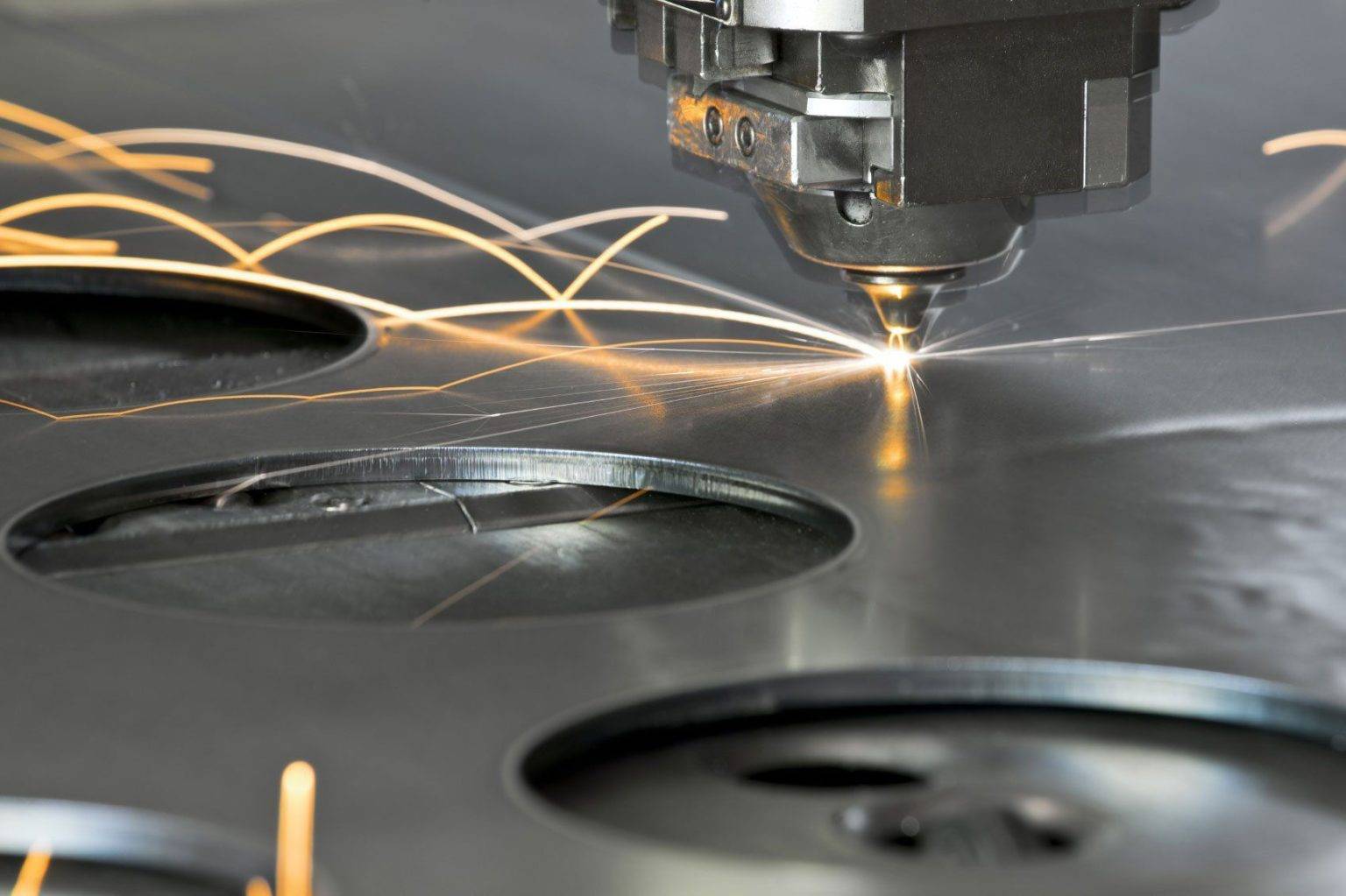
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
Процесс лазерной резки в схематичной форме
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.
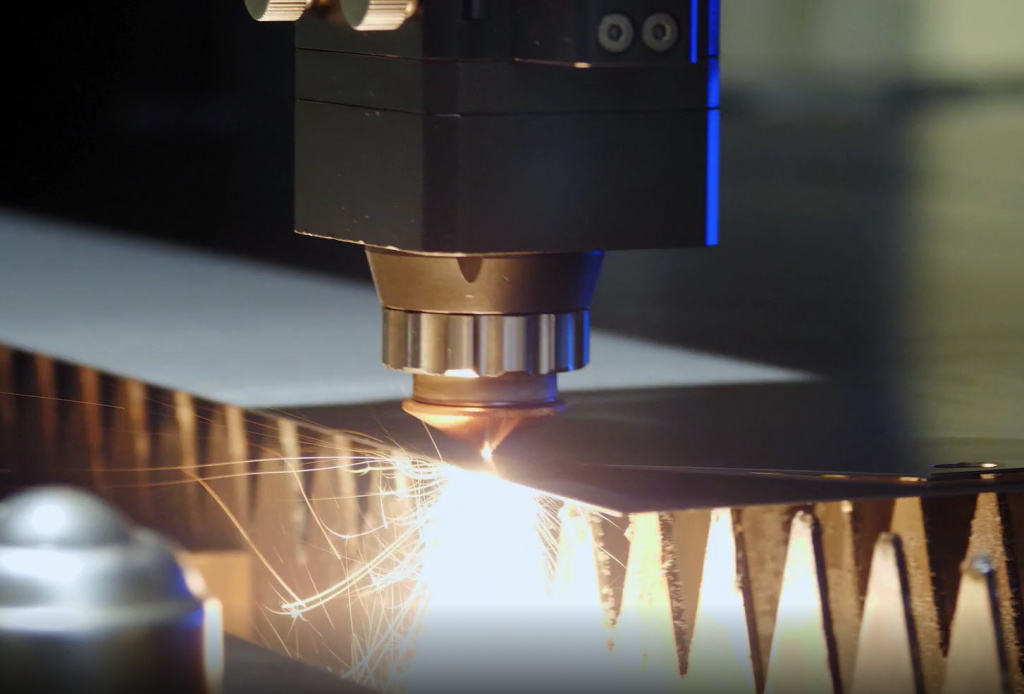
Лазерная резка стали 10мм
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
Это интересно: Комбинированные пресс-ножницы НВ5222 — технические характеристики, паспорт
Как собрать станок для лазерной резки металла самостоятельно
Умельцы изготавливают лазерные резаки своими руками из-за их высокой стоимости. В быту можно создать только твердотельный резак, обладающий мощностью, позволяющей врезаться в металл всего на 1-3 см. Этого достаточно для изготовления декоративных элементов. Лазер работает за счет кристаллов, используемых в светодиодном оборудовании, и специальных стекол.
Необходимые материалы
Главный элемент – лазер пишущего дисковода для компьютера, обладающего высокой скоростью записи (чем она выше, тем больше мощность). Кроме него требуется:
- фонарик на батарейках;
- лазерная указка;
- паяльник;
- слесарные инструменты.
Если нужен более мощный инструмент, потребуются дополнительные элементы для изготовления драйвера:
- резисторы 2-5 Ом;
- два конденсатора (емкость 100 пФ и 100 мФ);
- коллиматор (сборщик лучей света в пучок);
- светодиодный фонарик (корпус должен быть металлический);
- мультиметр.
Если нет драйвера между батареями и лампочкой, она может сгореть.
Еще большую мощность можно получить, если использовать приобретенный в магазине лазерный диод на 60 Вт.
Такой станок лазерной резки металла своими руками лучше всего установить на раму, для контроля использовать компьютер, оснащенный специальной программой. Поэтому кроме лазера потребуется:
- корпус, вмещающий все элементы;
- шаговые электромоторы (из DVD-плееров или принтеров);
- платы и транзисторы, управляющие электромоторами;
- регулятор, контролирующий напряжение на излучателе;
- зубчатые ремни и шкивы для них;
- листовая сталь для изготовления кронштейнов;
- шарикоподшипники, стяжки, гайки, болты, винты, хомуты;
- выключатели кольцевые;
- контроллер и USB-кабель, соединяющий его с компьютером, и плата с дисплеем;
- система охлаждения;
- доски и стержни из металла.
Из досок изготавливается рама, металлические стержни выполняют роль направляющих.
Процесс изготовления
Первый шаг – разборка дисковода, чтобы извлечь из него лампочку. Она установлена в каретке и укреплена. Крепления распаиваются паяльником. Во время работы не следует подвергать лампочку сильным механическим воздействиям, способным повредить ее.







Перед сборкой резака необходимо определиться, от чего он будет питаться, куда вмонтировать диод и как распределить токи.
Нужно осторожно разобрать указку и заменить диод лампочкой, извлеченной из дисковода. Для крепления лучше всего использовать клей
Важно, чтобы глазок лампочки расположился по центру отверстия
Мощности указки для резака недостаточно, ее повышают при помощи батареек для фонарика. Для этого нижняя часть фонарика совмещается с частью указки, в которой размещена лампочка из дисковода. Из фонарика удаляется стекло, лампочка подключается, соблюдая полярность.
При повышении мощности драйвером нужно накрутить вокруг лампочки проволоку из алюминия, убирающую статичность, и вмонтировать ее в коллиматор. При изготовлении лазера для резки металла своими руками элементы резистора присоединяются к батарейкам по последовательной схеме. Требуется точность при определении полярности. Для изменения силы тока к диоду подключается мультиметр, позволяющий регулировать показатель в пределах 300 мА до 500 мА.
Корпусом устройства для ручной лазерной резки металла по-прежнему может служить металлический фонарик.
Для самого мощного варианта после монтажа корпуса из досок устанавливаются стержни. Предварительно их шлифуют и смазывают составом, содержащим литий.
Для монтажа пошаговых электромоторов требуются кронштейны из листовой стали, согнутой под прямым углом. Требуются 6 отверстий для крепления саморезами листа и двигателя. Кронштейны нужно сделать и для крепления привода, созданного из двух шкивов. Только листы нужно согнуть в форме буквы П. Так же необходимы отверстия для крепления профиля и выхода вала, на который потом насаживаются шкивы для ремней. Ремни с основанием соединяются при помощи саморезов.
Чтобы резак работал автоматически, нужна специальная программа, которую можно скачать и установить на компьютер бесплатно.
Оборудование
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские ), так и иностранные предприятия (немецкая ).
Читать также: Чем лечить глаза после сварки в домашних
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.
Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
https://youtube.com/watch?v=DhMxREbqobY
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Преимущества и недостатки лазерной резки
У обработки материалов лазером есть ряд сильных и слабых сторон.
Преимущества:
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
Недостатки:
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.
Сущность технологии, как делается, особенности, преимущества
Лазерная технология гравировки использует излучение, у которого регулируется диаметр сфокусированного луча и его мощность. Установкой этих параметров можно не только резать материал, но и воздействовать лишь на поверхностный слой обрабатываемого предмета. Нанесение изображения происходит двумя способами.
- Верхняя часть поверхности нагревается до состояния плавления. В процессе перехода из одного состояния в другое в материале происходят физико-химические процессы, меняющие его структуру. Одним из сопутствующих эффектов является изменение цвета поверхности после ее кристаллизации. Контрастом внешнего вида обработанной и необработанной лазерным лучом поверхности создается изображение на предмете.
- Этот способ связан с изменением рельефа поверхности. Часть поверхностного слоя нагревается до температуры, при которой расплавленный материал выжигается в процессе испарения. Мощностью луча можно регулировать глубину снимаемой части поверхности, тем самым изменяя рельефность изображения.
Основные преимущества лазерной технологии перед другими видами гравировки:
- практически на любом материале можно нанести изображение лазерной гравировкой;
- любые, даже самые мелкие изображения выполняются с четким, хорошо видимым контуром;
- изображения с точки зрения дизайна выглядят очень привлекательными;
- предмет обработки из-за отсутствия непосредственного механического контакта с режущим инструментом не подвергается деформации, его нет необходимости закреплять;
- при лазерной гравировке происходит термическая обработка материала, что делает его устойчивым к истиранию, изображение имеет эстетичный вид долгое время.
- изображение принимает окончательный вид сразу после лазерной гравировки, нет необходимости в последующей доработке.
Лазерная гравировка легко адаптируется к автоматическому управлению. Работа по алгоритму программ исключает возможность субъективных ошибок. При ручной гравировке человеческий фактор не исключает риска совершения ошибки.





Нанесение изображения происходит согласно управляющих программ и осуществляется двумя методами — растровым и векторным.
- При растровом методе лазерная головка перемещается дискретно в одном направлении области гравировки, а затем опускается/поднимается вниз/вверх с минимально возможным шагом. Последовательно обрабатывая такими точками поверхность, получаем требуемое изображение. Таким способом гравируются изображения типа фотографий, картинок.
- При векторном методе лазер движется вдоль направления определенных линий. Этим способом обычно гравируют надписи и другие изображения в виде линий. Этот метод намного производительнее растрового, но если понадобится изменить толщину линий, без растровой гравировки не обойтись.
Применение: нанесение логотипов и не только
Гравировка шрифтов на алюминии.
Свойство лазерной гравировки сохранять длительное время внешний вид в своей первозданной форме используется для нанесения логотипов на предметы, где она становится единым целым с ними самими. Некоторые наиболее часто применяемые варианты использования:
- логотипы на сувенирах и подарках (ручки, зажигалки, мобильные телефоны, ежедневники и другие);
- в ювелирном деле лазерная гравировка наносится на изделия из драгоценных металлов: браслеты, часы, перстни, кольца и другие;
- нанесение надписей и изображений на различные спортивные и другие награды;
- некоторые промышленные производители идентифицируют свою продукцию логотипами, выполненными лазерной технологией;
- на корпуса и панели приборов наносится техническая информация облегчающая пользователю их эксплуатацию;
- изготовление с помощью лазерной гравировки печатей, штампов;
- нанесение дублирующих знаков на русском языке на клавишах и кнопках техники зарубежного производства.
Технические возможности лазерной гравировки поднимают на более высокий уровень возможности рекламного бизнеса
В переизбытке рекламной продукции потребитель обязательно обратит внимание на оригинальность плакатов и вывесок, на которых информация дается четким, с высокой детализацией изображением
Характерности обработки при помощи лазерной технологии
В Россию поставляется оборудование для резки металла лазером и комплектующие для станков для лазерной резки знаменитых компаний в области станкостроения: T rumpf , Cjmpact Lazer , TST , Rnuth , Mattex , Durma и Mazak.
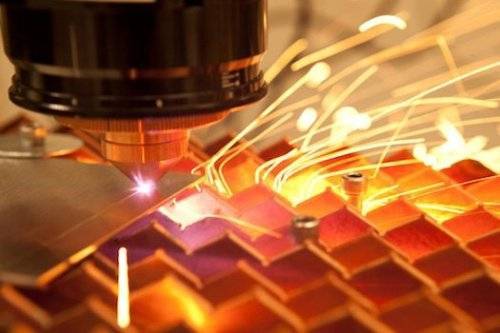
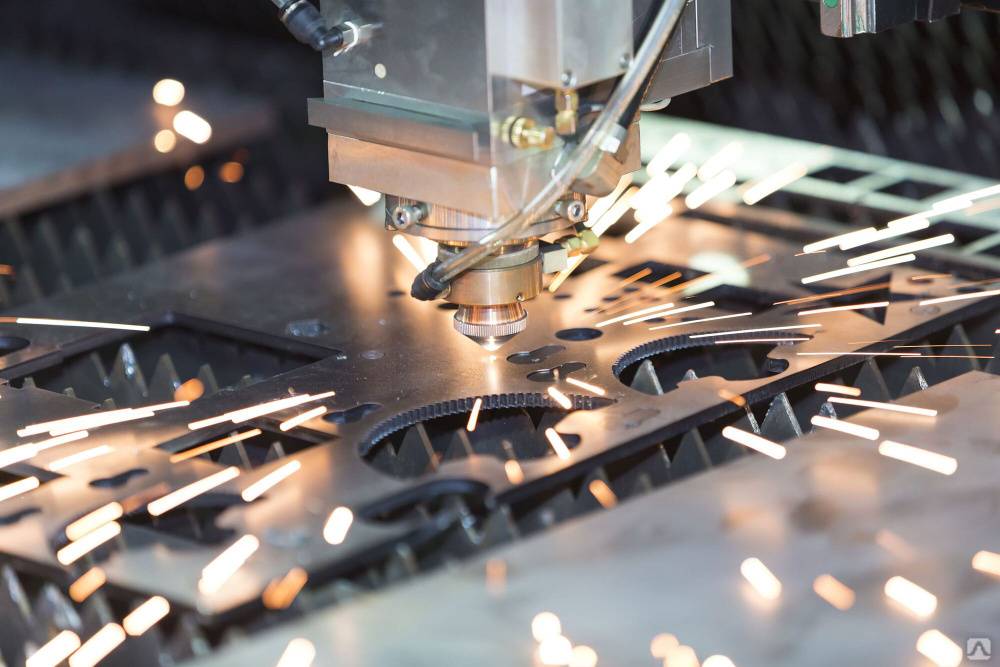
Процесс резки металла лазером листового металла
Лазерная техника как правило используется для резки и обработки разных материалов и гравировки изделий. Применение этой технологии дает возможность получить определенные преимущества:
- хорошую производительность процесса работы за счёт скорости обработки изделий;
- точность обработки материалов;
- возможность исполнять заказы разной сложности;
- невысокий уровень воздействия механики на обрабатываемый материал;
- процесс резки выполняется с маленькой шириной реза;
- полная автоматизация процесса обработки деталей.
Применение резки металла лазером за счёт регулирования режима влияния на материал, дает возможность обрабатывать разные заготовки:
- металл (сталь, алюминий, сплавы);
- пенополистирол;
- материалы из дерева (дерево, шпон, фанера);
- кожа;
- ткань;
- резина;
- бумага.
Для обработки разных материалов применяются лазеры разных типов. Для нарезания металлов (медь, серебро, латунь), используются волоконные иттербиевые установки, а материалов менее плотной структуры (органическое стекло, древесина) установки Stab CO2. Лазерный станок с числовым программным управлением дают возможность вести раскрой заготовок с повышеной точностью.





