

Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
Назначение станков
Круглошлифовальные агрегаты применяются для работы с наружной цилиндрической поверхностью. Заготовка устанавливается в центрах и патроне. Чтобы добиться необходимого результата, заготовка может подаваться поперечным и продольным способом. Самыми популярными станками являются те, на которых можно работать с разными размерами деталей. Отдельные модели могут использоваться для получения особо крупных деталей. Чаще всего это встречается в промышленном производстве.
В универсальных станках с центрами направление вращения заготовки располагаются противоположно направлению вращения абразива. Эти модели используются в различных видах производства.
Круглошлифовальный станок применяется на конечном этапе производства. Бесцентровые модели используются после этапа токарной обработки, фрезерования, сверления и пр.
Параметры выбора круглошлифовального станка
При выборе характеристик круглошлифовальных станков учитывается ряд параметров оборудования:
- Высота центров над столом – влияет на диаметр обрабатываемого изделия.
- Расстояние между центрами – от него зависит максимальная длина заготовки.
- Параметры рабочего стола – размер, величина хода, возможность поворота.
- Частота вращения шлифовального шпинделя и возможность регулирования, мощность главного двигателя – параметры, от которых зависит выбор режимов резания.
- Максимальный вес заготовки – выбирают с некоторым запасом.
- Параметры шлифовального круга – диаметр, толщина, тип связки. Соотношение зерна к свободному пространству и связки.
- Габариты и вес станка – влияют на потребности в свободном пространстве и параметры фундамента для установки станка, а также стабильность самого процесса шлифования.
Круглошлифовальные станки: характеристики
Разбираемся дальше. Главный инструмент, который имеет круглошлифовальный станок — это, конечно же, шлифовальный круг. Он может быть самой разной формы и предназначается для обработки разных деталей. В зависимости от характера работ, которые выполняет круглошлифовальный станок, он может относиться к разным группам такого оборудования. Например существуют круглошлифовальные агрегаты центровые и бесцентровые, внутришлифовальные и плоскошлифовальные. Кроме этих групп, также есть станки, которые применяются на предприятиях машиностроения. При их помощи обрабатываются всевозможные резьбы, зубья колес и шестеренок, а также шлицы.







Самые современные автоматические круглошлифовальные агрегаты имеют очень большие возможности. Они обеспечиваются системами, которые позволяют человеку запрограммировать технологический процесс и до минимума свести вмешательство в работу оборудования. В некоторых агрегатах объем памяти позволяет загружать в нее большое количество программ. Например, в японских станках есть семь стандартных способов шлифования. Кроме того, в них есть автоматическая наладка агрегата под конкретную деталь.
Изготовление станка своими руками
Чтобы затачивать инструменты, обрабатывать малогабаритные заготовки, можно изготовить станок своими руками. Для этого нужно подготовить расходные материалы, инструменты:
- Металлические уголки для создания основания.
- Двигатель от стиральной машины.
- Шлифовальный круг.
- Провода, переключатели, кнопки для изготовления панели управления.
- Сварочный аппарат, дрель со сверлами по металлу, болгарка.
Процесс создания самодельного аппарата:
- Изначально нужно изучить готовые схемы круглошлифовального станка.
- Собрать основание с рабочим столом, приводом, бабкой под настольную машину. Она изготавливается из металлических уголков. Отдельные детали соединяются сварочным аппаратом. Швы нужно зачистить, покрыть антикоррозийным составом.
- Закрепить двигатель на станине. На нём установить шлифовальный круг.
- Провести провода, сделать панель управления. Желательно использовать двигатель с возможностью изменения скорости вращения шпинделя. Благодаря этому появится отдельный регулятор.
Шлифовальный круг устанавливается вертикально. Нижнюю его часть желательно сделать так, чтобы она находилась на одну часть в ёмкости с водой. Дополнительно можно изготовить массивный рабочий стол, на котором будут устанавливаться тиски для зажима деталей.

1 Круглошлифовальный станок – общая информация
Описываемые установки предназначены для чистовой и обдирочной обработки изделий посредством использования алмазных и шлифовальных кругов. И первые, и вторые гарантируют малую шероховатость обработанной поверхности, а также достойную точность геометрической формы и размеров детали.
В большинстве случаев на такие агрегаты поступают заготовки, которые уже прошли предварительную термическую или механическую обработку. Иными словами, на круглошлифовальных агрегатах выполняют финальную операцию шлифования деталей, побывавших на сверлильном, фрезерном, токарном либо другом станке. По виду базирования (под этим термином понимают придание заготовке необходимой конфигурации в пространстве по отношению к той или иной системе координат) все круглошлифовальные установки подразделяют на три типа:
- патронные: заготовка в них располагается в патроне;
- центровые: заготовка в центрах;
- бесцентровые: базирование обрабатываемой конструкции по несколькими либо одной поверхности подвергаемой шлифованию.

А вот непосредственно схем базирования существует две:
- на башмаках (опоры неподвижного вида) с торцовой ведущей опорой;
- с опорным ножом на ведущем круге.
В зависимости от того, каким образом относительно круга осуществляются основные передвижения детали, различают врезное, проходное и комбинированное шлифование. Проходная обработка обеспечивает:
- отличное качество поверхности после шлифовки;
- малое тепловыделение;
- равномерный износ шлифовального круга.
Проходное шлифование рекомендовано для существенных по длине цилиндрических поверхностей, так как в процессе обработки показатель их цилиндричности практически не изменяется. При врезном же виде шлифования геометрическая точность поверхности, которая подвергается обработке, напрямую зависит от степени износа круга. Оно чаще всего применяется для обработки фасонных и ступенчатых форм, поверхностей с буртами, коротких шеек, а также тогда, когда требуется одновременная обработка торца и шейки детали.

Эксплуатация оборудования
Круглошлифовальные станки по металлу нужно уметь эксплуатировать, чтобы добиться максимального эффекта от их работы, не травмировать себя. Правила:
- Прежде чем начинать работу, проверить надёжность крепления шлифовального круга, оценить его состояние. Нельзя использовать абразив с трещинами, сколами, неровностями.
- Проверить подключение к сети. Выставить настройки машины заранее.
- Надеть защитные очки, чтобы стружка не попала в глаза.
- Давать заготовки остыть, если оборудование не имеет водного охлаждения.
- Менять абразив зависимо от требуемого качества обработки.
- Смазывать моторным маслом подвижные элементы оборудование, чтобы оно служило дольше.
- Очищать рабочие поверхности от скапливающихся отходов после обработки.
- Надёжно фиксировать детали зажимами, чтобы они не смещались во время работы.
Не пытаться шлифовать твердые поверхности мелким абразивом на малой мощности.
Круглошлифовальные станки применяются на различных предприятиях. Ими обрабатываются дерево, пластик, камень металл. Зависимо от выбранного вида абразивного материала, проводят разные виды шлифования (грубое, финишное). Можно сделать аппарат самостоятельно. Он подойдёт для шлифовки небольших деталей, заточки инструментов.
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Круглошлифовальный станок: виды и особенности устройства
Круглошлифовальные станки могут быть предназначены для выполнения различного рода работ на разных по масштабу промышленных производствах. Рассмотрим основные разновидности станков и их главные особенности.
Специальный станок
На таком станке обрабатывают конкретный вид деталей, к примеру, кулачковые патроны. Среди специальных станков выделяют автоматический и полуавтоматический виды. Используются для обработки крупных заготовок и деталей, все виды операций осуществляются в автоматическом режиме. При этом, для обработки неровных поверхностей не подойдет жестко закрепленное устройство. Такие операции выполняются плавающими головками полуавтоматического станка.
Станок с ЧПУ (числовое программное управление)
В Серийных масштабных промышленных производствах используются станки с ЧПУ. Подобный станок может быть оборудован системой ручного управления и цифровой индикацией, или иметь полноценное ЧПУ — оно предусматривает автоматическую подачу и выгрузку материала, а также систему активного контроля.
Врезной станок
Назначение данного вида станков — шлифование заготовки по всей длине, за счет большой ширины рабочего стола и поперечного механизма подачи материала, вырезание цилиндрических и фасонных деталей.
Простой станок
Такой станок оснащен неповоротным столом, передней и задней бабкой. На таком устройстве может проводиться всего одна техническая манипуляция.
Универсальный станок
По-другому, универсал. Область применения широка — шлифование заготовок всевозможных форм. Конструкция устройства допускает возможность поворачивания, кроме того, можно использовать дополнительную шлифовальную бабку.




Технические характеристики станка 3Б12
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
1 Модификации
Все круглошлифовальные станки имеют свою технологическую точность контроля и производства:
- П — повышенная;
- В — высокая;
- А — особо высокая.
Круглошлифовальные станки, которые наиболее часто встречаются на производствах, имеют следующие обозначения:
- 3а423, 3а151,
- 3б12, 3б161, 3б153, 3б151;
- 3м151, 3м175;
- 3у10а;
- многочисленная серия станков Studer (S21, S31, S33, S41).
Все модификации имеют эффективный способ контроля размеров при обработке детали, в том числе и способ с помощью ЧПУ. Большинство станков позволяет обрабатывать на них тяжелые и габаритные детали.
По расположению обрабатываемой детали также имеются различия. Существует три модификации:
- центровая — деталь устанавливается в центрах;
- патронная — обрабатываемое изделие зажимается в патроне;
- безцентровая — деталь устанавливается по обрабатываемой поверхности.
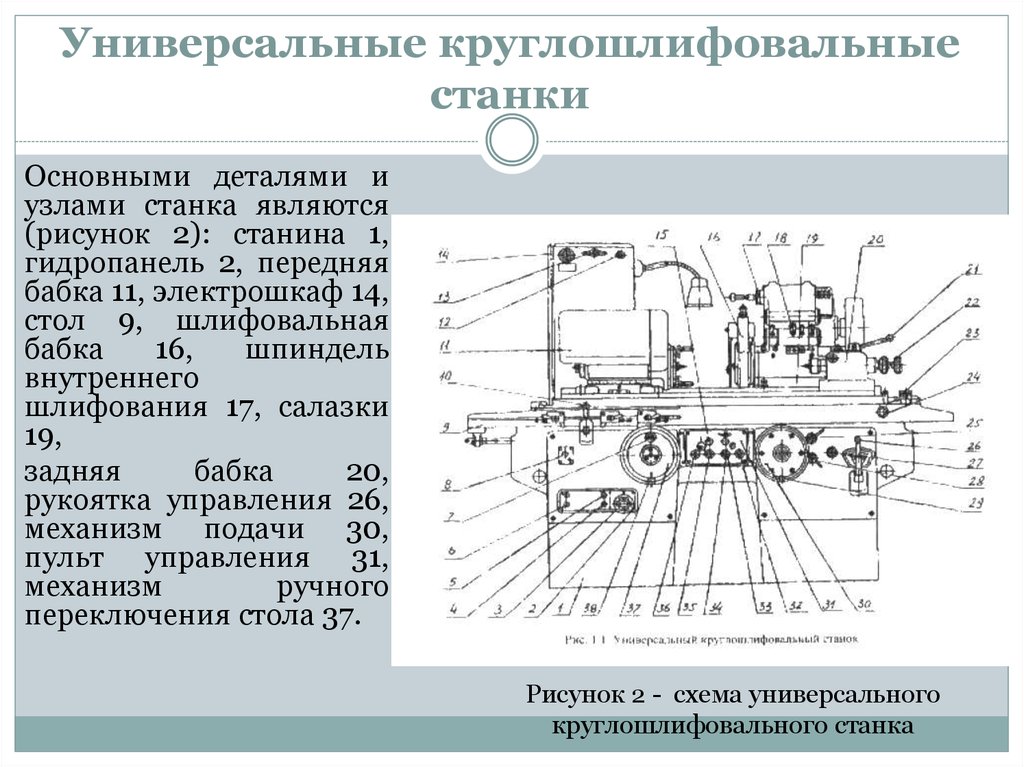
1.1 Рабочие узлы
Различие в технических характеристиках у разных заточных моделей заключается в мощности, расстоянии между центрами, допустимым весом обрабатываемого изделия, максимальным диаметром шлифовки, шириной диапазона поворота шпиндельной бабки.

Устройства достаточно тяжелые, поэтому под них необходимо предусматривать усиленный фундамент.
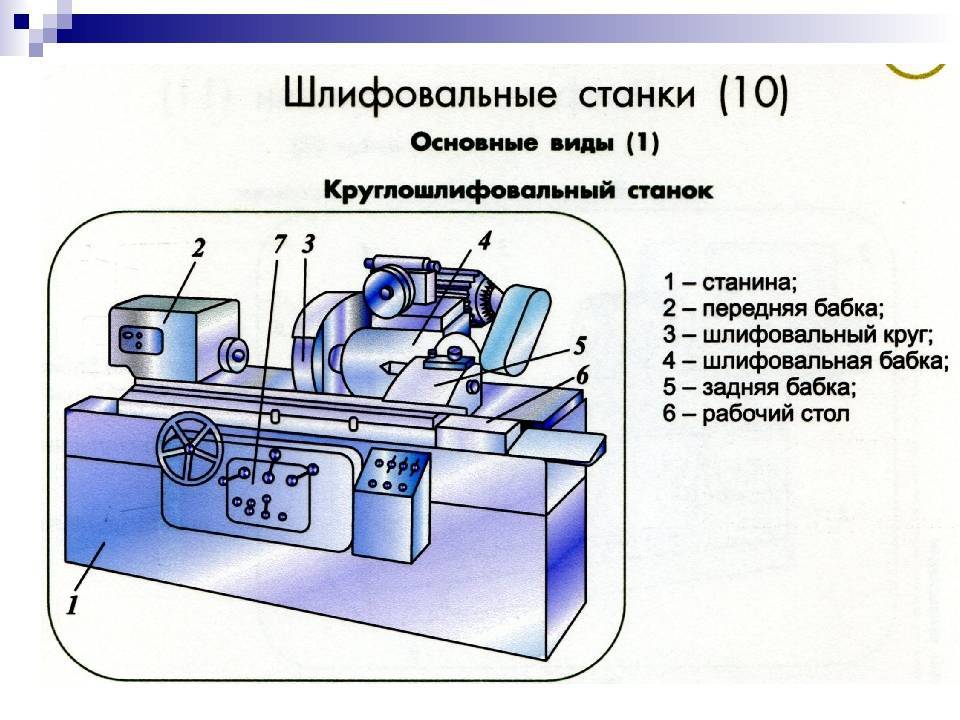
Основные рабочие узлы:
- шлифовальная бабка со шпинделем шлифовального круга;
- суппорт ножа;
- патрон (центра);
- балансировочное устройство для шлифовального круга;
- приспособление для правки шлифовального круга;
- емкость со смазочно-охлаждающей жидкостью;
- прижимы.
На таких станках можно обрабатывать детали практически из любых материалов:
- сталь;
- чугун;
- сплавы цветных металлов;
- текстолит;
- стекло;
- материалы особой прочности (керметы).
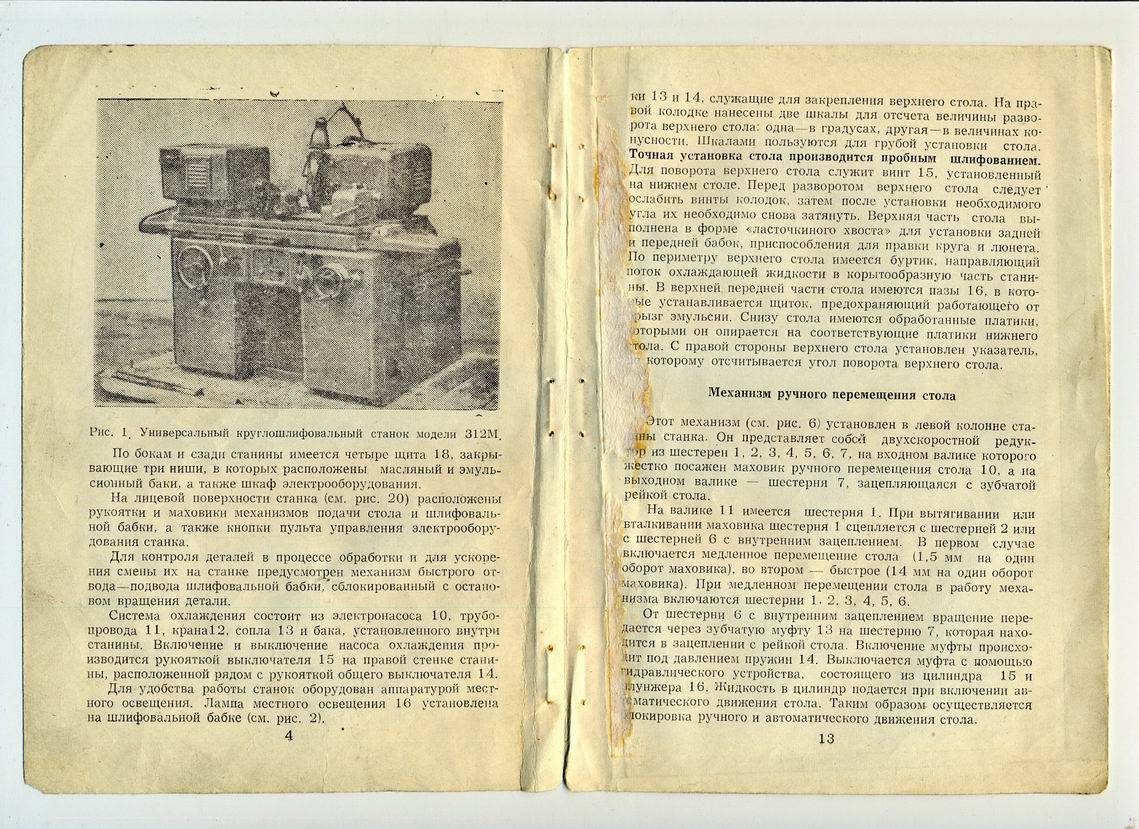
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.

Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
Мощность указывается в кВт. Определяет производительность машины. Питаемое напряжение определяет возможность использования в той или ситуации оборудование. ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В. Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях. Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ. Номинальное число оборотов также часто определяется в ГОСТ
Оно имеет важное значение, так как определяет скорость вращения круга
Подобные моменты следует учитывать при выборе круглошлифовального станка.
Отдельные варианты исполнения имеют систему автоматизации работы.

Круглошлифовальный станок с ЧПУ
Числовое программное управление позволяет в несколько раз повысить степень автоматизации работы. При этом выделим следующие моменты:
- Высокая точность шлифования. Механизм, который используется для крепления и подачи круга, при автоматической подаче позволяет получать размеры, которые могут иметь отклонение всего несколько сотых миллиметра.
- Значительно повышается производительность. Большая часть этапов технологического процесса выполняются автоматически, а значит – не требуют вмешательства оператора.
- Снижается вероятность возникновения брака. Если снизить то, сколько этапов будет выполнять человек, можно снизить вероятность возникновения проблем.
- Уменьшаются затраты за счет того, что один оператор может обслуживать несколько рабочих мест.
Круглошлифовальный станок с ЧПУ встречается довольно редко, так как он используется в редких случаях в крупносерийном и массовом производстве. Стоимость из-за включения в конструкцию системы числового программного управления значительно повышается, поэтому использовать его нужно только при крупном производстве.
Источник
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
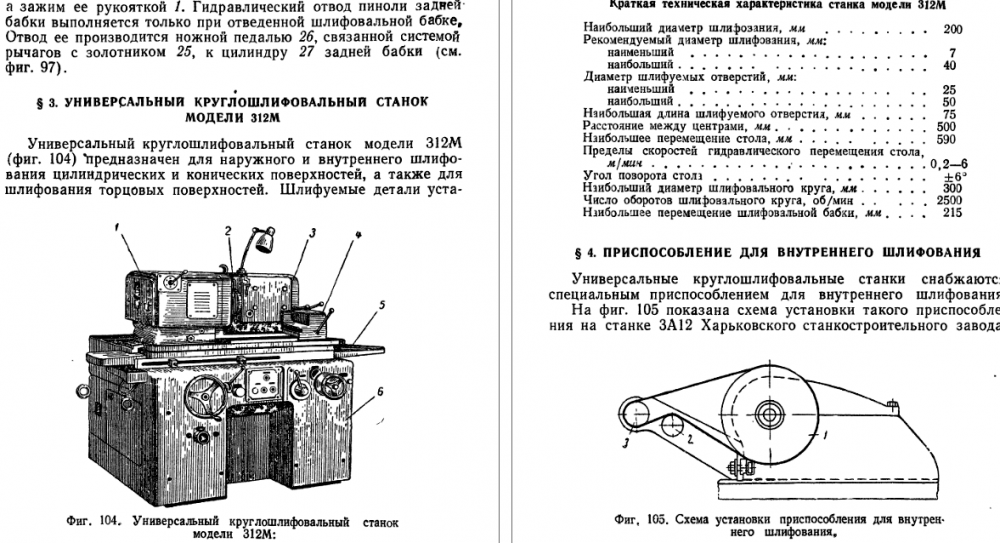
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
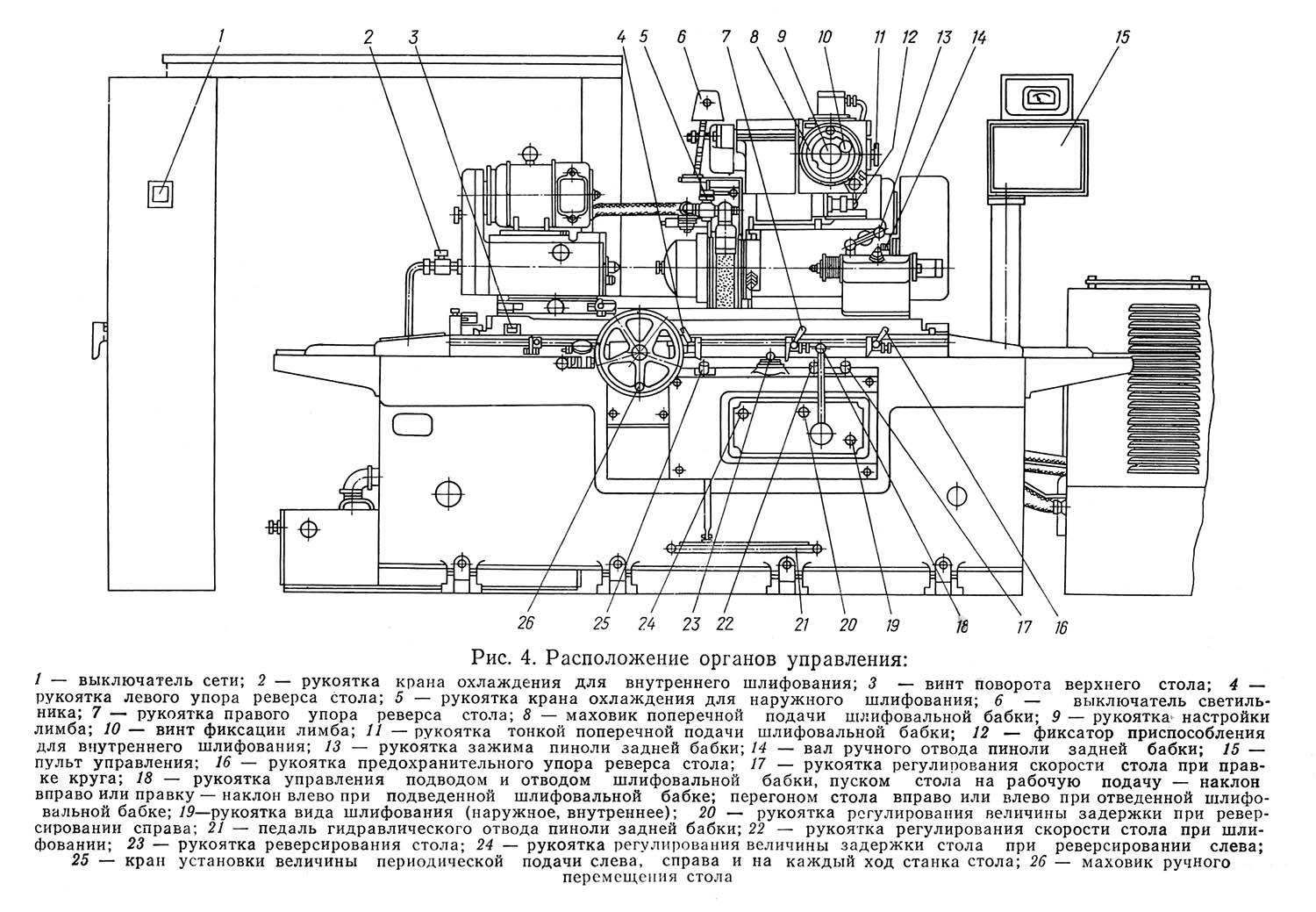
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.








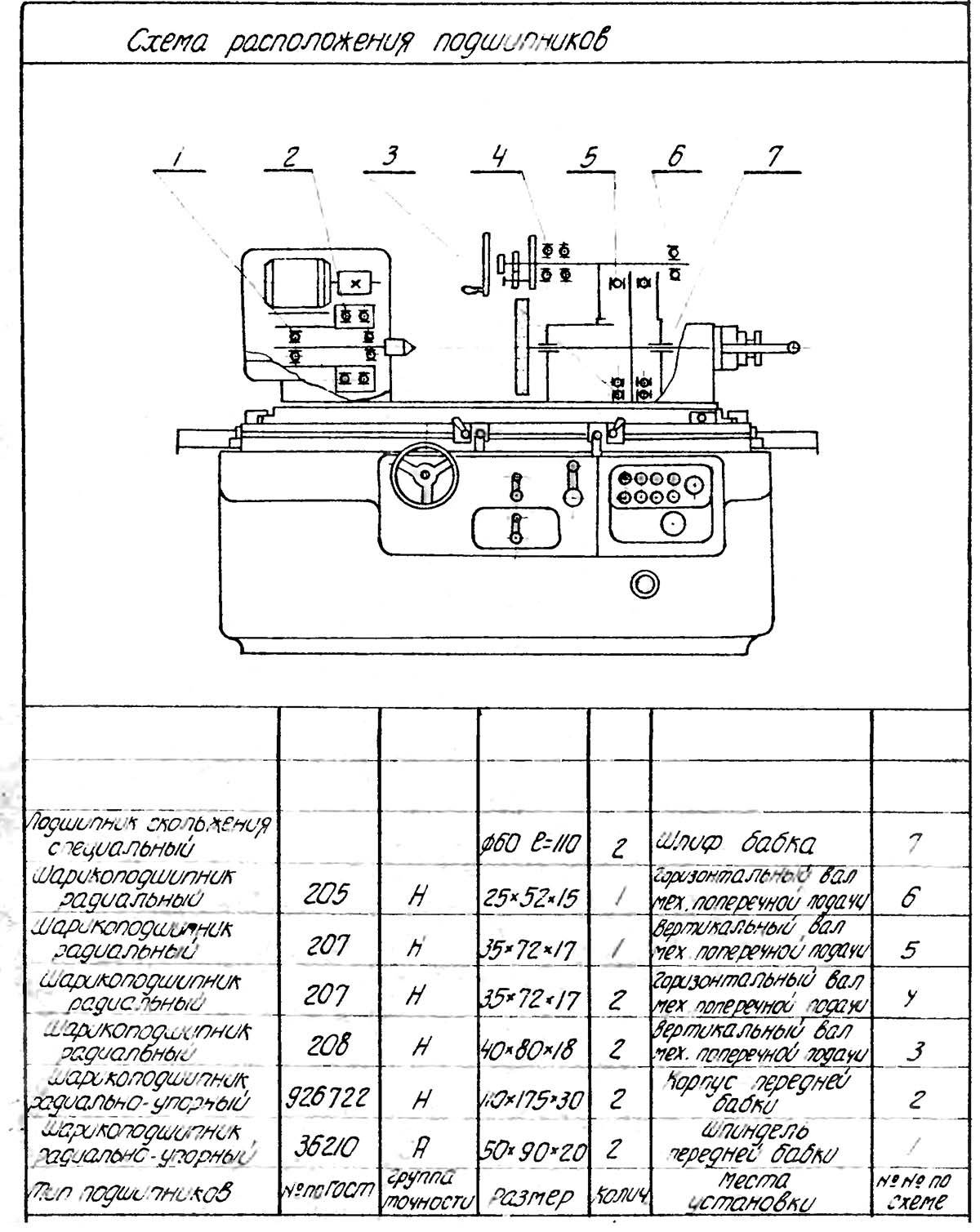
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
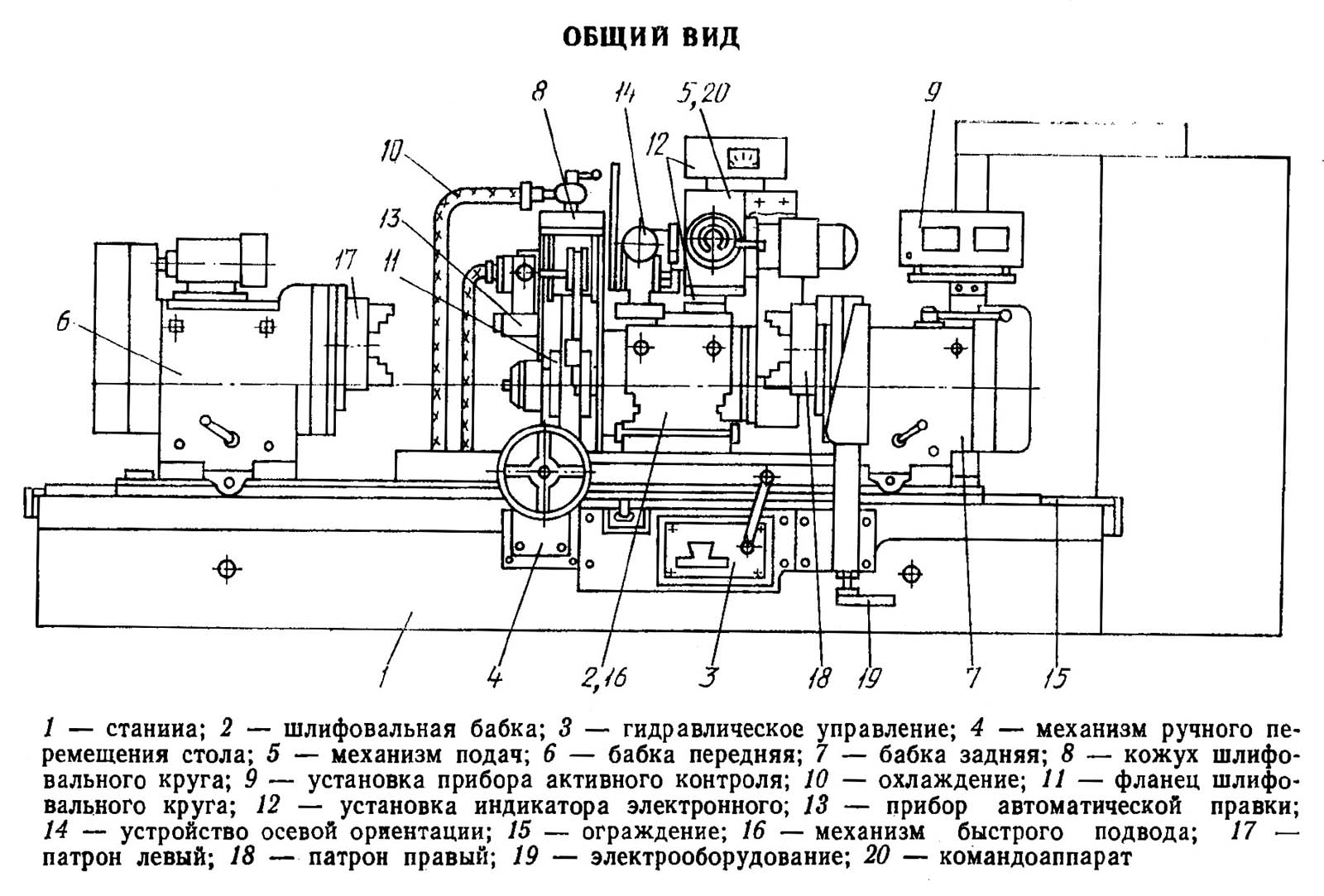
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.





